Пристрій безперервного загартування гарячекатаного листа
Номер патенту: 111456
Опубліковано: 10.11.2016
Автори: Колесников Олексій Сергійович, Послушняк Олексій Володимирович, Капорович Светлана Володимирівна, Гаврильченко Євген Юрійович, Гриценко Сергій Анатолійович, Бердніков Олег Костянтинович
Формула / Реферат
Пристрій безперервного загартування гарячекатаного листа, що містить верхні й нижні щілинні колектори, пари верхніх і нижніх роликів з регульованим зазором для розміщення між ними гарячекатаного листа, й колектори з соплами, котрі розташовані у міжроликових проміжках, який відрізняється тим, що декілька перших пар роликів виконані ребристими, при цьому ребра кожної наступної пари зміщені на півкроку відносно попередньої пари, а всі наступні пари роликів виконані гладкими, крім того, між усіма парами верхніх і нижніх ребристих роликів установлені додаткові колектори, при тому всі колектори обладнані ніпелями, розташованими під гострим кутом до поверхні листа, а на їх кінцях установлені пласкофакельні форсунки, сопла яких розгорнуті під кутом до осі ребристого ролика та у протилежні сторони від його середини, крім того, корпус кожного щілинного колектора обладнаний знімною заслінкою, яка закріплена на його тильній стінці регулювальними болтами, а крайка заслінки із внутрішньої сторони виконана скругленою.
Текст
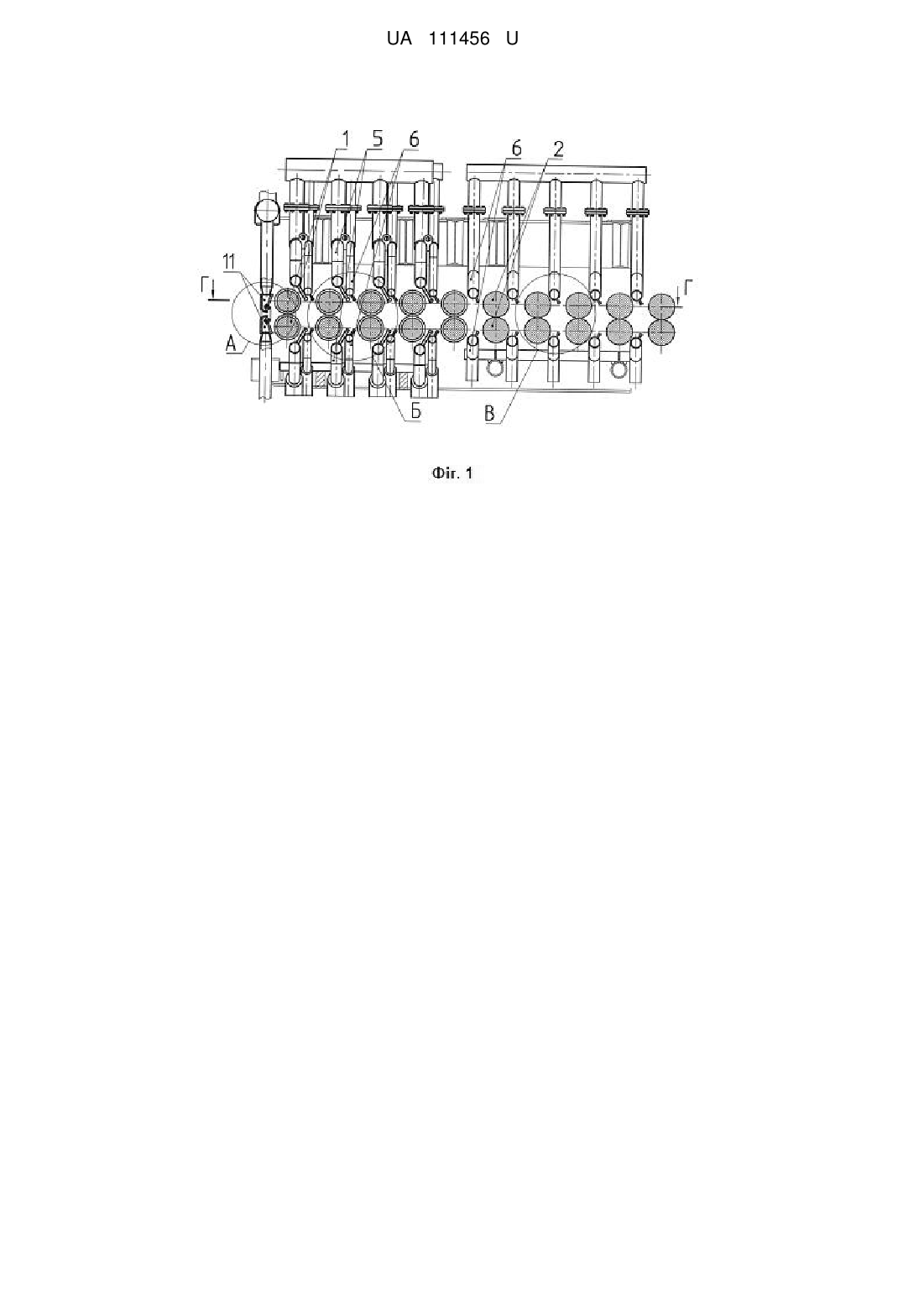
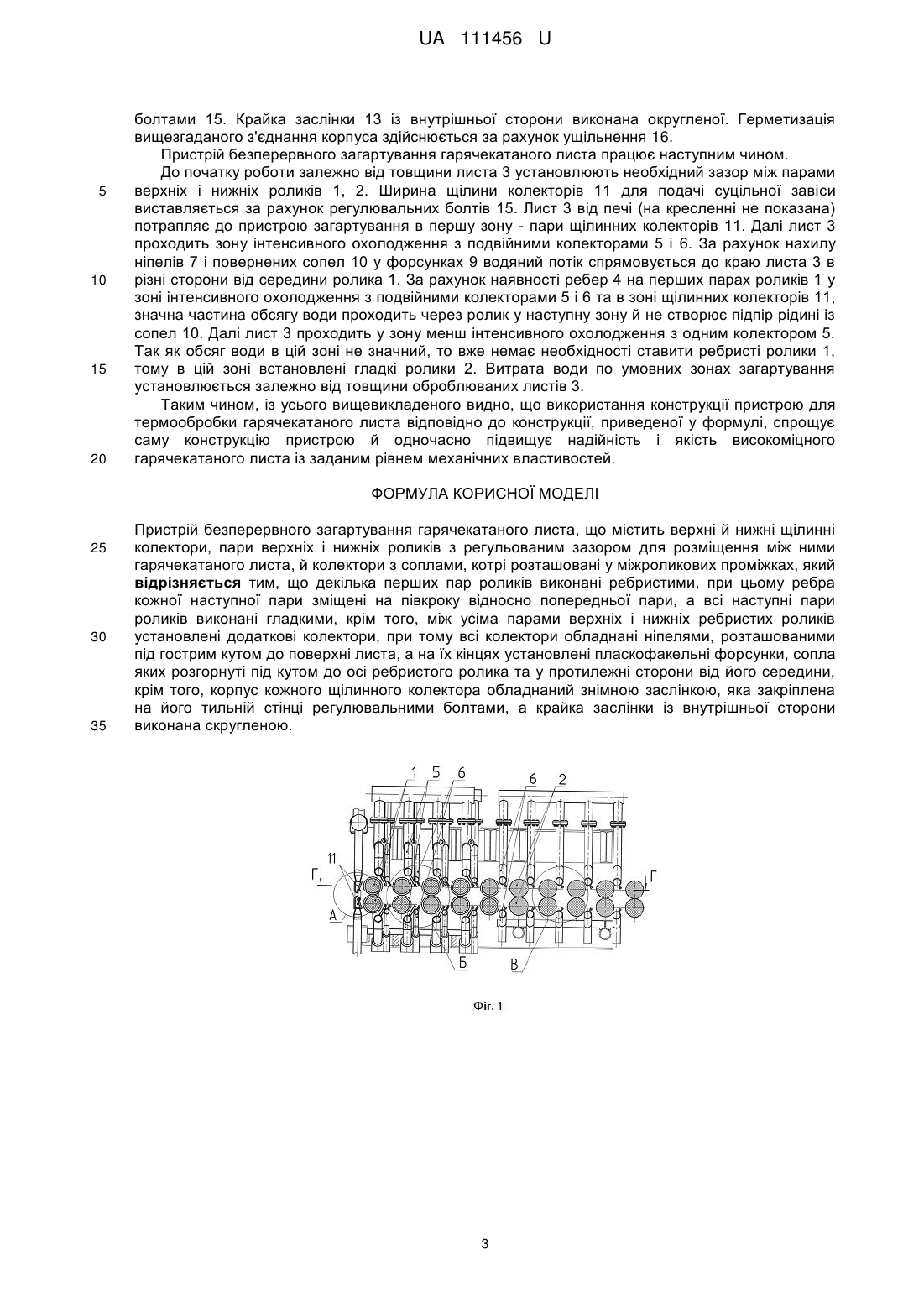
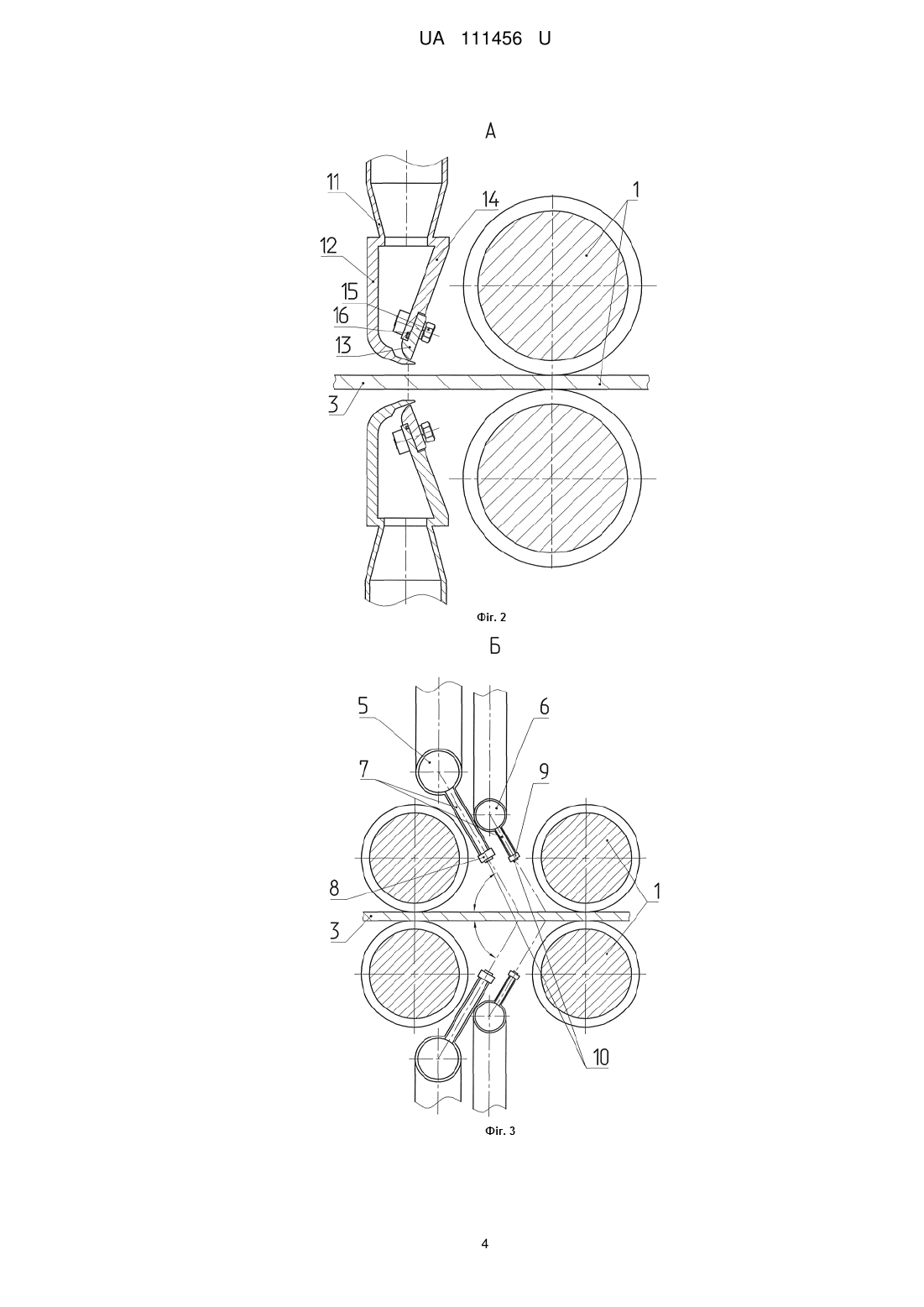
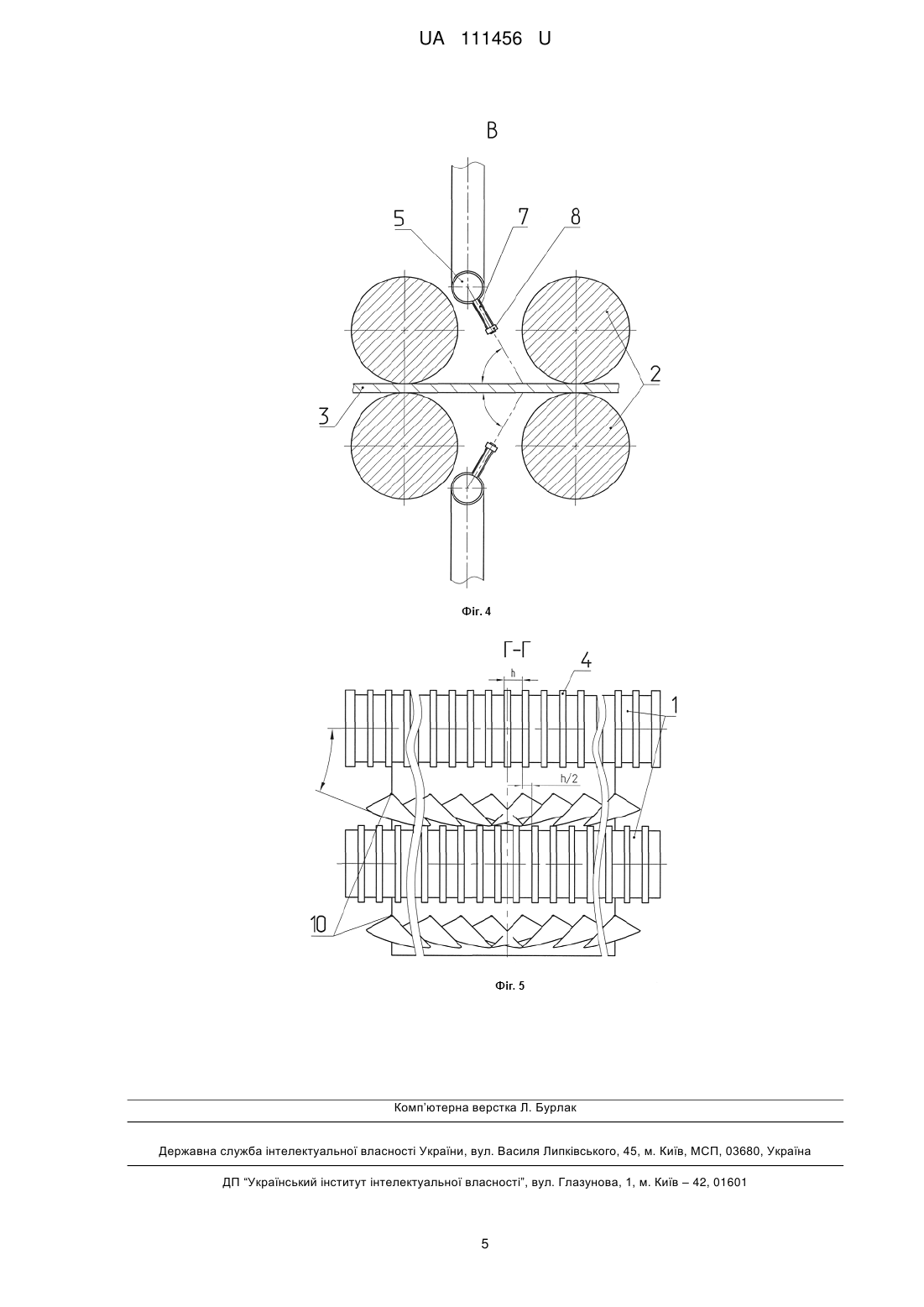
Реферат: Пристрій безперервного загартування гарячекатаного листа містить верхні й нижні щілинні колектори, пари верхніх і нижніх роликів з регульованим зазором для розміщення між ними гарячекатаного листа, й колектори з соплами, котрі розташовані у міжроликових проміжках. Крім цього, декілька перших пар роликів виконані ребристими, при цьому ребра кожної наступної пари зміщені на півкроку відносно попередньої пари, а всі наступні пари роликів виконані гладкими, крім того, між усіма парами верхніх і нижніх ребристих роликів установлені додаткові колектори, при тому всі колектори обладнані ніпелями, розташованими під гострим кутом до поверхні листа, а на їх кінцях установлені пласкофакельні форсунки, сопла яких розгорнуті під кутом до осі ребристого ролика та у протилежні сторони від його середини, крім того, корпус кожного щілинного колектора обладнаний знімною заслінкою, яка закріплена на його тильній стінці регулювальними болтами, а крайка заслінки із внутрішньої сторони виконана скругленою. UA 111456 U (12) UA 111456 U UA 111456 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до прокатного виробництва, а саме до пристроїв для примусового двостороннього охолодження листа з метою реалізації заданого виду термообробки, наприклад загартування. Роликові гартувальні машини є найбільш досконалим устаткуванням для загартування товстих листів. Відомий пристрій для безперервного загартування металевих листів (патент США № 4149703), який містить металоконструкцію, верхні й нижні подавальні ролики, верхні й нижні щілинні колектори для подачі суцільної завіси гартівної рідини на верхню й нижню поверхні металевого листа, верхні й нижні комплекти роликів із гвинтоподібними канавками, що проходять від центру ролика в протилежному напрямку. Між роликами встановлені колектори із соплами для подачі охолодної рідини й наступного охолодження листів. Кожний з щілинних колекторів для подачі суцільної завіси складається із жорсткого чотиригранного корпуса з поздовжнім прорізом (щілина), що проходить через траєкторію руху листа. Проріз орієнтований таким чином, щоб направляти завісу гартівної рідини в напрямку переміщення металевого листа. Сопла колекторів виконані з декількома рядами отворів для подачі охолодної рідини на поверхню металевого листа. У нижній частині металоконструкції розташована ванна для охолодної рідини. Недоліком відомого пристрою для загартування металевих листів є висока складність конструкції роликів. Декілька пар роликів, установлених після щілинних колекторів суцільної завіси, мають гвинтові канавки, які ускладнюють їх виготовлення і не достатньо виконують відвід відпрацьованої охолодної рідини з поверхонь листа, тому що швидкості переміщення листів в пристрої незначні (0,01-0,6м/с), а швидкість руху рідини значно більше, при цьому ефект гвинтового відводу рідини не виконується, що знижує технологічну швидкість відбору тепла з поверхні листа й відвід відпрацьованої води на крайки листів. Таким чином, до недоліків прототипу варто віднести низьку якість подачі охолодної рідини на поверхню листа й низьку якість відводу відпрацьованої охолодної рідини з поверхні листа. Колектори для подачі суцільної завіси мають суцільну щілину, яка заростає під час роботи, і мають високу трудомісткість при ремонті. Установка між роликами колекторів з декількома рядами отворів тільки створює додатковий підпір для відпрацьованої рідини, що йде від колекторів суцільної завіси, і знижує технологічну швидкість відбору тепла з поверхні листа й відвід відпрацьованої води на крайки листів. Наявність ванни з водою перешкоджає відводу відпрацьованої рідини. В основу корисної моделі поставлена задача спрощення конструкції пристрою безперервного загартування листів з одночасним підвищенням надійності і якості високоміцного гарячекатаного листа із заданим рівнем механічних властивостей. Ця задача вирішується за рахунок технічного результату, який полягає в забезпеченні необхідної швидкості відбору тепла з поверхні листа і відводу охолодної води з поверхні листа на його край. Для досягнення вищевказаного технічного результату в пристрої безперервного загартування гарячекатаного листа, що містить верхні й нижні щілинні колектори, пари верхніх і нижніх роликів з регульованим зазором для розміщення між ними гарячекатаного листа, й колектори з соплами, котрі розташовані у міжроликових проміжках, згідно з корисною моделлю, декілька перших пар роликів виконані ребристими, при цьому ребра кожної наступної пари зміщені на півкроку відносно попередньої пари, а всі наступні пари роликів виконані гладкими, крім того, між усіма парами верхніх і нижніх ребристих роликів установлені додаткові колектори, при тому всі колектори обладнані ніпелями, розташованими під гострим кутом до поверхні листа, а на їх кінцях установлені пласкофакельні форсунки, сопла яких розгорнуті під кутом до осі ребристого ролика та у протилежні сторони від його середини, крім того, корпус кожного щілинного колектора обладнаний знімною заслінкою, яка закріплена на його тильній стінці регулювальними болтами, а крайка заслінки із внутрішньої сторони виконана скругленою. У результаті порівняльного аналізу запропонованого технічного рішення із прототипом установлене, що вони мають наступні загальні ознаки: - верхні й нижні щілинні колектори; - пари верхніх і нижніх роликів з регульованим зазором для розміщення між ними гарячекатаного листа; - колектори з соплами, котрі розташовані у міжроликових проміжках; а також відмітні ознаки: - декілька перших пар роликів виконані ребристими, при цьому ребра кожної наступної пари зміщені на півкроку відносно попередньої пари; - всі наступні пари роликів виконані гладкими; 1 UA 111456 U 5 10 15 20 25 30 35 40 45 50 55 60 - між усіма парами верхніх і нижніх ребристих роликів установлені додаткові колектори; - всі колектори обладнані ніпелями, розташованими під гострим кутом до поверхні листа; - на кінцях ніпелів установлені пласкофакельні форсунки, сопла яких розгорнуті під кутом до осі ребристого ролика та у протилежні сторони від його середини; - корпус кожного щілинного колектора обладнаний знімною заслінкою, яка закріплена на його тильній стінці регулювальними болтами, а крайка заслінки із внутрішньої сторони виконана скругленою. Таким чином, запропонована конструкція пристрою безперервного загартування має нові конструктивні елементи, нові зв'язки вузлів і деталей, нову форму виконання деталей і вузлів. Між відмітними ознаками й технічним результатом, який досягається, існує причиннонаслідковий зв'язок. Завдяки тому, що в пристрої корпус кожного щілинного колектора обладнаний знімною заслінкою, яка закріплена на його тильній стінці регулювальними болтами, а крайка заслінки із внутрішньої сторони виконана скругленою, стало можливо регулювати величину струменя й скоротити час на очищення від заростання щілини, що знижує трудомісткість при ремонті Завдяки тому, що декілька перших пар роликів виконані ребристими, при цьому ребра кожної наступної пари зміщені на півкроку відносно попередньої пари, а всі наступні пари роликів виконані гладкими, стало можливим безперешкодно проходити охолодної рідини крізь ребра роликів, при цьому підвищити якість загартування листів за рахунок забезпечення необхідної швидкості відбору тепла з поверхні листа. Завдяки тому, що між парами ребристих роликів установлені додаткові колектори, стало можливим розширити технологічні можливості для загартування товстого листа. Завдяки тому, що всі колектори обладнані ніпелями, розташованими під гострим кутом до поверхні листа, а на їх кінцях установлені пласкофакельні форсунки, сопла яких розгорнуті під кутом до осі ребристого ролика та у протилежні сторони від його середини, це дозволить підвищити якість загартування листів за рахунок забезпечення необхідної швидкості відбору тепла з поверхні листа, і забезпечить відвід відпрацьованої води на крайки листа. Виключення з вищевказаної сукупності відмітних ознак хоча б однієї з них не забезпечує досягнення технічного результату. Технічне рішення, яке заявляється, невідомо з рівня техніки й тому воно є новим. Технічне рішення, яке заявляється, промислово застосовано, тому що його технологічне й технічне виконання не представляє труднощів. По цьому технічному рішенню виконаний техноробочий проект машини безперервного загартування для Бхилайского металургійного комбінату (Індія). Таким чином, технічному рішенню, яке заявляється, може представлятися правова охорона, тому що воно є новим й промислово застосовано, тобто відповідає критеріям корисної моделі. Корисна модель пояснюється кресленнями, на яких зображені: Фіг.1 – загальний вигляд пристрою безперервного загартування; Фіг.2 - вигляд А на фіг. 1; Фіг.3 - вигляд Б на фіг. 1; Фіг.4 - вигляд В на фіг. 1; Фіг.5 - Г-Г на фіг. 1. В пристрої безперервного загартування гарячекатаного листа (фіг.1) встановлені верхні й нижні декілька перших пар ребристих роликів 1 та послідовно після них розташовані гладкі ролики 2. Верхні й нижні пари роликів 1 і 2 установлені з регульованим зазором залежним від товщини гарячекатаного листа 3. Всі ребристі ролики 1 виконані по всій поверхні з ребрами 4 з однаковим кроком h, при цьому на кожній наступній парі ребристих роликів ребра 4 зміщені на півкроку ½ h від попередньої пари ребристих роликів 1 (фіг.5). У міжроликових проміжках ребристих 1 і гладких роликів 2 зверху й знизу встановлені колектори 5, а в міжроликових проміжках тільки ребристих роликів 1 зверху й знизу встановлені ще додаткові колектори 6 (фіг.3). Всі колектори 5 і 6 оснащені ніпелями 7, які розташовані під гострим кутом до поверхні листа 3 (фіг.3,4). На кінцях ніпелів 7 установлені пласкофакельні форсунки 8 і 9, розгорнуті своїми соплами 10 під кутом відносно осі роликів 1, 2 й у протилежні сторони відносно середини ролика 1, 2 у бік крайок листа 3 (фіг.5). У кожному колекторі 5 і 6 форсунки 8 і 9 установлені необхідного типорозміру, залежно від необхідної кількості води для загартування будь якого листа. Для подачі суцільної завіси в пристрої встановлені верхній і нижній щілинні колектори 11 (фіг.2). Кожний щілинний колектор 11 містить чотиригранний незамкнутий корпус 12, який обладнаний знімною заслінкою 13, закріпленою на його тильній стінці 14 регулювальними 2 UA 111456 U 5 10 15 20 болтами 15. Крайка заслінки 13 із внутрішньої сторони виконана округленої. Герметизація вищезгаданого з'єднання корпуса здійснюється за рахунок ущільнення 16. Пристрій безперервного загартування гарячекатаного листа працює наступним чином. До початку роботи залежно від товщини листа 3 установлюють необхідний зазор між парами верхніх і нижніх роликів 1, 2. Ширина щілини колекторів 11 для подачі суцільної завіси виставляється за рахунок регулювальних болтів 15. Лист 3 від печі (на кресленні не показана) потрапляє до пристрою загартування в першу зону - пари щілинних колекторів 11. Далі лист 3 проходить зону інтенсивного охолодження з подвійними колекторами 5 і 6. За рахунок нахилу ніпелів 7 і повернених сопел 10 у форсунках 9 водяний потік спрямовується до краю листа 3 в різні сторони від середини ролика 1. За рахунок наявності ребер 4 на перших парах роликів 1 у зоні інтенсивного охолодження з подвійними колекторами 5 і 6 та в зоні щілинних колекторів 11, значна частина обсягу води проходить через ролик у наступну зону й не створює підпір рідині із сопел 10. Далі лист 3 проходить у зону менш інтенсивного охолодження з одним колектором 5. Так як обсяг води в цій зоні не значний, то вже немає необхідності ставити ребристі ролики 1, тому в цій зоні встановлені гладкі ролики 2. Витрата води по умовних зонах загартування установлюється залежно від товщини оброблюваних листів 3. Таким чином, із усього вищевикладеного видно, що використання конструкції пристрою для термообробки гарячекатаного листа відповідно до конструкції, приведеної у формулі, спрощує саму конструкцію пристрою й одночасно підвищує надійність і якість високоміцного гарячекатаного листа із заданим рівнем механічних властивостей. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 35 Пристрій безперервного загартування гарячекатаного листа, що містить верхні й нижні щілинні колектори, пари верхніх і нижніх роликів з регульованим зазором для розміщення між ними гарячекатаного листа, й колектори з соплами, котрі розташовані у міжроликових проміжках, який відрізняється тим, що декілька перших пар роликів виконані ребристими, при цьому ребра кожної наступної пари зміщені на півкроку відносно попередньої пари, а всі наступні пари роликів виконані гладкими, крім того, між усіма парами верхніх і нижніх ребристих роликів установлені додаткові колектори, при тому всі колектори обладнані ніпелями, розташованими під гострим кутом до поверхні листа, а на їх кінцях установлені пласкофакельні форсунки, сопла яких розгорнуті під кутом до осі ребристого ролика та у протилежні сторони від його середини, крім того, корпус кожного щілинного колектора обладнаний знімною заслінкою, яка закріплена на його тильній стінці регулювальними болтами, а крайка заслінки із внутрішньої сторони виконана скругленою. 3 UA 111456 U 4 UA 111456 U Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C21D 9/46, B21B 45/02, C21D 1/62
Мітки: безперервного, листа, загартування, пристрій, гарячекатаного
Код посилання
<a href="https://ua.patents.su/7-111456-pristrijj-bezperervnogo-zagartuvannya-garyachekatanogo-lista.html" target="_blank" rel="follow" title="База патентів України">Пристрій безперервного загартування гарячекатаного листа</a>
Пристрій для термообробки гарячекатаного листа
Номер патенту: 26892
Опубліковано: 10.10.2007
Автори: Івахін Олександр Сергійович, Гриценко Сергій Анатолійович, Остапенко Арнольд Леонтійович, Суков Генадій Сергійович, Кожевніков Георгій Васильович, Єгоров Микола Тимофійович, Білобров Юрій Миколайович, Вакуленко Олександр Михайлович
МПК: C21D 1/62
Мітки: гарячекатаного, пристрій, термообробки, листа
Формула / Реферат:
Пристрій для термообробки гарячекатаного листа, що містить верхній і нижній щілинні колектори, установлені за ними верхні й нижні ролики з регульованим зазором для розміщення в ньому гарячекатаного листа й колектори з форсунками, розташовані у верхніх та нижніх міжроликових проміжках, який відрізняється тим, що колектори з форсунками виконані багатокамерними, при цьому вихідні перерізи форсунок однієї камери кожного колектора відмінні від...
Спосіб та пристрій для одержання розплаву чавуну та гарячекатаного сталевого листа
Номер патенту: 84305
Опубліковано: 10.10.2008
Автори: Шмідт Мартін, Лі Гу Кун, Схін Мйоен-Кюн, Шенк Йоганнес, Кім Чін Тхе, Кан Чан-Ог, Кім Ван Кі, Цегетбауер Карл, Едер Томас, Гауценберґер Франц, Мілльнер Роберт, Вурм Йоганн, Відер Курт, Лі Ку, Кім Тук Чхе, Кім Сан Гюн, Чу Сан Гун
МПК: F27B 15/00, C21B 13/00, C21B 13/14, C22B 1/24, C22B 5/14
Мітки: сталевого, листа, розплаву, чавуну, спосіб, пристрій, гарячекатаного, одержання
Формула / Реферат:
1. Спосіб одержання розплаву чавуну, за яким:готують залізовмісну суміш змішуванням дрібних залізовмісних руд і допоміжної сировини і сушінням цієї суміші,перетворюють залізовмісну суміш у відновлений матеріал відновленням і спіканням у процесі проведення цієї залізовмісної суміші через багатоступінчастий блок (20) реакторів з псевдозрідженим шаром (далі - БРПШ), в якому окремі реактори (24, 25, 26 та 27) з псевдозрідженим шаром...
Сталевий лист, сталевий лист з покриттям, спосіб виробництва сталевого листа, спосіб виробництва сталевого листа з покриттям, спосіб виробництва гарячекатаного та холоднокатаного сталевого листа, та застосуванн

Номер патенту: 95642
Опубліковано: 25.08.2011
Автори: Скотт Колін, Кюгі Філіп, АЛЛЕЛІ Крістіан
МПК: C21D 8/02, C23C 30/00, C22C 38/04, C22C 38/06
Мітки: сталевого, виробництва, сталевий, листа, лист, покриттям, гарячекатаного, спосіб, застосуванн, холоднокатаного
Формула / Реферат:
1. Сталевий лист з аустенітної сталі, склад якої містить, мас. %:0,35 ≤ С ≤ 1,0515 ≤ Мn ≤ 26 Si ≤ 3 А1 ≤ 0,050 S ≤ 0,030 Р ≤ 0,080 N ≤ 0,1,принаймні один елемент – метал X, вибраний з-поміж ванадію, титану, ніобію, молібдену та хрому в кількості, мас. %:0,050 ≤ V ≤ 0,500,040 ≤ Ті ≤ 0,50...
Бокова стінка для машини безперервного розливу металевого листа, машина безперервного розливу металевого листа і машина безперервного розливу тонких металевих виробів
Номер патенту: 45347
Опубліковано: 15.04.2002
Автори: Гюйо Філіп, Вандевій Люк, ДЕЛАССЮ П'єр, Барб Жак, Кайо Фредерік
МПК: B22D 11/06
Мітки: безперервного, листа, тонких, машина, виробів, стінка, машини, металевого, бокова, металевих, розливу
Формула / Реферат:
1. Боковая стенка для машины непрерывной разливки металлического листа, содержащая пластину (12), выполненную из неметаллического огнеупорного материала и передней гранью контактирующую с торцами двух цилиндров (2) машины непрерывной разливки металлического листа и жидким металлом, и металлическую часть (14), позволяющую крепить боковую стенку к раме машины непрерывной разливки, отличающаяся тем, что металлическая часть образована поясом,...
Композиція високоміцної пластичної сталі, лист сталі та його застосування, спосіб одержання гарячекатаного та холоднокатаного листа сталі
Номер патенту: 92039
Опубліковано: 27.09.2010
Автори: Перрар Фабьєн, Барж Патрік, Скот Колін, Петітган Жерар
МПК: C22C 38/04, C22C 38/02, C21D 9/46
Мітки: високоміцної, застосування, лист, пластичної, листа, одержання, композиція, сталі, гарячекатаного, спосіб, холоднокатаного
Формула / Реферат:
1. Композиція сталі із пластичністю, обумовленою перетворенням (TRIP), яка містить, мас. %:0,08 % £ С £ 0,23 %1 % £ Мn £ 2 %1 % £ Si £ 2 %Аl £ 0,030 %0,1 % £ V £ 0,25 %Ті £ 0,010 %S £ 0,015 %Р £ 0,1 %0,004 % £ N £ 0,012 %залізо та домішки, які неминуче з'являються в процесі плавки -...
Попередній патент: Канал автоматичного супроводження літальних апаратів за напрямком з оптико-електронним модулем для мобільної суміщенної вимірювальної системи
Наступний патент: Портативний пристрій для в’язання хірургічних вузлів
Випадковий патент: Спосіб лікування вродженого вивиху стегна і пристрій для реабілітації яриги м.п.