Спосіб виготовлення верхньої кришки для пральної машини
Формула / Реферат
1. Спосіб виготовлення верхньої кришки для пральної машини, при якому пластину з деревностружкової плити (ДСП) з ламінованим покриттям поміщують в прес-форму і сполучають по контуру з окантувальною рамкою, виконуваною з литтєвого полімерного матеріалу, з'єднувальним профілем, виконаним на внутрішньому контурі окантувальної рамки, в процесі лиття під тиском, з'єднувальний профіль охоплює торці і краї верхньої і нижньої поверхонь пластини з ДСП з ламінованим покриттям і готову верхню кришку для пральної машини витягують з прес-форми, який відрізняється тим, що пластину з ДСП з ламінованим покриттям заздалегідь очищують і на торці наносять захисний або зв'язуючий матеріал або їх суміш, потім розміщують пластину з ДСП з ламінованим покриттям в заздалегідь нагріту до температури від 50 °C до 80 °C прес-форму і здійснюють лиття окантувальної рамки під тиском від 400 до 600 бар, з'єднувальний профіль, що при цьому утворюється, виконують глибиною від 0,1 до 1,5 товщини пластини з ДСП з ламінованим покриттям, а нижню полицю з'єднувального профілю виконують товщиною, рівною не менше 0,2 товщини пластини з ДСП з ламінованим покриттям, після чого верхню кришку для пральної машини витримують в прес-формі протягом не менше 50 секунд і витягують її з прес-форми.
2. Спосіб за п. 1, який відрізняється тим, що пластина з ДСП з ламінованим покриттям має товщину від 6 до 16 мм.
3. Спосіб за п. 1, який відрізняється тим, що окантувальну рамку виконують з литтєвого полімерного матеріалу - АБС пластику або поліпропілену.
4. Спосіб за п. 1, який відрізняється тим, що пластину з ДСП з ламінованим покриттям очищують механічним або повітряним шляхом.
5. Спосіб за п. 1, який відрізняється тим, що як захисний матеріал використовують лак або фарбу, або ґрунтовку, а як зв'язуючий матеріал - клей.
6. Спосіб за п. 1, який відрізняється тим, що матеріал, нанесений на торці пластини з ДСП з ламінованим покриттям, висушують.
Текст
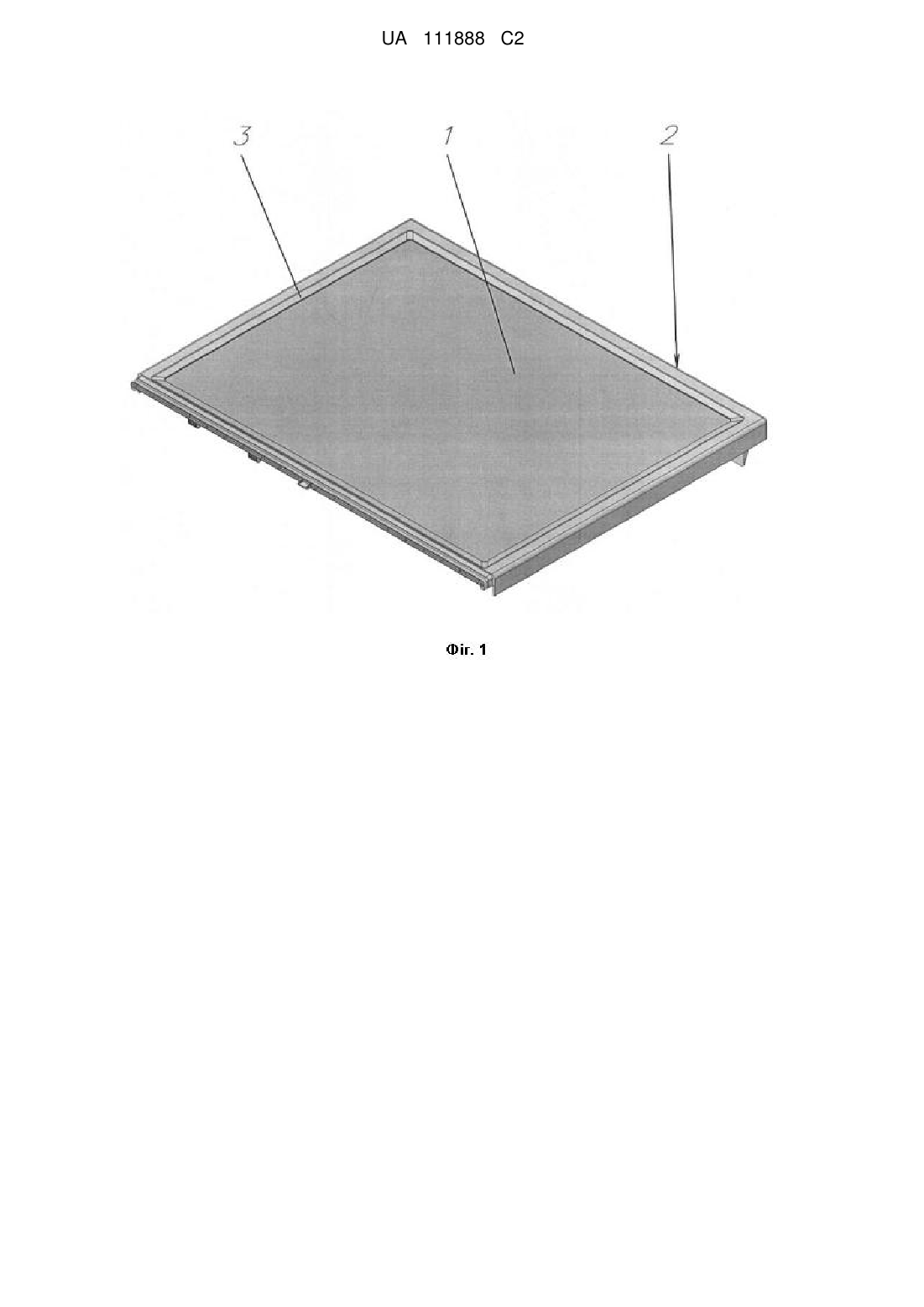
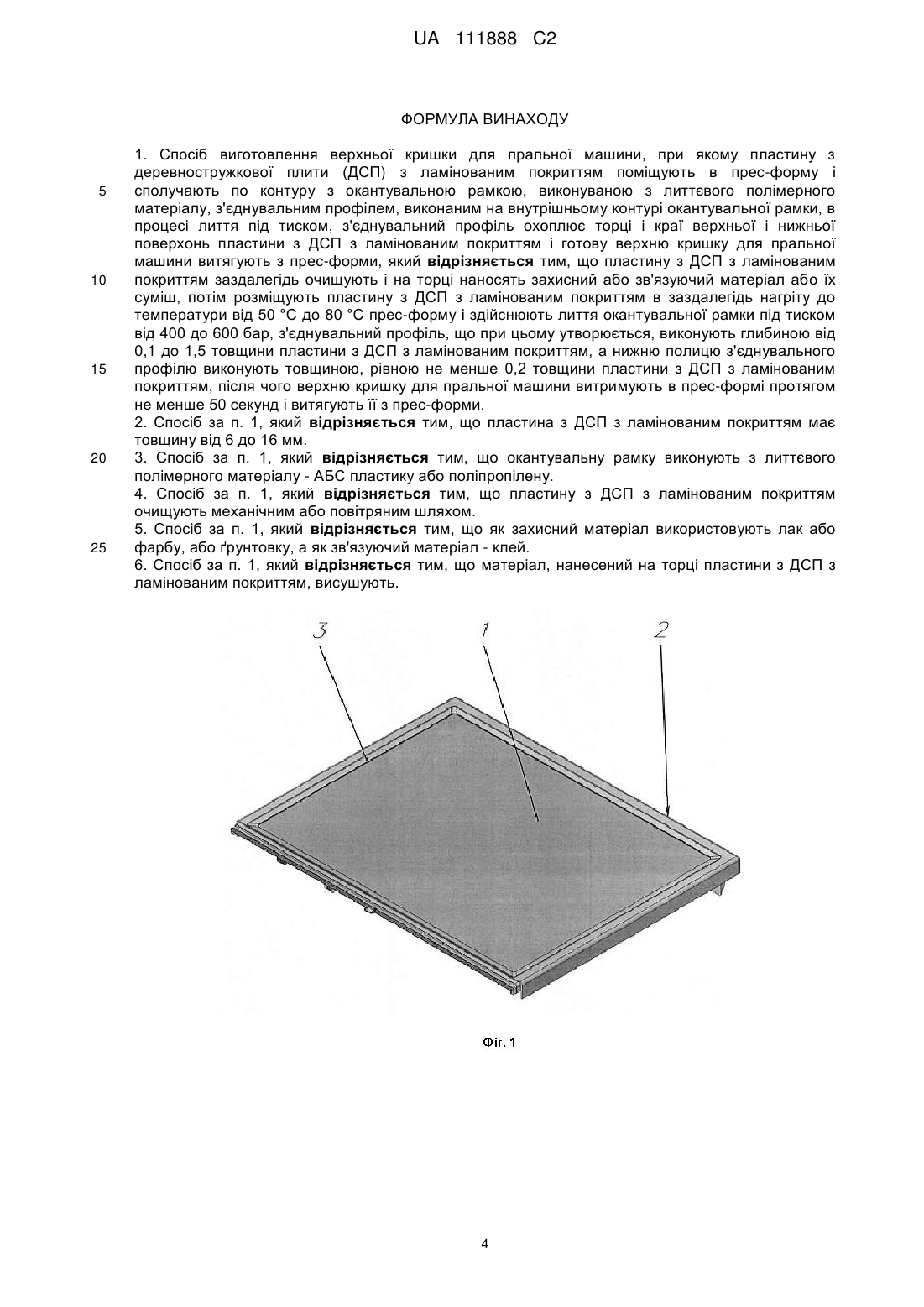
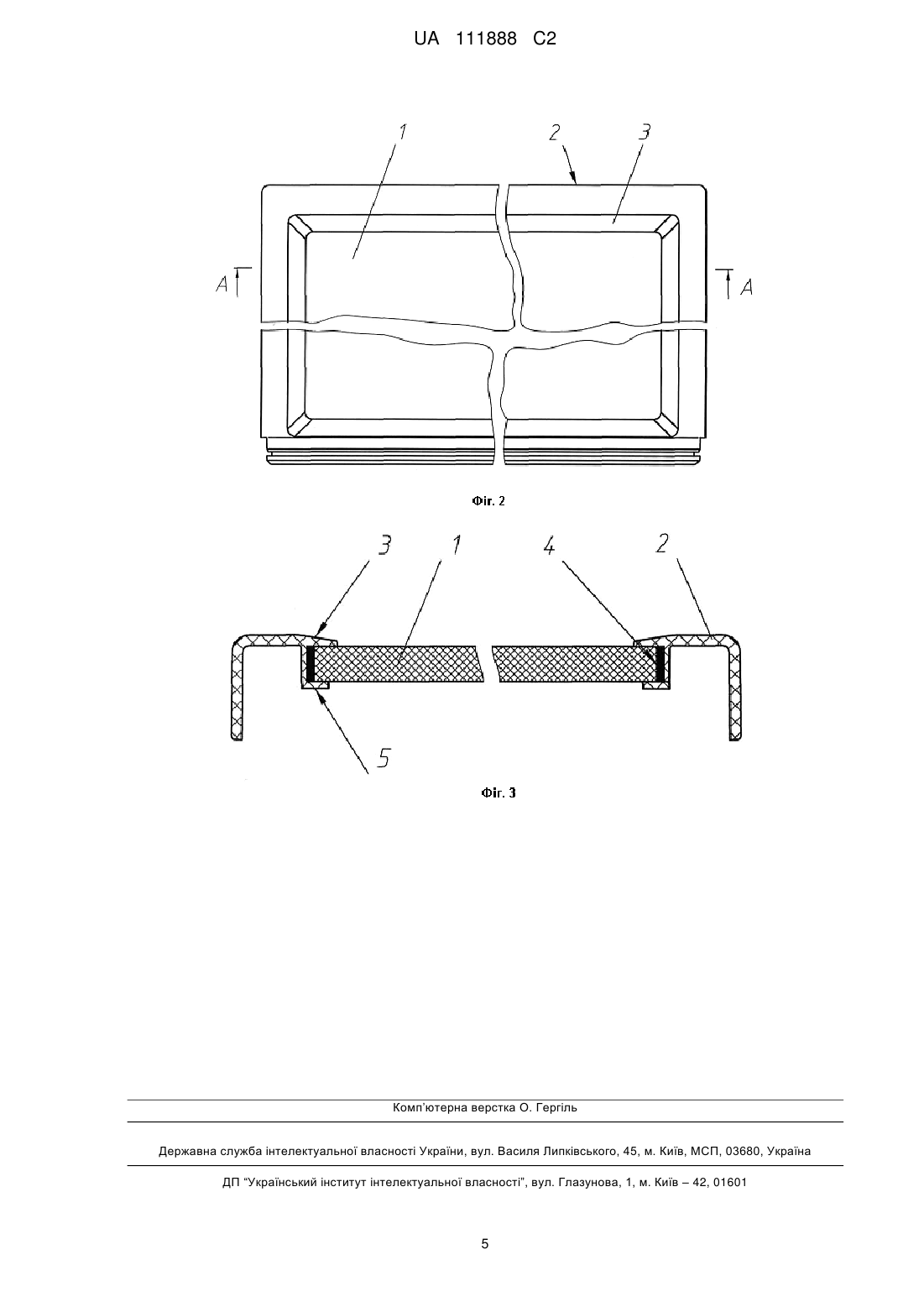
Реферат: Спосіб виготовлення верхньої кришки для пральної машини, згідно з яким пластину з деревностружкової плити (ДСП) з ламінованим покриттям поміщають в прес-форму і сполучають по контуру з окантувальною рамкою, виконаною з литтєвого полімерного матеріалу, з'єднувальним профілем, виконаним на внутрішньому контурі окантувальної рамки. Пластину з ДСП заздалегідь очищують і на торець наносять захисний або зв'язуючий матеріал або їх суміш. Розміщують пластину з ДСП в заздалегідь нагріту до температури від 50 °C до 80 °C прес-форму і здійснюють лиття окантувальної рамки під тиском від 400 до 600 бар. Утворюваний з'єднувальний профіль виконують глибиною від 0,1 до 1,5 товщини пластини з ДСП. Нижню полицю з'єднувального профілю виконують товщиною, рівною не менше 0,2 товщини пластини з ДСП. Кришку витримують в прес-формі протягом не менше 50 секунд і витягують її з прес-форми. Технічним результатом, на який спрямовано винахід, є забезпечення затікання литтєвого матеріалу в пори і відколи пластини з ДСП, підвищення продуктивності і терміну експлуатації, запобігання відриву частинок деревностружкового матеріалу від пластини ДСП, зниження деформації. UA 111888 C2 (12) UA 111888 C2 UA 111888 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до способів виготовлення верхньої кришки для пральної машини, а також придатний для виготовлення кришок побутових пристроїв, зокрема кришок посудомийних машин. Відомий спосіб виготовлення стільниць, який полягає в тому, що беруть дві концентричні окантувальних рамки і між ними встановлюють пластину з деревностружкової плити (ДСП). Зовнішня окантувальна рамка призначена для дизайнерського оформлення, а внутрішня окантувальна рамка містить виступи і затискачі для фіксації пластини з ДСП і окантувальних рамок між собою. По краях верхньої і нижньої поверхонь пластини з ДСП і окантувальної рамки вставляється гнучка ізолююча прокладка [1]. Недоліком даного способу є те, що гнучка ізолююча прокладка не забезпечує надійну герметизацію торців пластини з ДСП від можливого попадання рідини або парів рідини, що приводить до розбухання пластини. Відомий спосіб виготовлення стільниці для пральних машин, який полягає у тому, що пластину з ДСП вставляють в паз гнучкої окантувальної рамки. Паз окантувальної рамки, розташований на внутрішньому контурі окантувальної рамки, виконаний ширше, ніж габаритні розміри пластини з ДСП. Потім через отвори в нижній полиці паза окантувальної рамки уприскують герметизуючий матеріал (наприклад, на основі силікону) між торцями пластини з ДСП і внутрішньою поверхнею паза [2]. Таке виготовлення верхньої кришки для пральної машини також не забезпечує герметичність торців пластини з ДСП, вимагає додаткового устаткування і оснащення, що приводить до збільшення енерговитрат і трудомісткості процесу виготовлення, збільшенню матеріаломісткості, зниженню якості і продуктивності. Найближчим до запропонованого є спосіб виготовлення верхньої кришки для пральної машини, при якому пластину з ДСП з ламінованим покриттям поміщають в прес-форму і потім сполучають з'єднувальним профілем з окантувальною рамкою, виконаною з литтєвого полімерного матеріалу, в процесі лиття окантувальної рамки під тиском. З'єднувальний профіль своїми полицями охоплює по контуру торці, верхні і нижні краї поверхні пластини з ДСП з ламінованим покриттям [3]. Даний спосіб виготовлення верхньої кришки для пральної машини близький по суті до способу, що заявляється, але при відомих параметрах лиття під тиском не забезпечує заповнення відколів і пор на поверхнях і торцях пластини з ДСП, утворених при виготовленні розпилюванням пластини ДСП з ламінованим покриттям. В процесі експлуатації можливе проникнення в пластину з ДСП парів рідини через мікронерівності, відколи та пори, що призводить до набухання пластини з ДСП і зменшення терміну її експлуатації. Крім того, при дії на пластину з ДСП розплаву полімерного матеріалу, в процесі лиття окантувальної рамки, відбувається відрив частинок деревностружкового матеріалу з поверхонь і торців, винесення їх на лицьову поверхню окантувальної рамки, що призводить до зниження виходу придатних виробів. Унаслідок того, що кришка має великі габаритні розміри, а при охолодженні литтєвого матеріалу виникають значні усадки, це призводить до деформації (викривленню і скручуванню) пластини з ДСП і окантувальної рамки. Задачею даного винаходу є підвищення якості і зменшення браку при виготовленні верхньої кришки для пральної машини. Технічним результатом, на який спрямовано винахід, є забезпечення затікання литтєвого матеріалу в пори і відколи пластини з ДСП з ламінованим покриттям, підвищення продуктивності і терміну експлуатації, запобігання відриву частинок деревностружкового матеріалу від пластини з ДСП з ламінованим покриттям, зниження деформації. Вказаний технічний результат досягається тим, що спосіб виготовлення верхньої кришки для пральної машини, при якому пластину з ДСП з ламінованим покриттям поміщають в пресформу і сполучають по контуру з окантувальної рамкою, виконуваною з литтєвого полімерного матеріалу, з'єднувальним профілем, виконаним на внутрішньому контурі окантувальної рамки, в процесі лиття під тиском, з'єднувальний профіль охоплює торці і краї верхньої і нижньої поверхонь пластини з ДСП з ламінованим покриттям і готову верхню кришку для пральної машини витягують з прес-форми, згідно з винаходом, пластину з ДСП з ламінованим покриттям заздалегідь очищають і на торці наносять захисний або зв'язуючий матеріал або їх суміш, потім розміщують пластину з ДСП з ламінованим покриттям в заздалегідь нагріту до температури від 50 °C до 80 °C прес-форму і здійснюють лиття окантувальної рамки під тиском від 400 до 600 бар, з'єднувальний профіль, що при цьому утворюється, виконують глибиною від 0,1 до 1,5 товщини пластини з ДСП з ламінованим покриттям, а нижню полицю з'єднувального профілю виконують товщиною, рівною не менше 0,2 товщини пластини з ДСП з ламінованим покриттям, 1 UA 111888 C2 5 10 15 20 25 30 35 40 45 50 55 потім верхню кришку для пральної машини витримують в прес-формі протягом не менше 50 секунд і витягують її з прес-форми. Окрім цього: пластина з ДСП з ламінованим покриттям має товщину від 6 до 16 мм; окантувальну рамку виконують з литтєвого полімерного матеріалу - АБС пластику або поліпропілену; пластину з ДСП з ламінованим покриттям очищають механічним або повітряним шляхом; як захисний матеріал використовують лак або фарбу, або ґрунтовку, а як зв'язуючий матеріал - клей; матеріал, нанесений на торці пластини з ДСП з ламінованим покриттям, висушують. Вказані ознаки є суттєвими і взаємозв'язаними з утворенням стійкої сукупності ознак, достатньої для отримання вказаного технічного результату, у тому числі: розміщення пластини з ДСП з ламінованим покриттям в прес-формі і з'єднання її по контуру з окантувальною рамкою, виконуваною з литтєвого полімерного матеріалу, з'єднувальним профілем, виконаним на внутрішньому контурі окантувальної рамки, в процесі лиття під тиском. При цьому з'єднувальний профіль охоплює торці і краї верхньої і нижньої поверхонь пластини з ДСП з ламінованим покриттям. Попереднє очищення і нанесення на торці захисного або зв'язуючого матеріалу або їх суміші. Перераховані ознаки запобігають відриву частинок деревностружкового матеріалу з торців пластини з ДСП з ламінованим покриттям в процесі лиття під тиском АБС пластика або поліпропілену, що виключає винесення частинок деревностружкового матеріалу на лицьову поверхню окантувальної рамки; розміщення пластини з ДСП з ламінованим покриттям в заздалегідь нагріту до температури від 50 °C до 80 °C прес-форму значно зменшує час витримки в прес-формі, підвищує продуктивність; здійснення процесу лиття окантувальної рамки під тиском від 400 до 600 бар забезпечує затікання литтєвого матеріалу в мікронерівності, відколи, пори торців пластини з ДСП з ламінованим покриттям, тим самим підвищуючи якість кришки; виконання з'єднувального профілю глибиною від 0,1 до 1,5 товщини пластини з ДСП з ламінованим покриттям, а нижньої полиці з'єднувального профілю висотою, рівною не менше 0,2 товщини пластини з ДСП з ламінованим покриттям, дозволяє підвищити довговічність кришки, запобігаючи попаданню парів рідини в деревний матеріал пластини з ДСП з ламінованим покриттям, зберігаючи задані міцнісні характеристики; витримка виготовленої верхньої кришки для пральної машини в прес-формі протягом не менше 50 секунд виключають викривлення і здуття окантувальної рамки, забезпечує її якісну поверхню, зокрема, блиск окантувальної рамки і відсутність стягувань. Вищезазначена суть заявленого винаходу, пояснюється кресленнями, представленими на фігурах 1-3: на фіг. 1 в перспективному зображенні представлена верхня кришка для пральної машини вигляд зверху; на фіг. 2 - вигляд зверху; на фіг. 3 - переріз А-А на фіг. 1. Верхня кришка для пральної машини містить: пластину 1 з ДСП з ламінованим покриттям, окантувальну 2 рамку, виконану з литтєвого полімерного матеріалу, з'єднувальний 3 профіль окантувальної 2 рамки, захисний або зв'язуючий матеріал або їх суміш 4. Спосіб виготовлення верхньої кришки для пральної машини здійснюють таким чином. Попередньо виготовлену розпилюванням пластину 1 з ДСП з ламінованим покриттям перед закладкою в прес-форму очищають від частинок деревностружкового матеріалу, які після розпилювання знаходяться на пластині 1 з ДСП з ламінованим покриттям і її торцях. Потім на торці пластини 1 з ДСП з ламінованим покриттям наносять захисний або зв'язуючий матеріал або їх суміш 4. Після цього закладають пластину 1 з ДСП з ламінованим покриттям в заздалегідь нагріту від 50 °C до 80 °C прес-форму (в строго визначене місце), що складається з нерухомої і рухомої півматриць, встановлену на ливарній машині (на кресленні не показано). Замикають прес-форму і уприскують литтєвий полімерний матеріал - АБС пластик або поліпропілен. Сполучають по контуру пластину 1 з ДСП з ламінованим покриттям з окантувальною 2 рамкою шляхом охоплення з'єднувальним 3 профілем торців і країв верхньої і нижньої поверхонь пластини 1 з ДСП з ламінованим покриттям в процесі лиття окантувальної 2 рамки під тиском від 400 до 600 бар. При цьому, з'єднувальний профіль 3, що утворюється, виконують глибиною від 0,1 до 1,5 товщини пластини 1 з ДСП з ламінованим покриттям, а нижню полицю 5 з'єднувального 3 профілю виконують висотою, рівною не менше 0,2 товщина 2 UA 111888 C2 5 10 15 20 25 30 35 40 45 50 пластини 1 з ДСП з ламінованим покриттям. Потім виготовлену верхню кришку для пральної машини витримують в прес-формі протягом не менше 50 секунд і витягують з неї. Пластина 1 з ДСП з ламінованим покриттям має товщину від 6 до 16 мм окантувальну 2 рамку виготовляють з АБС пластику або поліпропілену. Пластину 1 з ДСП з ламінованим покриттям очищають механічним або повітряним шляхом. Як захисний матеріал, нанесений на торці пластини 1 з ДСП з ламінованим покриттям, використовують лак або фарбу, або ґрунтовку, а як зв'язуючий матеріал - клей. Матеріал, нанесений на торці пластини з ДСП, висушують. Приклад здійснення способу Беруть пластину 1 з ДСП з ламінованим покриттям з габаритними розмірами 500 на 300 мм і завтовшки 10 мм, очищають, включаючи торці, від деревностружкових частинок шляхом відсмоктування пилососом. Наносять на торці захисний матеріал 4 (швидковисихаючий лак) і для зручності подальшої роботи з пластиною 1 з ДСП з ламінованим покриттям захисний матеріал 4 висушують. Розміщують пластину 1 з ДСП з ламінованим покриттям в прес-формі (на кресленні не показано), заздалегідь нагрітій до температури від 50 °C до 80 °C, в точно встановлене місце. Змикають прес-форму і уприскують в прес-форму розплав АБС пластику, температура якого в зоні сопла складає 270 °C. Відливають окантувальну 2 рамку під тиском 400 бар, сполучаючи окантувальну 2 рамку з пластиною 1 з ДСП з ламінованим покриттям з'єднувальним 3 профілем. З'єднувальний 3 профіль охоплює по контуру торці і краї верхньої і нижньої поверхонь пластини 1 з ДСП з ламінованим покриттям. З'єднувальний профіль 3, що утворюється, виконують глибиною від 0,1 до 1,5 товщини пластини 1 з ДСП з ламінованим покриттям. Нижню 5 полицю з'єднувального 3 профілю виконують висотою, рівною не менше 0,2 товщини пластини 1 з ДСП з ламінованим покриттям. Витримують виготовлену верхню кришку для пральної машини в прес-формі протягом не менше 50 секунд і готову верхню кришку для пральної машини витягують з прес-форми. Таким же чином виготовляють верхню кришку для пральної машини, використовуючи різні матеріали, комбінації матеріалів і режими лиття: використовують пластину 1 з ДСП з ламінованим покриттям, товщиною від 6 до 16 мм; окантувальну рамку 2 виконують з литтєвого полімерного матеріалу - АБС пластику або поліпропілену; торці пластини 1 з ДСП з ламінованим покриттям покривають захисним або зв'язуючим матеріалом або сумішшю в будь-якому процентному співвідношенні захисного і зв'язуючого матеріалів; як захисний матеріал використовують лак або фарбу, або ґрунтовку. Як зв'язуючий матеріал використовують клей; відливають окантувальну 2 рамку під тиском від 400 до 600 бар; зв'язуючий 3, що утворюється, профіль виконують глибиною від 0,1 до 1,5 товщини пластини 1 з ДСП з ламінованим покриттям, а нижню 5 полицю з'єднувального 3 профілю виконують товщиною, рівною не менше 0,2 товщини пластини з ДСП з ламінованим покриттям; витримують в прес-формі впродовж не менше 50 секунд і готову верхню кришку для пральної машини витягують з прес-форми. Проведені випробування способу виготовлення верхньої кришки для пральної машини показали, що лиття окантувальної 2 рамки і з'єднання їїз пластиною 1 з ДСП з ламінованим покриттям під тиском від 400 до 600 бар в прес-формі, забезпечує затікання литтєвого матеріалу в пори і відколи пластини 1 з ДСП з ламінованим покриттям, підвищує продуктивність і термін експлуатації, запобігає відриву частинок деревностружкового матеріалу від пластини 1 з ДСП з ламінованим покриттям, знижує викривлення верхньої кришки для пральної машини. Виготовлення верхньої кришки для пральної машини під тиском менше 400 бар в пресформі не забезпечує високий виробничий вихід готового виробу, оскільки такий тиск недостатній для якісного формування виробу і затікання литтєвого матеріалу в мікронерівності, відколи, пори торців пластини 1 з ДСП з ламінованим покриттям. Виготовлення верхньої кришки для пральної машини під тиском більше 600 бар в прес-формі також не забезпечує високу якість і високий виробничий вихід готового виробу, оскільки при такому тиску відбувається деформація крайових поверхонь пластини 1 з ДСП з ламінованим покриттям. 55 Джерела інформації: 1. Заявка на винахід ЕР 0672368. 2. Заявка на винахід GB 2330524. 3. Заявка на винахід ЕР 1544346. 60 3 UA 111888 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 1. Спосіб виготовлення верхньої кришки для пральної машини, при якому пластину з деревностружкової плити (ДСП) з ламінованим покриттям поміщують в прес-форму і сполучають по контуру з окантувальною рамкою, виконуваною з литтєвого полімерного матеріалу, з'єднувальним профілем, виконаним на внутрішньому контурі окантувальної рамки, в процесі лиття під тиском, з'єднувальний профіль охоплює торці і краї верхньої і нижньої поверхонь пластини з ДСП з ламінованим покриттям і готову верхню кришку для пральної машини витягують з прес-форми, який відрізняється тим, що пластину з ДСП з ламінованим покриттям заздалегідь очищують і на торці наносять захисний або зв'язуючий матеріал або їх суміш, потім розміщують пластину з ДСП з ламінованим покриттям в заздалегідь нагріту до температури від 50 °C до 80 °C прес-форму і здійснюють лиття окантувальної рамки під тиском від 400 до 600 бар, з'єднувальний профіль, що при цьому утворюється, виконують глибиною від 0,1 до 1,5 товщини пластини з ДСП з ламінованим покриттям, а нижню полицю з'єднувального профілю виконують товщиною, рівною не менше 0,2 товщини пластини з ДСП з ламінованим покриттям, після чого верхню кришку для пральної машини витримують в прес-формі протягом не менше 50 секунд і витягують її з прес-форми. 2. Спосіб за п. 1, який відрізняється тим, що пластина з ДСП з ламінованим покриттям має товщину від 6 до 16 мм. 3. Спосіб за п. 1, який відрізняється тим, що окантувальну рамку виконують з литтєвого полімерного матеріалу - АБС пластику або поліпропілену. 4. Спосіб за п. 1, який відрізняється тим, що пластину з ДСП з ламінованим покриттям очищують механічним або повітряним шляхом. 5. Спосіб за п. 1, який відрізняється тим, що як захисний матеріал використовують лак або фарбу, або ґрунтовку, а як зв'язуючий матеріал - клей. 6. Спосіб за п. 1, який відрізняється тим, що матеріал, нанесений на торці пластини з ДСП з ламінованим покриттям, висушують. 4 UA 111888 C2 Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори російськоюШафаренко Константин Анатольевич
МПК / Мітки
МПК: B29C 45/14, D06F 39/12, D06F 39/14, B29C 43/18
Мітки: виготовлення, кришки, машини, спосіб, верхньої, пральної
Код посилання
<a href="https://ua.patents.su/7-111888-sposib-vigotovlennya-verkhno-krishki-dlya-pralno-mashini.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення верхньої кришки для пральної машини</a>
Верхня кришка для пральної машини
Номер патенту: 111887
Опубліковано: 24.06.2016
Автор: Шафаренко Константін Анатольєвіч
МПК: D06F 39/12, D06F 39/14
Мітки: пральної, кришка, верхня, машини
Формула / Реферат:
1. Верхня кришка для пральної машини, що містить пластину з деревностружкової плити (ДСП) з ламінованим покриттям і окантувальну рамку, виконану з литтєвого полімерного матеріалу у вигляді суцільнолитої деталі шляхом її лиття в прес-формі під тиском, окантувальна рамка жорстко сполучена з пластиною з ДСП з ламінованим покриттям по контуру П-подібним з’єднувальним профілем, виконаним на внутрішньому контурі окантувальної рамки, знизу...
Верхня кришка для пральної машини
Номер патенту: 98755
Опубліковано: 12.05.2015
Автор: Шафарєнко Константін Анатольєвіч
МПК: D06F 39/00
Мітки: пральної, верхня, кришка, машини
Формула / Реферат:
1. Верхня кришка для пральної машини, що містить пластину з деревностружкової плити з ламінуючим покриттям і окантовувальну рамку, виконану з литого полімерного матеріалу у вигляді суцільнолитої деталі шляхом її литва в прес-формі під тиском, окантовувальна рамка жорстко сполучена з пластиною з деревностружкової плити з ламінуючим покриттям по контуру П-подібним зв'язуючим профілем, виконаним на внутрішньому контурі окантовувальної рамки,...
Пристрій для водопостачання і водовідведення до автоматичної пральної машини

Номер патенту: 10648
Опубліковано: 15.11.2005
Автор: Скоробогатько Володимир Олександрович
МПК: D06F 39/08
Мітки: машини, пральної, автоматичної, пристрій, водопостачання, водовідведення
Формула / Реферат:
Пристрій для водопостачання і водовідведення до автоматичної пральної машини (АПМ), що містить резервуар для зберігання чистої води, до вихідного отвору якого приєднаний вхід всмоктувального шланга, обладнаного фільтром, який відрізняється тим, що пристрій додатково містить бак для чистої води, бак для використаної води, резервуар для зберігання використаної води і гідроакумулятор, при цьому вихід всмоктувального шланга через фільтр,...
Резервуар пральної машини, оснащений зовнішньою зміцнювальною кришкою на нижній стінці
Номер патенту: 97265
Опубліковано: 25.01.2012
Автори: Манчіні Стефано, Пардіні Сімон, Пертікара Джузеппе, Бачеллі Джанфранко
МПК: D06F 37/00
Мітки: зміцнювальною, машини, оснащений, резервуар, стінці, зовнішньою, нижній, кришкою, пральної
Формула / Реферат:
1. Резервуар пральної машини, який включає: циліндричну в цілому структуру (1), утворену шляхом формування з пластичного матеріалу, призначену для вміщення обертального металевого барабана, причому вищезгадана циліндрична структура (1) має рівну нижню стінку (2) з центральним отвором (2а), та кришку (3), яка точно входить у контакт і постійно фіксується на вищезгаданій нижній стінці (2) циліндричної структури (1), причому вищезгадана кришка...
Спосіб експлуатації пральної машини
Номер патенту: 100818
Опубліковано: 25.01.2013
Автори: Хонг Моон Хеє, Кім Воо Йоунг, ЧОІ БІУНГ КЕОЛ, Воо Кіунг Чул, Ох Соо Йоунг, ІМ МІОНГ ХУН
МПК: D06F 21/00
Мітки: пральної, машини, експлуатації, спосіб
Формула / Реферат:
1. Спосіб експлуатації пральної машини, що має обертовий барабан, згідно з яким:обертають барабан в першому напрямку з першим числом обертів на хвилину;обертають барабан у другому напрямку з другим числом обертів на хвилину, яке перевищує перше число обертів на хвилину; іобертають барабан в третьому напрямку з третім числом обертів на хвилину, яке перевищує друге число обертів на хвилину,при цьому при обертанні...
Попередній патент: Верхня кришка для пральної машини
Наступний патент: Спосіб діагностики одонтогенних запальних захворювань щелепно-лицевої області
Випадковий патент: Спосіб покращення старовікових зрошуваних культурних пасовищ