Спосіб усунення залишкових напружень та деформацій в зварних з’єднаннях із алюмінієвих сплавів
Номер патенту: 110273
Опубліковано: 10.12.2015
Автори: Лобанов Леонід Михайлович, Пащин Микола Олександрович, Півторак В'ячеслав Автономович, Волков Сергій Симонович
Формула / Реферат
Спосіб усунення залишкових напружень та деформацій в зварних з'єднаннях алюмінієвих сплавів, що включає процес електродинамічної обробки (ЕДО) матеріалу локальною дією імпульсів струму та динамічного тиску, який відрізняється тим, що зона точкового прикладання електродинамічної дії знаходиться на поверхні зварного шва із дистанціюванням від центру зварювальної ванни під час зварювального процесу на відстань L, за якої метал шва остигає до температури ТЕДО, що задається виразом:
ТЕДО = ks0,2 /aE [°С], де:
s0,2 - границя текучості металу, МПа;
a - коефіцієнт температурного розширення, 1/град;
Е - модуль пружності металу, МПа;
k = 1-2 - коефіцієнт, який визначає діапазон температур зварного шва, що відповідає умовам рівноефективного застосування ЕДО для сплавів алюмінію.
Текст
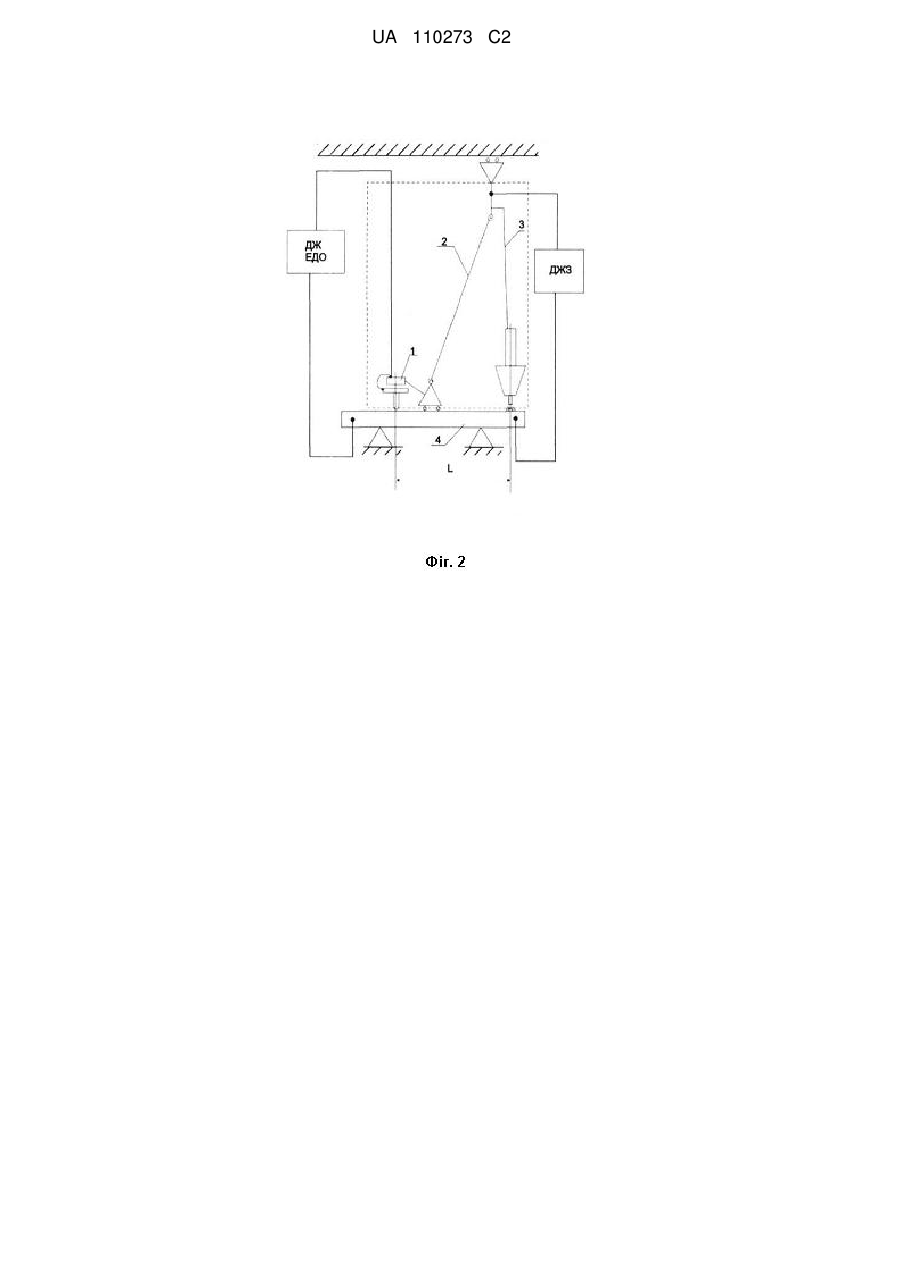
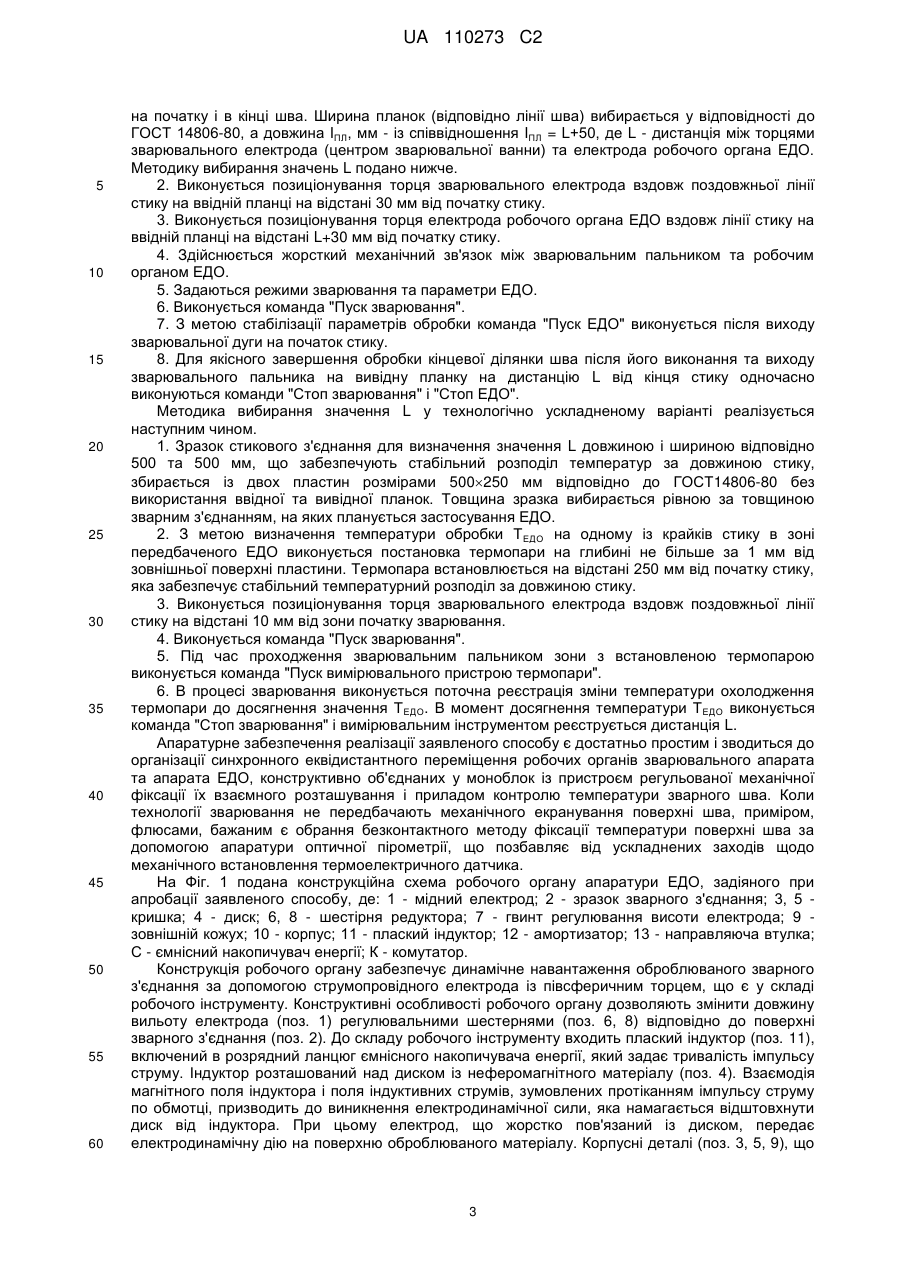
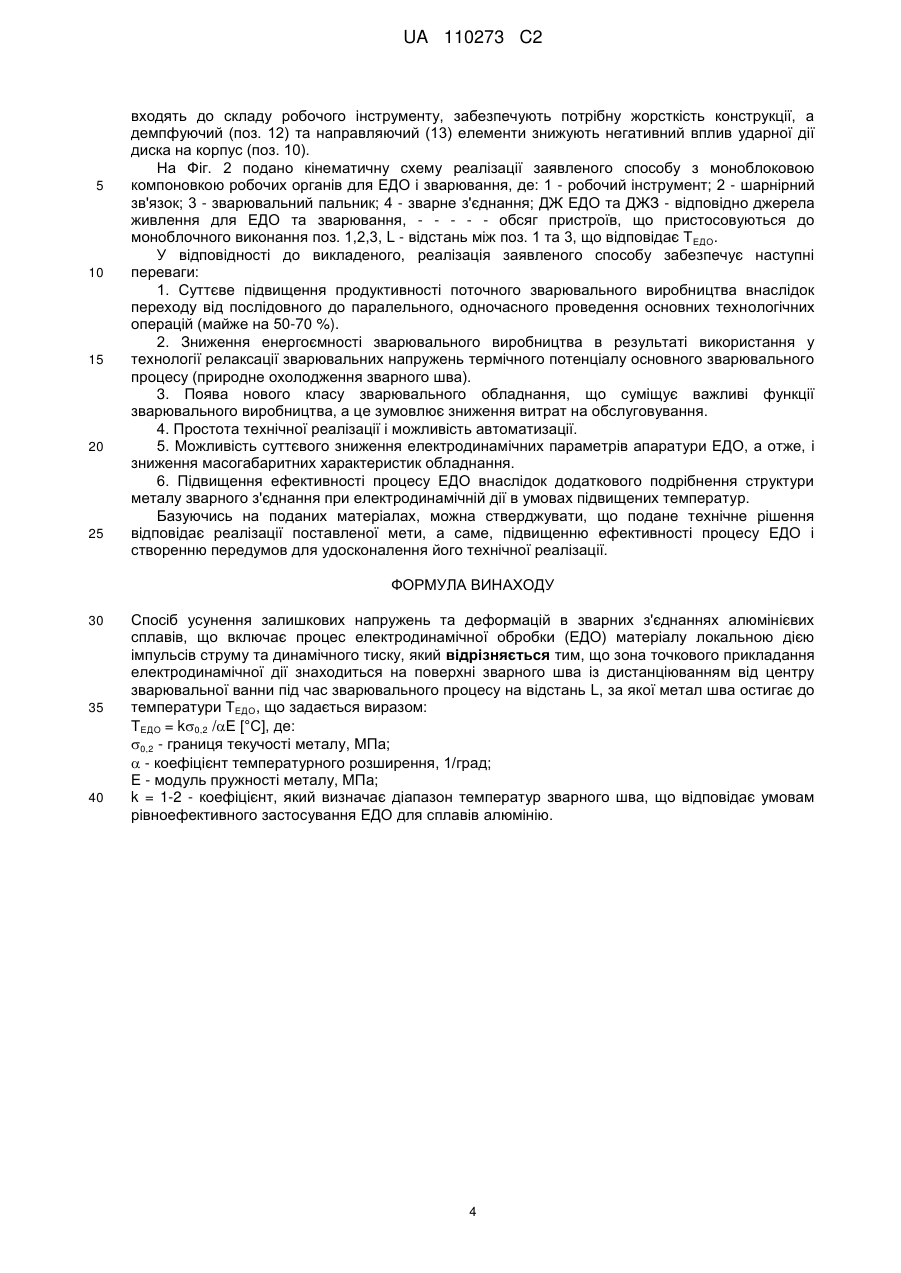
Реферат: Винахід належить до методів зменшення деформацій і напружень від зварювання і може бути використаний, наприклад, при технологічному забезпеченні поточного виробництва відповідальних зварних конструкцій. Спосіб усунення залишкових напружень та деформацій в зварних з'єднаннях алюмінієвих сплавів включає процес електродинамічної обробки (ЕДО) матеріалу локальною дією імпульсів струму та динамічного тиску, причому зона точкового прикладання електродинамічної дії знаходиться на поверхні зварного шва із дистанціюванням від центру зварювальної ванни під час зварювального процесу на відстань L, за якої метал шва остигає до заданої температури Т ЕДО. Технічним результатом використання заявленого способу є підвищення ефективності релаксаційних процесів у підготовлений до ЕДО структурі зварного шва і поява нового типу ефективного обладнання з суміщенням функцій зварювального і релаксаційних процесів. UA 110273 C2 (12) UA 110273 C2 UA 110273 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується методів зменшення деформацій та напружень від зварювання і може бути застосований, приміром, під час технологічного забезпечення поточного виробництва відповідальних зварних конструкцій із алюмінієвих сплавів. Актуальність проблеми усунення зварювальних напружень та деформацій в конструкціях із алюмінієвих сплавів зумовлена збільшенням їх об'єму у суднобудуванні, авіакосмічній техніці та транспортному машинобудуванні. Традиційні технологічні операції [Сварные строительные конструкции. Том 1. /Лобанов Л.М., Махненко В.И., Труфяков В.И. и др. - Киев: Наукова думка, 1993. - 416 с., с. 262-268.] зі зниження зварювальних напружень є достатньо трудомісткими і, загалом, зводяться до механічної або термічної дії на метал зварного з'єднання, а також їх поєднання. Наразі механічні способи базуються на створенні пластичних деформацій подовження з метою компенсації пластичних деформацій скорочення, спричинених зварюванням, та містять в собі згинання, розтягування, проковування, статичне осадження металу за товщиною під пресом для його подовження в площині, вібрацію, прокатку. Методи інтегрального впливу на зварювані деталі, що застосовуються при цьому, використовують дуже громіздке, нетранспортабельне та енергоємне обладнання, яке визначає екстенсивний характер виробничих процесів. Термічні способи також базуються на створенні пластичних деформацій потрібного знаку, але з переважним локалізованим впливом поза зоною пластичних деформацій, що виникають при зварюванні, а це не завжди дозволяє формалізувати задачу пошуку оптимального поєднання топологічних, термічних і часових характеристик процесу, а про результати правлення є змога судити лише після повного охолодження конструкції. Натомість, успіх правлення залежить від кваліфікації та досвіду виробничого персоналу, що створює перепони для реалізації переваг методу, а саме таких як універсальність і мобільність при застосуванні в поточному зварювальному виробництві. Альтернативою традиційним методам регулювання зварювальних напружень, що відрізняється малою енергоємністю та відносною простотою реалізації, є метод магнітноімпульсної обробки металів тиском, проілюстрований у пристрої [Устройство для магнитноимпульсной обработки металлов давлением. А.С.СССР, № 353775, БИ №30, 09.10.1970.], який забезпечує ударну обробку металу киданням біметалічної пластини, що розміщується між індуктором та оброблюваною деталлю. Перепоною до широкого застосування цього способу у зварювальному виробництві є конструктивна ускладненість підтримки необхідних значень акустичного імпедансу киданого органу із урахуванням нерегулярності конфігурації поверхні зварювального шва. Найбільш близьким до способу, що заявляється, є спосіб електродинамічної обробки (ЕДО) готових зварних з'єднань, реалізований у пристроях для регулювання залишкових формозмін зварних конструкцій [Лобанов Л.Μ., Пащин Н.А., Миходуй О.Л. и др. Влияние электроимпульсной обработки на остаточные формоизменения сварных конструкций. Автомат. сварка. - 2010. -№3. С. 13-17., Лобанов Л.М., Пащин Н.А., Черкашин А.В. и др. Эффективность электродинамической обработки алюминиевого сплава АМг6 и его сварных соединений// Автомат. сварка. - 2012. №1. С.3-7., Лобанов Л.М., Пащин Н.А., Миходуй О.Л. Электродинамическая правка элементов тонколистовых сварных конструкций // Автомат. сварка. -2012. - №9 С. 19-25.]. ЕДО базується на ініціюванні у матеріалах електродинамічних сил, що виникають при перехідних процесах, які супроводжують проходження в матеріалі розряду струму [Лобанов Л.Μ., Пащин Н.А., Черкашин А.В. и др. Эффективность электродинамической обработки алюминиевого сплава АМг6 и его сварных соединений // Автомат. сварка. - 2012. - №1. С.3-7.]. Внаслідок дії електродинамічних сил на оброблювану конструкцію, в ній виникають пластичні деформації, що знижують рівень її залишкового жолоблення. У цьому разі дія імпульсів струму на зварне з'єднання призводить до релаксації його напружено-деформованого стану, який визначає параметри залишкового жолоблення [Лобанов Л.М., Пащин Н.А., Миходуй О.Л. Электродинамическая правка элементов тонколистовых сварных конструкций // Автомат. сварка. - 2012. - №9 С. 19-25.]. Спосіб ЕДО зварних з'єднань імпульсами струму реалізується за допомогою розрядного пристрою, основним елементом якого є ємнісний накопичувач енергії, а робочим органом плаский індуктор, з'єднаний із диском з неферомагнітного матеріалу і циліндричним електродом, сферичний торець якого є зоною енерговиділення при електричному контакті електроду з оброблюваною поверхнею зварного з'єднання за період розряду накопичувача. Диск слугує для реалізації динамічної складової електродинамічної дії на метал. Механізм 1 UA 110273 C2 5 10 15 20 25 30 35 40 45 50 55 60 реалізації способу ЕДО базується на взаємодії (суперпозиції) динамічних та електродинамічних процесів, що йдуть у зварному шві за період розряду ємнісного накопичувача. Результатом взаємодії електропластичного ефекту і динамічного навантаження під час проходження імпульсів струму через зварний шов є релаксація напружень у матеріалі. Перевагою прототипу у порівнянні з традиційними методами зменшення напружень та деформацій від зварювання є його мобільність, яка забезпечується порівняно малою вагою розрядного пристрою та робочого органу, відповідно 15 і 1 кг, а також їх відносно малими габаритами, відповідно, 500500300 та 10010050 мм. Суттєвим є також те, що відомий спосіб ЕДО передбачає локалізовану, точкову дію, яка дозволяє орієнтуватися на заданий вузький діапазон акустичного опору ударним хвильовим процесам і наносити дії з оптимальною орієнтацією та геометричною точністю з метою забезпечення оптимальних характеристик стану оброблюваного матеріалу. Разом з тим, відомий спосіб дозволяє вирішувати лише абстрактну задачу інструментальної реалізації процесу ЕДО, не торкаючись методології його ефективного застосування із урахуванням особливостей оброблюваного матеріалу і технологій зварювального процесу, що призводить до вимушеного застосування гранично припустимих електромеханічних характеристик обладнання і звужує споживацькі якості. Зокрема, максимальна зарядна напруга ємнісного накопичувача, за якої забезпечується мобільність пристрою, складає 500 В при ємності батареї конденсаторів до 7000 мкФ. Наслідком перевищення наведених електричних параметрів електродинамічних дій є суттєве збільшення масо-габаритних характеристик пристрою для ЕДО, що позбавляє його основної переваги - мобільності застосування способу. При цьому збільшення зарядної напруги потребує додаткових заходів по забезпеченню електробезпеки при роботі із пристроєм, а також і заходів із захисту виробничого персоналу від електромагнітного випромінювання. Окрім того, використання ЕДО при заявлених електричних параметрах обробки, що є близькими до максимальних, спричиняють локальні пошкодження поверхні оброблюваного металу, що може негативно відбитися на його опорі уповільненому руйнуванню та потребує застосування додаткових заходів щодо захисту оброблюваної поверхні в конструкціях, які експлуатуються в умовах втомного навантаження. Задачею винаходу є підвищення ефективності процесу ЕДО і створення передумов для удосконалення його технічної реалізації. Вирішення поставленої задачі досягається за рахунок того, що у способі усунення залишкових напружень і деформацій зварних з'єднань, який має в собі процес електродинамічної обробки (ЕДО) матеріалу локальними діями імпульсного струму та динамічного тиску, у відповідності до винаходу, зона точкового прикладання електродинамічної дії знаходиться на поверхні зварного шва з дистанціюванням від центру зварювальної ванни в ході зварювального процесу на відстані, за якої метал шва охолоджується до температури Т Ед0, що задається виразом: ТЕДО = kσ0,2 /αΕ [°С], де: σ0,2, МПа - границя текучості металу; α, 1/град - коефіцієнт температурного розширення; Е, МПа - модуль пружності металу; k=1-2 - коефіцієнт, який визначає діапазон температур зварного шва, що відповідає умовам рівноефективного застосування ЕДО для сплавів алюмінію. Заявлений спосіб вказує на поточну координату зварного шва під час зварювального процесу, де структурний стан матеріалу шва, який знаходиться в залежності від його температури, найбільшим чином відповідає умовам ефективної регулюючої дії методу ЕДО на процес релаксації зварювальних напружень і деформацій в оброблюваному матеріалі. Тут є суттєвим те, що необхідні значення співвідношень деформованих станів металу шва у пружній і пластичній стадіях, характерних для моменту завершення його кристалізації, досягаються у природному процесі його охолодження, а не внаслідок локальних шокових ефектів, які є наслідком ефекту електропластичності, що виникає при імпульсному енерговиділенні в оброблюваний матеріал від зовнішнього джерела, збереження яких у поданому способі набуває коригувального значення. Такий принципово новий підхід дозволяє суттєво обмежити величину припасеної енергії ємнісного накопичувача у пристрої для ЕДО і забезпечує перехід до перспективного стандарту його техніко-економічних характеристик, та захищає метод від можливих локальних пошкоджень поверхні оброблюваного матеріалу внаслідок зниження необхідних рівнів зарядних напружень та ударних механічних дій. Заявлений спосіб реалізується наступним чином. 1. Збирання стикового з'єднання під зварювання із застосуванням ЕДО здійснюється відповідно до ГОСТ 14806-80 із використанням ввідної та вивідної планок, які встановлюються 2 UA 110273 C2 5 10 15 20 25 30 35 40 45 50 55 60 на початку і в кінці шва. Ширина планок (відповідно лінії шва) вибирається у відповідності до ГОСТ 14806-80, а довжина IПЛ, мм - із співвідношення IПЛ = L+50, де L - дистанція між торцями зварювального електрода (центром зварювальної ванни) та електрода робочого органа ЕДО. Методику вибирання значень L подано нижче. 2. Виконується позиціонування торця зварювального електрода вздовж поздовжньої лінії стику на ввідній планці на відстані 30 мм від початку стику. 3. Виконується позиціонування торця електрода робочого органа ЕДО вздовж лінії стику на ввідній планці на відстані L+30 мм від початку стику. 4. Здійснюється жорсткий механічний зв'язок між зварювальним пальником та робочим органом ЕДО. 5. Задаються режими зварювання та параметри ЕДО. 6. Виконується команда "Пуск зварювання". 7. З метою стабілізації параметрів обробки команда "Пуск ЕДО" виконується після виходу зварювальної дуги на початок стику. 8. Для якісного завершення обробки кінцевої ділянки шва після його виконання та виходу зварювального пальника на вивідну планку на дистанцію L від кінця стику одночасно виконуються команди "Стоп зварювання" і "Стоп ЕДО". Методика вибирання значення L у технологічно ускладненому варіанті реалізується наступним чином. 1. Зразок стикового з'єднання для визначення значення L довжиною і шириною відповідно 500 та 500 мм, що забезпечують стабільний розподіл температур за довжиною стику, збирається із двох пластин розмірами 500250 мм відповідно до ГОСТ14806-80 без використання ввідної та вивідної планок. Товщина зразка вибирається рівною за товщиною зварним з'єднанням, на яких планується застосування ЕДО. 2. З метою визначення температури обробки Т ЕДО на одному із крайків стику в зоні передбаченого ЕДО виконується постановка термопари на глибині не більше за 1 мм від зовнішньої поверхні пластини. Термопара встановлюється на відстані 250 мм від початку стику, яка забезпечує стабільний температурний розподіл за довжиною стику. 3. Виконується позиціонування торця зварювального електрода вздовж поздовжньої лінії стику на відстані 10 мм від зони початку зварювання. 4. Виконується команда "Пуск зварювання". 5. Під час проходження зварювальним пальником зони з встановленою термопарою виконується команда "Пуск вимірювального пристрою термопари". 6. В процесі зварювання виконується поточна реєстрація зміни температури охолодження термопари до досягнення значення ТЕДО. В момент досягнення температури ТЕДО виконується команда "Стоп зварювання" і вимірювальним інструментом реєструється дистанція L. Апаратурне забезпечення реалізації заявленого способу є достатньо простим і зводиться до організації синхронного еквідистантного переміщення робочих органів зварювального апарата та апарата ЕДО, конструктивно об'єднаних у моноблок із пристроєм регульованої механічної фіксації їх взаємного розташування і приладом контролю температури зварного шва. Коли технології зварювання не передбачають механічного екранування поверхні шва, приміром, флюсами, бажаним є обрання безконтактного методу фіксації температури поверхні шва за допомогою апаратури оптичної пірометрії, що позбавляє від ускладнених заходів щодо механічного встановлення термоелектричного датчика. На Фіг. 1 подана конструкційна схема робочого органу апаратури ЕДО, задіяного при апробації заявленого способу, де: 1 - мідний електрод; 2 - зразок зварного з'єднання; 3, 5 кришка; 4 - диск; 6, 8 - шестірня редуктора; 7 - гвинт регулювання висоти електрода; 9 зовнішній кожух; 10 - корпус; 11 - плаский індуктор; 12 - амортизатор; 13 - направляюча втулка; С - ємнісний накопичувач енергії; К - комутатор. Конструкція робочого органу забезпечує динамічне навантаження оброблюваного зварного з'єднання за допомогою струмопровідного електрода із півсферичним торцем, що є у складі робочого інструменту. Конструктивні особливості робочого органу дозволяють змінити довжину вильоту електрода (поз. 1) регулювальними шестернями (поз. 6, 8) відповідно до поверхні зварного з'єднання (поз. 2). До складу робочого інструменту входить плаский індуктор (поз. 11), включений в розрядний ланцюг ємнісного накопичувача енергії, який задає тривалість імпульсу струму. Індуктор розташований над диском із неферомагнітного матеріалу (поз. 4). Взаємодія магнітного поля індуктора і поля індуктивних струмів, зумовлених протіканням імпульсу струму по обмотці, призводить до виникнення електродинамічної сили, яка намагається відштовхнути диск від індуктора. При цьому електрод, що жорстко пов'язаний із диском, передає електродинамічну дію на поверхню оброблюваного матеріалу. Корпусні деталі (поз. 3, 5, 9), що 3 UA 110273 C2 5 10 15 20 25 входять до складу робочого інструменту, забезпечують потрібну жорсткість конструкції, а демпфуючий (поз. 12) та направляючий (13) елементи знижують негативний вплив ударної дії диска на корпус (поз. 10). На Фіг. 2 подано кінематичну схему реалізації заявленого способу з моноблоковою компоновкою робочих органів для ЕДО і зварювання, де: 1 - робочий інструмент; 2 - шарнірний зв'язок; 3 - зварювальний пальник; 4 - зварне з'єднання; ДЖ ЕДО та ДЖЗ - відповідно джерела живлення для ЕДО та зварювання, - - - - - обсяг пристроїв, що пристосовуються до моноблочного виконання поз. 1,2,3, L - відстань між поз. 1 та 3, що відповідає Т ЕДО. У відповідності до викладеного, реалізація заявленого способу забезпечує наступні переваги: 1. Суттєве підвищення продуктивності поточного зварювального виробництва внаслідок переходу від послідовного до паралельного, одночасного проведення основних технологічних операцій (майже на 50-70 %). 2. Зниження енергоємності зварювального виробництва в результаті використання у технології релаксації зварювальних напружень термічного потенціалу основного зварювального процесу (природне охолодження зварного шва). 3. Поява нового класу зварювального обладнання, що суміщує важливі функції зварювального виробництва, а це зумовлює зниження витрат на обслуговування. 4. Простота технічної реалізації і можливість автоматизації. 5. Можливість суттєвого зниження електродинамічних параметрів апаратури ЕДО, а отже, і зниження масогабаритних характеристик обладнання. 6. Підвищення ефективності процесу ЕДО внаслідок додаткового подрібнення структури металу зварного з'єднання при електродинамічній дії в умовах підвищених температур. Базуючись на поданих матеріалах, можна стверджувати, що подане технічне рішення відповідає реалізації поставленої мети, а саме, підвищенню ефективності процесу ЕДО і створенню передумов для удосконалення його технічної реалізації. ФОРМУЛА ВИНАХОДУ 30 35 40 Спосіб усунення залишкових напружень та деформацій в зварних з'єднаннях алюмінієвих сплавів, що включає процес електродинамічної обробки (ЕДО) матеріалу локальною дією імпульсів струму та динамічного тиску, який відрізняється тим, що зона точкового прикладання електродинамічної дії знаходиться на поверхні зварного шва із дистанціюванням від центру зварювальної ванни під час зварювального процесу на відстань L, за якої метал шва остигає до температури ТЕДО, що задається виразом: ТЕДО = k0,2 /Е [°С], де: 0,2 - границя текучості металу, МПа; - коефіцієнт температурного розширення, 1/град; Е - модуль пружності металу, МПа; k = 1-2 - коефіцієнт, який визначає діапазон температур зварного шва, що відповідає умовам рівноефективного застосування ЕДО для сплавів алюмінію. 4 UA 110273 C2 Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюRemedy residual stresses and deformations in welded joints of aluminum alloys electrodynamic process
Автори англійськоюLobanov Leonid Mykhailovych, Pashchyn Mykola Oleksandrovych, Pivtorak Viacheslav Avtonomovych, Volkov Serhii Symonovych
Назва патенту російськоюСпособ устранения остаточных напряжений и деформаций в сварных соединениях из алюминиевых сплавов
Автори російськоюЛобанов Леонид Михайлович, Пащин Николай Александрович, Пивторак Вячеслав Автономович, Волков Сергей Симонович
МПК / Мітки
МПК: B23K 28/02
Мітки: залишкових, усунення, спосіб, сплавів, напружень, алюмінієвих, деформацій, з'єднаннях, зварних
Код посилання
<a href="https://ua.patents.su/7-110273-sposib-usunennya-zalishkovikh-napruzhen-ta-deformacijj-v-zvarnikh-zehdnannyakh-iz-alyuminiehvikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб усунення залишкових напружень та деформацій в зварних з’єднаннях із алюмінієвих сплавів</a>
Спосіб зниження зварних напружень та деформацій
Номер патенту: 37530
Опубліковано: 15.05.2001
Автори: Гедрович Анатолій Іванович, Жидков Андрій Борисович
МПК: B23K 9/035, B23K 9/038
Мітки: деформацій, напружень, спосіб, зниження, зварних
Формула / Реферат:
Спосіб зниження зварних напружень та деформацій, який полягає в тому, що до нижньої сторони зварного з'єднання притискують мідну підкладку, а до верхньої - два мідних притискувані, які розташовують якомога ближче до стику зварюваних елементів, що не перешкоджають переміщенню зварювальної головки, який відрізняється тим, що підкладку та притискувані покривають шаром теплопровідної речовини.
Електромагнітний спосіб визначення залишкових напружень у зварних швах
Номер патенту: 110010
Опубліковано: 26.10.2015
Автори: Мінаков Антон Сергійович, Фомічов Сергій Костянтинович, Осташ Орест Петрович, Учанін Валентин Миколайович, Мінаков Сергій Миколайович
МПК: G01L 1/12
Мітки: швах, напружень, спосіб, зварних, визначення, залишкових, електромагнітний
Формула / Реферат:
1. Електромагнітний спосіб визначення залишкових напружень у зварних швах, який полягає у встановленні електромагнітного давача напружень у різні, наперед встановлені, точки зони зварного шва контрольованої конструкції, визначенні сигналів давача у вибраних точках контролю, які використовують для визначення залишкових напружень, який відрізняється тим, що попередньо із матеріалу контрольованої конструкції виготовляють дві заготовки, товщина...
Спосіб визначення величини і розподілу залишкових деформацій у стиковому зварному з’єднанні пластин із високоміцних сталей
Номер патенту: 102017
Опубліковано: 12.10.2015
Автори: Дзюбик Андрій Романович, Дзюбик Людмила Володимирівна
Мітки: залишкових, деформацій, високоміцних, визначення, спосіб, сталей, стиковому, пластин, розподілу, величини, з'єднанні, зварному
Формула / Реферат:
Спосіб визначення величини і розподілу залишкових деформацій у стиковому зварному з'єднанні пластин із високоміцних сталей, згідно з яким досліджувану поверхню зварного з'єднання виконують як мікрошліф, визначають вимірювальні бази та встановлюють їх деформацію і за отриманими результатами судять про величину і розподіл залишкових деформацій у стиковому зварному з'єднанні пластин, який відрізняється тим, що як вимірювальні бази вибирають...
Спосіб зменшення кутових залишкових деформацій зварних з’єднань
Номер патенту: 78
Опубліковано: 30.04.1993
Автори: Первой Віталій Михайлович, Бризгалін Андрій Геннадійович, Петушков Володимир Георгийович, Борисенко Віталій Валентинович, Солнцев Ігор Васильович, Титов Вадим Олександрович
МПК: B23K 28/00
Мітки: кутових, спосіб, зменшення, з'єднань, деформацій, зварних, залишкових
Формула / Реферат:
Способ уменьшения угловых остаточных деформаций, преимущественно листовых металлоконструкций, при котором осуществляют взрывную обработку сварных соединений, для чего заряды взрывчатого вещества (ВВ) располагают на выпуклой поверхности сварного соединения и два заряда ВВ на вогнутой стороне симметрично относительно оси сварного шва и на расстоянии L от верхнего заряда ВВ, равномгде L0 - экспериментально определяемый параметр,...
Спосіб зменшення залишкових зварювальних деформацій і напруг
Номер патенту: 62163
Опубліковано: 15.12.2003
Автори: Гедрович Анатолій Іванович, Друзь Олег Миколайович
МПК: B23K 9/038, B23K 9/035
Мітки: залишкових, зварювальних, напруг, деформацій, спосіб, зменшення
Формула / Реферат:
Спосіб зменшення зварювальних деформацій, при якому у виробі створюють градієнт температур по поперечному перерізу звареного з'єднання в напрямку нормальному від шва шляхом охолодження шва в процесі зварювання до повного охолодження виробу в поперечному перерізу, а крайки виробу перед зварюванням закріплюють по границях зони пластичних деформацій, який відрізняється тим, що охолоджуючу рідину (холодоагент), у вигляді піни, підводять...
Попередній патент: Склад морозива молочно-виноградного
Наступний патент: Сільськогосподарська система для переміщення продукту в проміжний контейнер
Випадковий патент: Установка для виробництва цукрової вати (варіанти)