Електромагнітний спосіб визначення залишкових напружень у зварних швах
Номер патенту: 110010
Опубліковано: 26.10.2015
Автори: Учанін Валентин Миколайович, Мінаков Антон Сергійович, Фомічов Сергій Костянтинович, Осташ Орест Петрович, Мінаков Сергій Миколайович
Формула / Реферат
1. Електромагнітний спосіб визначення залишкових напружень у зварних швах, який полягає у встановленні електромагнітного давача напружень у різні, наперед встановлені, точки зони зварного шва контрольованої конструкції, визначенні сигналів давача у вибраних точках контролю, які використовують для визначення залишкових напружень, який відрізняється тим, що попередньо із матеріалу контрольованої конструкції виготовляють дві заготовки, товщина яких ідентична контрольованій конструкції, зварюють заготовки за технологією, що ідентична технології зварювання контрольованої конструкції, після зварювання отриманий контрольний зразок піддають деформації вздовж осі зварного шва за напружень s=0,8-1,0 s0,2, де s0,2 - границя текучості, визначають показання сигналів електромагнітного давача у точках контрольного зразка, які ідентичні точкам контрольованої конструкції за положенням відносно зварного шва, визначають різницю показань сигналів електромагнітного давача у відповідних точках контрольованої конструкції і контрольного зразка, яку використовують для визначення залишкових напружень.
2. Електромагнітний спосіб визначення залишкових напружень у зварних швах за п. 1, при якому визначають розподіл показань електромагнітного давача по лінії, напрямок якої є перпендикулярним відносно напрямку зварного шва.
3. Електромагнітний спосіб визначення залишкових напружень у зварних швах за п. 1, при якому для контролю конструкцій із феромагнітних сталей як електромагнітний давач використовують давач магнітної анізотропії.
Текст
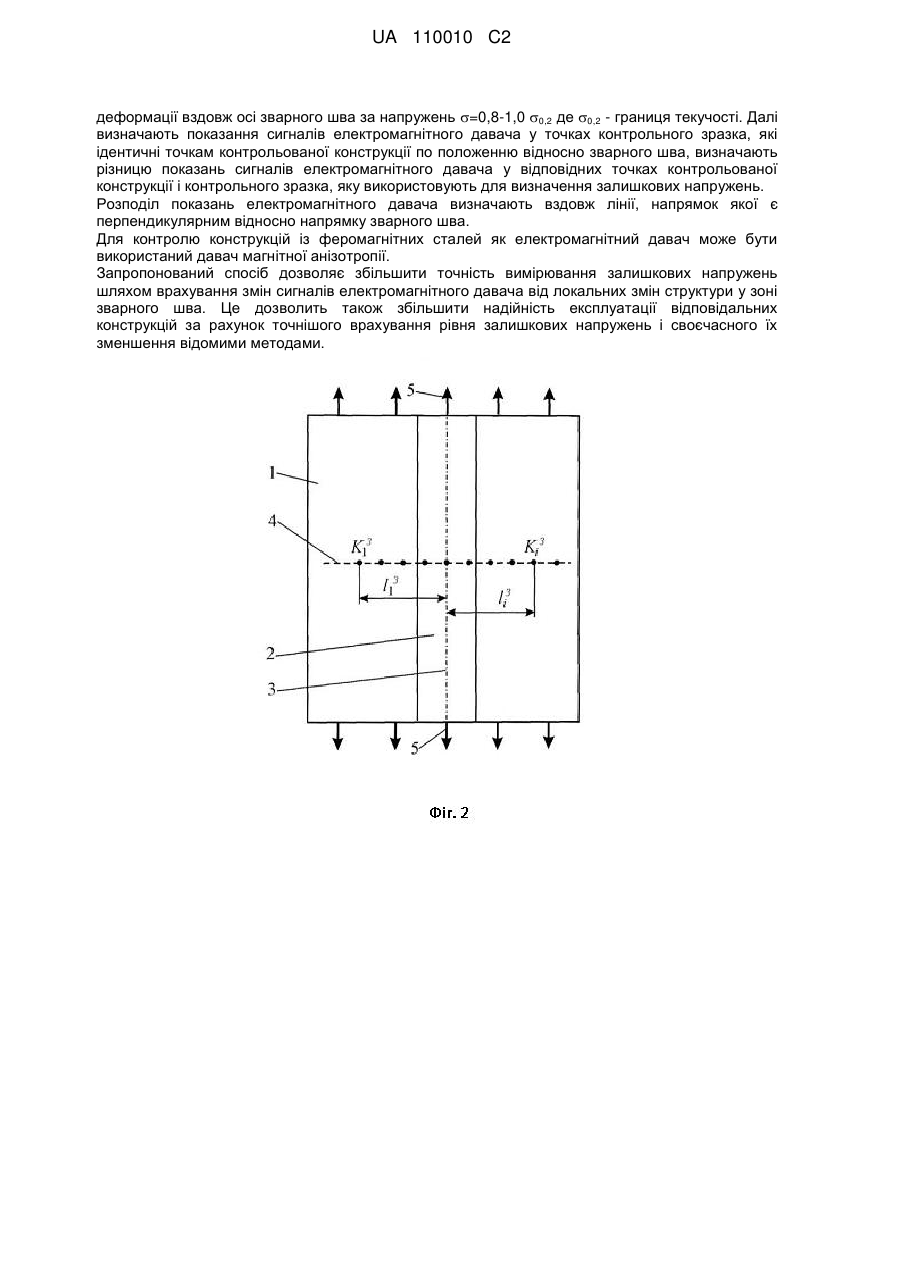
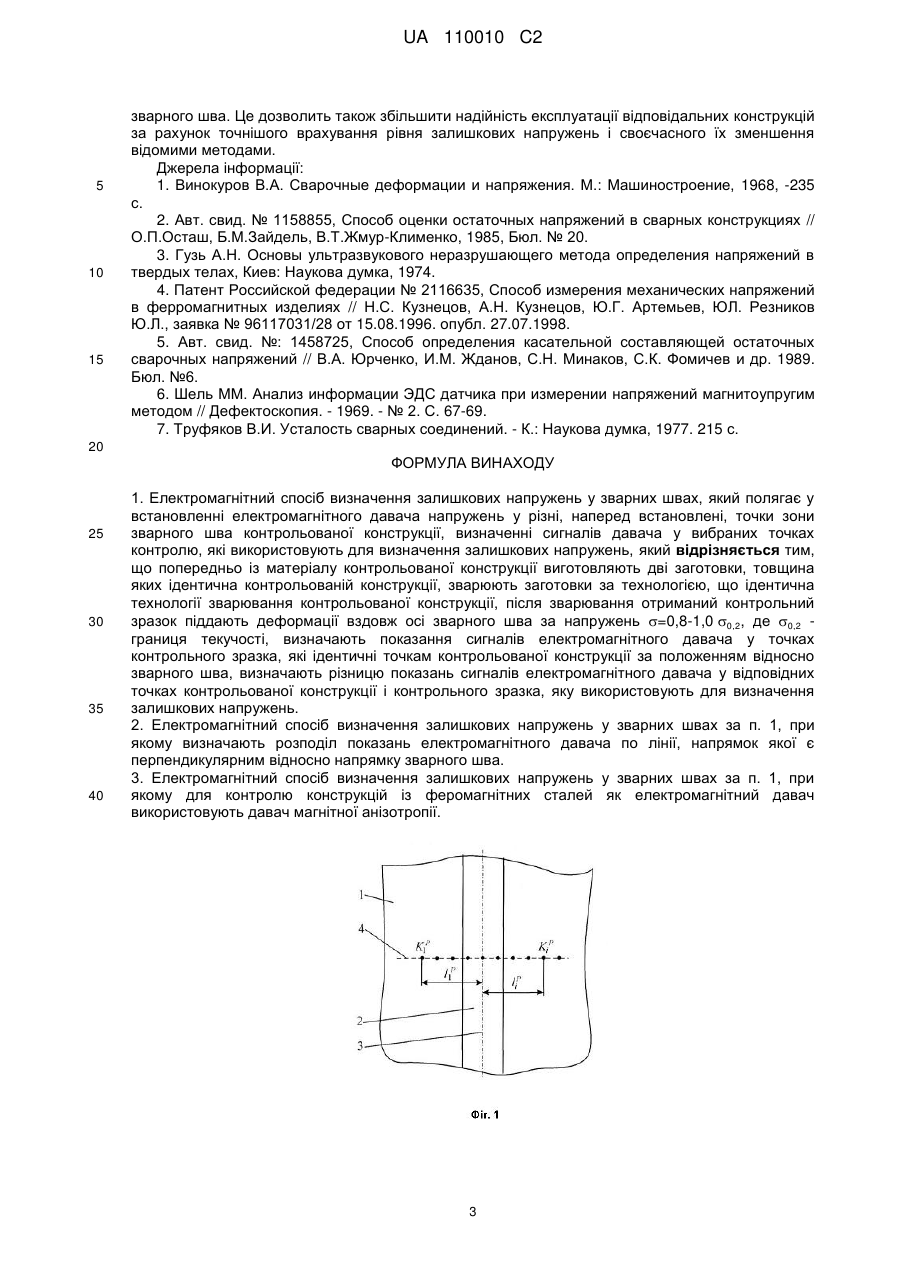
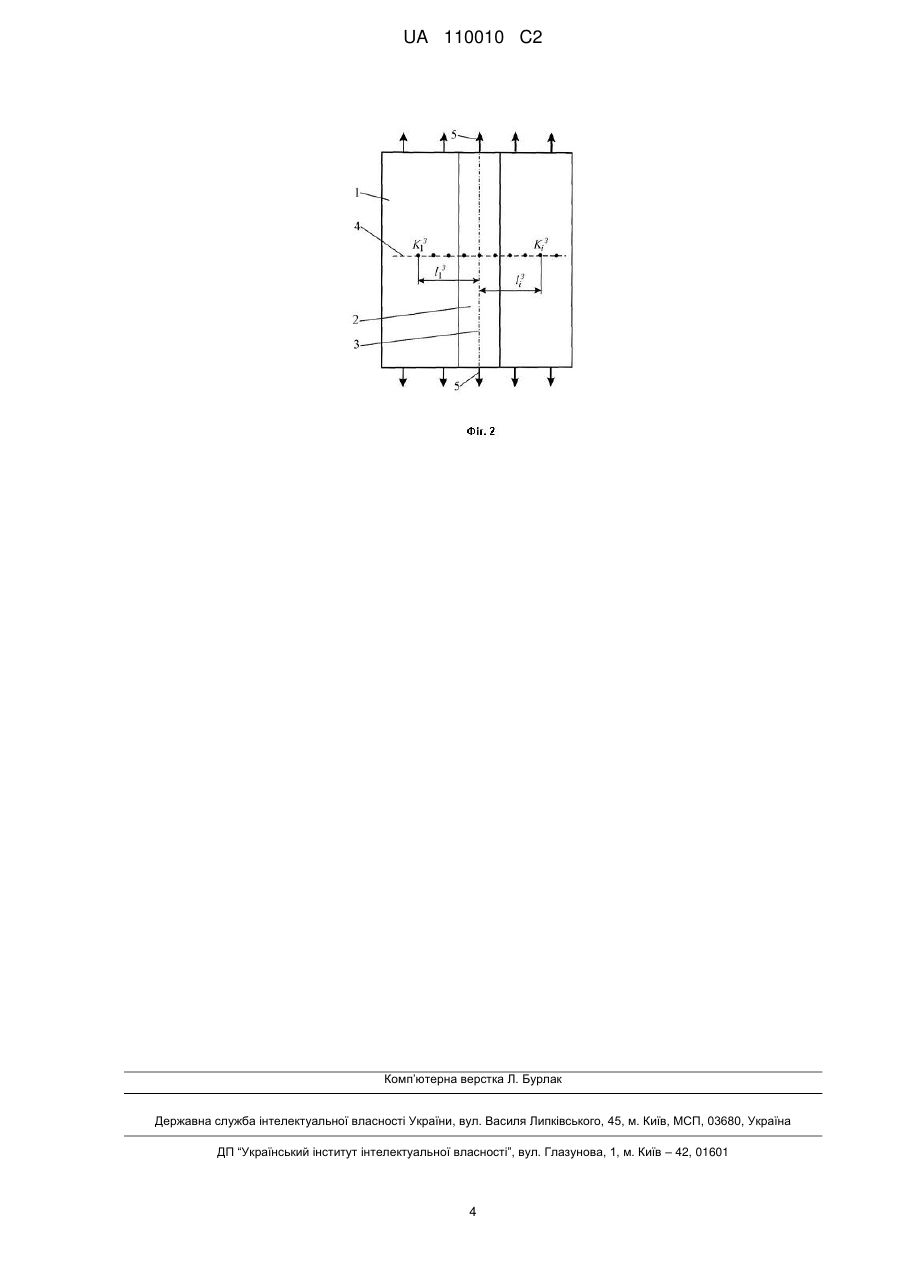
Реферат: Винахід належить до методів та засобів неруйнівного контролю електромагнітними методами і може бути використаний для визначення зварювальних залишкових напружень і може бути використаний для оцінки працездатності і експлуатаційного моніторингу відповідальних зварних конструкцій у різних галузях виробництва, зокрема хімічній галузі, нафтогазовій галузі, трубопровідному, залізничному транспорті тощо. Спосіб визначення залишкових напружень у зварних швах полягає у встановленні електромагнітного давача напружень у різні, наперед встановлені, точки зони зварного шва контрольованої конструкції, визначенні сигналів давача у вибраних точках контролю, які використовують для визначення залишкових напружень. При цьому попередньо із матеріалу контрольованої конструкції виготовляють дві заготовки, товщина яких ідентична контрольованій конструкції, зварюють заготовки за технологією, що ідентична технології зварювання контрольованої конструкції, після зварювання отриманий контрольний зразок піддається UA 110010 C2 (12) UA 110010 C2 деформації вздовж осі зварного шва за напружень =0,8-1,0 0,2 де 0,2 - границя текучості. Далі визначають показання сигналів електромагнітного давача у точках контрольного зразка, які ідентичні точкам контрольованої конструкції по положенню відносно зварного шва, визначають різницю показань сигналів електромагнітного давача у відповідних точках контрольованої конструкції і контрольного зразка, яку використовують для визначення залишкових напружень. Розподіл показань електромагнітного давача визначають вздовж лінії, напрямок якої є перпендикулярним відносно напрямку зварного шва. Для контролю конструкцій із феромагнітних сталей як електромагнітний давач може бути використаний давач магнітної анізотропії. Запропонований спосіб дозволяє збільшити точність вимірювання залишкових напружень шляхом врахування змін сигналів електромагнітного давача від локальних змін структури у зоні зварного шва. Це дозволить також збільшити надійність експлуатації відповідальних конструкцій за рахунок точнішого врахування рівня залишкових напружень і своєчасного їх зменшення відомими методами. UA 110010 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до методів та засобів неруйнівного контролю електромагнітними методами і може бути використаний для визначення зварювальних залишкових напружень. Винахід може бути використаний для оцінки працездатності і експлуатаційного моніторингу відповідальних зварних конструкцій у різних галузях виробництва, зокрема хімічній галузі, нафтогазовій галузі, трубопровідному, залізничному транспорті тощо. Відомий спосіб визначення залишкових напружень, який полягає в тому, що зразок розрізають на темплети і вимірюють деформацію в результаті руйнування зразка, за якою визначають залишкові напруження [1]. Недоліком відомого способу є те, що він передбачає пошкодження контрольованої конструкції, тобто не може розглядатися в якості методу неруйнівного контролю. Це значно обмежує область застосування відомого способу. Відомий спосіб визначення залишкових напружень, який полягає в тому, що із конструкції вирізають зразок, який включає зварний шов. В зразку виконують концентратор, навантажують зразок циклічною загрузкою і рівень залишкових напружень визначають по зміні швидкості росту тріщини [2]. Недоліком відомого способу є те, що він передбачає пошкодження контрольованої конструкції і не є неруйнівним, що обмежує область застосування відомого способу. Відомі способи визначення залишкових напружень, які побудовані на залежності швидкості розповсюдження ультразвукової хвилі в металах від напруженого стану [3]. Відомий спосіб має недостатню точність через нестабільність контакту під час введення ультразвукових коливань в метал. Він потребує безпосереднього контакту давача з поверхнею металу і тому не може бути застосований для виробів з захисними діелектричними покриттями. Крім того, під час вимірювання в зоні зварного шва можливі суттєві похибки через неоднорідність властивостей метала в цих зонах. Відомий спосіб вимірювання механічних напружень в трубопроводах, що працюють під тиском, за якого на контрольному зразку трубопроводу реєструють параметри магнітних шумів і по їх значеннях визначають напруження в трубопроводі. При цьому, в якості контрольного зразка вибирають ділянку трубопроводу з нульовими значеннями механічних напружень вздовж його поздовжньої осі [4]. Недоліками відомого способу є те, щоділянка з нульовим значенням напружень в трубопроводах, що працюють під тиском, може бути відсутньою. Більш того, щоб визначити, що на вибраній ділянці напруження є нульовими, необхідно використати руйнівні методи контролю, зокрема метод отворів. Крім того, на параметри магнітних шумів (шумів Баркгаузена) впливають не тільки напруження, а і структурний стан матеріалу. Це зменшує точність відомого способу і обмежує його використання для визначення залишкових зварювальних напружень в зоні проплаву і зоні термічного впливу, де мають місце суттєві структурні зміни. Найбільш близьким до запропонованого винаходу є відомий спосіб визначення залишкових зварювальних напружень в феромагнітних матеріалах, який полягає у встановленні електромагнітного давача в різні, наперед встановлені, точки зони зварного шва контрольованої конструкції, визначенні сигналів давача у вибраних точках контролю, які використовують для визначення залишкових напружень в зоні шва і пришовної зони [5]. Недоліками відомого способу є велика похибка визначення залишкових напружень, так як на показання електромагнітного давача впливають суттєві зміни структури в зоні зварного шва. Це пояснюється тим, що зміни структури під час зварювання призводять не тільки до формування локальних напружень, а і до локальних змін електрофізичних властивостей матеріалу, зокрема, магнітної проникності, питомої електропровідності і їх анізотропії. Задачею запропонованого винаходу є підвищення точності визначення залишкових напружень в зварних швах шляхом виключення впливу структури матеріалу. Ця задача вирішується тим, що реалізують спосіб визначення залишкових напружень у зварних швах, який полягає у встановленні електромагнітного давача напружень у різні, наперед встановлені, точки зони зварного шва контрольованої конструкції, визначенні сигналів давача у вибраних точках контролю, які використовують для визначення залишкових напружень. При цьому попередньо із матеріалу контрольованої конструкції виготовляють дві заготовки, товщина яких ідентична контрольованій конструкції, зварюють заготовки за технологією, що ідентична технології зварювання контрольованої конструкції, після зварювання отриманий контрольний зразок піддається деформації вздовж осі зварного шва за напружень σ=0,8-1,0 σ0,2, де σ0,2 - границя текучості. Далі визначають показання сигналів електромагнітного давача у точках контрольного зразка, які ідентичні точкам контрольованої конструкції по положенню відносно зварного шва, визначають різницю показань сигналів електромагнітного 1 UA 110010 C2 5 10 давача у відповідних точках контрольованої конструкції і контрольного зразка, яку використовують для визначення залишкових напружень. Розподіл показань електромагнітного давача визначають вздовж лінії, напрямок якої є перпендикулярним відносно напрямку зварного шва. Для контролю конструкцій із феромагнітних сталей як електромагнітний давач може бути використаний давач магнітної анізотропії. На фіг. 1 представлено можливу схему розташування точок вимірювання (встановлення електромагнітного давача) в зоні зварного шва під час реалізації запропонованого способу (1 контрольований резервуар; 2 - зварний шов з віссю 3; 4 - лінія визначення розподілу напружень з точками i , вимірювання показань електромагнітного давача; i - відстань точки вимірювання i від осі зварного шва). На фіг. 2 представлено схему розташування точок вимірювання на контрольному зразку (1 контрольний зразок; 2 - зварний шов з віссю 3; 4 - лінія з точками iЗ вимірювання показань електромагнітного давача, 5 - напрямок прикладення навантаження під час деформації зразка, 15 20 25 30 35 З - відстань точки вимірювання З від осі зварного шва зразка). i i Розглянемо приклад реалізації запропонованого способу для випадку визначення залишкових напружень стальних резервуарів в зоні зварних швів за допомогою магнітопружних давачів, які реагують на магнітну анізотропію матеріалу (див. наприклад [6]). Для реалізації способу необхідно виготовити зразок із зварним швом, параметри якого (марка сталі, товщина і технологія зварювання) повинні бути повністю ідентичними зварним швам на контрольованій конструкції, тобто у зразку потрібно зберегти структуру, яка би повністю відповідала структурі контрольованого резервуара у зоні зварних швів. В той же час в контрольному зразку необхідно зняти зварювальні залишкові напруження. Наприклад, маємо випадок контролю резервуарів із сталі 09Г2С товщиною 10 мм із зварними швами, виконаними автоматичним зварюванням під флюсом. Виготовляємо із сталі 09Г2С дві заготовки у вигляді пластин товщиною 10 мм шириною 50 мм довжиною 150 мм. Стикуємо заготовки і зварюємо методом автоматичного зварюванням під флюсом таким чином, що утворюється контрольний зразок шириною приблизно 100 мм зі зварним швом довжиною 150 мм. Затискаємо за допомогою спеціальних захватів зразок в розривній машині і розтягуємо його вздовж осі зварного шва (стрілки 5 на фіг. 2), досягаючи значень напруження σ = 0,8-1,0 σ0,2, де σ0,2 границя текучості. Відомо, що така деформація призводить до зменшення рівня залишкових напружень і не змінює структурний стан матеріалу в зоні зварного шва [1,7]. Отриманий контрольний зразок буде використаний далі для отримання початкових значень показань електромагнітного давача, які будуть залежати тільки від структурного стану матеріалу в різних відносно зварного шва зонах. Розглянемо випадок, коли необхідно визначити розподіл напружень в поперечному відносно зварного шва напрямку, тобто по лінії 4 (фіг. 1), напрямок якої є перпендикулярним відносно напрямку зварного шва. Перед проведенням контролю маркують контрольний зразок по лінії 4 (фіг. 2), наносячи точки вимірювання iЗ . Так само маркують контрольований резервуар, на 40 який наносять лінію 4 (фіг. 1) і точки вимірювання i . При цьому положення кожної і-тої точки З вимірювання i відносно зварного шва ідентичне кожної і-тої точки вимірювання i на контрольному зразку, тобто i = З i (фіг.1 і фіг 2). Визначають значення сигналів UiЗ 45 З електромагнітного давача для кожної точки i контрольного зразка. Ці значення сигналів електромагнітного давача будуть в різних точках залежати тільки від змін структури і будуть використані як початкові опорні показання при визначенні напружень в контрольованому об'єкті. Проводимо вимірювання показань Ui електромагнітного давача кожної точки i на лінії визначення розподілу напружень 4. Визначаємо різницю сигналів електромагнітного давача у З відповідних точках i і i на контрольованому резервуарі і контрольному зразку ΔUi = Ui 50 UiЗ . Отримані значення різниці сигналів ΔU будуть залежати тільки від залишкових i зварювальних напружень. Запропонований спосіб дозволяє збільшити точність вимірювання залишкових напружень шляхом врахування змін сигналів електромагнітного давача від локальних змін структури у зоні 2 UA 110010 C2 5 10 15 зварного шва. Це дозволить також збільшити надійність експлуатації відповідальних конструкцій за рахунок точнішого врахування рівня залишкових напружень і своєчасного їх зменшення відомими методами. Джерела інформації: 1. Винокуров В.А. Сварочные деформации и напряжения. М.: Машиностроение, 1968, -235 с. 2. Авт. свид. № 1158855, Способ оценки остаточных напряжений в сварных конструкциях // О.П.Осташ, Б.М.Зайдель, В.Т.Жмур-Клименко, 1985, Бюл. № 20. 3. Гузь А.Н. Основы ультразвукового неразрушающего метода определения напряжений в твердых телах, Киев: Наукова думка, 1974. 4. Патент Российской федерации № 2116635, Способ измерения механических напряжений в ферромагнитных изделиях // Н.С. Кузнецов, А.Н. Кузнецов, Ю.Г. Артемьев, ЮЛ. Резников Ю.Л., заявка № 96117031/28 от 15.08.1996. опубл. 27.07.1998. 5. Авт. свид. №: 1458725, Способ определения касательной составляющей остаточных сварочных напряжений // В.А. Юрченко, И.М. Жданов, С.Н. Минаков, С.К. Фомичев и др. 1989. Бюл. №6. 6. Шель ММ. Анализ информации ЭДС датчика при измерении напряжений магнитоупругим методом // Дефектоскопия. - 1969. - № 2. С. 67-69. 7. Труфяков В.И. Усталость сварных соединений. - К.: Наукова думка, 1977. 215 с. 20 ФОРМУЛА ВИНАХОДУ 25 30 35 40 1. Електромагнітний спосіб визначення залишкових напружень у зварних швах, який полягає у встановленні електромагнітного давача напружень у різні, наперед встановлені, точки зони зварного шва контрольованої конструкції, визначенні сигналів давача у вибраних точках контролю, які використовують для визначення залишкових напружень, який відрізняється тим, що попередньо із матеріалу контрольованої конструкції виготовляють дві заготовки, товщина яких ідентична контрольованій конструкції, зварюють заготовки за технологією, що ідентична технології зварювання контрольованої конструкції, після зварювання отриманий контрольний зразок піддають деформації вздовж осі зварного шва за напружень =0,8-1,0 0,2, де 0,2 границя текучості, визначають показання сигналів електромагнітного давача у точках контрольного зразка, які ідентичні точкам контрольованої конструкції за положенням відносно зварного шва, визначають різницю показань сигналів електромагнітного давача у відповідних точках контрольованої конструкції і контрольного зразка, яку використовують для визначення залишкових напружень. 2. Електромагнітний спосіб визначення залишкових напружень у зварних швах за п. 1, при якому визначають розподіл показань електромагнітного давача по лінії, напрямок якої є перпендикулярним відносно напрямку зварного шва. 3. Електромагнітний спосіб визначення залишкових напружень у зварних швах за п. 1, при якому для контролю конструкцій із феромагнітних сталей як електромагнітний давач використовують давач магнітної анізотропії. 3 UA 110010 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюElectromagnetic method for the determination of residual stresses in welded seams
Автори англійськоюUchanin Valentyn Mykolaiovych, Minakov Anton Serhiiovych, Ostash Orest Petrovych, Minakov Sergii Mykolaiovych, Fomichov Sergii Kostiantynovych
Назва патенту російськоюЭлектромагнитный способ определения остаточных напряжений в сварных швах
Автори російськоюУчанин Валентин Николаевич, Минаков Антон Сергеевич, Осташ Орест Петрович, Минаков Сергей Николаевич, Фомичев Сергей Константинович
МПК / Мітки
МПК: G01L 1/12
Мітки: швах, електромагнітний, спосіб, напружень, залишкових, визначення, зварних
Код посилання
<a href="https://ua.patents.su/6-110010-elektromagnitnijj-sposib-viznachennya-zalishkovikh-napruzhen-u-zvarnikh-shvakh.html" target="_blank" rel="follow" title="База патентів України">Електромагнітний спосіб визначення залишкових напружень у зварних швах</a>
Спосіб визначення структурних і температурних складових залишкових напружень в покриттях
Номер патенту: 28383
Опубліковано: 10.12.2007
Автори: Клименко Сергій Анатолійович, Сорока Олена Борисівна, Копейкіна Марина Юріївна, Антонюк Віктор Степанович
МПК: G01L 1/06
Мітки: покриттях, спосіб, структурних, температурних, напружень, складових, залишкових, визначення
Формула / Реферат:
Спосіб визначення структурних і температурних складових залишкових напружень в покриттях, що включає реєстрацію параметра відхилення зразка від прямолінійного положення і визначення залишкових напружень, який відрізняється тим, що як параметр відхилення від прямолінійного положення вибирають прогин зразка довжиною а, вимірюють його величину в холодному стані , нагрівають...
Спосіб визначення залишкових напружень
Номер патенту: 54440
Опубліковано: 10.11.2010
Автори: Кулик Микола Сергійович, Квасніков Володимир Павлович, Чередніков Олег Миколайович, Ігнатенко Павло Леонідович
МПК: G01B 5/30
Мітки: визначення, напружень, залишкових, спосіб
Формула / Реферат:
Спосіб визначення залишкових напружень, що полягає у тому, що зразок розрізають у радіальному напрямі, закріплюють один кінець і розміщують зразок у ванні з розчином кислоти, піддають зразок травленню, вимірюють зміну відстані між кінцями зразка і по цих даних визначають залишкові напруження, який відрізняється тим, переміщення рухомого краю розрізаного кільця вимірюють за трьома координатами.
Спосіб визначення залишкових напружень
Номер патенту: 82882
Опубліковано: 26.05.2008
Автори: Чугунова Світлана Іванівна, Бякова Олександра Вікторівна, Власов Андрій Олексійович, Мільман Юлій Вікторович, Гончарова Ірина Вадимівна, Голубенко Олексій Анатолійович
МПК: G01L 1/00, G01N 3/40, G01N 3/00
Мітки: визначення, напружень, спосіб, залишкових
Формула / Реферат:
1. Спосіб визначення залишкових напружень, який включає вдавлювання пірамідального індентора в поперечний переріз покриття або шару матеріалу до отримання відбитку твердості при орієнтації його діагоналей ортогонально напряму дії залишкових напружень, при цьому реєструють зусилля вдавлювання, вимірюють після розвантаження геометричні параметри відбитку, з урахуванням яких визначають залишкові напруження, який відрізняється тим, що...
Спосіб визначення залишкових напружень в електроосаджених покриттях
Номер патенту: 80584
Опубліковано: 10.06.2013
Автори: Федін Дмитро Олександрович, Колесник Євген Валерійович
МПК: G01L 1/00
Мітки: визначення, електроосаджених, покриттях, спосіб, напружень, залишкових
Формула / Реферат:
Спосіб визначення залишкових напружень в електроосаджених покриттях, який включає визначення параметра відхилення зразка від прямолінійного положення, який відрізняється тим, що навантажують вантажем ідентичний зразок без покриття до забезпечення його відхилення від прямолінійного положення, величина якого дорівнює величині відхилення зразка з покриттям, визначають масу вантажу, обчислюють напруження як відношення максимального згинаючого...
Спосіб визначення залишкових механічних напружень в багатодолинних напівпровідникових кристалах
Номер патенту: 31782
Опубліковано: 15.12.2000
Автори: Венгер Євген Федорович, Коломоєць Володимир Васильович, Єрмаков Валерій Миколайович, Доценко Юрій Павлович, Демчина Любомир Андрійович, Будзуляк Сергій Іванович
Мітки: багатодолинних, напівпровідникових, кристалах, визначення, механічних, залишкових, напружень, спосіб
Текст:
...простого, більш точного та більш досконалого, в порівнянні з існуючими аналогами, способу визначення залишкових механічних напружень в кристалах багатодолинних напівпровідників, що виникають в процесі їх вирощування, змін в результаті проведення різного роду технологічних відпалів або в результаті іншого впливу на напівпровідниковий матеріал Вирішення цієї задачі здійснюється шляхом проведення вимірів зміни поздовжнього опору пари зразків...
Попередній патент: Високовольтний вимірювальний трансформатор струму
Наступний патент: Штучний сніг за нормальної температури
Випадковий патент: Дефлекторний розпилювач