Спосіб рентгенотелевізійного контролю зварних з’єднань

Формула / Реферат
1. Спосіб рентгенотелевізійного контролю зварних з'єднань, який полягає у тому, що об'єкт, який контролюється, просвічують рентгенівським випромінюванням, залишкове тіньове рентгенівське зображення за допомогою радіаційного перетворювача перетворюють на оптичне зображення, яке телевізійною камерою перетворюють на рентгенотелевізійний відеосигнал, котрий у проміжному блоці обробки інформації переводять в цифрову форму, накопичують в цифровій формі задану кількість телевізійних кадрів і по кількості накопичених кадрів формують рентгенотелевізійне зображення, яке відтворюють на екрані телевізійного монітора, який відрізняється тим, що застосовують радіаційний перетворювач, котрий являє собою щонайменше один мініатюрний твердотілий елемент на основі напівпровідникових структур, розміри якого не перевищують розмірів нерівностей, викривлень чи порожнин рельєфу досліджуваної поверхні виробу, у яких повинен розміщуватись цей елемент, а в процесі контролю перетворювач неперервно переміщують по досліджуваній поверхні.
2. Спосіб за п. 1, який відрізняється тим, що застосовують твердотілі елементи радіаційного перетворювача, конфігурація яких узгоджена з конфігурацією виробу та напрямком рентгенівського випромінювання.
Текст
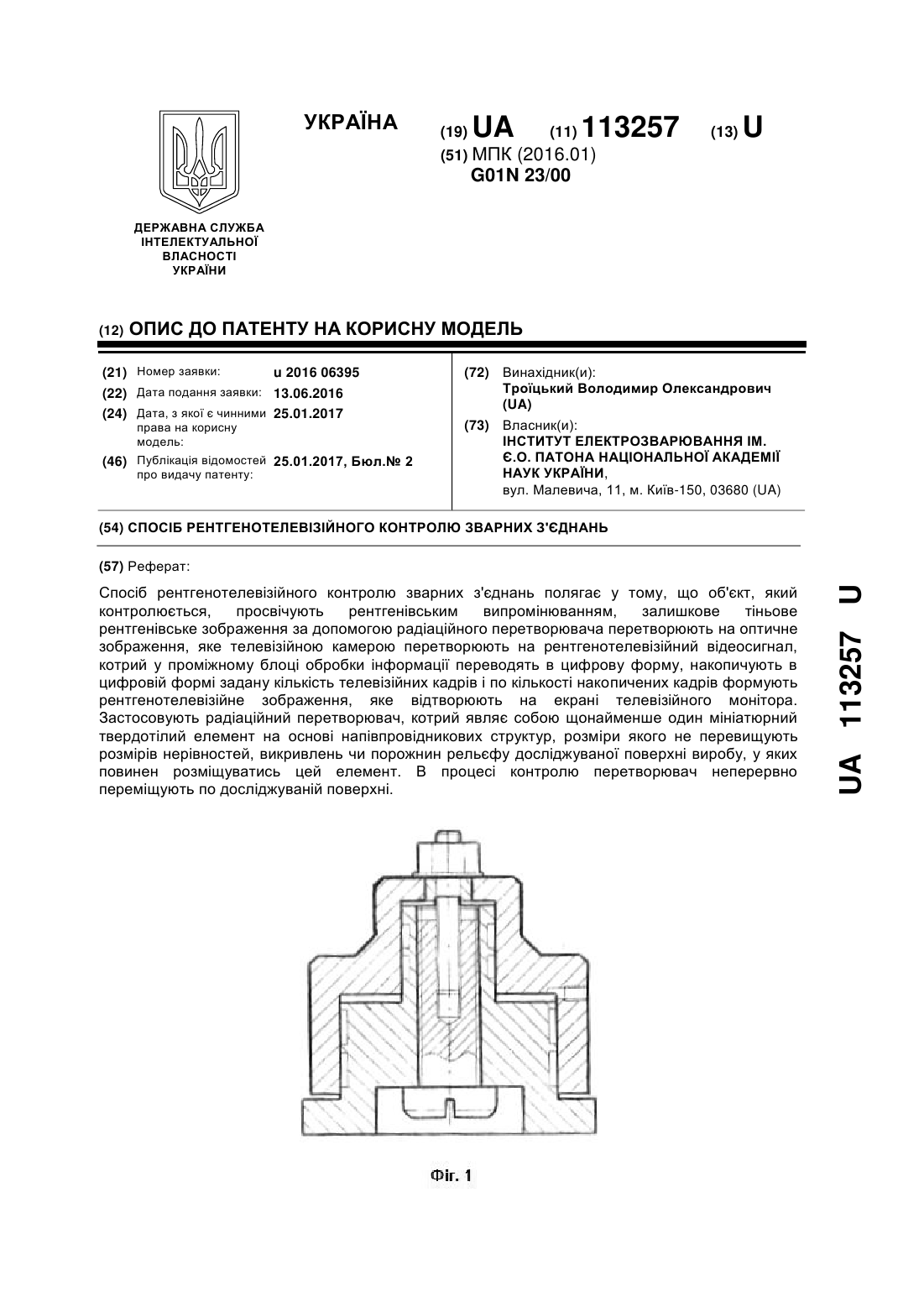
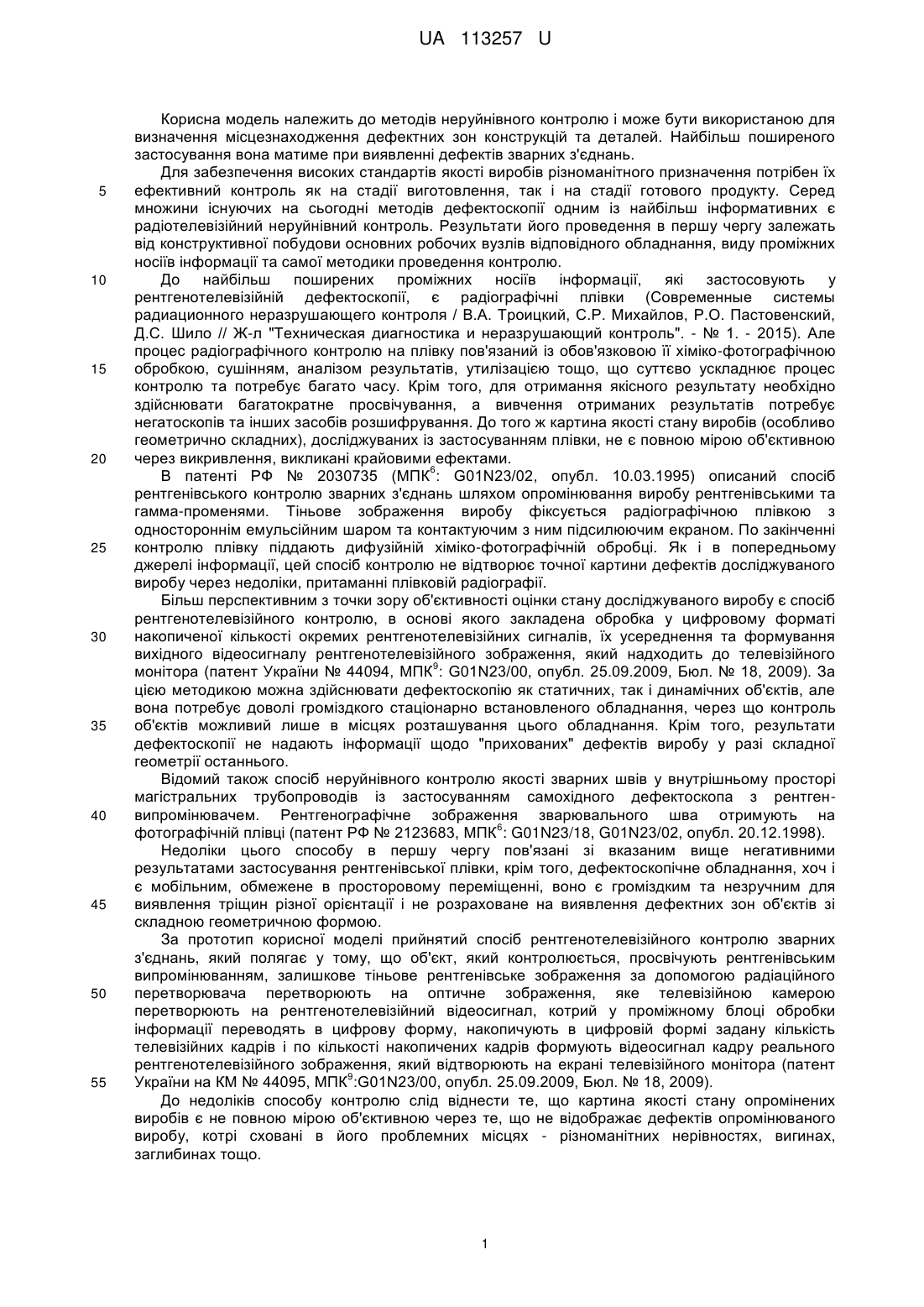
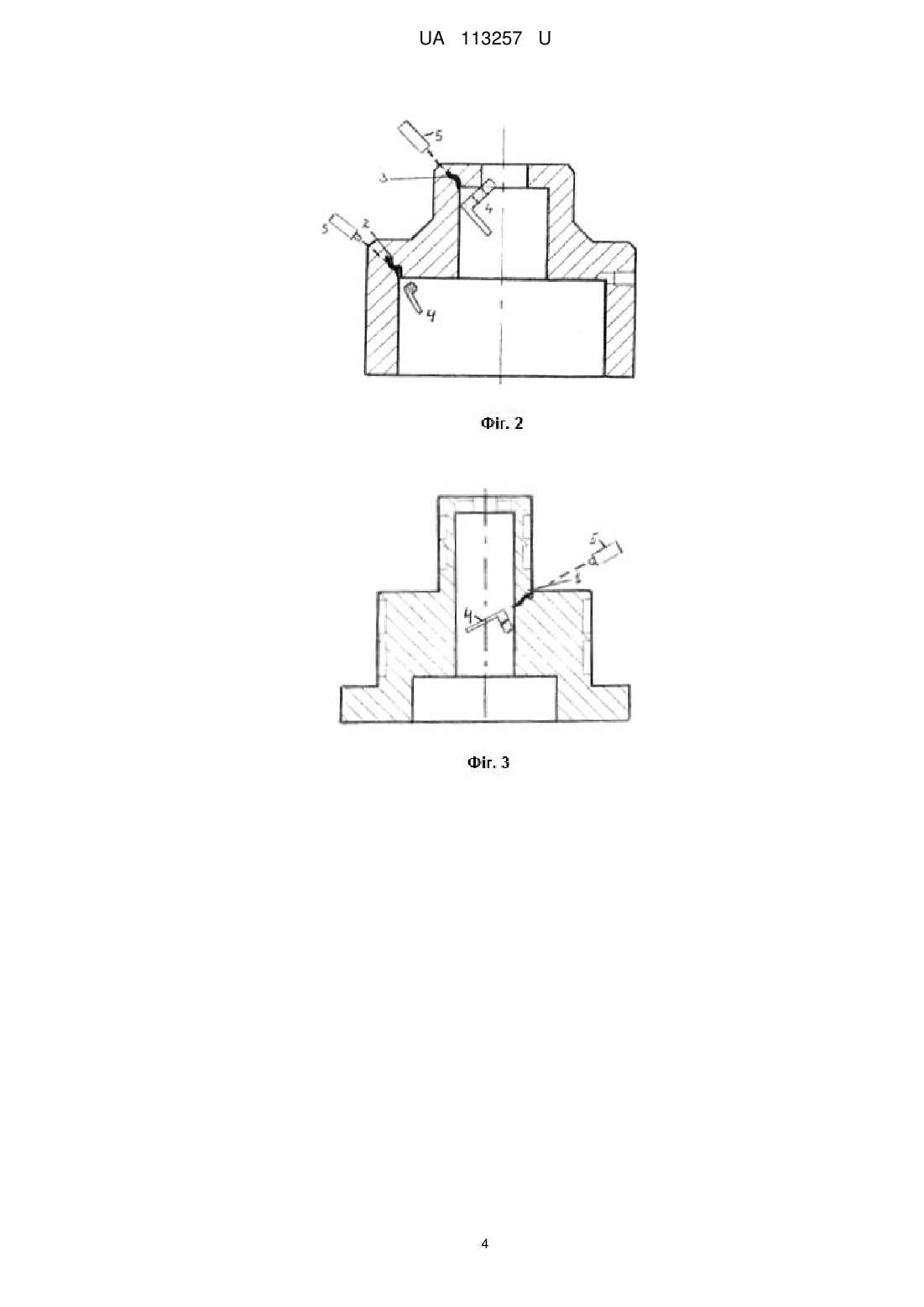
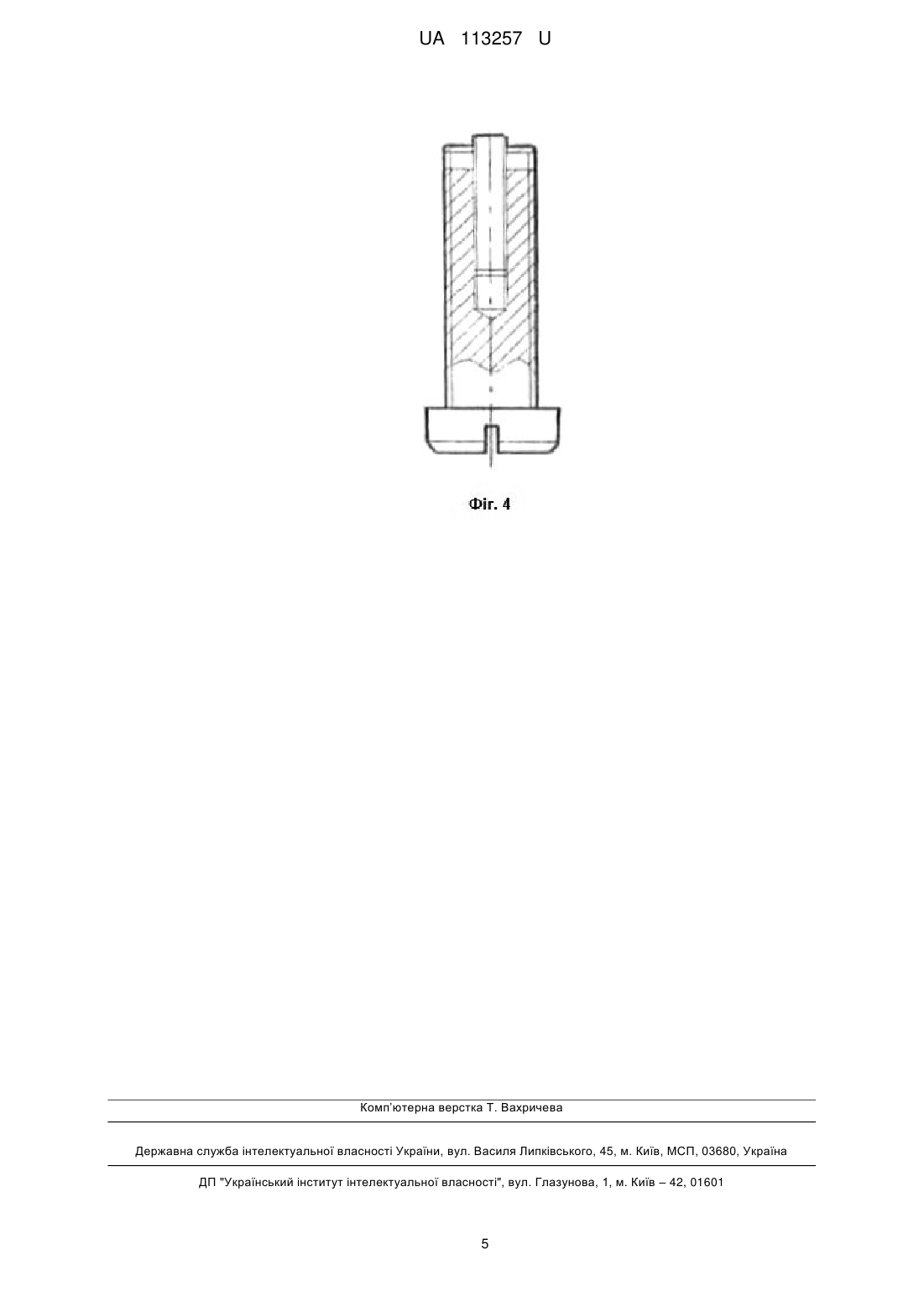
Реферат: UA 113257 U UA 113257 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до методів неруйнівного контролю і може бути використаною для визначення місцезнаходження дефектних зон конструкцій та деталей. Найбільш поширеного застосування вона матиме при виявленні дефектів зварних з'єднань. Для забезпечення високих стандартів якості виробів різноманітного призначення потрібен їх ефективний контроль як на стадії виготовлення, так і на стадії готового продукту. Серед множини існуючих на сьогодні методів дефектоскопії одним із найбільш інформативних є радіотелевізійний неруйнівний контроль. Результати його проведення в першу чергу залежать від конструктивної побудови основних робочих вузлів відповідного обладнання, виду проміжних носіїв інформації та самої методики проведення контролю. До найбільш поширених проміжних носіїв інформації, які застосовують у рентгенотелевізійній дефектоскопії, є радіографічні плівки (Современные системы радиационного неразрушающего контроля / В.А. Троицкий, С.Р. Михайлов, P.O. Пастовенский, Д.С. Шило // Ж-л "Техническая диагностика и неразрушающий контроль". - № 1. - 2015). Але процес радіографічного контролю на плівку пов'язаний із обов'язковою її хіміко-фотографічною обробкою, сушінням, аналізом результатів, утилізацією тощо, що суттєво ускладнює процес контролю та потребує багато часу. Крім того, для отримання якісного результату необхідно здійснювати багатократне просвічування, а вивчення отриманих результатів потребує негатоскопів та інших засобів розшифрування. До того ж картина якості стану виробів (особливо геометрично складних), досліджуваних із застосуванням плівки, не є повною мірою об'єктивною через викривлення, викликані крайовими ефектами. 6 В патенті РФ № 2030735 (МПК : G01N23/02, опубл. 10.03.1995) описаний спосіб рентгенівського контролю зварних з'єднань шляхом опромінювання виробу рентгенівськими та гамма-променями. Тіньове зображення виробу фіксується радіографічною плівкою з одностороннім емульсійним шаром та контактуючим з ним підсилюючим екраном. По закінченні контролю плівку піддають дифузійній хіміко-фотографічній обробці. Як і в попередньому джерелі інформації, цей спосіб контролю не відтворює точної картини дефектів досліджуваного виробу через недоліки, притаманні плівковій радіографії. Більш перспективним з точки зору об'єктивності оцінки стану досліджуваного виробу є спосіб рентгенотелевізійного контролю, в основі якого закладена обробка у цифровому форматі накопиченої кількості окремих рентгенотелевізійних сигналів, їх усереднення та формування вихідного відеосигналу рентгенотелевізійного зображення, який надходить до телевізійного 9 монітора (патент України № 44094, MПК : G01N23/00, опубл. 25.09.2009, Бюл. № 18, 2009). За цією методикою можна здійснювати дефектоскопію як статичних, так і динамічних об'єктів, але вона потребує доволі громіздкого стаціонарно встановленого обладнання, через що контроль об'єктів можливий лише в місцях розташування цього обладнання. Крім того, результати дефектоскопії не надають інформації щодо "прихованих" дефектів виробу у разі складної геометрії останнього. Відомий також спосіб неруйнівного контролю якості зварних швів у внутрішньому просторі магістральних трубопроводів із застосуванням самохідного дефектоскопа з рентгенвипромінювачем. Рентгенографічне зображення зварювального шва отримують на 6 фотографічній плівці (патент РФ № 2123683, MПК : G01N23/18, G01N23/02, опубл. 20.12.1998). Недоліки цього способу в першу чергу пов'язані зі вказаним вище негативними результатами застосування рентгенівської плівки, крім того, дефектоскопічне обладнання, хоч і є мобільним, обмежене в просторовому переміщенні, воно є громіздким та незручним для виявлення тріщин різної орієнтації і не розраховане на виявлення дефектних зон об'єктів зі складною геометричною формою. За прототип корисної моделі прийнятий спосіб рентгенотелевізійного контролю зварних з'єднань, який полягає у тому, що об'єкт, який контролюється, просвічують рентгенівським випромінюванням, залишкове тіньове рентгенівське зображення за допомогою радіаційного перетворювача перетворюють на оптичне зображення, яке телевізійною камерою перетворюють на рентгенотелевізійний відеосигнал, котрий у проміжному блоці обробки інформації переводять в цифрову форму, накопичують в цифровій формі задану кількість телевізійних кадрів і по кількості накопичених кадрів формують відеосигнал кадру реального рентгенотелевізійного зображення, який відтворюють на екрані телевізійного монітора (патент 9 України на КM № 44095, MПК :G01N23/00, опубл. 25.09.2009, Бюл. № 18, 2009). До недоліків способу контролю слід віднести те, що картина якості стану опромінених виробів є не повною мірою об'єктивною через те, що не відображає дефектів опромінюваного виробу, котрі сховані в його проблемних місцях - різноманітних нерівностях, вигинах, заглибинах тощо. 1 UA 113257 U 5 10 15 20 25 30 35 40 45 50 55 60 В основу корисної моделі поставлена задача розробки високоінформативного та зручного у виконанні способу рентгенотелевізійного контролю зварних з'єднань шляхом неперервного або покрокового сканування досліджуваної поверхні виробу радіаційним перетворювачем, котрий складається з одного або множини мініатюрних твердотілих елементів, що дозволяє створити умови для виявлення дефектів, розміщених у важкодоступних місцях виробів будь-якої конфігурації та розміру. Поставлена задача вирішується тим, що в способі рентгенотелевізійного контролю зварних з'єднань, який полягає у тому, що об'єкт, який контролюється, просвічують рентгенівським випромінюванням, залишкове тіньове рентгенівське зображення за допомогою радіаційного перетворювача перетворюють на оптичне зображення, яке телевізійною камерою перетворюють на рентгенотелевізійний відеосигнал, котрий у проміжному блоці обробки інформації переводять в цифрову форму, накопичують в цифровій формі задану кількість телевізійних кадрів і по кількості накопичених кадрів формують рентгенотелевізійне зображення, яке відтворюють на екрані телевізійного монітора, згідно з запропонованою корисною моделлю, застосовують радіаційний перетворювач, котрий являє собою щонайменше один мініатюрний твердотілий елемент на основі напівпровідникових структур, розміри якого не перевищують розмірів нерівностей, викривлень чи порожнин рельєфу досліджуваної поверхні виробу, у яких повинен розміщуватись цей елемент, а в процесі контролю перетворювач неперервно переміщують по досліджуваній поверхні. При цьому застосовують твердотілі елементи радіаційного перетворювача, конфігурація яких узгоджена з конфігурацією виробу та напрямком рентгенівського випромінювання. Застосування в процесі сканування мініатюрних твердотілих перетворювачів робить запропоновану технологію незамінною при дослідженні об'єктів, котрі мають складну геометрію і де зазвичай діагностування поверхні на наявність дефектів завжди було проблематичним або неможливим. Твердотілі елементи, з яких складається радіаційний перетворювач, тому і належать до розряду мініатюрних, що їх розміри дійсно можуть бути дуже малими, буквально міліметровими. Очевидно, що такими елементами при скануванні виробу можна легко маніпулювати, охоплюючи будь-які нерівності складної поверхні та заходячи в її заглиблення. Максимально об'єктивній картині стану досліджуваної поверхні сприяє також і те, що контролювати виріб можна за допомогою рухомих елементів, розміри яких не перевищують розмірів нерівностей поверхні об'єктів, що підлягають дослідженню, а конфігурація їх узгоджена з конфігурацією виробу - у цьому разі елементи "вписуються" в специфіку форми виробу, наприклад, автомобільних шин, швів трубних дощок теплообмінників, корпусів двигунів, компресорів та багатьох інших. Конфігурація твердотілих елементів може узгоджуватись також і з маршрутом просування перетворювача по поверхні досліджуваного об'єкта у разі, коли контролююча система монтується напрямними і засобами переміщення перетворювача. Чутливість такого контролю є надзвичайно високою, і запропонована технологія його проведення є однією з найбільш перспективних в галузі неруйнівного контролю. Ця технологія здійснюється у реальному часі, вона успішно застосовується для контролю всієї поверхні об'єкта незалежно від складності його геометричної форми. Заявлений спосіб рентгенотелевізійного контролю здійснюється наступним чином: Для об'єктивного оцінювання стану досліджуваного об'єкта перш за все потрібно забезпечити умови, за яких рентгенівські промені будуть спрямовані перпендикулярно площині радіаційного перетворювача. Під час оцінки маніпулюють двома термінами: рентгеноскопічне зображення та оптичне зображення. Перше зображення отримане від рентгенівського перетворювача, а друге - від телекамери. Отримання оптичного зображення досягається за допомогою відповідного налаштування положення телевізійної камери (або камер у разі оснащення ними обох телескопічних штанг) із задіянням лазерних вказівників. Отримання рентгенівського зображення відбувається після відповідного налаштування оптичного зображення. Під час отримання рентгенівського зображення відбувається дискретне сканування об'єкта мініатюрними твердотілими елементами. Кількість та форма твердотілих елементів підбирається в залежності від особливостей досліджуваної поверхні - вона може мати вигини, впадини, бути ламаною або містити окремі ділянки, які позиціоновані під кутом одна до одної тощо. При скануванні утворюється тіньове зображення окремих ділянок об'єкта, які створює кожен елемент у відповідності до його розміру. Кожне таке зображення надходить до проміжного блоку обробки інформації і в подальшому перетворюється в тіньове радіоскопічне зображення. Після виведення зображень з перетворювачів сукупність отриманих окремих тіньових оптичних зображень "зшивається" в комп'ютерному обчислювальному блоці таким чином, що на моніторі 2 UA 113257 U 5 10 15 формується загальна тіньова картина внутрішніх дефектів та оптичне зображення всього об'єкта, отримане від темнових зображень окремих детекторів. Представлені у цьому описі креслення наглядно демонструють застосування заявленого способу на конкретних прикладах рентгенотелевізійного контролю випробувального стенду болтів зчленувань атомних реакторів. Позначення на кресленнях: фіг. 1 - загальний вигляд; фіг. 2 - корпус; фіг. 3 - поршень; фіг. 4 - болт, що випробовується. Позиціями 1, 2, 3 зазначені тріщини в поршні і корпусі, які виникають в процесі випробування високоміцних болтів. Позиція 4 - трисекційний радіоактивний перетворювач, позиція 5 - джерело опромінювання. Як видно з цих креслень, тріщини 1, 2, 3 знаходяться у важкодоступних для контролю місцях, і виявити їх звичайними радіаційними методами неможливо. Та завдяки запропонованому способу, який передбачає розміщення у цих місцях мініатюрних твердотілих елементів перетворювача, досягається високоякісне об'єктивне зображення тріщин у виробі. Система контролю легко налаштовується і результат отримується швидко і безпосередньо на об'єкті дослідження. 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 35 1. Спосіб рентгенотелевізійного контролю зварних з'єднань, який полягає у тому, що об'єкт, який контролюється, просвічують рентгенівським випромінюванням, залишкове тіньове рентгенівське зображення за допомогою радіаційного перетворювача перетворюють на оптичне зображення, яке телевізійною камерою перетворюють на рентгенотелевізійний відеосигнал, котрий у проміжному блоці обробки інформації переводять в цифрову форму, накопичують в цифровій формі задану кількість телевізійних кадрів і по кількості накопичених кадрів формують рентгенотелевізійне зображення, яке відтворюють на екрані телевізійного монітора, який відрізняється тим, що застосовують радіаційний перетворювач, котрий являє собою щонайменше один мініатюрний твердотілий елемент на основі напівпровідникових структур, розміри якого не перевищують розмірів нерівностей, викривлень чи порожнин рельєфу досліджуваної поверхні виробу, у яких повинен розміщуватись цей елемент, а в процесі контролю перетворювач неперервно переміщують по досліджуваній поверхні. 2. Спосіб за п. 1, який відрізняється тим, що застосовують твердотілі елементи радіаційного перетворювача, конфігурація яких узгоджена з конфігурацією виробу та напрямком рентгенівського випромінювання. 3 UA 113257 U 4 UA 113257 U Комп’ютерна верстка Т. Вахричева Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G01N 23/00
Мітки: контролю, з'єднань, рентгенотелевізійного, спосіб, зварних
Код посилання
<a href="https://ua.patents.su/7-113257-sposib-rentgenotelevizijjnogo-kontrolyu-zvarnikh-zehdnan.html" target="_blank" rel="follow" title="База патентів України">Спосіб рентгенотелевізійного контролю зварних з’єднань</a>
Спосіб рентгенотелевізійного контролю

Номер патенту: 44095
Опубліковано: 25.09.2009
Автори: Терлецький Олександр Володимирович, Давиденко Сергій Миколайович, Лазоренко Яків Петрович, Подосельник Олексій Станіславович
МПК: G01N 23/00
Мітки: рентгенотелевізійного, контролю, спосіб
Формула / Реферат:
Спосіб рентгенотелевізійного контролю, який полягає в тому, що об'єкт, який контролюється, просвічують рентгенівським випромінюванням, тіньове рентгенівське зображення об'єкта за допомогою рентгенооптичного перетворювача перетворюють на оптичне зображення, яке телевізійною передавальною камерою перетворюють на рентгенотелевізійний відеосигнал, аналого-цифровим перетворювачем телевізійний відеосигнал переводять в цифрову форму, накопичують в...
Спосіб та пристрій рентгенотелевізійного контролю
Номер патенту: 86858
Опубліковано: 25.05.2009
Автори: Сушко Олексій Олександрович, Давиденко Сергій Миколайович, Подосельник Олексій Станіславович, Лазоренко Яків Петрович, Терлецький Олександр Володимирович
МПК: G01N 23/00
Мітки: контролю, пристрій, рентгенотелевізійного, спосіб
Формула / Реферат:
1. Спосіб рентгенотелевізійного контролю, за яким об'єкт, що контролюється, просвічують рентгенівським випромінюванням, тіньове рентгенівське зображення об'єкта за допомогою рентгенооптичного перетворювача перетворюють на оптичне зображення, яке телевізійною передавальною камерою перетворюють на рентгенотелевізійний відеосигнал, аналого-цифровим перетворювачем переводять телевізійний відеосигнал в цифрову форму, накопичують в цифровому...
Пристрій рентгенотелевізійного контролю

Номер патенту: 44094
Опубліковано: 25.09.2009
Автори: Давиденко Сергій Миколайович, Терлецький Олександр Володимирович, Лазоренко Яків Петрович, Подосельник Олексій Станіславович
МПК: G01N 23/00
Мітки: пристрій, рентгенотелевізійного, контролю
Формула / Реферат:
Пристрій рентгенотелевізійного контролю, що містить рентгенівський апарат, рентгенооптичний перетворювач, телевізійну передавальну камеру, аналого-цифровий блок, обчислювальний блок, телевізійний монітор, який відрізняється тим, що додатково містить вимірювач швидкості руху об'єкта, що контролюється та рухається відносно детектора рентгенівського випромінювання, здатний вимірювати та передавати значення швидкості руху об'єкта відносно...
Пристрій для рентгенотелевізійного контролю

Номер патенту: 111974
Опубліковано: 25.11.2016
Автори: Пастовенський Роман Олегович, Троїцький Володимир Олександрович, Карманов Михайло Миколайович, Михайлов Сергій Ростиславович
МПК: G01N 23/00
Мітки: контролю, пристрій, рентгенотелевізійного
Формула / Реферат:
1. Пристрій для рентгенотелевізійного контролю, що містить джерело рентгенівського випромінювання, радіаційний перетворювач, телевізійну камеру та блок обробки інформації, сполучений з телевізійним монітором, який відрізняється тим, що джерело рентгенівського випромінювання та радіаційний перетворювач закріплені на окремих розсувних гнучких телескопічних штангах з шарнірними з'єднаннями, штанги встановлені в два мобільні штативи, телевізійна...
Спосіб контролю міцності поясних швів зварних профілів

Номер патенту: 59201
Опубліковано: 10.05.2011
Автори: Пашинський Віктор Антонович, Шульгін Володимир Васильович
МПК: G01N 3/08
Мітки: поясних, міцності, спосіб, зварних, контролю, профілів, швів
Формула / Реферат:
Спосіб контролю міцності поясних швів зварних профілів, який полягає в механічному випробуванні зразків на зріз поясних кутових швів, який відрізняється тим, що для випробувань використовуються зразки у формі коротких відрізків зварного двотавра, які мають поперечний переріз натурних розмірів, товщину полички та стінки, достатню для руйнування зразків по зварних швах, і довжину, меншу від чотирьох катетів шва, й виготовлені у звичайному...
Попередній патент: Робочий орган вузла подачі тіста формувальної машини
Наступний патент: Спосіб підвищення радіопротекції слизових оболонок органів травлення у експериментальних тварин
Випадковий патент: Установка для виробництва круп