Спосіб дозованої подачі сипучого продукту
Номер патенту: 109206
Опубліковано: 10.08.2016
Автори: Чопенко Юлія Станіславівна, Галімова Ольга Віталіївна

Формула / Реферат
1. Спосіб дозованої подачі сипучого продукту, що включає подачу сипучого продукту в завантажувальні простори транспортуючих елементів, розташованих усередині циліндричної порожнини корпуса живильника, ізоляцію завантажувального простору транспортуючого елемента частиною циліндричної поверхні порожнини корпуса, переміщення транспортуючого елемента по окружності до місця розвантаження, вивантаження сипучого продукту в пневмотранспортну систему, який відрізняється тим, що сипучий продукт завантажують у вантажний простір, який виконують у вигляді паза послідовно розташованих по окружності монолітних транспортуючих елементів, суміжні бічні стінки яких виконують радіальними стосовно осі циліндричної поверхні порожнини корпуса живильника, при цьому транспортуючі елементи переміщають обертанням гранованого приводного вала, який розташовують у гранованому осьовому отворі, кількість граней у якому відповідає кількості транспортуючих елементів, у кожного з яких є власна грань, яку виконують на основі транспортуючих елементів, при цьому для переміщення транспортуючих елементів на них радіально впливають проміжними пружними елементами, які спирають на грані приводного вала і на відповідні грані транспортуючих елементів в осьовому отворі.
2. Спосіб за п. 1, який відрізняється тим, що між бічними поверхнями транспортуючих елементів розташовують листові компенсатори, матеріал яких має коефіцієнт лінійного розширення відповідний коефіцієнту лінійного розширення тіла транспортуючого елемента.
Текст
Реферат: Спосіб дозованої подачі сипучого продукту включає подачу сипучого продукту в завантажувальні простори транспортуючих елементів, розташованих усередині циліндричної порожнини корпуса живильника, ізоляцію завантажувального простору транспортуючого елемента частиною циліндричної поверхні порожнини корпуса, переміщення транспортуючого елемента по окружності до місця розвантаження, вивантаження сипучого продукту в пневмотранспортну систему. Сипучий продукт завантажують у вантажний простір, який виконують у вигляді паза послідовно розташованих по окружності монолітних транспортуючих елементів, суміжні бічні стінки яких виконують радіальними стосовно осі циліндричної поверхні порожнини корпуса живильника. Транспортуючі елементи переміщають обертанням гранованого приводного вала, який розташовують у гранованому осьовому отворі, кількість граней у якому відповідає кількості транспортуючих елементів, у кожного з яких є власна грань, яку виконують на основі транспортуючих елементів. Для переміщення транспортуючих елементів на них радіально впливають проміжними пружними елементами, які спирають на грані приводного вала і на відповідні грані транспортуючих елементів в осьовому отворі. UA 109206 U (54) СПОСІБ ДОЗОВАНОЇ ПОДАЧІ СИПУЧОГО ПРОДУКТУ UA 109206 U UA 109206 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до машинобудування і може бути використана як технічне рішення, що забезпечує високий ступінь герметизації систем, що забезпечують роботу пневмотранспортного устаткування для доставки продукту на значну відстань при наявності різних місцевих опорів. Корисна модель може бути використана для технологічних систем, при роботі яких необхідно дозування вихідного матеріалу за умови, що ці системи повинні функціонувати під високим тиском повітря, при цьому зниження тиску повітря приводить до зниження продуктивності устаткування і, відповідно, до погіршення техніко-економічних показників виробництва. Спосіб забезпечує можливість герметизації безупинно працюючих дозуючих систем, у яких використовується сипучий продукт широкого діапазону фізико-механічних властивостей, гранулометричного складу і ступеня абразивності. Спосіб забезпечує якість дозування сипучого продукту, до якого належить зола вугілля, яке спалюється при роботі теплових електростанцій. Відомий спосіб дозування сипучого матеріалу, що полягає в його послідовній подачі в переміщувані по окружності завантажувальні простори транспортуючих ємностей, бічні стінки яких виконують радіально стосовно центра обертання суміжно розташованих завантажувальних ємностей. Після заповнення завантажувального простору одиничної транспортуючої ємності відбувається її переміщення по окружності до того моменту, коли під завантаження розміщують суміжно розташовану транспортуючу ємність. Сам завантажувальний простір транспортуючих ємностей ізолюють від висипання сипучого продукту поверхнею циліндричної порожнини корпуса дозатора (АС СРСР № 798001 на винахід). Після переміщення завантажувального простору в нижню точку обертання відбувається розвантаження продукту під дією сил гравітації в транспортний засіб для складування або наступної переробки відповідно до прийнятого технологічного процесу. Недоліком відомого способу є те, що при дозуванні продукту в пневмотранспортну систему високого тиску остання виявляється недостатньо ізольованою від зовнішнього простору. Це приводить до витоку повітря із пневмотранспортної системи і, відповідно, імовірності виникнення аварійної ситуації. Спосіб не дозволяє забезпечити високу герметичність системи через те, що продукт завантажують у ємність із фіксовано встановленими стінками, положення яких не корегується в процесі реалізації способу. За певний періоду часу, контактна зона між стінками транспортуючих ємностей і внутрішньою циліндричною поверхнею корпусу втрачає герметичність, що підсилюється абразивним впливом мінеральних часток, які транспортуються. Спосіб втрачає свою ефективність при використанні його в пневмотранспортних системах високого тиску. Істотним є те, що при реалізації способу для дозування золи вугілля теплових електростанцій, що мають високу температуру, відбувається деформація стінок завантажувальних ємностей, що збільшує технологічні зазори в пристрої і підсилює розгерметизацію системи і високу ймовірність прориву стисненого повітря через дозуючий пристрій у завантажувальний бункер, що приведе до катастрофічних наслідків. Крім цього, реалізація відомого способу при використанні в пневмотранспортних системах високого тиску приводить до інтенсивного зношування технологічного устаткування й, відповідно, до необхідності ремонтно-відбудовчих робіт, які збільшують собівартість пневматичного транспортування продукту і усього технологічного процесу в цілому. Відомий спосіб подачі сипучого матеріалу, який полягає в тому, що, як і у вищеописаному способі, сипучу суміш послідовно подають у переміщувані по окружності завантажувальні простори транспортуючих ємностей, бічні стінки яких виконують радіально стосовно центра обертання суміжно розташованих завантажувальних ємностей. Після заповнення завантажувального простору одиничної транспортуючої ємності, відбувається її переміщення по окружності до того моменту, коли під завантаження розміщують суміжно розташовану транспортуючу ємність. Наступний цикл завантаження ємності здійснюється аналогічно. Для попередження висипання сипучого продукту з ємностей, їх завантажувальний простір ізолюють поверхнею циліндричної порожнини корпуса дозатора (Патент Росії № 2319653 на винахід). У порівнянні з вищенаведеним способом, у зазначеному технічному рішенні підвищення ізольованості транспортуючої ємності з радіальними стінками досягається за рахунок того, що кінцеві частини стінок цих транспортуючих ємностей виконують вигнутої форми з певним ступенем пружності. Виконання кінцевих стінок вигнутими у початковий період реалізації способу забезпечує високий ступінь ізольованості простору у транспортуючій ємності. 1 UA 109206 U 5 10 15 20 25 30 35 40 45 50 55 60 Разом з тим, застосування вигнутих кінцевих частин стінок ємностей характеризується рядом істотних недоліків через те, що застосування пружних елементів приводить до інтенсивного зношування циліндричної поверхні, що обгороджує, через їхній високий тиск на неї. Це збільшує зношування циліндричної поверхні за рахунок тертя ковзання при влученні між взаємодіючими елементами абразивних часток, які порушують цілісність дзеркала і утворюють борозни, знижуючи герметичність технічної системи й, відповідно, знижуючи ефективність способу, особливо при тривалій його реалізації. Крім цього спосіб не забезпечує ефективну ізоляцію пневмотранспортної системи при високій температурі сипучого продукту. Висока температура приводить до того, що кінцеві частини стінок гублять пружність, що приводить до зниження герметичності і, як наслідок, імовірності аварійного прориву стисненого повітря із пневматичної системи в посудину, в якій перебуває сипучий продукт, який завантажується у дозуючий пристрій. В основу корисної моделі поставлена задача вдосконалення способу дозованої подачі сипучого продукту за рахунок того, що: - сипучий продукт подають послідовно в обмежений простір монолітної ємності транспортуючих елементів, зовнішні площини стінок яких орієнтують радіально стосовно осі обертання транспортуючих елементів; - транспортуючі елементи примикають один до іншого з утворенням циліндричного тіла обертання; - сипучий продукт ізолюють у транспортуючому елементі, розташовуючи у пазу його монолітного тіла, а у верхній частині сипучий продукт ізолюють вигнутою поверхнею внутрішньої частини корпуса дозатора, до якої притискається транспортуючий елемент під дією пружного елемента і граней ротора; - у тілі кожного транспортуючого елемента виконують завантажувальну ємність у вигляді паза для розміщення сипучого продукту; - бічні стінки транспортуючих елементів виконують радіально спрямованими щодо осі їхнього обертання, при цьому із суміжних транспортуючих елементів утворюють циліндричне тіло обертання, у якому виконують гранований осьовий отвір, у якому кількість граней відповідає кількості транспортуючих елементів; - усередині осьового отвору розташовують приводний вал, тіло якого виконують гранованим, а кількість граней на ньому відповідає кількості граней в осьовому отворі; - кожну відповідну грань осьового отвору розташовують у основі транспортуючого елемента, у якому виконують радіально спрямовані бічні стінки; - переміщення транспортуючих елементів по окружності забезпечується послідовним впливом на них пружних елементів, пов'язаних із приводним валом, з наступним впливом на грані транспортуючих елементів безпосередньо граней самого приводного вала; - попередження зношування транспортуючих елементів у зоні взаємодії із внутрішньою частиною корпуса дозатора здійснюють розміщенням між ними компенсуючих пластин, товщину яких підбирають, виходячи зі ступеня зношування і вимог до герметизації пневмотранспортної системи і коефіцієнта лінійного розширення. Технічний результат при реалізації способу полягає в наступному: спосіб дозволяє забезпечити транспортування сипучого продукту, який має широкий діапазон гранулометричного складу і температури; - спосіб дозволяє запобігти деформуванню конструктивних елементів дозуючого пристрою протягом тривалого часу його експлуатації при високій температурі сипучого продукту, що транспортується; спосіб забезпечує транспортування сипучого продукту в пневмотранспортних системах високого тиску на значну відстань; - спосіб забезпечує високий ступінь герметизації пневмотранспортної системи при тривалому часі експлуатації без виконання ремонтних робіт з відновлення транспортуючих елементів; - спосіб дозволяє транспортувати сипучу суміш у широкому діапазоні температур, які можуть мінятися в процесі технологічного режиму; - спосіб дозволяє забезпечити комплексний вплив на транспортуючі елементи пружних сил у сполученні із жорстким впливом приводного вала при їхньому переміщенні; - спосіб дозволяє центрувати транспортуючі елементи щодо осі обертання при різній кутовій швидкості приводного вала в процесі транспортування сипучої суміші; - спосіб дозволяє досягти високих економічних показників при використанні пневмотранспорту високого робочого тиску для переміщення сипучого продукту, що має значну температуру. 2 UA 109206 U 5 10 15 20 25 30 35 40 45 50 55 Поставлена задача вирішується тим, що спосіб дозованої подачі сипучого продукту включає подачу сипучого продукту в завантажувальні простори транспортуючих елементів, розташованих усередині циліндричної порожнини корпуса дозатора, які утворюють циліндричне тіло обертання. Ізоляцію завантажувального простору транспортуючого елемента здійснюють частиною циліндричної поверхні порожнини корпуса дозатора. Транспортуючі елементи переміщують по окружності до місця розвантаження сипучого продукту в пневмотранспортну систему і розвантажують сипучий продукт. Згідно з корисною моделлю, сипучий продукт завантажують у вантажний простір, який виконують у вигляді паза послідовно розташованих по окружності монолітних транспортуючих елементів. Суміжні бічні стінки транспортуючих елементів виконують радіальними стосовно осі циліндричної поверхні порожнини корпуса дозатора. Транспортуючі елементи переміщують обертанням гранованого приводного вала. Приводний вал розташовують у гранованому осьовому отворі, який створюють по осі циліндричного тіла з тіл транспортуючих елементів, кількість граней у отворі відповідає кількості транспортуючих елементів. У кожного транспортуючого елемента є власна грань, яку розташовують в його основі. Переміщення транспортуючих елементів здійснюють радіальним впливом проміжних пружних елементів. Ці елементи спирають на грані приводного вала і на відповідні грані транспортуючих елементів в осьовому отворі. Для підвищення зусилля транспортуючого елемента на циліндричну поверхню порожнини корпуса живильника і герметизації пневмотранспортної системи, а також для компенсації зношування поверхні транспортуючого елемента в процесі експлуатації, між бічними поверхнями транспортуючих елементів можуть розташовувати листові компенсатори, матеріал яких має коефіцієнт лінійного розширення, який відповідає коефіцієнту лінійного розширення тіла транспортуючого елемента. Спосіб реалізується таким чином. Переважним використанням способу є пневматичне транспортування золи, утвореної при згорянні здрібненого вугілля, яке має різні фізико-механічні і енергетичні характеристики. Вказана зола створена при використанні вугілля як палива на теплових електростанціях. Золи теплових електростанцій являють собою неорганічну частину вугілля після короткочасної температурної обробки. Зола вугілля, яке спалюють у теплових електростанціях, у своєму складі представляє собою комплексну сировину, що представлена незгорілим вугіллям, глинистими мінералами, а також слюдою і кварцом. Крім цього, зола містить оксиди кремнію, алюмінію і кальцію, а також оксиди заліза, магнію, сірки, натрію і калію. Істотне місце в загальному складі золи займають склоподібні фази, а також кристалічні модифікації кварцу, які мають сферичну форму з розміром від 1 до 100 мкм. Зола, незважаючи на високу початкову температуру, може успішно транспортуватися за допомогою пневматичних систем на значні відстані при наявності чисельних місцевих опорів. Основними вимогами, які повинні забезпечуватися при пневмотранспорті високотемпературної золи, утвореної при згорянні вугілля, повинно бути: - забезпечення високого рівня герметизації пневмотранспортної системи особливо в місці завантаження золи для наступного переміщення; - попередження деформацій конструктивних елементів дозуючого пристрою під впливом високої температури золи; - протистояння абразивному впливу матеріалу, що транспортується, протягом тривалого періоду реалізації способу. Реалізація способу заснована на забезпеченні дозованої подачі сипучого продукту, який надходить у завантажувальні простори транспортуючих елементів, розташованих усередині циліндричної порожнини корпуса живильника. При такому способі завантаження заповнення завантажувального простору здійснюється натиском або під дією сил гравітації з накопичувального бункера. Після заповнення завантажувальної порожнини транспортуючого елемента його переміщують по окружності. Для переміщення транспортуючих елементів їх виконують таким чином, щоб площини бічних стінок були орієнтовані радіально стосовно центра обертання транспортуючого елемента. Наступні елементи виконують аналогічної конструкції і геометричних параметрів, тому в зборі ці всі транспортуючі елементи являють собою циліндричне тіло обертання, яке розташовують у циліндричній порожнині корпуса дозатора. Таке компонування транспортуючих елементів дозволяє ефективно ізолювати ємності при переміщенні по окружності. Ізоляцію завантажувального простору транспортуючого елемента здійснюють частиною циліндричної поверхні порожнини корпуса дозатора. Таким чином, кожен 3 UA 109206 U 5 10 15 20 25 30 35 40 45 50 транспортуючий елемент переміщують по окружності до місця розвантаження в пневмотранспортну систему. Особливістю реалізованого способу є те, що сипучою сумішшю заповнюють завантажувальний простір монолітного транспортуючого елемента, який виконано у вигляді паза. Монолітні транспортуючі елементи суміжно розташовують один стосовно одного, а суміжні бічні стінки виконують радіальними стосовно осі циліндричної поверхні порожнини корпуса живильника. Таке компонування дозволяє забезпечити конструктивну жорсткість системи і дозволяє ефективно реалізовувати спосіб дозування сипучого продукту. Особливістю способу є комплексне забезпечення безперервного дозування сипучого продукту і герметичності пневмотранспортної системи. Ця умова повинна забезпечуватися за рахунок того, що транспортуючі елементи повинні примусово притискатися до внутрішньої циліндричної поверхні корпуса живильника. Для цього основу кожного транспортуючого елемента виконують у вигляді площадки (грані). Після суміщення всіх транспортуючих елементів утворюють циліндричне тіло обертання, яке має гранований осьовий отвір. У цей гранований осьовий отвір поміщають аналогічно гранований приводний вал, який виконують таким чином, щоб він перебував у гранованому наскрізному отворі із просвітом. Це дозволяє впливати ребром вала на грань відповідного транспортуючого елемента. Для зсуву точки додатка сил на валу можуть виконувати фаски, які дозволяють звести до мінімуму ймовірність розклинення транспортуючих елементів у процесі обертання. Неодмінною умовою реалізації способу є те, що кількість граней в осьовому отворі повинна відповідати кількості граней приводного вала. При обертанні вала його ребра впираються у грані осьового отвору й, відповідно, на транспортуючі елементи. Транспортуючі елементи по черзі переміщають до місця завантаження, заповнюють золою і переміщають до місця розвантаження. При обертанні вала здійснюють не тільки одночасне переміщення транспортуючих елементів, але і забезпечують їхнє безперервне притиснення до внутрішньої циліндричної поверхні порожнини корпуса дозатора. Цим забезпечують необхідний ступінь герметизації пневмотранспортної системи. Разом з тим, якщо роботу дозуючого пристрою припиняють, то відповідно припиняють і герметизуючий вплив приводного вала на транспортуючі елементи. У цьому випадку герметизацію пневмотранспортної системи забезпечують тим, що при переміщенні транспортуючих елементів на них радіально впливають проміжними пружними елементами у вигляді пластин або пружин, які спирають на грані приводного вала і на відповідні грані транспортуючих елементів в осьовому отворі. При використанні пружних елементів забезпечується безперервний вплив на транспортуючі елементи навіть тоді, коли дозування сипучої суміші не здійснюється і приводним валом не здійснюють обертанням всієї системи транспортуючих елементів. Істотним є те, що дозування сипучої суміші передбачає тривалу реалізацію способу. При тривалій реалізації способу, у зв'язку із впливом приводного вала на транспортуючі елементи, відбувається зношування їхньої поверхні об внутрішню поверхню порожнини, у якій вони обертаються. При інтенсивному зношуванні ускладнюється робота пружних елементів і відбувається зсув точки додатка приводного вала до грані транспортуючого елемента, через що виникає ймовірність їхнього перекосу і заклинювання пристрою, що реалізує спосіб. Для вирішення цієї задачі між бічними поверхнями транспортуючих елементів розташовують листові компенсатори. Зола має високу температуру, тому листові компенсатори виготовляють із матеріалу, що має коефіцієнт лінійного розширення, який відповідає коефіцієнту лінійного розширення тіла транспортуючого елемента. Це дозволяє забезпечити однаковий ступінь реагування на температурний градієнт всієї системи, що містить у собі транспортуючі елементи і пластинчасті компенсатори. Дослідження показали високу ефективність способу, який може бути реалізований на всіх теплових електростанціях, які використовують як паливо вугілля, що після спалювання у вигляді золи переміщається за допомогою пневмотранспорту до місця складування або переробки. 55 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 60 1. Спосіб дозованої подачі сипучого продукту, що включає подачу сипучого продукту в завантажувальні простори транспортуючих елементів, розташованих усередині циліндричної порожнини корпуса живильника, ізоляцію завантажувального простору транспортуючого 4 UA 109206 U 5 10 15 елемента частиною циліндричної поверхні порожнини корпуса, переміщення транспортуючого елемента по окружності до місця розвантаження, вивантаження сипучого продукту в пневмотранспортну систему, який відрізняється тим, що сипучий продукт завантажують у вантажний простір, який виконують у вигляді паза послідовно розташованих по окружності монолітних транспортуючих елементів, суміжні бічні стінки яких виконують радіальними стосовно осі циліндричної поверхні порожнини корпуса живильника, при цьому транспортуючі елементи переміщають обертанням гранованого приводного вала, який розташовують у гранованому осьовому отворі, кількість граней у якому відповідає кількості транспортуючих елементів, у кожного з яких є власна грань, яку виконують на основі транспортуючих елементів, при цьому для переміщення транспортуючих елементів на них радіально впливають проміжними пружними елементами, які спирають на грані приводного вала і на відповідні грані транспортуючих елементів в осьовому отворі. 2. Спосіб за п. 1, який відрізняється тим, що між бічними поверхнями транспортуючих елементів розташовують листові компенсатори, матеріал яких має коефіцієнт лінійного розширення відповідний коефіцієнту лінійного розширення тіла транспортуючого елемента. Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B65G 53/00
Мітки: подачі, дозованої, спосіб, сипучого, продукту
Код посилання
<a href="https://ua.patents.su/7-109206-sposib-dozovano-podachi-sipuchogo-produktu.html" target="_blank" rel="follow" title="База патентів України">Спосіб дозованої подачі сипучого продукту</a>
Пристрій дозованої подачі, що містить тримач і упаковку для дозованої подачі вмісту
Номер патенту: 106009
Опубліковано: 10.07.2014
Автори: Спорре Торбурн Анні, Нордлунд Сесілія
МПК: A47K 10/00
Мітки: подачі, пристрій, вмісту, дозованої, містить, тримач, упаковку
Формула / Реферат:
1. Пристрій дозованої подачі, що містить тримач (1) і упаковку (20) серветок (30), де згаданий тримач (1) пристосований для утримування згаданої упаковки (20) і містить засіб (11) для прикріплення згаданого тримача (1) до поверхні, і містить передню частину (3) і задню частину (4), і бічні частини (5), що з'єднують згадані передню і задню частини (3, 4), і причому згадана упаковка (20) містить передню стінку (21) з отвором (22) дозованої...
Спосіб подачі сипучого матеріалу через кільцевий надзвуковий ежектор газоструминного подрібнювача
Номер патенту: 98363
Опубліковано: 10.05.2012
Автори: Пясецький Микола Юрієвич, Гупало Михайло Трифонович, Ризун Василій Петрович, Коваленко Микола Дмитрович, Стрельников Геннадій Опанасович, Грушко Валентин Олексійович, Прядко Наталія Сергіївна
МПК: B02C 19/06
Мітки: подачі, кільцевий, газоструминного, сипучого, ежектор, матеріалу, надзвуковий, спосіб, подрібнювача
Формула / Реферат:
1. Спосіб подачі сипучого матеріалу через кільцевий надзвуковий ежектор газоструминного подрібнювача, що включає подачу первинного сипучого матеріалу через патрубок центрального тіла кільцевого надзвукового ежектора, захват його потоком робочого тіла, що рухається по периферії потоку сипучого матеріалу, і подачу в розгінну трубку помольної камери подрібнювача, який відрізняється тим, що по осі патрубка в потік сипучого матеріалу подається...
Засіб для подачі сипучого матеріалу
Номер патенту: 101921
Опубліковано: 12.10.2015
Автори: Макатьора Дмитро Анатолійович, Очередько Альона Віталіївна
МПК: B65G 47/02
Мітки: сипучого, матеріалу, подачі, засіб
Формула / Реферат:
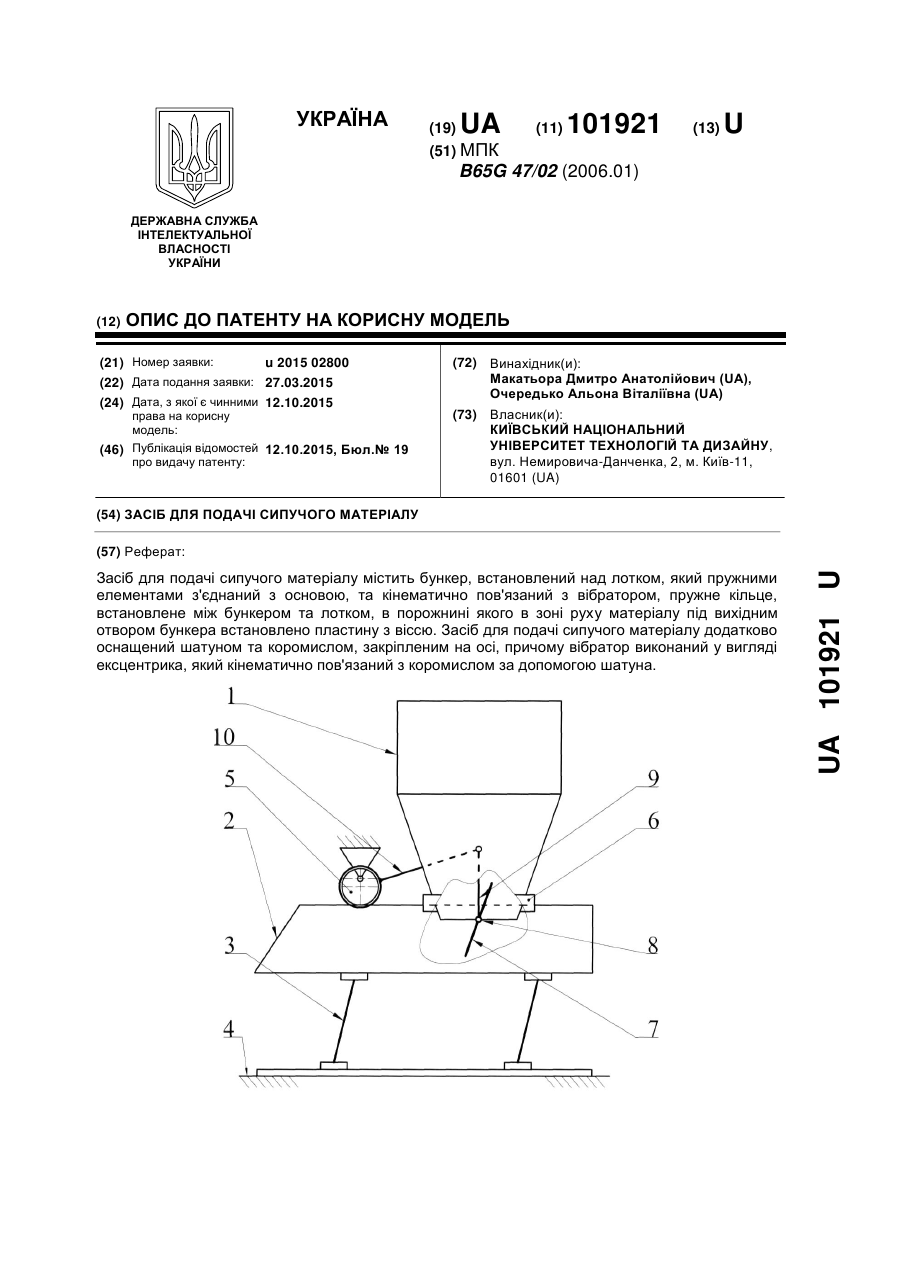
Засіб для подачі сипучого матеріалу, що містить бункер, встановлений над лотком, який пружними елементами з'єднаний з основою, та кінематично пов'язаний з вібратором, пружне кільце, встановлене між бункером та лотком, в порожнині якого в зоні руху матеріалу під вихідним отвором бункера встановлено пластину з віссю, який відрізняється тим, що додатково оснащений шатуном та коромислом, закріпленим на осі, причому вібратор виконаний у вигляді...
Засіб для подачі сипучого матеріалу
Номер патенту: 105555
Опубліковано: 25.03.2016
Автори: Макатьора Дмитро Анатолійович, Очередько Альона Віталіївна, Хмурова Вікторія Валентинівна
МПК: B65G 47/00
Мітки: сипучого, матеріалу, засіб, подачі
Формула / Реферат:
Засіб для подачі сипучого матеріалу, що містить бункер, встановлений над лотком, який пружними елементами з'єднаний з основою та кінематично з'єднаний з ексцентриком, який з'єднаний з коромислом за допомогою шатуна, пружне кільце, встановлене між лотком та бункером, в порожнині якого в зоні руху матеріалу під вихідним отвором встановлено пластину з віссю, який відрізняється тим, що додатково оснащений гайкою, закріпленою в центрі бункера,...
Пристрій та спосіб дозованої подачі порошку та пристрій подачі матеріалу, який містить пристрій подачі порошку
Номер патенту: 89537
Опубліковано: 10.02.2010
Автор: Бак Синг-Хоон
МПК: B29C 31/00
Мітки: подачі, спосіб, містить, порошку, пристрій, дозованої, матеріалу
Формула / Реферат:
1. Пристрій дозованої подачі порошку в потрібне місце, що містить такі частини: привідну частину, що виробляє привідне зусилля з використанням зовнішнього джерела живлення;частину подачі порошку, що сполучена з привідною частиною і працює услід за привідною частиною і переміщає порошок по шляху, що заданий заздалегідь;камеру, яка розташована біля частини подачі порошку і в яку надходить порошок, що переміщений частиною подачі...
Попередній патент: Матеріал струмознімального елемента романіт-увлш
Наступний патент: Роторний живильник
Випадковий патент: Струмове реле захисту