Спосіб контролю міцності поясних швів зварних профілів
Номер патенту: 59201
Опубліковано: 10.05.2011
Автори: Шульгін Володимир Васильович, Пашинський Віктор Антонович


Формула / Реферат
Спосіб контролю міцності поясних швів зварних профілів, який полягає в механічному випробуванні зразків на зріз поясних кутових швів, який відрізняється тим, що для випробувань використовуються зразки у формі коротких відрізків зварного двотавра, які мають поперечний переріз натурних розмірів, товщину полички та стінки, достатню для руйнування зразків по зварних швах, і довжину, меншу від чотирьох катетів шва, й виготовлені у звичайному технологічному режимі роботи зварювального обладнання.
Текст
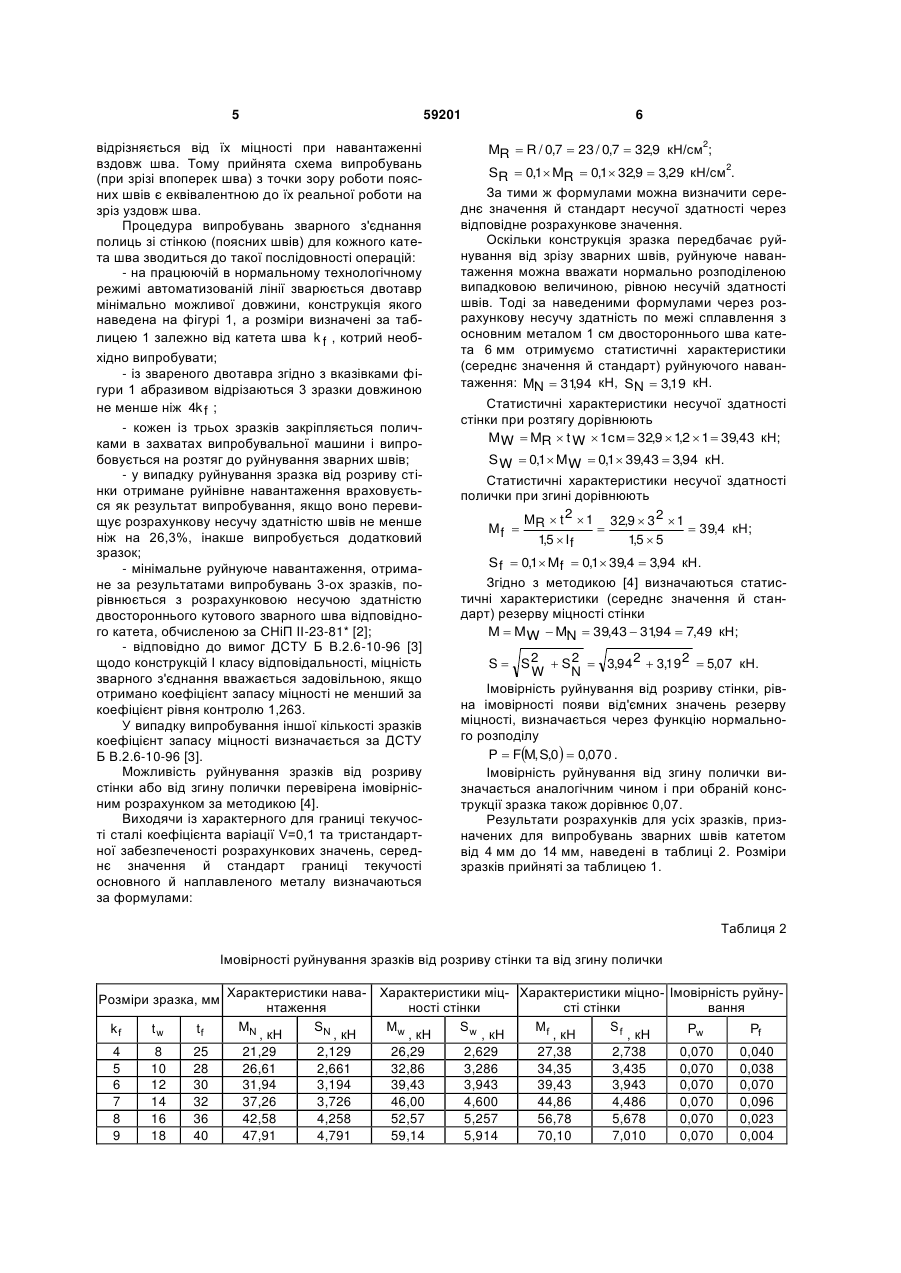
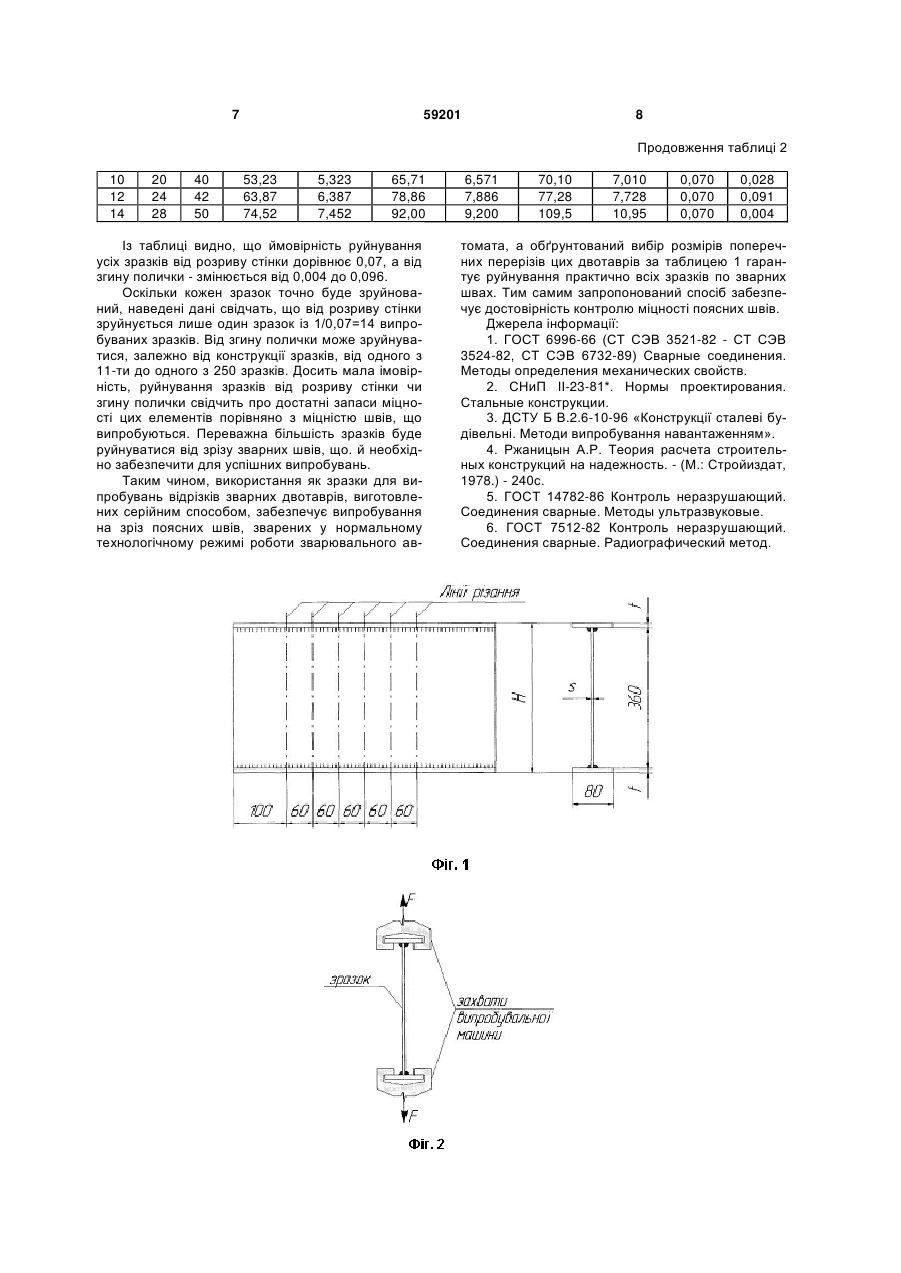
Спосіб контролю міцності поясних швів зварних профілів, який полягає в механічному випро 3 59201 що використовується при серійному виготовленні зварних профілів; - запаси міцності полички та стінки, що забезпечують руйнування зразка по зварних швах; - можливість закріплення в захватах розривної випробувальної машини; - достатню потужність випробувальної машини. Схема виготовлення зразків для випробувань поясних швів зображена на фігурі 1. Довжина зразка (вздовж осі двотавра) приймається рівною 4080 мм відповідно до вимоги СНіП [2] щодо мінімальної довжини кутового шва, рівної чотирьом його катетам: I w 4 k f . Висота стінки та ширина полички двотавра, який є заготовкою для відрізання зразків, визначається з умови розміщення зразка в захватах випробувальної машини. Інші розміри поперечного перерізу цього двотавра розраховуються залежно від заданого для випробувань катета поясного шва таким чином, щоб руйнування зразка відбувалося по швах. Для забезпечення випробувань поясних швів з найпоширенішими катетами в межах від 4 мм до 14 мм виконані розрахунки елементів поперечного перерізу двотаврів за таким алгоритмом (числові дані наведені для зразка зі сталі С 235, звареного двосторонніми швами з катетом k f 6 мм, які виконані автоматичним зварюванням під флюсом із використанням зварювального дроту Св 08А): 1. Виходячи із заданого катета шва k f , який необхідно випробувати, за розрахунковими формулами й таблицями СНіП [2] з урахуванням коефіцієнта рівня контролю (коефіцієнта запасу міцності) 1,263 за ДСТУ Б В.2.6-10-96 [3] (при випробуванні трьох зразків конструкцій І класу відповідальності) визначається контрольне навантаження на 1 погонний сантиметр двосторонніх поясних швів: Nf 2 k f f R wf 2 0,6 110 18,0 23,8 , кН; Nz 2 k f z R wz 2 0,6 115 16,2 22,4 , кН; NC 1263 minNf , Nz 1263 22,4 28,2 кН. , , 4 У випадку випробування іншої кількості зразків значення коефіцієнта запасу міцності встановлюється за ДСТУ Б В.2.6-10-96 [3]. 2. Товщина стінки t w , необхідна для сприйняття контрольного навантаження, розраховується за СНіП [2] з умови роботи на розтяг: t w NC / R у 28,2 / 23,0 123 см 12 мм . , 3. Виходячи з конструкції захватів випробувальної машини, встановлюється висота стінки h w , ширина полички b f та відстань між точками її обпирання на захвати If . Як приклад, для випробувальної машини УИМ-50, захвати якої зображені ні фіг.4, прийнято h w 350 мм, b f 80 мм, If 50 мм. 4. Товщина полички розраховується за СНіП [2] з умови роботи на згин між точками обпирання на захвати випробувальної машини: 1 t 2 N I f ; M C f Rу W Rу 4 6 tf 1 5 NC I f , 1,5 28,2 5 3,03 см 30 мм . Rу 23,0 Результати аналогічних розрахунків для інших катетів зварного шва наведені в таблиці 1. Заміна марки сталі поличок і стінки призведе до відповідного вибору марки зварювального дроту, у результаті чого співвідношення між катетом шва, товщиною стінки й полички зразка залишиться практично незмінним. Таким чином, вказані в таблиці 1 розміри поперечного перерізу зразків можна використовувати для усіх марок сталей. Розміри зразків для випробувань можуть коригуватися з урахуванням конструкції випробувальної машини та її захватів, але при цьому несуча здатність стінки на розтяг та несуча здатність полиці на згин повинні перевищувати розрахункову несучу здатність кутових поясних швів, що випробуються, не менше ніж на встановлений ДСТУ Б В.2.6-10-96 [3] коефіцієнт рівня контролю 1,263 для випробування трьох зразків. Таблиця 1 Рекомендовані розміри зразків k f ,мм N f , кН N z , кH NC , кH t w , мм t f , мм 4 5 6 7 8 9 10 12 14 15,8 19,8 23,8 27,7 31,7 35,6 39,6 47,5 55,4 14,9 18,6 22,4 26,1 29,8 33,5 37,3 44,7 52,2 18,8 23,5 28,2 32,9 37,6 42,4 47,1 56,5 65,9 8 10 12 14 16 18 20 24 28 25 28 30 32 36 40 40 42 50 При проведенні випробувань, полички зразка закріпляються в захватах випробувальної машини таким чином (фігура 2), щоб у стінці створювалося зусилля розтягу, а поясні шви працювали на зріз упоперек шва. Згідно зі СНіП [2], міцність кутових зварних швів при навантаженні упоперек шва не 5 відрізняється від їх міцності при навантаженні вздовж шва. Тому прийнята схема випробувань (при зрізі впоперек шва) з точки зору роботи поясних швів є еквівалентною до їх реальної роботи на зріз уздовж шва. Процедура випробувань зварного з'єднання полиць зі стінкою (поясних швів) для кожного катета шва зводиться до такої послідовності операцій: - на працюючій в нормальному технологічному режимі автоматизованій лінії зварюється двотавр мінімально можливої довжини, конструкція якого наведена на фігурі 1, а розміри визначені за таблицею 1 залежно від катета шва k f , котрий необхідно випробувати; - із звареного двотавра згідно з вказівками фігури 1 абразивом відрізаються 3 зразки довжиною не менше ніж 4k f ; - кожен із трьох зразків закріпляється поличками в захватах випробувальної машини і випробовується на розтяг до руйнування зварних швів; - у випадку руйнування зразка від розриву стінки отримане руйнівне навантаження враховується як результат випробування, якщо воно перевищує розрахункову несучу здатністю швів не менше ніж на 26,3%, інакше випробується додатковий зразок; - мінімальне руйнуюче навантаження, отримане за результатами випробувань 3-ох зразків, порівнюється з розрахунковою несучою здатністю двостороннього кутового зварного шва відповідного катета, обчисленою за СНіП ІІ-23-81* [2]; - відповідно до вимог ДСТУ Б В.2.6-10-96 [3] щодо конструкцій І класу відповідальності, міцність зварного з'єднання вважається задовільною, якщо отримано коефіцієнт запасу міцності не менший за коефіцієнт рівня контролю 1,263. У випадку випробування іншої кількості зразків коефіцієнт запасу міцності визначається за ДСТУ Б В.2.6-10-96 [3]. Можливість руйнування зразків від розриву стінки або від згину полички перевірена імовірнісним розрахунком за методикою [4]. Виходячи із характерного для границі текучості сталі коефіцієнта варіації V=0,1 та тристандартної забезпеченості розрахункових значень, середнє значення й стандарт границі текучості основного й наплавленого металу визначаються за формулами: 59201 6 MR R / 0,7 23 / 0,7 32,9 кН/см ; 2 SR 0,1 MR 0,1 32,9 3,29 кН/см . За тими ж формулами можна визначити середнє значення й стандарт несучої здатності через відповідне розрахункове значення. Оскільки конструкція зразка передбачає руйнування від зрізу зварних швів, руйнуюче навантаження можна вважати нормально розподіленою випадковою величиною, рівною несучій здатності швів. Тоді за наведеними формулами через розрахункову несучу здатність по межі сплавлення з основним металом 1 см двостороннього шва катета 6 мм отримуємо статистичні характеристики (середнє значення й стандарт) руйнуючого навантаження: MN 3194 кН, SN 3,19 кН. , Статистичні характеристики несучої здатності стінки при розтягу дорівнюють MW MR t W 1см 32,9 12 1 39,43 кН; , 2 S W 0,1 MW 0,1 39,43 3,94 кН. Статистичні характеристики несучої здатності полички при згині дорівнюють M t 2 1 32,9 3 2 1 Mf R 39,4 кН; 15 I f , 15 5 , S f 0,1 Mf 0,1 39,4 3,94 кН. Згідно з методикою [4] визначаються статистичні характеристики (середнє значення й стандарт) резерву міцності стінки M MW MN 39,43 3194 7,49 кН; , S S 2 S 2 3,94 2 3,19 2 5,07 кН. W N Імовірність руйнування від розриву стінки, рівна імовірності появи від'ємних значень резерву міцності, визначається через функцію нормального розподілу P FM, S,0 0,070 . Імовірність руйнування від згину полички визначається аналогічним чином і при обраній конструкції зразка також дорівнює 0,07. Результати розрахунків для усіх зразків, призначених для випробувань зварних швів катетом від 4 мм до 14 мм, наведені в таблиці 2. Розміри зразків прийняті за таблицею 1. Таблиця 2 Імовірності руйнування зразків від розриву стінки та від згину полички Розміри зразка, мм kf tw tf 4 5 6 7 8 9 8 10 12 14 16 18 25 28 30 32 36 40 Характеристики нава- Характеристики міц- Характеристики міцно- Імовірність руйнунтаження ності стінки сті стінки вання MN SN Mw Sw Mf Sf Pw Pf , кН , кH , кН , кН , кН , кН 21,29 2,129 26,29 2,629 27,38 2,738 0,070 0,040 26,61 2,661 32,86 3,286 34,35 3,435 0,070 0,038 31,94 3,194 39,43 3,943 39,43 3,943 0,070 0,070 37,26 3,726 46,00 4,600 44,86 4,486 0,070 0,096 42,58 4,258 52,57 5,257 56,78 5,678 0,070 0,023 47,91 4,791 59,14 5,914 70,10 7,010 0,070 0,004 7 59201 8 Продовження таблиці 2 10 12 14 20 24 28 40 42 50 53,23 63,87 74,52 5,323 6,387 7,452 65,71 78,86 92,00 Із таблиці видно, що ймовірність руйнування усіх зразків від розриву стінки дорівнює 0,07, а від згину полички - змінюється від 0,004 до 0,096. Оскільки кожен зразок точно буде зруйнований, наведені дані свідчать, що від розриву стінки зруйнується лише один зразок із 1/0,07=14 випробуваних зразків. Від згину полички може зруйнуватися, залежно від конструкції зразків, від одного з 11-ти до одного з 250 зразків. Досить мала імовірність, руйнування зразків від розриву стінки чи згину полички свідчить про достатні запаси міцності цих елементів порівняно з міцністю швів, що випробуються. Переважна більшість зразків буде руйнуватися від зрізу зварних швів, що. й необхідно забезпечити для успішних випробувань. Таким чином, використання як зразки для випробувань відрізків зварних двотаврів, виготовлених серійним способом, забезпечує випробування на зріз поясних швів, зварених у нормальному технологічному режимі роботи зварювального ав 6,571 7,886 9,200 70,10 77,28109,5 7,010 7,728 10,95 0,070 0,070 0,070 0,028 0,091 0,004 томата, а обґрунтований вибір розмірів поперечних перерізів цих двотаврів за таблицею 1 гарантує руйнування практично всіх зразків по зварних швах. Тим самим запропонований спосіб забезпечує достовірність контролю міцності поясних швів. Джерела інформації: 1. ГОСТ 6996-66 (СТ СЭВ 3521-82 - СТ СЭВ 3524-82, СТ СЭВ 6732-89) Сварные соединения. Методы определения механических свойств. 2. СНиП ІІ-23-81*. Нормы проектирования. Стальные конструкции. 3. ДСТУ Б В.2.6-10-96 «Конструкції сталеві будівельні. Методи випробування навантаженням». 4. Ржаницын А.Р. Теория расчета строительных конструкций на надежность. - (М.: Стройиздат, 1978.) - 240с. 5. ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые. 6. ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод. 9 Комп’ютерна верстка М. Ломалова 59201 Підписне 10 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control of strength of circumferential seams of welded profiles
Автори англійськоюPashynskyi Viktor Antonovych, Shulhin Volodymyr Vasyliovych
Назва патенту російськоюСпособ контроля прочности поясных швов сварных профилей
Автори російськоюПашинский Виктор Антонович, Шульгин Владимир Васильевич
МПК / Мітки
МПК: G01N 3/08
Мітки: зварних, швів, профілів, міцності, поясних, контролю, спосіб
Код посилання
<a href="https://ua.patents.su/5-59201-sposib-kontrolyu-micnosti-poyasnikh-shviv-zvarnikh-profiliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю міцності поясних швів зварних профілів</a>
Спосіб контролю зварних швів
Номер патенту: 26816
Опубліковано: 12.11.1999
Автори: Шольц Артур, ЕБЕЛІНГ Вільгельм, Фабер Гуй, КУНЕН Готтфрід
МПК: B23K 9/00
Мітки: контролю, зварних, швів, спосіб
Формула / Реферат:
1. Способ контроля сварных швов с применением вихревого потока, отличающийся тем, что большие объемные и крупнозернистые сварные швы контролируют в режиме текущего времени послойно, по мере их наложения.2. Способ по п.1, отличающийся тем, что контроль с применением вихревого потока осуществляют при повышенных температурах изделия.3. Способ по п.2, отличающийся тем, что температура изделия составляет до 350°C.4. Способ по...
Блок акустичний для ультразвукового контролю зварних швів труб
Номер патенту: 24931
Опубліковано: 25.07.2007
Автори: Захаров Алєксандр Фьодоровіч, Найда Володимир Львович, Загорулько Володимир Сергійович, Мозжухін Анатолій Олександрович
МПК: G01N 29/24
Мітки: акустичний, контролю, блок, труб, швів, зварних, ультразвукового
Формула / Реферат:
1. Блок акустичний для ультразвукового контролю зварних швів труб, що має корпус для закріплення в ньому щонайменше одного п'єзоелектричного перетворювача (ПЕП) і обойму з прямокутним башмаком, які охоплюють корпус ПЕП та утворюють під ним порожнину для подачі контактної рідини, який відрізняється тим, що башмак виконаний з двома закріпленими на ньому паралельними планками таким чином, що вони виступають нижче нижньої кромки башмака, а в...
Ультразвукова пошукова головка для контролю матеріалів і зварних швів виробів
Номер патенту: 15168
Опубліковано: 30.06.1997
Автори: Довженко Володимир Миколайович, Луференко Євген Дмитрович, Горський Михайло Миколайович
МПК: G01B 7/02, G01N 29/04, G01B 17/02
Мітки: контролю, швів, головка, матеріалів, пошукова, виробів, ультразвукова, зварних
Формула / Реферат:
Ультразвуковая искательная головка для контроля материалов и сварных швов изделий, содержащая установленный в корпусе искатель с пьезоэлементом и опорные элементы, отличающаяся тем, что она содержит магниты, установленные в корпусе возле каждого опорного элемента, который подпружинен относительно корпуса и снабжен экраном со щелевым зазором, закрепленным на опорном элементе, магнитоуправляемым контактом, расположенным внутри экрана, при этом...
Неруйнівний спосіб контролю міцності ніздрюватих бетонів шляхом пластичного деформування поверхні
Номер патенту: 58424
Опубліковано: 11.04.2011
Автори: Шульгін Володимир Васильович, Пашинський Віктор Антонович
МПК: G01N 33/38
Мітки: міцності, поверхні, пластичного, деформування, ніздрюватих, спосіб, контролю, неруйнівний, бетонів, шляхом
Формула / Реферат:
Неруйнівний спосіб контролю міцності ніздрюватих бетонів шляхом пластичного деформування поверхні, що полягає у зануренні в бетон штампа певної форми та розмірів з наступним визначенням залежно від розмірів отриманих відбитків марки та класу міцності, який відрізняється тим, що індентор, виконаний у формі кулі діаметром 20-40 мм, занурюється в бетон унаслідок статичної дії навантаження величиною 200-800 Н, а окремі тарувальні залежності...
Спосіб визначення міцності деревини на поздовжній вигин
Номер патенту: 22318
Опубліковано: 25.04.2007
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: G01N 3/00
Мітки: міцності, визначення, деревини, поздовжній, спосіб, вигин
Формула / Реферат:
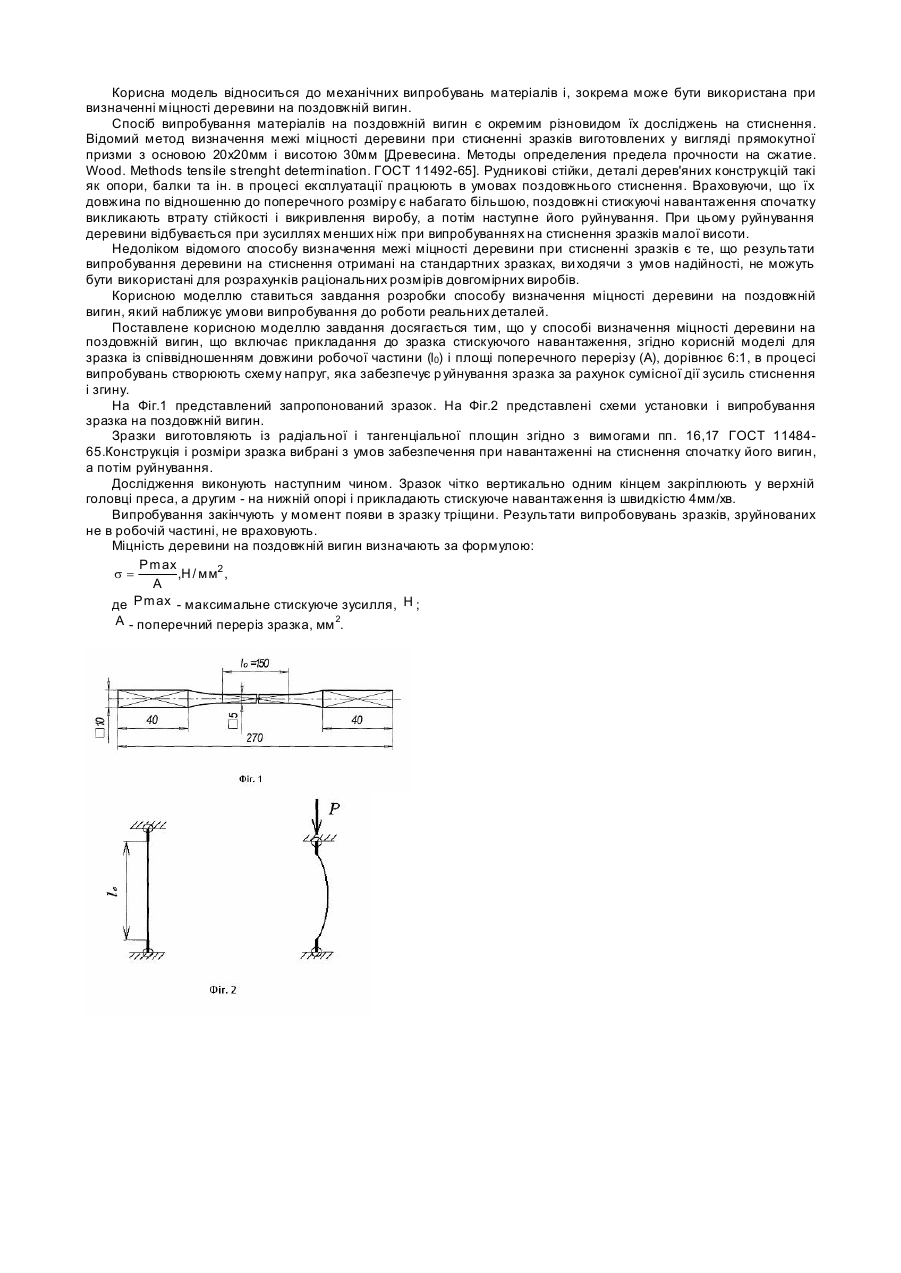
Спосіб визначення міцності деревини на поздовжній вигин, що включає прикладання до зразка стискуючого навантаження, який відрізняється тим, що для зразка із співвідношенням довжини робочої частини (l0) і площі поперечного перерізу (А), що дорівнює 6:1, в процесі випробувань створюють систему напруг, яка забезпечує руйнування зразка за рахунок сумісної дії зусиль стиснення і згину.
Попередній патент: Спосіб ремонту напірних трубопроводів
Наступний патент: Спосіб розмірної обробки дугою відкритих пазів
Випадковий патент: Спосіб виконання лапароскопічної холецистектомії у хворих на жовчнокам'яну хворобу з хронічним гепатитом та цирозом печінки