Спосіб безабразивної оздоблювально-зміцнювальної обробки поверхонь деталей
Номер патенту: 73874
Опубліковано: 10.10.2012
Автори: Лесик Дмитро Анатолійович, Джемелінський Віталій Васильович, Джемелінська Леся Віталіївна
Формула / Реферат
Спосіб безабразивної оздоблювально-зміцнювальної обробки поверхонь деталей, при якому робочому середовищу з інструментів із феромагнітних голок (кульок) та дрібнорозмірним деталям у нерухому контейнері тороїдальної форми надається рух по тороїду у тривимірному просторі, який відрізняється тим, що на робоче середовище здійснюють суміщену високоенергетичну імпульсну дію обертаючим магнітним полем та високошвидкісною аерозольною сумішшю, та змінюють напрям руху робочого середовища.
Текст
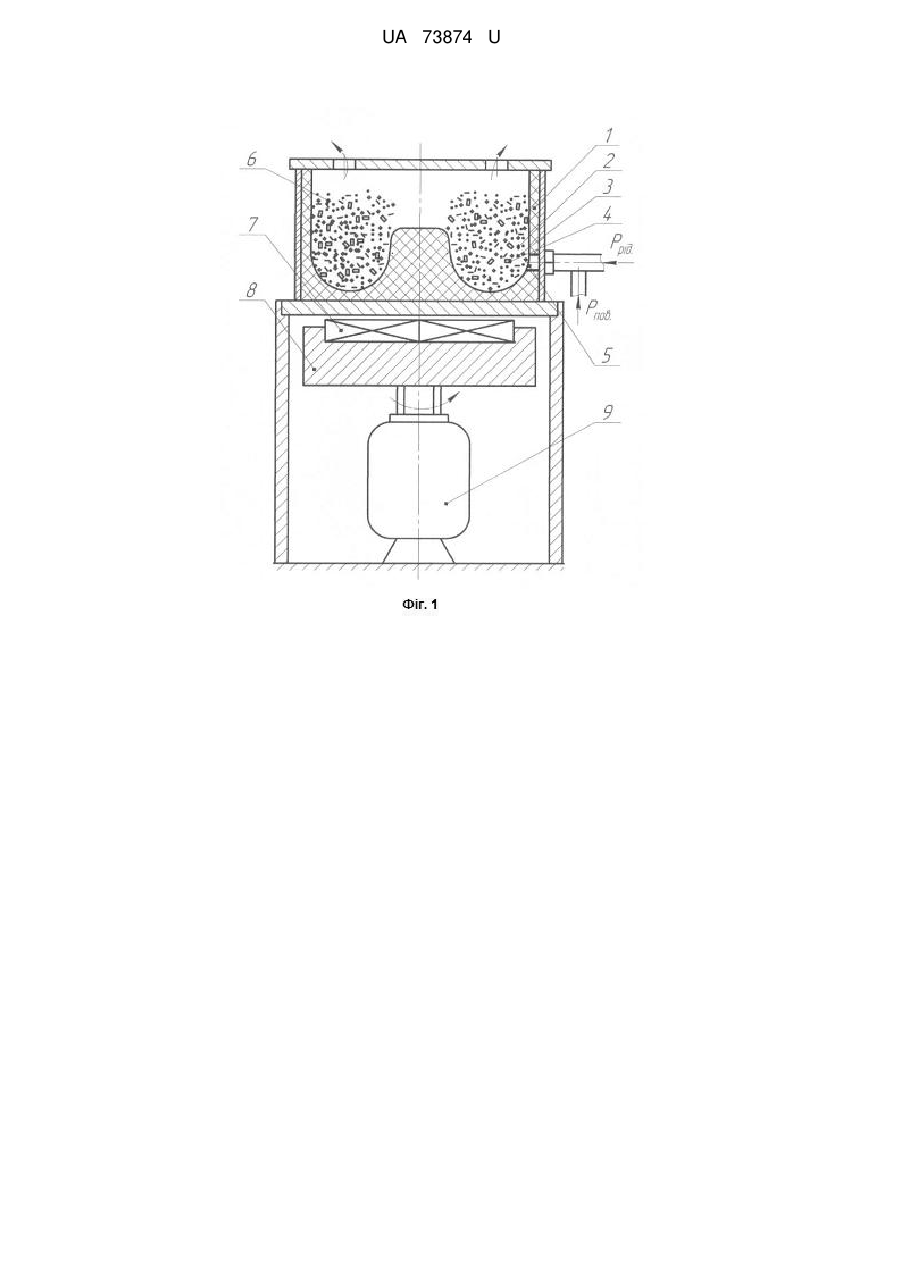
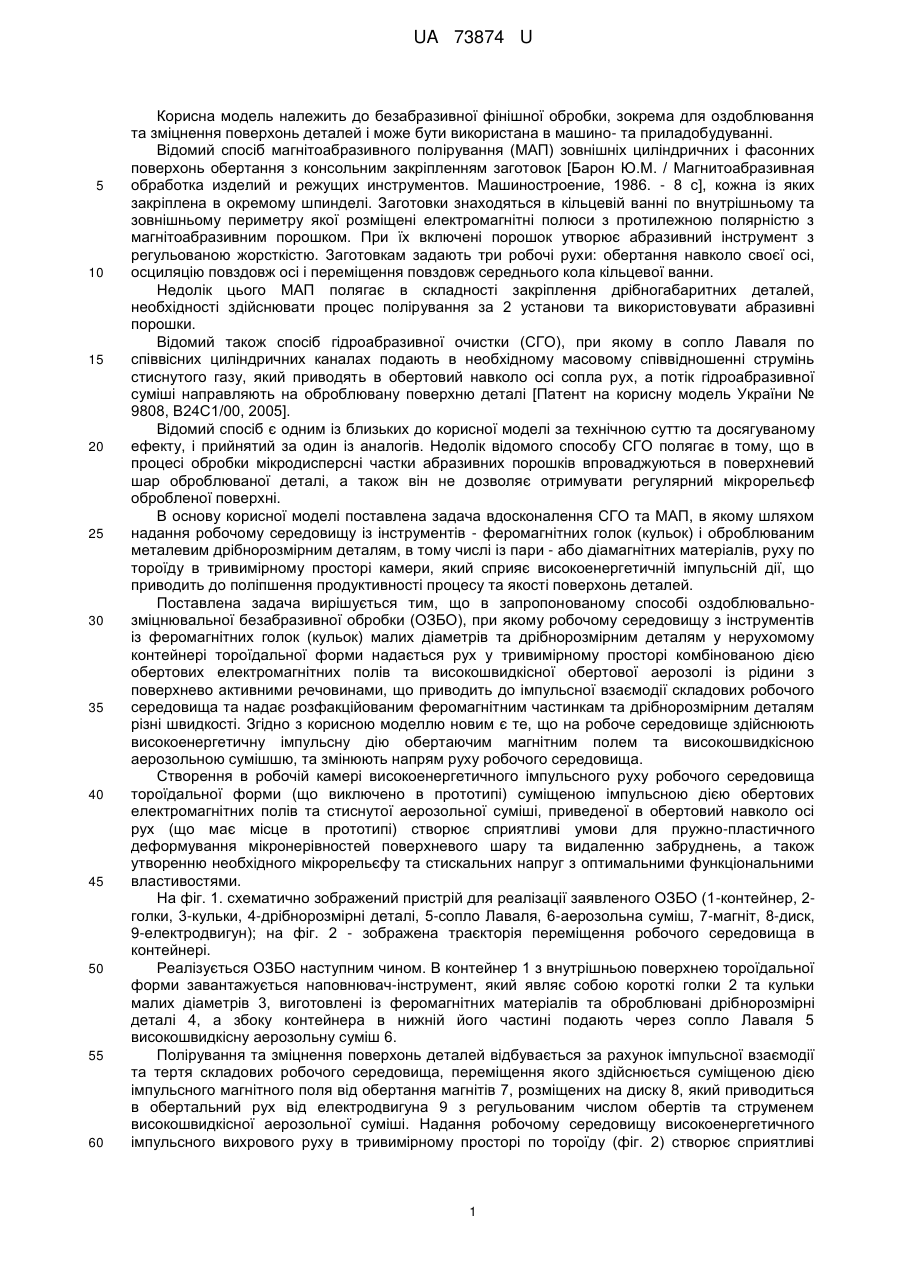
Реферат: Спосіб безабразивної оздоблювально-зміцнювальної обробки поверхонь деталей, при якому робочому середовищу з інструментів із феромагнітних голок (кульок) та дрібнорозмірним деталям у нерухомому контейнері тороїдальної форми надається рух по тороїду у тривимірному просторі. На робоче середовище здійснюють суміщену високоенергетичну імпульсну дію обертаючим магнітним полем та високошвидкісною аерозольною сумішшю, та змінюють напрям руху робочого середовища. UA 73874 U (12) UA 73874 U UA 73874 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до безабразивної фінішної обробки, зокрема для оздоблювання та зміцнення поверхонь деталей і може бути використана в машино- та приладобудуванні. Відомий спосіб магнітоабразивного полірування (МАП) зовнішніх циліндричних і фасонних поверхонь обертання з консольним закріпленням заготовок [Барон Ю.М. / Магнитоабразивная обработка изделий и режущих инструментов. Машиностроение, 1986. - 8 с], кожна із яких закріплена в окремому шпинделі. Заготовки знаходяться в кільцевій ванні по внутрішньому та зовнішньому периметру якої розміщені електромагнітні полюси з протилежною полярністю з магнітоабразивним порошком. При їх включені порошок утворює абразивний інструмент з регульованою жорсткістю. Заготовкам задають три робочі рухи: обертання навколо своєї осі, осциляцію повздовж осі і переміщення повздовж середнього кола кільцевої ванни. Недолік цього МАП полягає в складності закріплення дрібногабаритних деталей, необхідності здійснювати процес полірування за 2 установи та використовувати абразивні порошки. Відомий також спосіб гідроабразивної очистки (СГО), при якому в сопло Лаваля по співвісних циліндричних каналах подають в необхідному масовому співвідношенні струмінь стиснутого газу, який приводять в обертовий навколо осі сопла рух, а потік гідроабразивної суміші направляють на оброблювану поверхню деталі [Патент на корисну модель України № 9808, В24С1/00, 2005]. Відомий спосіб є одним із близьких до корисної моделі за технічною суттю та досягуваному ефекту, і прийнятий за один із аналогів. Недолік відомого способу СГО полягає в тому, що в процесі обробки мікродисперсні частки абразивних порошків впроваджуються в поверхневий шар оброблюваної деталі, а також він не дозволяє отримувати регулярний мікрорельєф обробленої поверхні. В основу корисної моделі поставлена задача вдосконалення СГО та МАП, в якому шляхом надання робочому середовищу із інструментів - феромагнітних голок (кульок) і оброблюваним металевим дрібнорозмірним деталям, в тому числі із пари - або діамагнітних матеріалів, руху по тороїду в тривимірному просторі камери, який сприяє високоенергетичній імпульсній дії, що приводить до поліпшення продуктивності процесу та якості поверхонь деталей. Поставлена задача вирішується тим, що в запропонованому способі оздоблювальнозміцнювальної безабразивної обробки (ОЗБО), при якому робочому середовищу з інструментів із феромагнітних голок (кульок) малих діаметрів та дрібнорозмірним деталям у нерухомому контейнері тороїдальної форми надається рух у тривимірному просторі комбінованою дією обертових електромагнітних полів та високошвидкісної обертової аерозолі із рідини з поверхнево активними речовинами, що приводить до імпульсної взаємодії складових робочого середовища та надає розфакційованим феромагнітним частинкам та дрібнорозмірним деталям різні швидкості. Згідно з корисною моделлю новим є те, що на робоче середовище здійснюють високоенергетичну імпульсну дію обертаючим магнітним полем та високошвидкісною аерозольною сумішшю, та змінюють напрям руху робочого середовища. Створення в робочій камері високоенергетичного імпульсного руху робочого середовища тороїдальної форми (що виключено в прототипі) суміщеною імпульсною дією обертових електромагнітних полів та стиснутої аерозольної суміші, приведеної в обертовий навколо осі рух (що має місце в прототипі) створює сприятливі умови для пружно-пластичного деформування мікронерівностей поверхневого шару та видаленню забруднень, а також утворенню необхідного мікрорельєфу та стискальних напруг з оптимальними функціональними властивостями. На фіг. 1. схематично зображений пристрій для реалізації заявленого ОЗБО (1-контейнер, 2голки, 3-кульки, 4-дрібнорозмірні деталі, 5-сопло Лаваля, 6-аерозольна суміш, 7-магніт, 8-диск, 9-електродвигун); на фіг. 2 - зображена траєкторія переміщення робочого середовища в контейнері. Реалізується ОЗБО наступним чином. В контейнер 1 з внутрішньою поверхнею тороїдальної форми завантажується наповнювач-інструмент, який являє собою короткі голки 2 та кульки малих діаметрів 3, виготовлені із феромагнітних матеріалів та оброблювані дрібнорозмірні деталі 4, а збоку контейнера в нижній його частині подають через сопло Лаваля 5 високошвидкісну аерозольну суміш 6. Полірування та зміцнення поверхонь деталей відбувається за рахунок імпульсної взаємодії та тертя складових робочого середовища, переміщення якого здійснюється суміщеною дією імпульсного магнітного поля від обертання магнітів 7, розміщених на диску 8, який приводиться в обертальний рух від електродвигуна 9 з регульованим числом обертів та струменем високошвидкісної аерозольної суміші. Надання робочому середовищу високоенергетичного імпульсного вихрового руху в тривимірному просторі по тороїду (фіг. 2) створює сприятливі 1 UA 73874 U умови пружно-пластичному деформуванню мікронерівностей, видаленню рідинними частками аерозолі забруднень, формування у поверхневому шарі стискальних напруг з оптимальними функціональними властивостями, підвищенню продуктивності процесу та якості оброблюваних поверхонь. 5 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 Спосіб безабразивної оздоблювально-зміцнювальної обробки поверхонь деталей, при якому робочому середовищу з інструментів із феромагнітних голок (кульок) та дрібнорозмірним деталям у нерухомому контейнері тороїдальної форми надається рух по тороїду у тривимірному просторі, який відрізняється тим, що на робоче середовище здійснюють суміщену високоенергетичну імпульсну дію обертаючим магнітним полем та високошвидкісною аерозольною сумішшю, та змінюють напрям руху робочого середовища. Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of nonabrasive finishing and hardening surface treatment of parts
Автори англійськоюDzhemelinskyi Vitalii Vasyliovych, Lesyk Dmytro Anatoliiovych, Dzhemelinska Lesia Vitaliivna
Назва патенту російськоюСпособ безабразивной отделочно-упрочняющей обработки поверхностей деталей
Автори російськоюДжемелинский Виталий Васильевич, Лесик Дмитрий Анатольевич, Джемелинская Леся Витальевна
МПК / Мітки
МПК: B03C 1/12
Мітки: спосіб, безабразивної, обробки, поверхонь, оздоблювально-зміцнювальної, деталей
Код посилання
<a href="https://ua.patents.su/4-73874-sposib-bezabrazivno-ozdoblyuvalno-zmicnyuvalno-obrobki-poverkhon-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб безабразивної оздоблювально-зміцнювальної обробки поверхонь деталей</a>
Віброверстат для оздоблювально-зачищувальної обробки деталей
Номер патенту: 69967
Опубліковано: 25.05.2012
Автор: Міцик Андрій Володимирович
МПК: B24B 31/06
Мітки: деталей, віброверстат, обробки, оздоблювально-зачищувальної
Формула / Реферат:
Віброверстат для оздоблювально-зачищувальної обробки деталей, що містить жорстко змонтований на основі і завантажений робочим середовищем резервуар, в якому пружно розміщена багатомісна коливальна система з оброблюваними деталями, сполучена з віброзбуджувачем, який відрізняється тим, що резервуар виконано "U"-подібної форми поперечного перерізу і оснащено гідродинамічними пристроями, встановленими у нижній радіусній частині днища...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів
Номер патенту: 48385
Опубліковано: 10.03.2010
Автори: Роїк Тетяна Анатоліївна, Мельник Олена Олексіївна, Гавриш Олег Анатолійович, Гавріш Анатолій Павлович, Віцюк Юлія Юріївна
МПК: G11B 5/127
Мітки: обробки, високолегованих, композитів, деталей, спосіб, отворів, циліндричних, поверхонь, магнітно-абразивної, фінішної
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів, який включає розміщення робочого інструмента в циліндричному отворі з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструмента навколо своєї осі, який відрізняється тим, що робочий...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів
Номер патенту: 94657
Опубліковано: 25.05.2011
Автори: Віцюк Юлія Юріївна, Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович, Мельник Олена Олексіївна, Гавріш Анатолій Павлович
МПК: B24B 37/02, B24B 31/112, B24B 5/06
Мітки: фінішної, поверхонь, високолегованих, спосіб, циліндричних, композитів, магнітно-абразивної, отворів, деталей, обробки
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів, який включає розміщення робочого інструменту в циліндричному отворі з утворенням робочого зазору між поверхнями інструменту і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструменту навколо своєї осі, який відрізняється тим, що робочий...
Пристрій для фінішної антифрикційної безабразивної обробки внутрішніх циліндричних поверхонь
Номер патенту: 98422
Опубліковано: 10.05.2012
Автори: Бурда Юрій Мирославович, Бурда Мирослав Йосипович, Парайко Юрій Іванович
МПК: C23C 18/31, C23C 18/16
Мітки: пристрій, внутрішніх, антифрикційної, безабразивної, циліндричних, обробки, фінішної, поверхонь
Формула / Реферат:
1. Пристрій для фінішної антифрикційної безабразивної обробки внутрішніх циліндричних поверхонь, який містить корпус, два опозитно встановлені у ньому натираючі вузли, виконані з можливістю радіального переміщення відносно корпусу, натираючі вузли виконані у вигляді циліндрів, на робочих торцевих частинах яких закріплені інструменти - натираючі стрижні, шток, встановлений у корпусі з можливістю осьового переміщення, вузол навантаження, який...
Спосіб фінішної обробки поверхонь отворів деталей з високолегованих композитних матеріалів
Номер патенту: 70069
Опубліковано: 25.05.2012
Автори: Гавріш Анатолій Павлович, Гавриш Олег Анатолійович, Мельник Олена Олексіївна, Роїк Тетяна Анатоліївна, Віцюк Юлія Юріївна
МПК: B24B 37/02, B24B 31/112, B24B 5/06, G11B 5/127
Мітки: фінішної, спосіб, отворів, обробки, високолегованих, деталей, поверхонь, композитних, матеріалів
Формула / Реферат:
Спосіб фінішної обробки поверхонь отворів деталей з високолегованих композитних матеріалів, який включає розміщення робочого інструменту в циліндричному отворі з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструменту навколо своєї осі з одночасним додатковим переміщенням робочого інструменту...
Попередній патент: Пристрій для сортування твердих матеріалів
Наступний патент: Одноразова зубна щітка “vital-fi”
Випадковий патент: Лікарський засіб, що містить дизоразоли та їх похідні, для лікування доброякісних та злоякісних пухлинних захворювань