Пристрій для термообробки гарячекатаного листа
Номер патенту: 26892
Опубліковано: 10.10.2007
Автори: Білобров Юрій Миколайович, Гриценко Сергій Анатолійович, Івахін Олександр Сергійович, Єгоров Микола Тимофійович, Суков Генадій Сергійович, Кожевніков Георгій Васильович, Остапенко Арнольд Леонтійович, Вакуленко Олександр Михайлович
Формула / Реферат
Пристрій для термообробки гарячекатаного листа, що містить верхній і нижній щілинні колектори, установлені за ними верхні й нижні ролики з регульованим зазором для розміщення в ньому гарячекатаного листа й колектори з форсунками, розташовані у верхніх та нижніх міжроликових проміжках, який відрізняється тим, що колектори з форсунками виконані багатокамерними, при цьому вихідні перерізи форсунок однієї камери кожного колектора відмінні від вихідних перерізів форсунок іншої камери того ж колектора.
Текст
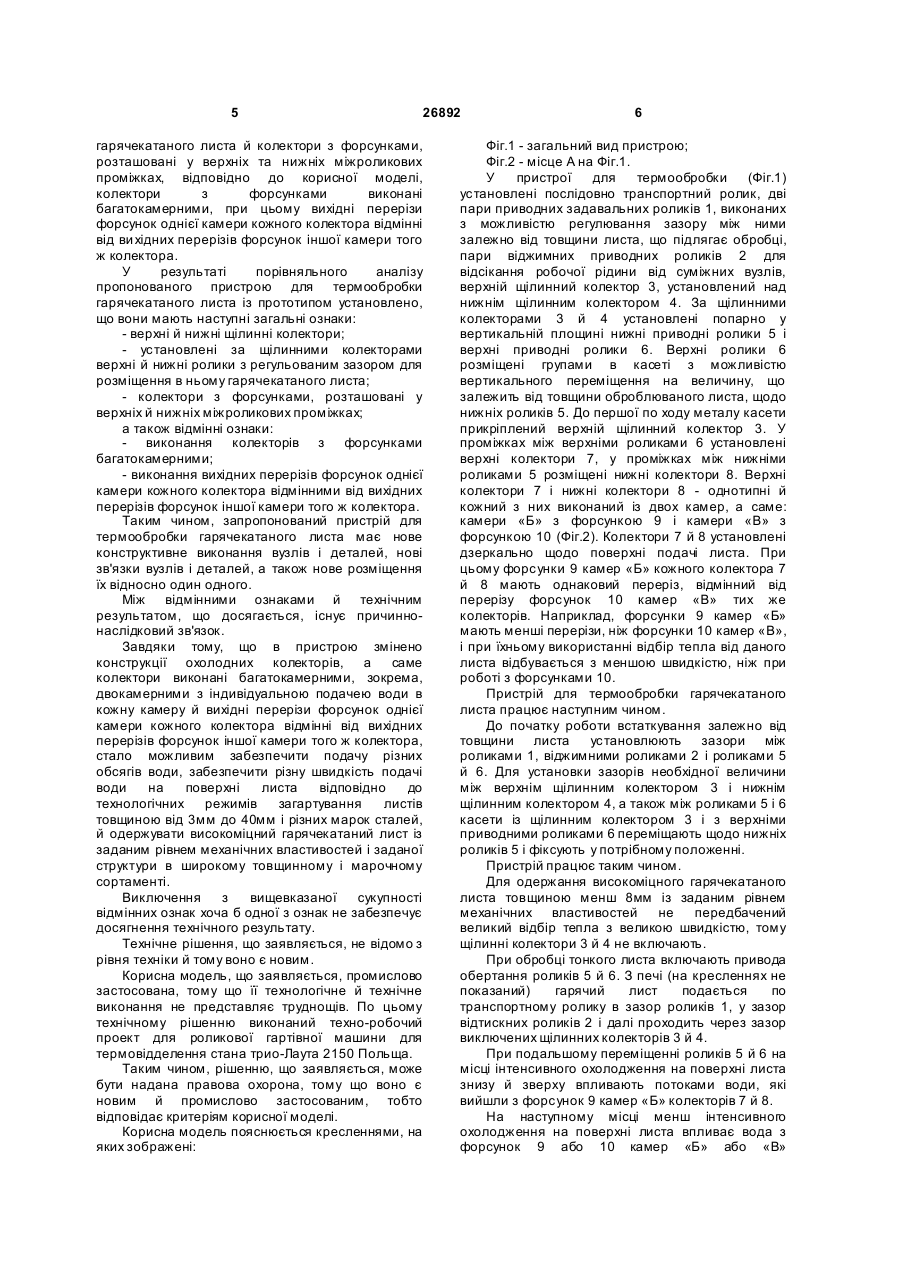
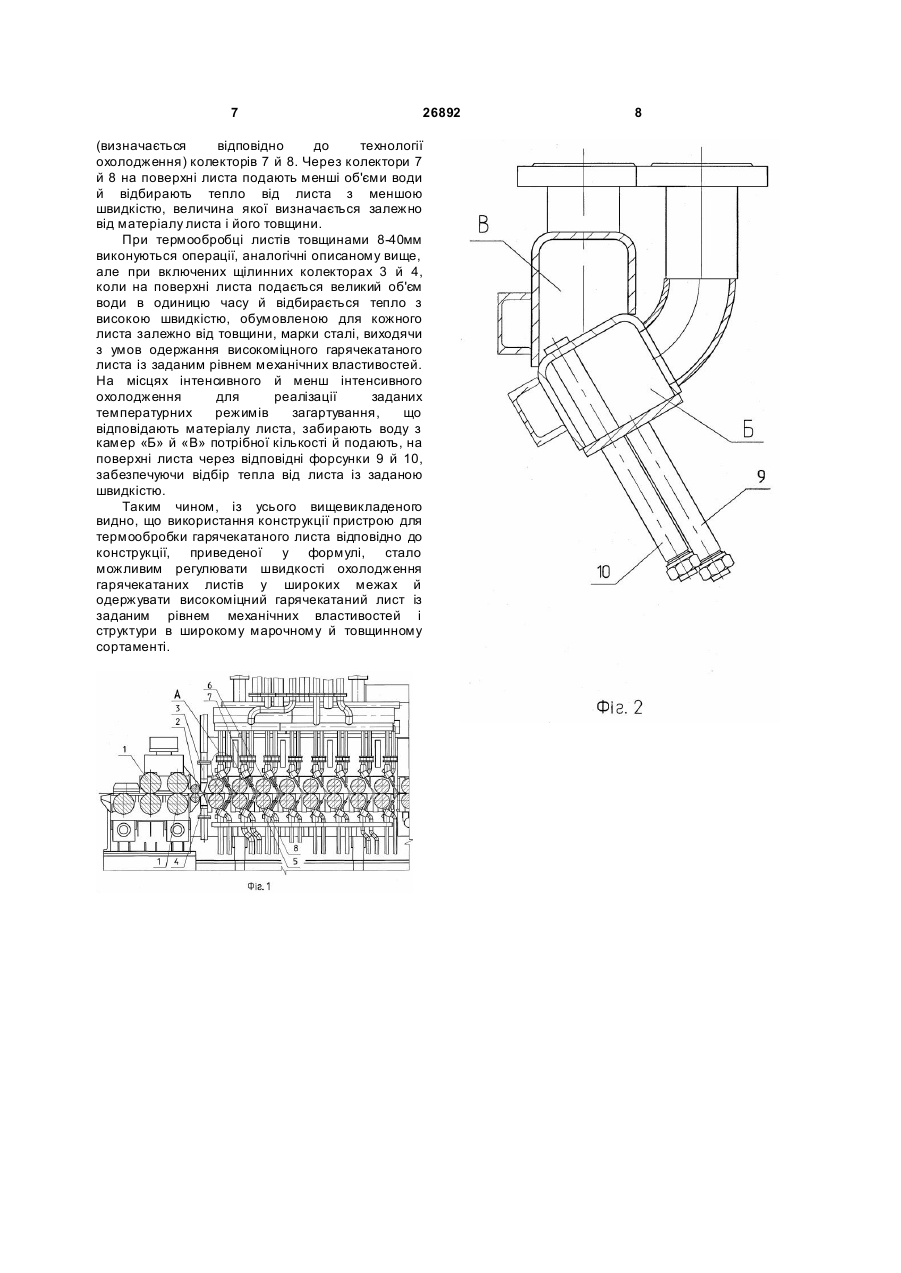
Пристрій для термообробки гарячекатаного листа, що містить верхній і нижній щілинні колектори, установлені за ними верхні й нижні ролики з регульованим зазором для розміщення в ньому гарячекатаного листа й колектори з форсунками, розташовані у верхніх та нижніх міжроликових проміжках, який відрізняється тим, що колектори з форсунками виконані багатокамерними, при цьому вихідні перерізи форсунок однієї камери кожного колектора відмінні від ви хідних перерізів форсунок іншої камери того ж колектора. (19) (21) u200705924 (22) 29.05.2007 (24) 10.10.2007 (72) СУКОВ ГЕНАДІЙ СЕРГІЙОВИЧ, UA, БІЛОБРОВ ЮРІЙ МИКОЛАЙОВИЧ, UA, КОЖЕВНІКОВ ГЕОРГІЙ ВАСИЛЬОВИЧ, UA, ВАКУЛЕНКО ОЛЕКС АНДР МИХАЙЛОВИЧ, U A, ІВАХІН ОЛЕКСАНДР СЕРГІЙОВИЧ, UA, ГРИЦЕНКО СЕРГІЙ АНАТОЛІЙОВИЧ, U A, ОСТАПЕНКО АРНОЛЬД ЛЕОНТІЙОВИЧ, UA, ЄГОРОВ МИКОЛА ТИМОФІЙОВИЧ, U A (73) ЗАКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "НОВОКРАМАТОРСЬКИЙ МАШИНОБУДІВНИЙ ЗАВОД", UA 3 26892 товщин, їх переміщають із меншою лінійною швидкістю, а через перерізи форсунок подають на поверхні листа максимальний обсяг рідини, і знижують температур у охолоджуваних поверхонь зі швидкістю 100°/сек. Крім того, режим охолодження залежить від марки сталі, з якої виготовлений лист. За час проходження металевого листа через пристрій повинні відбутися всі процеси фазових перетворень металу, передбачені технологією термообробки. Металевий лист проходить через зони охолодження пристрою для загартування й одержує необхідну термообробку. В умовах зрослих те хнологічних можливостей сучасних прокатних станів і розширення товщинного діапазону одержуваної прокатної продукції виникає необхідність у термообробці тонкого листа. Термічно обробить тонкий лист на описаному пристрої не представляється можливим, тому що верхня й нижня межі швидкостей відбору тепла від листа визначені перерізом форсунок, що пропускають певний обсяг рідини, що забезпечує відбір тепла зі швидкістю від 20°/сек до 100°/сек. Виконати режим загартування листів товщиною менше 8мм, який реалізується при швидкості відбору тепла менше 20°/сек, не можливо, тобто описаний пристрій має обмежені технологічні можливості. Відсутність можливості зміни швидкості відбору тепла убік збільшення при обробці товстих листів приводить до необхідності зниження швидкості руху листа й зниження продуктивності прокатного стана. Вільне транспортування переднього кінця гарячого листа (особливо тонкого) у відрізку між останнім пічним роликом і першим роликом пристрою для термообробки може привести до втрати стійкості, що приведе до забурювання листа, до зупинки пристрою для усунення неполадок, що приводить до втрати продуктивності пристрою для охолодження. Крім того, вільне транспортування головної й хвостової частин листа приведе до жолоблення, що знизить якість готового продукту через невідповідність вимогам площинності на його кінцевих ділянках. Таким чином, до недоліків аналога варто віднести обмежені технологічні можливості пристрою, незадовільну його продуктивність і незадовільну якість готового листа на його кінцевих ділянках. За прототип обрана установка для загартування нагрітого металевого товстого листа [патент США №4149703, МПК C21D1/64], яка містить комплект верхніх і нижніх подавальних роликів, верхні й нижні щілинні колектори, верхні й нижні комплекти роликів, між якими розміщені колектори з форсунками для подачі охолодної рідини на поверхні товстого металевого листа. Ділянка з колекторами й форсунками умовно розділена на дві зони. Перша зона призначена для подачі гартівного середовища на поверхні листа під високим тиском у великому обсязі з високою швидкістю відбору тепла. Друга зона призначена для подачі гартівного середовища під значно 4 меншим тиском у значно меншому обсязі й нижчою швидкістю відбору тепла, ніж у першій зоні. Нижні ролики й колектори встановлені на нерухомій рамі, а верхні ролики й колектори встановлені на рамі з можливістю вертикального переміщення для настроювання зазорів між роликами. Зазор установлюється залежно від товщини оброблюваного листа. Конструкція містить бак із заслінкою, що втримує обсяг води з переливом наприкінці установки. У кожній зоні колектори мають форсунки для подачі охолодної рідини однакового перерізу й направляють гартівну рідину під кутом менш 90° у напрямку переміщення листа через установку. По зрівнянню з аналогом прототип має більш високу продуктивність завдяки наявності встановленого на вході щілинного охолодного пристрою, що дозволяє з більшою швидкістю відбирати температур у від товсто го листа. Завдяки наявності задавальних роликів, установлених у проміжку між останнім пічним роликом і першою парою роликів пристрою охолодження, стало можливим подавати передній і задній кінці гарячого листа в пристрій загартування без втрати стійкості, що сприяє одержанню листа з необхідними показниками площинності, у т.ч. і на кінцевих частинах, уникати витрат робочого часу на усунення неполадок у пристрої, що приведе в цілому до підвищення продуктивності пристрою. Для одержання заданих величин твердості високоміцних тонких листів товщиною близько 3мм із заданим рівнем механічних властивостей, необхідно подавати з форсунок колекторів на поверхні листа дозовані обсяги води, що забезпечує відбір тепла зі швидкістю в межах 8°/сек - 20°/сек, що неможливо реалізувати при наявності в колекторі форсунок з одним пропускним перерізом. Крім того, при загартуванні листів однієї товщини з різних марок сталей також необхідно виконувати відбір тепла з різними швидкостями, що неможливо виконати при однокамерних колекторах з форсунками одного пропускного перерізу. Таким чином, до недоліків прототипу варто віднести незадовільні технологічні можливості, зокрема, неможливість одержання високоміцного гарячекатаного листа із заданими механічними властивостями й необхідною структурою в широкому товщинному і марочному діапазонах. До основи корисної моделі поставлено завдання одержання високоміцного гарячекатаного листа із заданим рівнем механічних властивостей і структури в широкому марочному й товщинному сортаменті. Це завдання вирішується за рахунок технічного результату, який полягає в забезпеченні можливості регулювання швидкості охолодження гарячекатаних листів у широких межах. Для досягнення вищевказаного результату в пристрої для термообробки гарячекатаного листа, що включає верхній і нижній щілинні колектори, установлені за ними, верхні й нижні ролики з регульованим зазором для розміщення в ньому 5 26892 гарячекатаного листа й колектори з форсунками, розташовані у верхніх та нижніх міжроликових проміжках, відповідно до корисної моделі, колектори з форсунками виконані багатокамерними, при цьому вихідні перерізи форсунок однієї камери кожного колектора відмінні від ви хідних перерізів форсунок іншої камери того ж колектора. У результаті порівняльного аналізу пропонованого пристрою для термообробки гарячекатаного листа із прототипом установлено, що вони мають наступні загальні ознаки: - верхні й нижні щілинні колектори; - установлені за щілинними колекторами верхні й нижні ролики з регульованим зазором для розміщення в ньому гарячекатаного листа; - колектори з форсунками, розташовані у верхніх й нижніх міжроликових проміжках; а також відмінні ознаки: - виконання колекторів з форсунками багатокамерними; - виконання вихідних перерізів форсунок однієї камери кожного колектора відмінними від вихідних перерізів форсунок іншої камери того ж колектора. Таким чином, запропонований пристрій для термообробки гарячекатаного листа має нове конструктивне виконання вузлів і деталей, нові зв'язки вузлів і деталей, а також нове розміщення їх відносно один одного. Між відмінними ознаками й технічним результатом, що досягається, існує причиннонаслідковий зв'язок. Завдяки тому, що в пристрою змінено конструкції охолодних колекторів, а саме колектори виконані багатокамерними, зокрема, двокамерними з індивідуальною подачею води в кожну камеру й вихідні перерізи форсунок однієї камери кожного колектора відмінні від вихідних перерізів форсунок іншої камери того ж колектора, стало можливим забезпечити подачу різних обсягів води, забезпечити різну швидкість подачі води на поверхні листа відповідно до технологічних режимів загартування листів товщиною від 3мм до 40мм і різних марок сталей, й одержувати високоміцний гарячекатаний лист із заданим рівнем механічних властивостей і заданої структури в широкому товщинному і марочному сортаменті. Виключення з вищевказаної сукупності відмінних ознак хоча б одної з ознак не забезпечує досягнення технічного результату. Технічне рішення, що заявляється, не відомо з рівня техніки й тому воно є новим. Корисна модель, що заявляється, промислово застосована, тому що її технологічне й технічне виконання не представляє труднощів. По цьому технічному рішенню виконаний техно-робочий проект для роликової гартівної машини для термовідделення стана трио-Лаута 2150 Польща. Таким чином, рішенню, що заявляється, може бути надана правова охорона, тому що воно є новим й промислово застосованим, тобто відповідає критеріям корисної моделі. Корисна модель пояснюється кресленнями, на яких зображені: 6 Фіг.1 - загальний вид пристрою; Фіг.2 - місце А на Фіг.1. У пристрої для термообробки (Фіг.1) установлені послідовно транспортний ролик, дві пари приводних задавальних роликів 1, виконаних з можливістю регулювання зазору між ними залежно від товщини листа, що підлягає обробці, пари віджимних приводних роликів 2 для відсікання робочої рідини від суміжних вузлів, верхній щілинний колектор 3, установлений над нижнім щілинним колектором 4. За щілинними колекторами 3 й 4 установлені попарно у вертикальній площині нижні приводні ролики 5 і верхні приводні ролики 6. Верхні ролики 6 розміщені групами в касеті з можливістю вертикального переміщення на величину, що залежить від товщини оброблюваного листа, щодо нижніх роликів 5. До першої по ходу металу касети прикріплений верхній щілинний колектор 3. У проміжках між верхніми роликами 6 установлені верхні колектори 7, у проміжках між нижніми роликами 5 розміщені нижні колектори 8. Верхні колектори 7 і нижні колектори 8 - однотипні й кожний з них виконаний із двох камер, а саме: камери «Б» з форсункою 9 і камери «В» з форсункою 10 (Фіг.2). Колектори 7 й 8 установлені дзеркально щодо поверхні подачі листа. При цьому форсунки 9 камер «Б» кожного колектора 7 й 8 мають однаковий переріз, відмінний від перерізу форсунок 10 камер «В» тих же колекторів. Наприклад, форсунки 9 камер «Б» мають менші перерізи, ніж форсунки 10 камер «В», і при їхньому використанні відбір тепла від даного листа відбувається з меншою швидкістю, ніж при роботі з форсунками 10. Пристрій для термообробки гарячекатаного листа працює наступним чином. До початку роботи встаткування залежно від товщини листа установлюють зазори між роликами 1, віджимними роликами 2 і роликами 5 й 6. Для установки зазорів необхідної величини між верхнім щілинним колектором 3 і нижнім щілинним колектором 4, а також між роликами 5 і 6 касети із щілинним колектором 3 і з верхніми приводними роликами 6 переміщають щодо нижніх роликів 5 і фіксують у потрібному положенні. Пристрій працює таким чином. Для одержання високоміцного гарячекатаного листа товщиною менш 8мм із заданим рівнем механічних властивостей не передбачений великий відбір тепла з великою швидкістю, тому щілинні колектори 3 й 4 не включають. При обробці тонкого листа включають привода обертання роликів 5 й 6. З печі (на кресленнях не показаний) гарячий лист подається по транспортному ролику в зазор роликів 1, у зазор відтискних роликів 2 і далі проходить через зазор виключених щілинних колекторів 3 й 4. При подальшому переміщенні роликів 5 й 6 на місці інтенсивного охолодження на поверхні листа знизу й зверху впливають потоками води, які вийшли з форсунок 9 камер «Б» колекторів 7 й 8. На наступному місці менш інтенсивного охолодження на поверхні листа впливає вода з форсунок 9 або 10 камер «Б» або «В» 7 26892 (визначається відповідно до технології охолодження) колекторів 7 й 8. Через колектори 7 й 8 на поверхні листа подають менші об'єми води й відбирають тепло від листа з меншою швидкістю, величина якої визначається залежно від матеріалу листа і його товщини. При термообробці листів товщинами 8-40мм виконуються операції, аналогічні описаному вище, але при включених щілинних колекторах 3 й 4, коли на поверхні листа подається великий об'єм води в одиницю часу й відбирається тепло з високою швидкістю, обумовленою для кожного листа залежно від товщини, марки сталі, виходячи з умов одержання високоміцного гарячекатаного листа із заданим рівнем механічних властивостей. На місцях інтенсивного й менш інтенсивного охолодження для реалізації заданих температурних режимів загартування, що відповідають матеріалу листа, забирають воду з камер «Б» й «В» потрібної кількості й подають, на поверхні листа через відповідні форсунки 9 й 10, забезпечуючи відбір тепла від листа із заданою швидкістю. Таким чином, із усього вищевикладеного видно, що використання конструкції пристрою для термообробки гарячекатаного листа відповідно до конструкції, приведеної у формулі, стало можливим регулювати швидкості охолодження гарячекатаних листів у широких межах й одержувати високоміцний гарячекатаний лист із заданим рівнем механічних властивостей і структури в широкому марочному й товщинному сортаменті. 8
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for heat treatment of hot-rolled sheet
Автори англійськоюSukov Henadii Serhiiovych, Bilobrov Yurii Mykolaiovych, Kozhevnikov Heorhii Vasyliovych, Vakulenko Oleksandr Mykhailovych, Ivakhin Oleksandr Serhiiovych, Hrytsenko Serhii Anatoliovych, Ostapenko Arnold Leontiovych, Yehorov Mykola Tymofiiovych
Назва патенту російськоюУстройство для термообработки горячекатаного листа
Автори російськоюСуков Геннадий Сергеевич, Билобров Юрий Николаевич, Кожевников Георгий Васильевич, Вакуленко Александр Михайлович, Ивахин Александр Сергеевич, Гриценко Сергей Анатольевич, Остапенко Арнольд Леонтьевич, Егоров Николай Тимофеевич
МПК / Мітки
МПК: C21D 1/62
Мітки: листа, термообробки, пристрій, гарячекатаного
Код посилання
<a href="https://ua.patents.su/4-26892-pristrijj-dlya-termoobrobki-garyachekatanogo-lista.html" target="_blank" rel="follow" title="База патентів України">Пристрій для термообробки гарячекатаного листа</a>
Установка для відділення окалини з поверхні гарячекатаного дроту
Номер патенту: 30134
Опубліковано: 15.11.2000
Автори: Лобанов Олександр Іванович, Попов Євген Григорович, Хаустов Георгій Йосипович, Блощинський Григорій Павлович, Сергєєв Віктор Володимирович, Крилов Михайло Юрійович, Правдін Юрій Михайлович
МПК: B21C 43/00
Мітки: дроту, відділення, окалини, установка, гарячекатаного, поверхні
Формула / Реферат:
Установка для відділення окалини з поверхні гарячекатаного дроту, яка містить вертикально і горизонтально розташовані окалиноламаючі ролики, щітки, розміщені з можливістю повертання, і бункерзбірник, яка відрізняється тим, що щітки розміщені у приводній обоймі, вісь повертання котрої збігається з повздовжньою віссю установки, при цьому щітки мають циліндричну форму і розміщені у обоймі таким чином, що їх осі паралельні як між собою, так і осі...
Пристрій для згортання листа в трубу
Номер патенту: 16839
Опубліковано: 15.08.2006
Автори: Роганов Максим Львович, Роганов Лев Леонідович, Бігунов Олександр Олександрович
МПК: B21D 22/02, B21B 17/00
Мітки: трубу, пристрій, листа, згортання
Формула / Реферат:
Пристрій для згортання листа в трубу, що містить формувальний елемент, виконаний у вигляді скошеного циліндра, крізь який протягується лист, а зварювальний апарат встановлений безпосередньо на формувальному елементі, який відрізняється тим, що у формувальний елемент на вході введено ролик попереднього формування, а на виході встановлено додатковий калібр із зовнішнім діаметром, що дорівнює внутрішньому діаметру отримуваної труби.
Пристрій для термообробки довгомірних порожнистих циліндричних виробів
Номер патенту: 34155
Опубліковано: 15.05.2003
Автори: Ляшенко Віктор Михайлович, Галенко Василь Петрович, Пирогов Олександр Дмитрович, Рябець Микола Пантелеймонович, Шамонін Олександр Миколайович
МПК: C21D 1/62
Мітки: довгомірних, пристрій, порожнистих, циліндричних, термообробки, виробів
Формула / Реферат:
Пристрій для термообробки довгомірних порожнистих циліндричних виробів, що має вертикальну ванну з переливом і частково занурену в неї вертикальну підвіску, до якої підключені трубопровід охолоджуючої рідини, бак для зливання гарячої рідини і трубопровід стиснутого повітря, при цьому в верхній частині пристрою є основа, на якій встановлений конус, спряжений з несучим конусом захвата виробу, який відрізняється тим, що підвіска включає механізм...
Спосіб і пристрій для контрольованої правки і охолоджування металевого листового прокату, особливо сталевої стрічки або сталевого листа, що виходить зі стану гарячої прокатки
Номер патенту: 77241
Опубліковано: 15.11.2006
Автори: Демель Роман, Шмідт Дірк, Хорн Герхард, Матієс Андреас
МПК: C21D 9/573, C21D 8/02
Мітки: листового, особливої, гарячої, виходить, прокату, пристрій, охолоджування, спосіб, сталевого, контрольованої, правки, листа, прокатки, сталевої, металевого, стану, стрічки
Формула / Реферат:
1. Спосіб контролювання правки і охолоджування металевого листового прокату, особливо сталевої стрічки або сталевого листа, що виходить зі стану гарячої прокатки, із застосуванням відтискних роликів, встановлених в напрямку руху вказаного прокату позаду тягових подвійних роликів, внаслідок дії яких створюється натягнення, діюче в повздовжньому напрямі, який відрізняється тим, що металевий листовий прокат переміщують між машиною попередньої...
Пристрій для формування виробів з листа термопласту
Номер патенту: 632
Опубліковано: 16.10.2000
Автори: Литвиненко Володимир Олександрович, Глаголєв Сергій Євгенович, Смирнова Валентина Семенівна, Свєчкін Юрій Федорович, Литвиненко Олександр Васильович, Коваль Микола Іванович
МПК: B29C 51/10
Мітки: термопласту, виробів, листа, формування, пристрій
Формула / Реферат:
1. Пристрій для формування виробів з листа термопласту, який містить установлені співвісно з можливістю вертикального зворотньо-поступального переміщення відносно одна одної матрицю з порожниною і отворами для проходження повітря і пневмокамеру з порожниною, лінійні розміри нижньої основи якої відповідають лінійним розмірам верхньої основи порожнини матриці, а також горизонтальну плиту нагрівання, що обернена нижньою основою до порожнини...
Попередній патент: Спосіб розміщення волосини у склі годинника
Наступний патент: Спосіб лікування ендемічного зобу
Випадковий патент: Лампа на основі світлодіодного модуля acrich2 комбінована