Спосіб зменшення залишкових зварювальних деформацій і напруг
Номер патенту: 62163
Опубліковано: 15.12.2003
Формула / Реферат
Спосіб зменшення зварювальних деформацій, при якому у виробі створюють градієнт температур по поперечному перерізу звареного з'єднання в напрямку нормальному від шва шляхом охолодження шва в процесі зварювання до повного охолодження виробу в поперечному перерізу, а крайки виробу перед зварюванням закріплюють по границях зони пластичних деформацій, який відрізняється тим, що охолоджуючу рідину (холодоагент), у вигляді піни, підводять безпосередньо до зворотного боку металу, що зварюється, подають до холодоагенту активуючий газ (стиснене повітря, аргон, СО2), розміщаючи в рідині трубку-аератор.
Текст
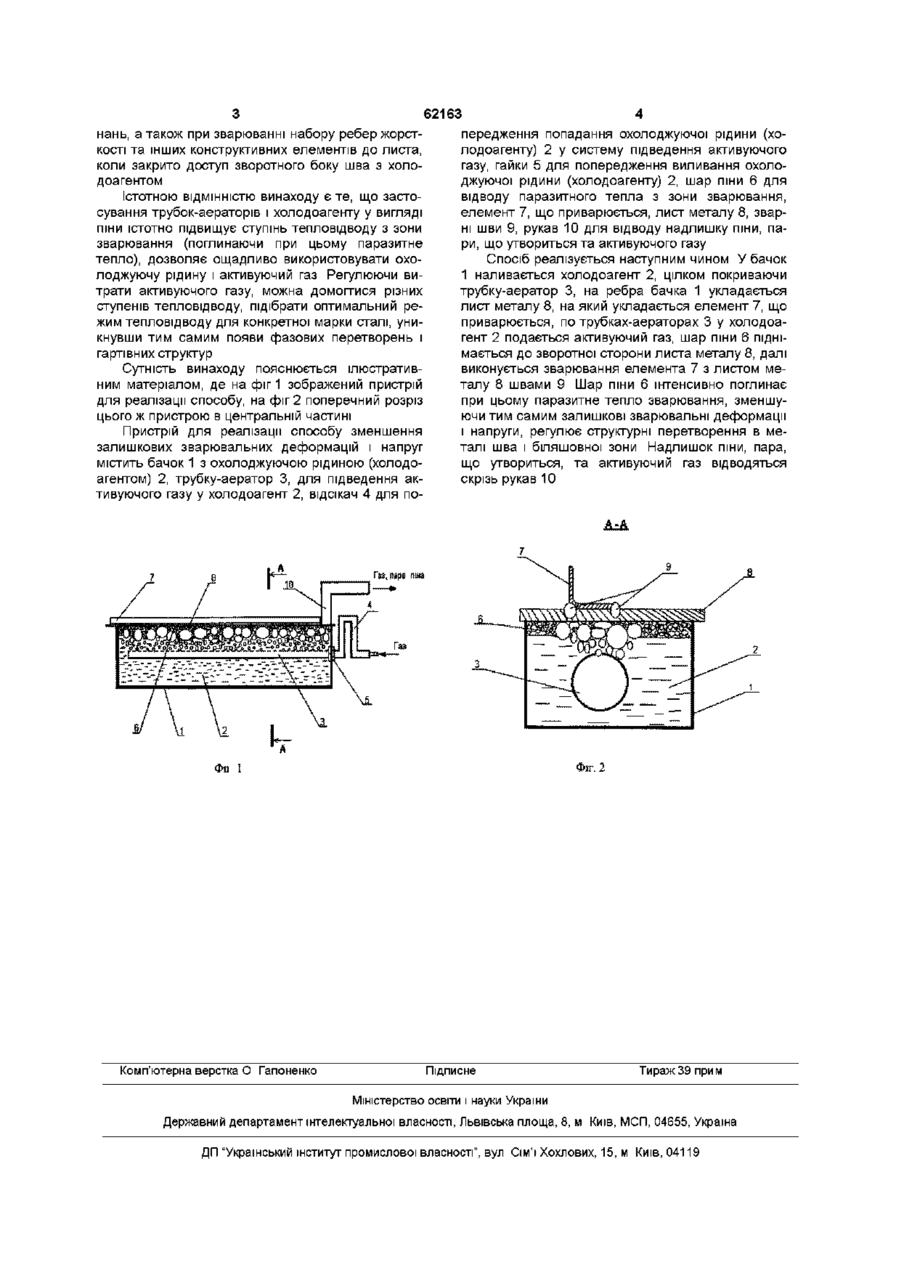
Спосіб зменшення зварювальних деформацій, при якому у виробі створюють градієнт температур по поперечному перерізу звареного з'єднання в напрямку нормальному від шва шляхом охолодження шва в процесі зварювання до повного охолодження виробу в поперечному перерізу, а крайки виробу перед зварюванням закріплюють по границях зони пластичних деформацій, який відрізняється тим, що охолоджуючу рідину (холодоагент), у вигляді піни, підводять безпосередньо до зворотного боку металу, що зварюється, подають до холодоагенту активуючий газ (стиснене повітря, аргон, СОг), розміщаючи в рідині трубку-аератор Винахід відноситься до області зварювального виробництва і може бути використаний для зниження зварювальних деформацій і напруг при виготовленні виробів з тонколистового металу Найбільш близьким до запропонованого винаходу є спосіб зменшення зварювальних деформацій і напруг, переважно при зварюванні елементів малих товщин, при якому у виробі створюють градієнт температур по поперечному перерізі звареного з'єднання в напрямку нормальному від шва шляхом охолодження шва в процесі зварювання до повного охолодження виробу в поперечному перерізі, а крайки виробу перед зварюванням закріплюють по границях зони пластичних деформацій (див А С СРСР №1729720, МПК У23ДО 28/02, опубл ЗО 04 92р Бюл №16) - прийнятий за прототип Основним недоліком цього способу є те, що при охолодженні шва в процесі зварювання не здійснюється ВІДВІД паразитного тепла з біляшовноі зони, що є основним джерелом утворення залишкових зварювальних деформацій і структурної неоднорідності метала, що зварюється В основу винаходу поставлено задачу удосконалення способу зменшення залишкових зварювальних деформацій і напруг шляхом підведення охолоджуючої рідини (холодоагенту), у вигляді піни, безпосередньо до зворотного боку металу, що зварюється і це приведе до зниження рівня залишкових зварювальних напруг і деформацій металу, зведе до мінімуму структурні перетворення в металі шва і біляшовній зоні Поставлена задача досягається тим, що в способі зменшення залишкових зварювальних деформацій і напруг, при якому у виробі створюють градієнт температур по поперечному перерізі зварного з'єднання в напрямку нормальному від шва, шляхом охолодження шва в процесі зварювання до повного охолодження виробу в поперечному перерізі, а крайки виробу перед зварюванням закріплюють по границях зони пластичних деформацій, ВІДПОВІДНО до винаходу, охолоджуючу рідину (холодоагент), у вигляді піни, підводять безпосередньо до зворотної сторони металу, що зварюється, розміщаючи в охолоджуючий рідині (холодоагенті) трубки-аератори, через які подають в охолоджуючу рідину (холодоагент) активаційний газ (стиснене повітря, аргон, СОг) Охолоджуюча рідина (холодоагент) містить технічну воду з доданням до 6% стандартного пшоутворювача (поверхнево-активної речовини), що застосовується в протипожежній охороні, наприклад, ПО "ФОРЭТОЛ" (ТУ 6-02-780-84), ПО "ТЭАС" (ТУ 107127-82) чи ін Введення в технічну воду поверхневоактивної речовини (ПАР) підвищує адгезію холодоагенту на поверхні охолоджуваного металу, що збільшує інтенсивність тепловідводу з біляшовної зони, зменшує можливість утворення "парової сорочки" Тепловідвід з біляшовної зони, у цьому випадку, забезпечується теплоємністю піни і фазовим перетворенням деякої КІЛЬКОСТІ піни в пару Спосіб можна використовувати для зниження зварювальних напруг і деформацій при виконанні напусткових, кутових, електрозаклепочних з'єд СО (О (О нань, а також при зварюванні набору ребер жорсткості та інших конструктивних елементів до листа, коли закрито доступ зворотного боку шва з холодоагентом Істотною ВІДМІННІСТЮ винаходу є те, що застосування трубок-аераторів і холодоагенту у вигляді піни істотно підвищує ступінь тепловідводу з зони зварювання (поглинаючи при цьому паразитне тепло), дозволяє ощадливо використовувати охолоджуючу рідину і активуючий газ Регулюючи витрати активуючого газу, можна домогтися різних ступенів тепловідводу, підібрати оптимальний режим тепловідводу для конкретної марки сталі, уникнувши тим самим появи фазових перетворень і гартівних структур Сутність винаходу пояснюється ілюстративним матеріалом, де на фіг 1 зображений пристрій для реалізації способу, на фіг 2 поперечний розріз цього ж пристрою в центральній частині Пристрій для реалізації способу зменшення залишкових зварювальних деформацій і напруг містить бачок 1 з охолоджуючою рідиною (холодоагентом) 2, трубку-аератор 3, для підведення активуючого газу у холодоагент 2, відсікач 4 для по 62163 передження попадання охолоджуючої рідини (холодоагенту) 2 у систему підведення активуючого газу, гайки 5 для попередження виливання охолоджуючої рідини (холодоагенту) 2, шар піни 6 для відводу паразитного тепла з зони зварювання, елемент 7, що приварюється, лист металу 8, зварні шви 9, рукав 10 для відводу надлишку піни, пари, що утвориться та активуючого газу Спосіб реалізується наступним чином У бачок 1 наливається холодоагент 2, цілком покриваючи трубку-аератор 3, на ребра бачка 1 укладається лист металу 8, на який укладається елемент 7, що приварюється, по трубках-аераторах 3 у холодоагент 2 подається активуючий газ, шар піни 6 піднімається до зворотної сторони листа металу 8, далі виконується зварювання елемента 7 з листом металу 8 швами 9 Шар піни 6 інтенсивно поглинає при цьому паразитне тепло зварювання, зменшуючи тим самим залишкові зварювальні деформації і напруги, регулює структурні перетворення в металі шва і біляшовної зони Надлишок піни, пара, що утвориться, та активуючий газ відводяться скрізь рукав 10 Фіг. 2 Фи І Комп'ютерна верстка О Гапоненко Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for reduction of residual welding deformations and stresses
Автори англійськоюHedrovych Anatolii Ivanovych, Druz Oleh Mykolaiovych
Назва патенту російськоюСпособ уменьшения остаточных сварочных деформаций и напряжений
Автори російськоюГедрович Анатолий Иванович, Друзь Олег Николаевич
МПК / Мітки
МПК: B23K 9/035, B23K 9/038
Мітки: залишкових, спосіб, напруг, зменшення, деформацій, зварювальних
Код посилання
<a href="https://ua.patents.su/2-62163-sposib-zmenshennya-zalishkovikh-zvaryuvalnikh-deformacijj-i-naprug.html" target="_blank" rel="follow" title="База патентів України">Спосіб зменшення залишкових зварювальних деформацій і напруг</a>
Спосіб зменшення зварювальних деформацій та напруг
Номер патенту: 53060
Опубліковано: 15.01.2003
Автори: Гальцов Ігор Олександрович, Гедрович Анатолій Іванович, Друзь Олег Миколайович
МПК: B23K 33/00
Мітки: деформацій, спосіб, зварювальних, напруг, зменшення
Формула / Реферат:
Спосіб зменшення зварювальних деформацій та напруг, при якому у виробі, за зварювальною ванною, створюють градієнт температур по поперечному перерізу зварного з'єднання в напрямку, нормальному від осі шва, шляхом охолодження шва в процесі зварювання до повного охолодження виробу в поперечному перерізі, а крайки виробу перед зварюванням закріплюють по границях зони пластичних деформацій, який відрізняється тим, що охолодження ділянки зони...
Спосіб зменшення зварювальних деформацій та напруг
Номер патенту: 53088
Опубліковано: 15.01.2003
Автори: Гедрович Анатолій Іванович, Гальцов Ігор Олександрович, Друзь Олег Миколайович
МПК: B23K 9/038, B23K 9/035
Мітки: деформацій, зменшення, зварювальних, спосіб, напруг
Формула / Реферат:
Спосіб зменшення зварювальних деформацій та напруг, при якому у виробі створюють градієнт температур по поперечному перерізу зварного з'єднання в напрямку, нормальному від шва, шляхом охолодження шва в процесі зварювання до повного охолодження виробу в поперечному перерізі, а крайки виробу перед зварюванням закріплюють по границях зони пластичних деформацій, який відрізняється тим, що охолоджувальну рідину підводять безпосередньо до...
Охолоджуючий пристрій для зниження зварювальних деформацій та напруг
Номер патенту: 47721
Опубліковано: 15.07.2002
Автори: Гедрович Анатолій Іванович, Друзь Олег Миколайович, Гальцов Ігор Олександрович
МПК: B23K 9/038, B23K 9/035
Мітки: зниження, деформацій, охолоджуючий, пристрій, напруг, зварювальних
Формула / Реферат:
1. Охолоджуючий пристрій для зниження зварювальних деформацій та напруг, що містить коритоподібний ложемент-кондуктор з установленими на його дні ребрами у вигляді грат, заповнений волокнистим матеріалом, нижня частина якого занурена в охолоджувач, що наливається в ложемент-кондуктор, який відрізняється тим, що ребра у вигляді грат, виконаних з міді або металу, що не іржавіє, не торкаються дна коритоподібного ложемента-кондуктора, пристрій...
Спосіб зменшення залишкових напруг в зварних з’єднаннях
Номер патенту: 53559
Опубліковано: 15.01.2003
Автори: Дівак Павло Павлович, Сокирко Володимир Арсентійович, Гриценко Юрій Миколайович, Король Александр Васильович
Мітки: спосіб, з'єднаннях, зменшення, напруг, залишкових, зварних
Формула / Реферат:
1. Спосіб зменшення залишкових напруг у зварних з'єднаннях великих металевих конструкцій, що включає електрофізичну обробку ділянок з підвищеними залишковими напругами, який відрізняється тим, що через ділянку з підвищеними залишковими напругами пропускають пакет знакозмінних імпульсів електричного струму з числом імпульсів 20200
Охолоджуючий пристрій для зниження зварювальних деформацій і напружень
Номер патенту: 45114
Опубліковано: 15.03.2002
Автори: Гедрович Анатолій Іванович, Гальцов Ігор Олександрович
МПК: B23K 9/038, B23K 9/035
Мітки: пристрій, зварювальних, напружень, зниження, деформацій, охолоджуючий
Формула / Реферат:
1 Охолоджуючий пристрій для зниження зварювальних деформацій і напружень, що містить спеціальний кондуктор у вигляді коробки з вертикальними стояками, між якими розташовано шари пористої непальної гігроскопічної речовини типу вати, під яку подають охолоджувач, який відрізняється тим, що замість спеціального кондуктора з вертикальними стояками він оснащений двома розбірними роликами, що вільно обертаються на з'єднувальних трубках для подання...
Попередній патент: Спосіб остеотомії при пластиці кісткових дефектів довгих кісток кінцівок за ілізаровим
Наступний патент: Пристрій для охолодження зварного з’єднання
Випадковий патент: Фільтрувальний елемент для рідини та газу