Спосіб закупорювання скляної тари системи “твіст-офф” за допомогою машини для закупорювання скляної тари системи “твіст-офф”
Номер патенту: 112479
Опубліковано: 12.09.2016
Автори: Хода Євген Григорович, Хода Вадим Євгенович, Хода Олег Євгенович, Хода Зоя Федорівна
Формула / Реферат
1. Спосіб закупорювання скляної тари системи "Твіст-Офф" за допомогою машини для закупорювання скляної тари системи "Твіст-Офф", який включає виконання таких операцій, як приймання скляної тари системи "Твіст-Офф" на конвеєр машини для закупорювання скляної тари системи "Твіст-Офф", затискання цієї тари ременями від прокручування і перекидання, встановлення на горловину скляної тари системи "Твіст-Офф" кришки "Твіст-Офф", попереднє прокручування кришки на горловині тари, остаточне прокручування кришки "Твіст-Офф" на горловині скляної тари системи "Твіст-Офф" за допомогою роликів, периферія яких покрита гумою, при цьому один з цих роликів по своїй лінійній швидкості випереджає лінійну швидкість конвеєра зі скляною тарою, а другий ролик відстає від цієї швидкості, створюючи так званий "Твіст-ефект" і остаточне закупорювання скляної тари системи "Твіст-Офф", який відрізняється тим, що остаточне закупорювання скляної тари системи "Твіст-Офф" здійснюється за допомогою конічних роликів з периферією, покритою гумою.
2. Спосіб за п. 1, який відрізняється тим, що конус роликів для остаточного закупорювання скляної тари системи "Твіст-Офф" має кут при вершині a=90°.
3. Спосіб за п. 1, який відрізняється тим, що ролики для остаточного закупорювання скляної тари системи "Твіст-Офф" встановлюють під кутом b=45° до площини горловини скляної тари, кришки і конвеєра машини для закупорювання скляної тари системи "Твіст-Офф".
4. Спосіб за п. 1, який відрізняється тим, що співвідношення діаметрів конічних роликів D1/d1 дорівнює співвідношенню діаметрів кришки D2/d2, причому
D2=D1 і складає максимум 130 мм,
d2=d1 і складає щонайменше 20 мм,
H=1,0…2,0 мм,
де D1 - більший діаметр ролика, d1 - менший діаметр ролика, D2 - більший діаметр кришки "Твіст-Офф", d2 - менший діаметр кришки "Твіст-Офф", Н - зазор між роликами.
Текст
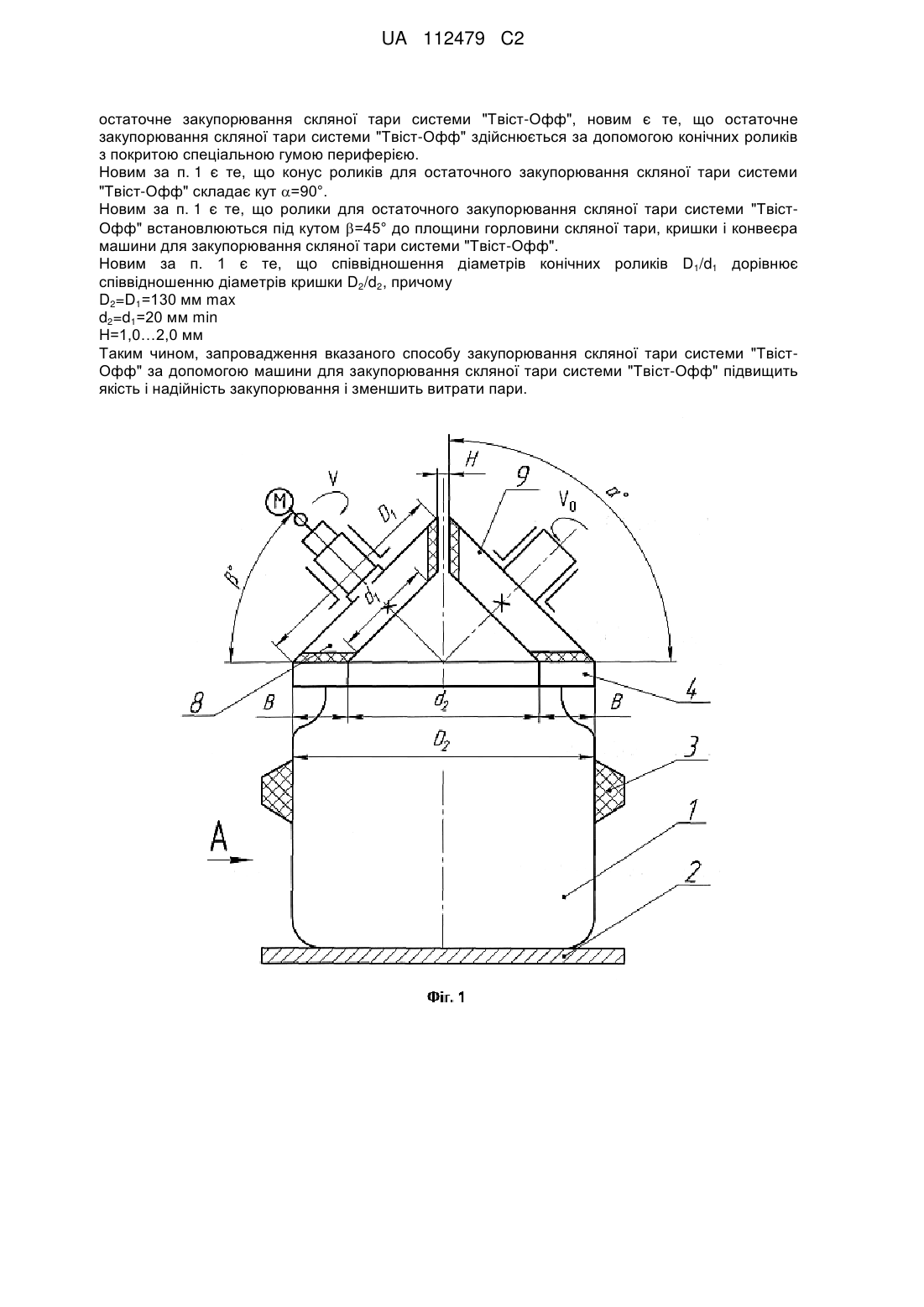
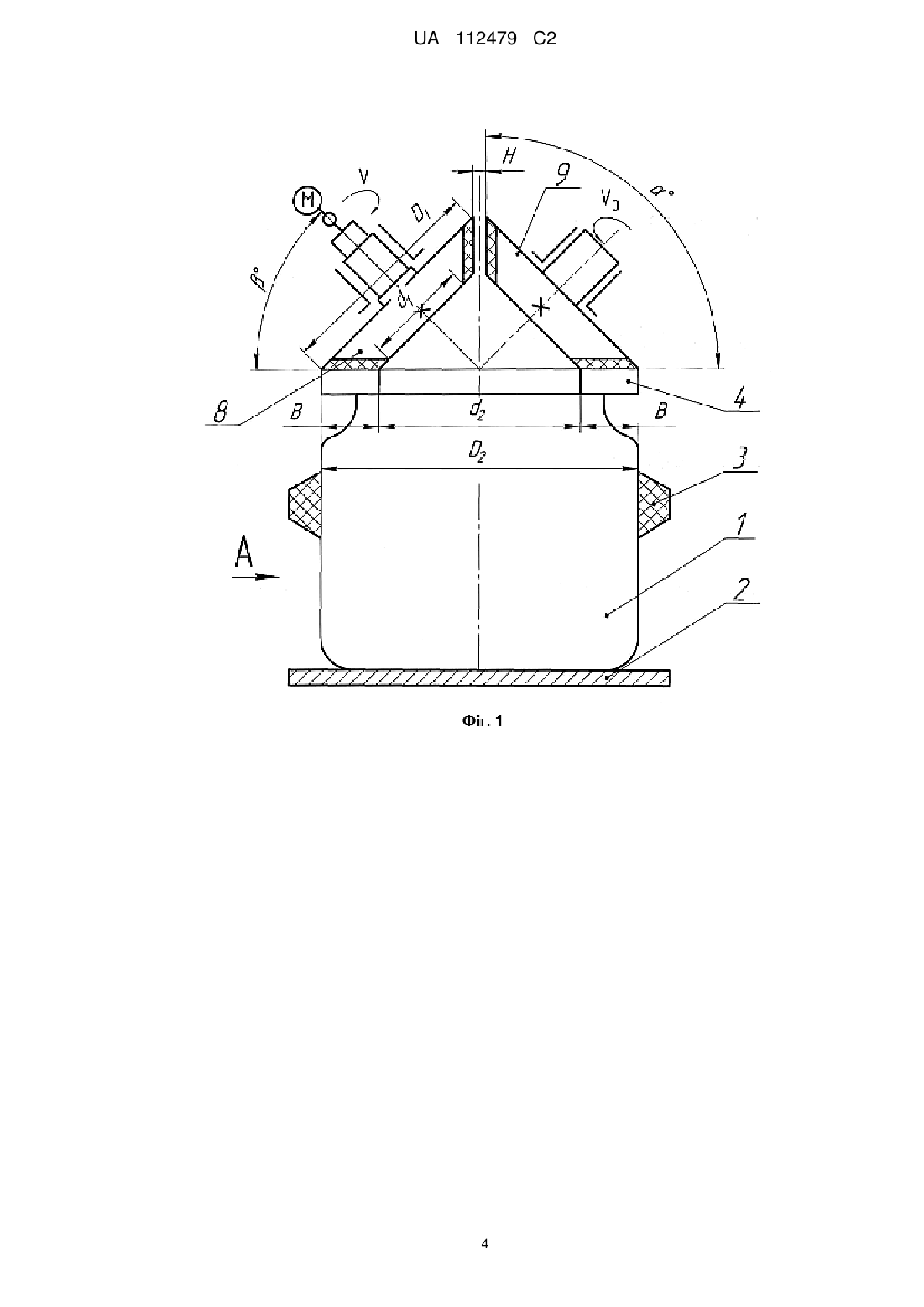
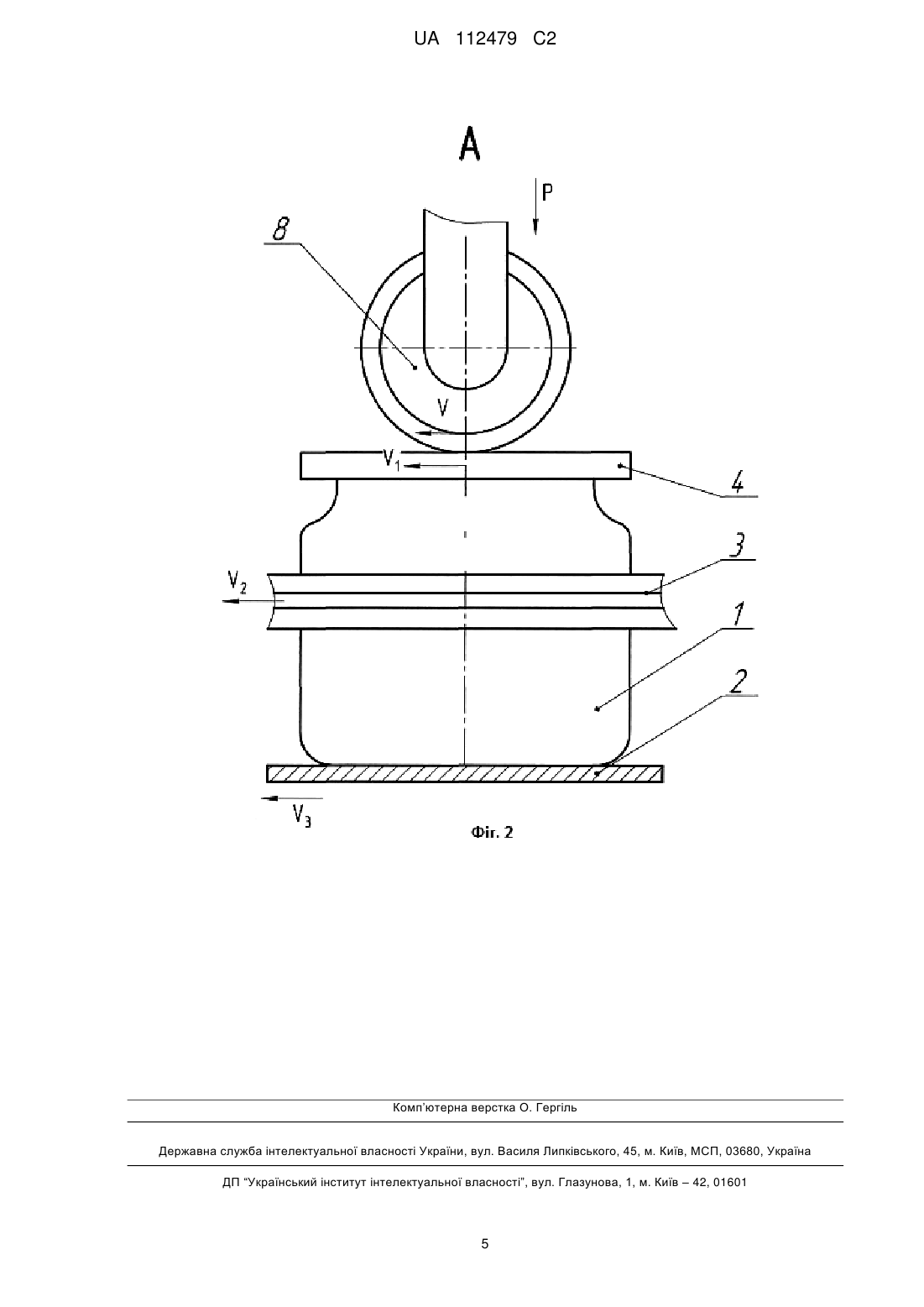
Реферат: Винахід належить до харчової промисловості і може бути використаний при виготовленні продукції в консервному виробництві. В основу винаходу поставлена задача шляхом вдосконалення способу закупорювання скляної тари системи "Твіст-Офф" за допомогою машини для закупорювання скляної тари системи "Твіст-Офф" підвищити якість і надійність закупорювання, а також зменшити витрати пари. Поставлена задача вирішується тим, що в способі закупорювання скляної тари системи "ТвістОфф" за допомогою машини для закупорювання скляної тари системи "Твіст-Офф", який включає виконання таких операцій, як приймання скляної тари системи "Твіст-Офф" на конвеєр машини для закупорювання скляної тари системи "Твіст-Офф", затискання цієї тари від прокручування і перекидання спеціальними ременями, встановлення на горловину скляної тари системи "Твіст-Офф" із спеціального пристрою кришки "Твіст-Офф", попереднє прокручування кришки на горловині скляної тари, остаточне прокручування кришки "Твіст-Офф" на горловині скляної тари системи "Твіст-Офф" за допомогою роликів, периферія яких покрита спеціальною гумою; один з цих роликів по своїй лінійній швидкості випереджає лінійну швидкість конвеєра зі скляною тарою, другий ролик відстає від цієї швидкості, створюючи так званий "Твіст-ефект" і UA 112479 C2 (12) UA 112479 C2 остаточне закупорювання скляної тари системи "Твіст-Офф", новим є те, що остаточне закупорювання скляної тари системи "Твіст-Офф" здійснюється за допомогою конічних роликів з покритою спеціальною гумою периферією. Новим за п. 1 є те, що конус роликів для остаточного закупорювання скляної тари системи "Твіст-Офф" складає кут =90°. Новим за п. 1 є те, що ролики для остаточного закупорювання скляної тари системи "ТвістОфф" встановлюються під кутом =45° до площини горловини скляної тари, кришки і конвеєра машини для закупорювання скляної тари системи "Твіст-Офф". Новим за п. 1 є те, що співвідношення діаметрів конічних роликів D1/d1 дорівнює співвідношенню діаметрів кришки D2/d2, причому D2=D1=130 мм max d2=d1=20 мм min H=1,0…2,0 мм Таким чином, запровадження вказаного способу закупорювання скляної тари системи "ТвістОфф" за допомогою машини для закупорювання скляної тари системи "Твіст-Офф" підвищить якість і надійність закупорювання і зменшить витрати пари. UA 112479 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до харчової промисловості і може бути використаний при виготовленні продукції в консервному виробництві. Відомий спосіб роботи машини для закупорювання скляної тари системи "Твіст-Офф", який включає виконання таких операцій, як приймання скляної тари системи "Твіст-Офф" на конвеєр машини для закупорювання скляної тари системи "Твіст-Офф", затискання тари від прокручування і перекидання спеціальними ременями, встановлення на горловину скляної тари системи "Твіст-Офф" із спеціального пристрою кришки "Твіст-Офф", попереднє прокручування кришки на горловині тари, остаточне прокручування кришки "Твіст-Офф" на горловині скляної тари системи "Твіст-Офф" за допомогою 2-х спеціальних гумових ременів, один з яких по своїй лінійній швидкості випереджає лінійну швидкість конвеєра з тарою, а другий відстає від цієї швидкості, тим самим створюючи, так званий "Твіст-ефект" і остаточне укупорювання тари системи "Твіст-Офф". Закупорювання може проходити паровакуумним способом або без нього і має механізм регулювання зусилля закупорювання [1]. Цей спосіб має такі недоліки, що він не забезпечує співпадіння лінійних швидкостей спеціальних гумових ременів і кришки "Твіст-Офф". Самі ремені мають однакову лінійну швидкість по всій своїй ширині, так як вони виконують лінійний рух вздовж конвеєра машини для укупорювання скляної тари системи "Твіст-Офф", тоді як кришка "Твіст-Офф" здійснює при укупорюванні прокручування на горловині скляної тари системи "Твіст-Офф" і лінійна швидкість цієї кришки буде мінятись від центру до периферії в сторону збільшення. Таким чином при закупорюванні скляної тари системи "Твіст-Офф" при остаточному закупорюванні із-за неспівпадіння лінійних швидкостей спеціальних гумових ременів і кришки "Твіст-Офф" виникає необхідність пересилити додаткові сили тертя, що зменшує якість закупорювання і його надійність. Крім цього, при такому способі закупорювання скляної тари системи "Твіст-Офф" із-за необхідності мати збільшені габарити закупорювальної камери машини для закупорювання скляної тари системи "Твіст-Офф" збільшуються витрати пари при паровакуумному закупорюванні. Найбільш близьким є спосіб роботи машини для закупорювання скляної тари системи "Твіст-Офф", який включає виконання таких операцій, як приймання скляної тари системи "Твіст-Офф" на конвеєр машини для закупорювання скляної тари системи "Твіст-Офф", затискання тари від прокручування і перекидання спеціальними ременями, встановлення на горловину скляної тари системи "Твіст-Офф" із спеціального пристрою кришки "Твіст-Офф", попереднє прокручування кришки на горловині скляної тари, остаточне прокручування кришки "Твіст-Офф" на горловині скляної тари системи "Твіст-Офф" за допомогою роликів, периферія яких покрита спеціальною гумою і ролики мають циліндричну форму [2]. Один із цих роликів по своїй лінійній швидкості випереджає лінійну швидкість конвеєра з тарою, другий ролик відстає від цієї швидкості, створюючи так званий "Твіст-ефект" і остаточне закупорювання тари системи "Твіст-Офф". Закупорювання може проходити паровакуумним способом або без нього і має механізм регулювання зусилля закупорювання. Цьому способу властиві такі самі недоліки. В основу винаходу поставлена задача шляхом вдосконалення способу закупорювання скляної тари системи "Твіст-Офф" за допомогою машини для закупорювання скляної тари системи "Твіст-Офф" підвищити якість і надійність закупорювання, а також зменшити витрати пари. 1. Поставлена задача вирішується тим, що в способі закупорювання скляної тари системи "Твіст-Офф" за допомогою машини для закупорювання скляної тари системи "Твіст-Офф", котрий включає виконання таких операцій, як приймання скляної тари системи "Твіст-Офф" на конвеєр машини для закупорювання скляної тари системи "Твіст-Офф", затискання тари від прокручування і перекидання спеціальними ременями, встановлення на горловину скляної тари системи "Твіст-Офф" із спеціального пристрою кришки "Твіст-Офф", попереднє прокручування кришки на горловині скляної тари, остаточне прокручування кришки "Твіст-Офф" на горловині скляної тари системи "Твіст-Офф" за допомогою роликів, периферія яких покрита спеціальною гумою; один із цих роликів по своїй лінійній швидкості випереджає лінійну швидкість конвеєра з тарою, другий ролик відстає від цієї швидкості, створюючи так званий "Твіст-ефект" і остаточне закупорювання скляної тари системи "Твіст-Офф"; новим є те, що остаточне закупорювання скляної тари системи "Твіст-Офф" здійснюється за допомогою конічних роликів з покритою спеціальною гумою периферією. 1 UA 112479 C2 5 10 15 20 25 30 35 40 2. Новим за п. 1 є те, що конус роликів для остаточного закупорювання скляної тари системи "Твіст-Офф" складає кут =90°. 3. Новим за п. 1 є те, що ролики для остаточного закупорювання скляної тари системи "Твіст-Офф" встановлюють під кутом =45° до площини горловини тари, кришки і конвеєра. 4. Новим за п. 1 є те, що співвідношення діаметрів конічних роликів D1/d1 дорівнює співвідношенню діаметрів кришки "Твіст-Офф" D2/d2. На фіг. 1 і фіг. 2 схематично зображена машина для закупорювання скляної тари системи "Твіст-Офф", а також схематично вказано виконання способу закупорювання скляної тари системи "Твіст-Офф" за допомогою машини для закупорювання скляної тари системи "ТвістОфф". Суцільною стрілкою та літерою V позначено напрямок лінійної швидкості ведучого ролика при остаточному прокручуванні кришки "Твіст-Офф" на горловині скляної тари системи "ТвістОфф", V1 - напрямок лінійної швидкості кришки "Твіст-Офф" при остаточному прокручуванні на горловині скляної тари системи "Твіст-Офф", V2 - напрямок лінійної швидкості спеціальних ременів, які затискають скляну тару від прокручування і перекидання, V3 - напрямок лінійної швидкості конвеєра машини для закупорювання скляної тари системи "Твіст-Офф", причому V2=V3, P - регульоване зусилля закупорювання, D1 - більший діаметр ролика, d1 - менший діаметр ролика, D2 - більший діаметр кришки "Твіст-Офф", d2 - менший діаметр кришки "ТвістОфф", який покривається роликом. D2=D1=130 мм max d2=d1=20 мм min В - ширина контакту ролика з торцевою поверхнею кришки "Твіст-Офф" Н=1,0…2,0 мм - зазор між роликами =90° - кут конуса ролика =45° - кут нахилу ролика до площини горловини тари кришки і конвеєра машини. Спосіб здійснюють наступним чином. Скляна тара 1 системи "Твіст-Офф" приймається на конвеєр 2 машини для закупорювання скляної тари системи "Твіст-Офф" затискається від прокручування і перекидання спеціальними ременями 3 на горловину скляної тари із спеціального пристрою встановлюється кришка 4 "Твіст-Офф", здійснюється попереднє прокручування кришки 4 на горловині тари і остаточне прокручування кришки 4 "Твіст-Офф" на горловині скляної тари 1 системи "Твіст-Офф" за допомогою конічних роликів 8 і 9, периферія яких покрита спеціальною гумою. Ролик 8 є ведучим і обертається зі швидкістю V, яка перевищує швидкості V2 і V3. Ролик 9 не є ведучим і обертається зі швидкістю V0, яка створюється від контакту цього ролика з поверхнею кришки "Твіст-Офф". При прокручуванні кришки 4 "Твіст-Офф" на горловині скляної тари 1 системи "Твіст-Офф", за допомогою роликів 8 і 9 зусилля закупорювання Р регулюється. При остаточному прокручуванні кришки 4 "Твіст-Офф" її лінійна швидкість V1 змінюється в сторону збільшення від центру до периферії, від d2 до D2. При обертанні роликів 8 і 9, встановлених під кутом =45° і маючих конус =90° їхні лінійні швидкості по ширині контакту В змінюються в сторону збільшення від d1 до D1. При співвідношеннях D1 D 2 , значеннях =90° і =45°, лінійні швидкості по ширині контакту В на d1 45 50 55 d2 кришці 4 і роликах 8 і 9 будуть співпадати в будь-якій точці контакту і не буде потреби пересилювати додаткові сили тертя, які виникають при неспівпаданні лінійних швидкостей кришки "Твіст-Офф" і роликів при остаточному прокручуванні кришки 4 на горловині скляної тари 1. Окрім цього, пропонований спосіб закупорювання дозволяє мати менші габарити закупорювальної камери. Таким чином, запровадження вказаного способу закупорювання скляної тари системи "ТвістОфф" за допомогою машини для закупорювання скляної тари системи "Твіст-Офф" підвищить якість і надійність закупорювання і зменшить витрати пару. Приклад конкретного виконання Спосіб, що заявляється, був випробуваний в лабораторних умовах. Випробування експериментального зразка машини для закупорювання скляної тари системи "Твіст-Офф" проводили з витримкою всіх вказаних параметрів і розмірів, в паро-вакуумному режимі. В результаті аналізу виявлено, що підвищилась якість закупорювання і його надійність на 10 %, а також зменшились витрати пари на 12-15 %. Джерела інформації: 1. Деклараційний патент на винахід № 46596А, опублікований 15.05.2002. 2 UA 112479 C2 2. Закупорювальна машина IND-Close 14M, компанії "Індекс-6", Болгарія, Пловдив. Технічний опис. ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 1. Спосіб закупорювання скляної тари системи "Твіст-Офф" за допомогою машини для закупорювання скляної тари системи "Твіст-Офф", який включає виконання таких операцій, як приймання скляної тари системи "Твіст-Офф" на конвеєр машини для закупорювання скляної тари системи "Твіст-Офф", затискання цієї тари ременями від прокручування і перекидання, встановлення на горловину скляної тари системи "Твіст-Офф" кришки "Твіст-Офф", попереднє прокручування кришки на горловині тари, остаточне прокручування кришки "Твіст-Офф" на горловині скляної тари системи "Твіст-Офф" за допомогою роликів, периферія яких покрита гумою, при цьому один з цих роликів по своїй лінійній швидкості випереджає лінійну швидкість конвеєра зі скляною тарою, а другий ролик відстає від цієї швидкості, створюючи так званий "Твіст-ефект" і остаточне закупорювання скляної тари системи "Твіст-Офф", який відрізняється тим, що остаточне закупорювання скляної тари системи "Твіст-Офф" здійснюється за допомогою конічних роликів з периферією, покритою гумою. 2. Спосіб за п. 1, який відрізняється тим, що конус роликів для остаточного закупорювання скляної тари системи "Твіст-Офф" має кут при вершині =90°. 3. Спосіб за п. 1, який відрізняється тим, що ролики для остаточного закупорювання скляної тари системи "Твіст-Офф" встановлюють під кутом =45° до площини горловини скляної тари, кришки і конвеєра машини для закупорювання скляної тари системи "Твіст-Офф". 4. Спосіб за п. 1, який відрізняється тим, що співвідношення діаметрів конічних роликів D1/d1 дорівнює співвідношенню діаметрів кришки D2/d2, причому D2=D1 і складає максимум 130 мм, d2=d1 і складає щонайменше 20 мм, H=1,0…2,0 мм, де D1 - більший діаметр ролика, d1 - менший діаметр ролика, D2 - більший діаметр кришки "Твіст-Офф", d2 - менший діаметр кришки "Твіст-Офф", Н - зазор між роликами. 3 UA 112479 C2 4 UA 112479 C2 Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B67B 3/00
Мітки: скляної, машини, системі, твіст-офф, тари, допомогою, спосіб, закупорювання
Код посилання
<a href="https://ua.patents.su/7-112479-sposib-zakuporyuvannya-sklyano-tari-sistemi-tvist-off-za-dopomogoyu-mashini-dlya-zakuporyuvannya-sklyano-tari-sistemi-tvist-off.html" target="_blank" rel="follow" title="База патентів України">Спосіб закупорювання скляної тари системи “твіст-офф” за допомогою машини для закупорювання скляної тари системи “твіст-офф”</a>
Пристрій для контролю ступеня безпеки закупорювання скляної тари
Номер патенту: 25083
Опубліковано: 25.07.2007
Автори: Шендеровський Андрій Юрійович, Ватренко Олександр Віталійович
МПК: B67B 3/00
Мітки: скляної, контролю, тари, безпеки, ступеня, закупорювання, пристрій
Формула / Реферат:
Пристрій для контролю ступеня безпеки закупорювання скляної тари, який характеризується тим, що містить корпус, на верхній частині якого встановлені нерухомий самоцентруючий диск, самоцентрівна рукоятка і пружина з регулятором зусилля, а нижня частина корпусу сполучена з рухомою і нерухомою скобами, на виступах яких закріплений затискний елемент.
Пристрій для підготовки до контролю ступеня безпеки закупорювання скляної тари
Номер патенту: 87156
Опубліковано: 25.06.2009
Автори: Ватренко Олександр Віталійович, Шендеровський Андрій Юрійович
МПК: B67B 3/00
Мітки: контролю, закупорювання, ступеня, підготовки, безпеки, тари, пристрій, скляної
Формула / Реферат:
Пристрій для підготовки до контролю ступеню безпеки закупорювання скляної тари, що містить корпус, на верхній частині якого встановлені нерухомий самоцентруючий диск, самоцентрівна рукоятка і пружина з регулятором зусилля, а нижня частина корпусу сполучена з рухомою і нерухомою скобами, на виступах яких закріплений затискний елемент.
Машинка закатна напівавтоматична для закупорювання скляної тари при домашній консервації
Номер патенту: 85640
Опубліковано: 25.11.2013
Автор: Дольберг Володимир Ісакович
МПК: B67B 3/00
Мітки: тари, консервації, скляної, машинка, закатна, напівавтоматична, закупорювання, домашній
Формула / Реферат:
Машинка закатна напівавтоматична для закупорювання скляної тари при домашній консервації, що містить ручку з центральним гвинтом, на якому розташована ходова гайка і жорстко встановлений притискний диск, основа, що має кулачок, який взаємодіє з ходовою гайкою з можливістю обертального і радіального переміщення і встановленим на ньому закатним роликом, яка відрізняється тим, що вона додатково містить привідну рукоятку, основа містить пази, а...
Машинка закатна напівавтоматична для закупорювання скляної тари при домашній консервації
Номер патенту: 95296
Опубліковано: 25.12.2014
Автор: Дольберг Володимир Ісакович
МПК: B67B 3/00
Мітки: домашній, напівавтоматична, закатна, тари, консервації, скляної, закупорювання, машинка
Формула / Реферат:
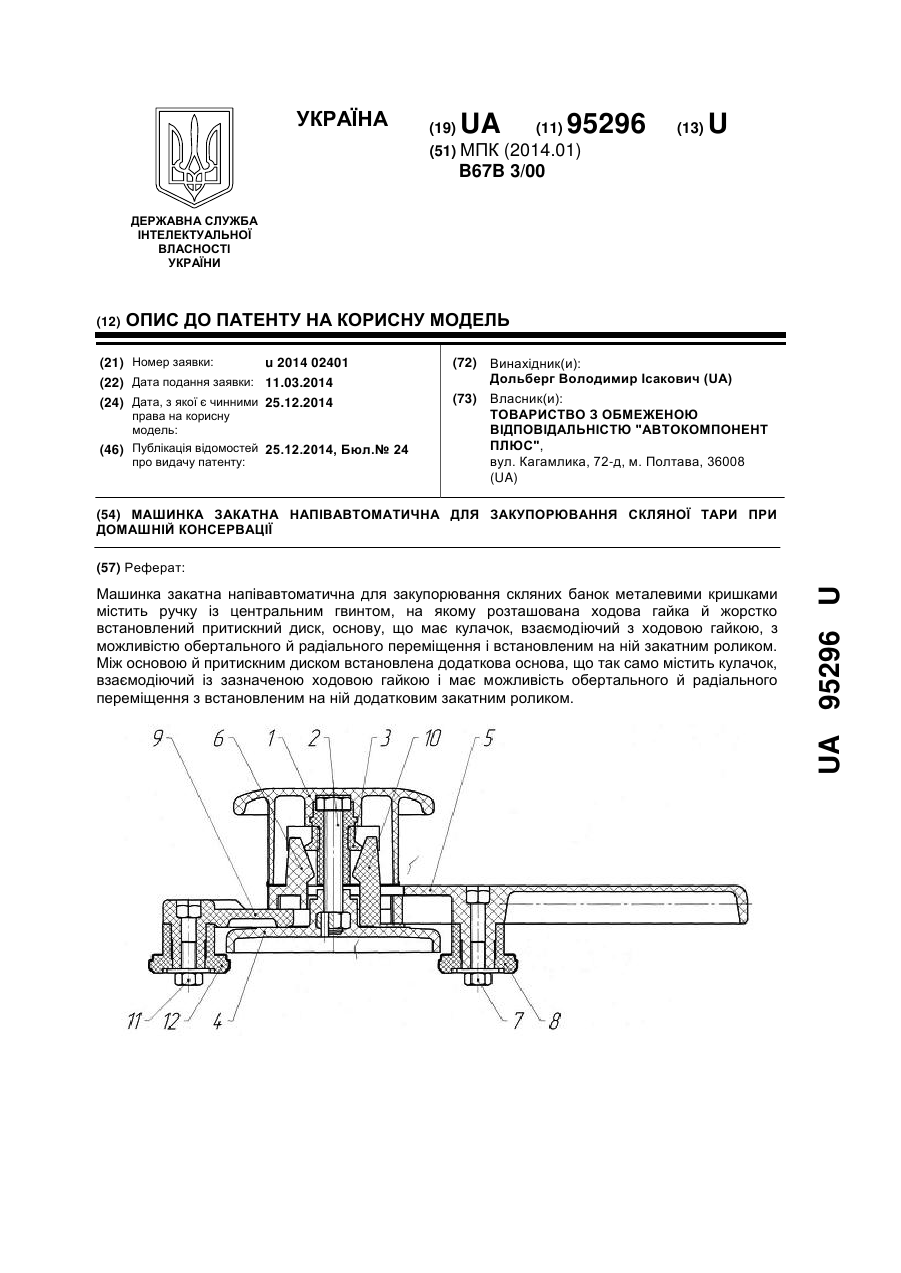
Машинка закатна напівавтоматична для закупорювання скляних банок металевими кришками, що містить ручку із центральним гвинтом, на якому розташована ходова гайка й жорстко встановлений притискний диск, основу, що має кулачок, взаємодіючий з ходовою гайкою, з можливістю обертального й радіального переміщення і встановленим на ній закатним роликом, яка відрізняється тим, що між основою й притискним диском встановлена додаткова основа, що так...
Кришка металева до скляної тари
Номер патенту: 28912
Опубліковано: 25.12.2007
Автори: Шендеровський Андрій Юрійович, Ватренко Олександр Віталійович
Мітки: скляної, тари, металева, кришка
Формула / Реферат:
Кришка металева до скляної тари, що містить дно, яке включає кільцевий канал з ущільнювальною прокладкою, поле, циліндричну частину і вузол жорсткості з нарізними упорами, яка відрізняється тим, що вузол жорсткості виконаний у вигляді кінематичної поверхні пелюсткового типу.
Попередній патент: Спосіб порівняльної ідентифікації коренеплодів
Наступний патент: Спосіб відбору презентативної проби з трубопроводу з багатофазним газорідинним потоком і пристрій для його здійснення
Випадковий патент: Спосіб лікування хронічного панкреатиту із супутньою ішемічною хворобою серця у людей похилого та старечого віку