Електромагнітний заливальний пристрій
Номер патенту: 114188
Опубліковано: 10.05.2017
Автори: Погорський Віктор Костянтинович, Ященко Олександр Віталійович, Дубодєлов Віктор Іванович, Фікссен Владислав Миколайович
Формула / Реферат
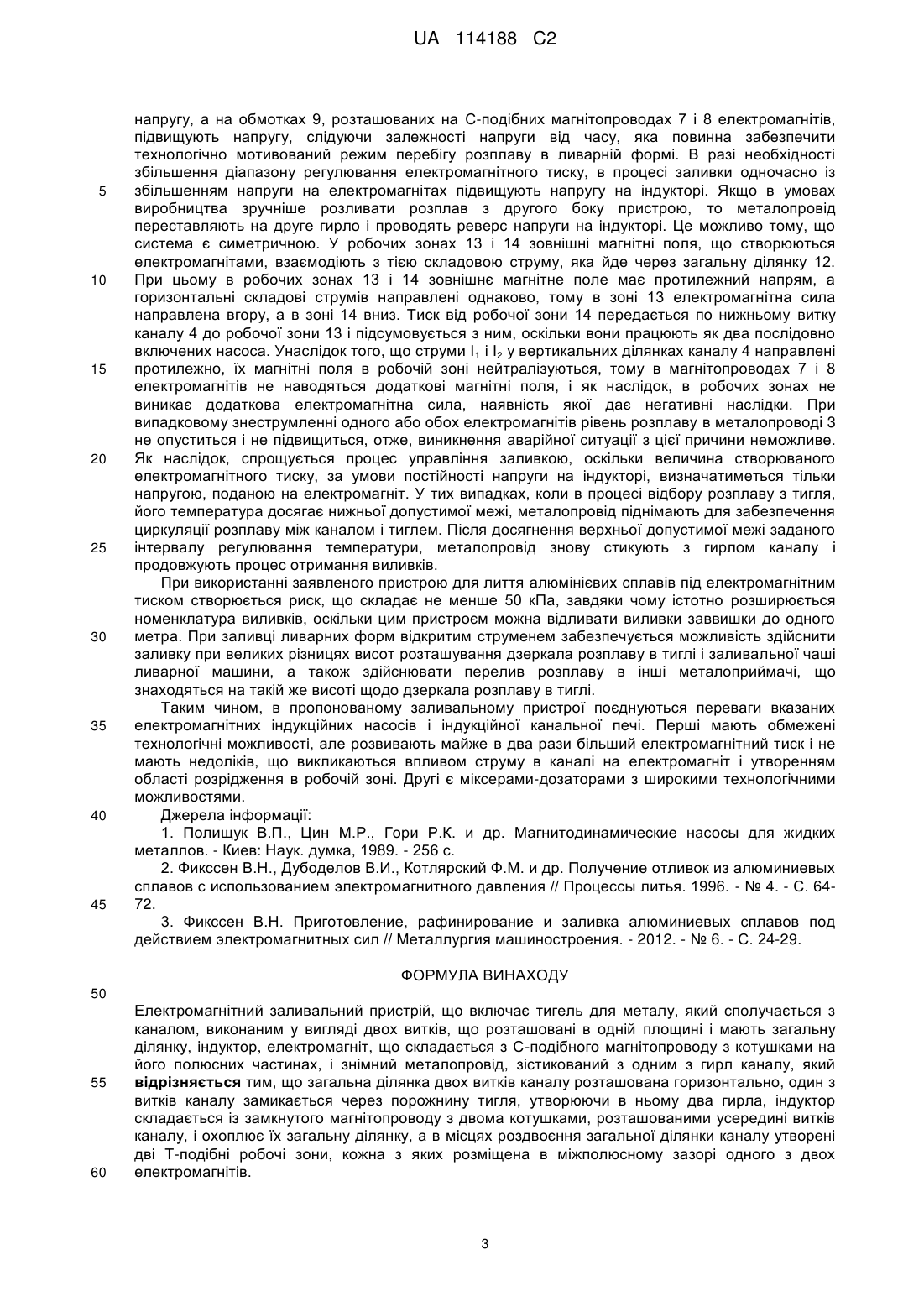
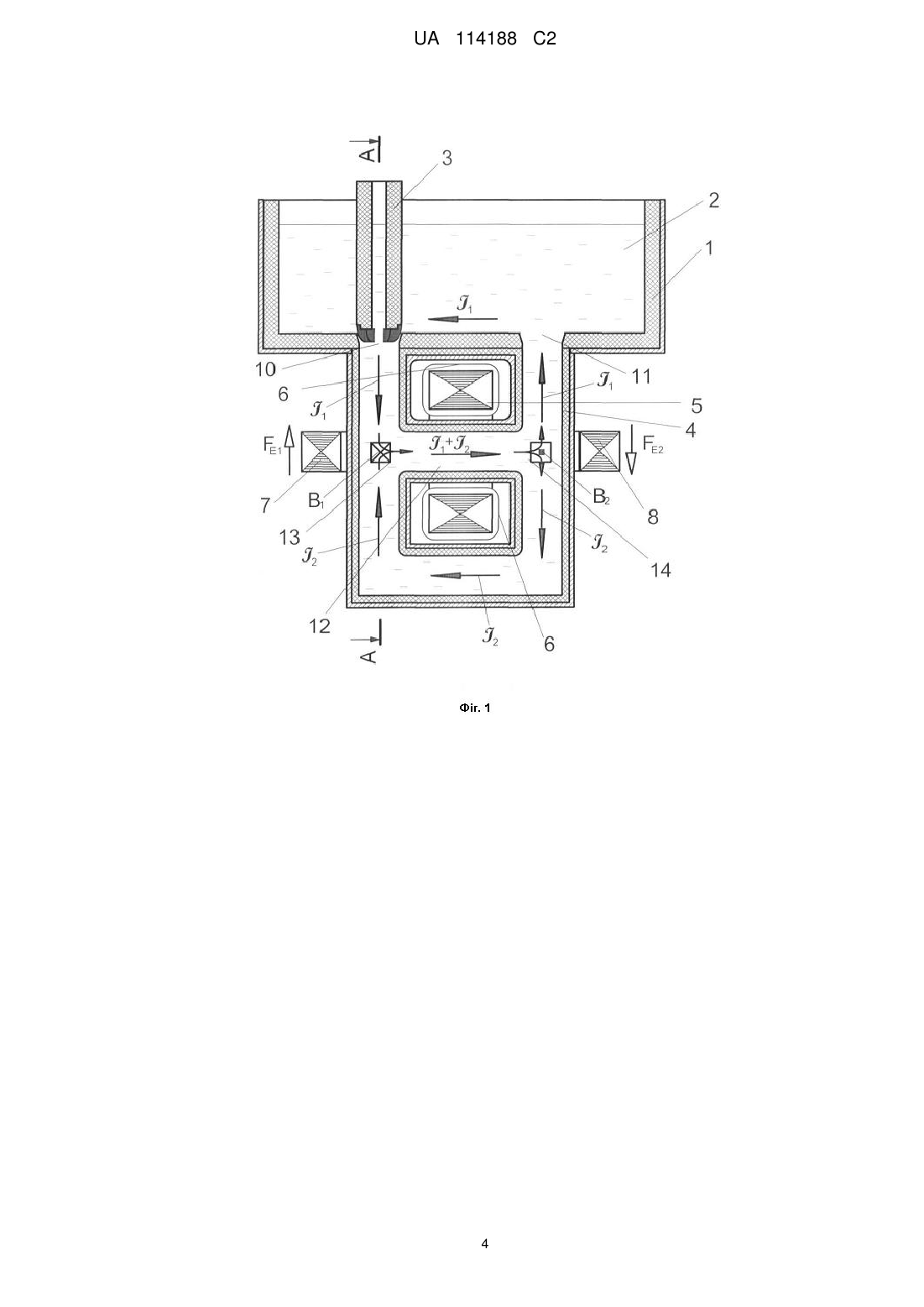
Електромагнітний заливальний пристрій, що включає тигель для металу, який сполучається з каналом, виконаним у вигляді двох витків, що розташовані в одній площині і мають загальну ділянку, індуктор, електромагніт, що складається з С-подібного магнітопроводу з котушками на його полюсних частинах, і знімний металопровід, зістикований з одним з гирл каналу, який відрізняється тим, що загальна ділянка двох витків каналу розташована горизонтально, один з витків каналу замикається через порожнину тигля, утворюючи в ньому два гирла, індуктор складається із замкнутого магнітопроводу з двома котушками, розташованими усередині витків каналу, і охоплює їх загальну ділянку, а в місцях роздвоєння загальної ділянки каналу утворені дві Т-подібні робочі зони, кожна з яких розміщена в міжполюсному зазорі одного з двох електромагнітів.
Текст
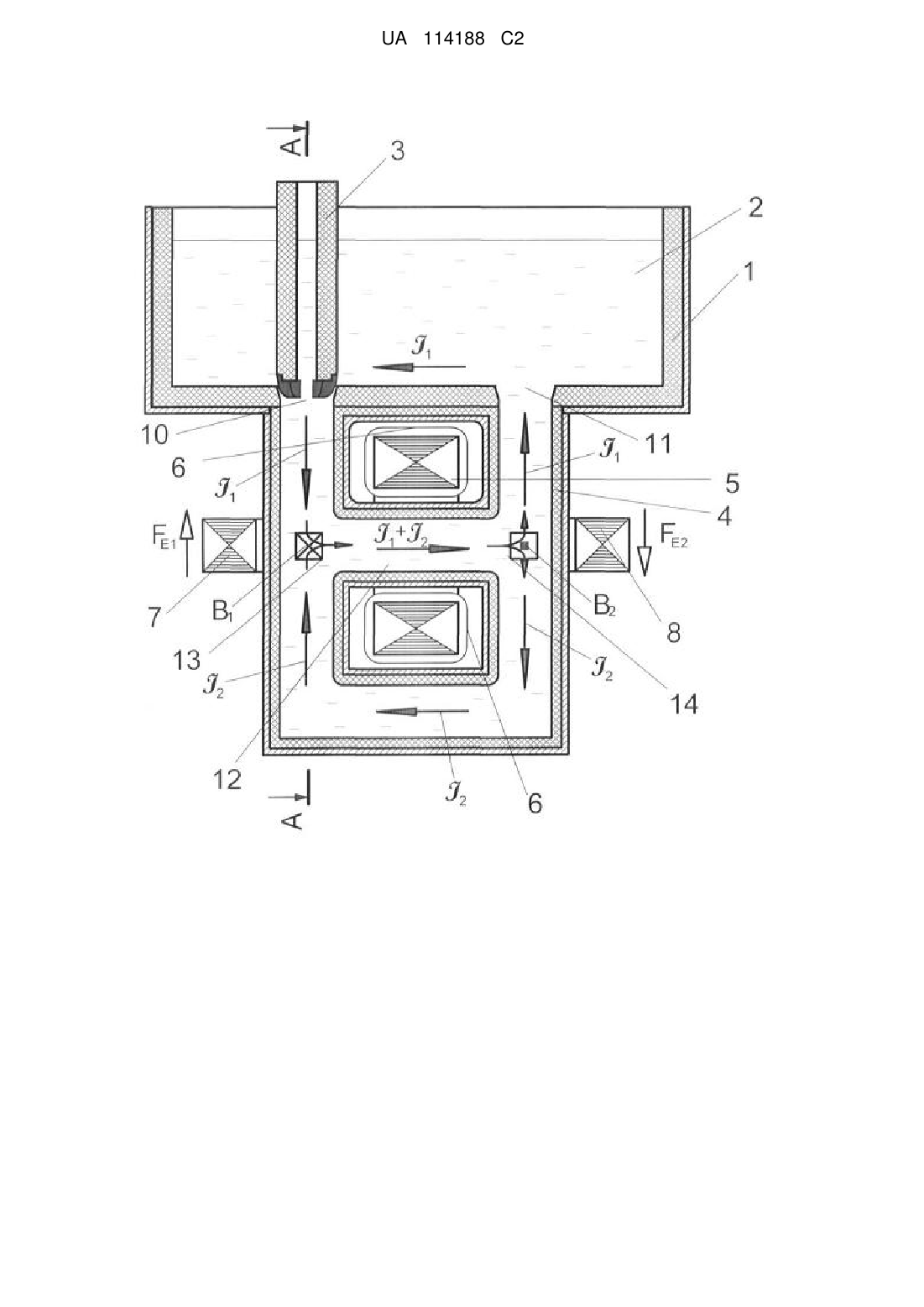
Реферат: Електромагнітний заливальний пристрій належить до галузі металургії, зокрема - до ливарного виробництва, і призначений, переважно, для отримання виливків з алюмінієвих сплавів як методом лиття під електромагнітним тиском, так і методом заливки в ливарні форми відкритим струменем. Пристрій включає тигель для металу, який сполучається з каналом, виконаним у вигляді двох витків, що розташовані в одній площині і мають загальну ділянку, індуктор, електромагніт, що складається з С-подібного магнітопроводу з котушками на його полюсних частинах, і знімний металопровід зістикований з одним з гирл каналу, загальна ділянка двох витків каналу розташована горизонтально, один з витків каналу замикається через порожнину тигля, утворюючи в ньому два гирла, індуктор складається з замкнутого магнітопроводу з двома котушками, розташованими усередині витків каналу, і охоплює їх загальну ділянку, а в місцях роздвоєння загальної ділянки каналу утворені дві Т-подібні робочі зони, кожна з яких розміщена в міжполюсному зазорі одного з двох електромагнітів. Винахід забезпечує розширення номенклатури одержуваних виливків при великих різницях висот розташування дзеркала розплаву в тиглі і заливальній чаші ливарної машини, підвищує вертикальний розмір виливків до 1 м, дозволяє як заповнювати ливарні форми, так і здійснювати переливання розплаву в інші металоприймачі, електромагнітний тиск, що створюється заливальним пристроєм, складає не менше 50 кПа. UA 114188 C2 (12) UA 114188 C2 UA 114188 C2 5 10 15 20 25 30 35 40 45 50 55 60 Електромагнітний заливальний пристрій належить до галузі металургії, зокрема - до ливарного виробництва, і призначений, переважно, для отримання виливків з алюмінієвих сплавів як методом лиття під електромагнітним тиском, так і методом заливки в ливарні форми відкритим струменем. Відомі електромагнітні індукційні насоси (А.С. № 176184, СРСР, МПК F05B і а.с. № 241982, СРСР, МПК F05G) для рідких металів з прямолінійним металопроводом, до якого примикають два півкільцеві канали з індукторами, виконаними у вигляді замкнутих магнітопроводів з обмотками живлення, включеними в мережу однофазного струму, і які охоплюють півкільця каналу, а також електромагнітну систему для створення зовнішнього магнітного поля, виконану у вигляді двох незамкнутих магнітопроводів з обмотками на полюсних наконечниках, що примикають полюсами з різних сторін до двох хрестоподібних робочих зон в місцях перетину металопроводу з каналом. Ці пристрої мають ряд переваг. Їх робочі зони сполучені послідовно, тому створюваний в них електромагнітний тиск складається, що забезпечує максимальний тиск на метал. Магнітне поле, що створюється електричним струмом, який протікає в каналі, не впливає на величину магнітного потоку в магнітопроводах електромагніта, завдяки чому знижується витрата електроенергії і спрощується процес управління режимами заливки. Вектор електромагнітної сили в робочій зоні направлений не від стінки каналу, а від розплаву, що заповнює центральну ділянку Ф-подібного каналу, тому в каналі немає умов для створення області розрідження, тим самим унеможливлюється підсос повітря з газопроникної футерівки в розплав. Насоси можуть працювати як проміжна ланка між ємністю з рідким металом і металоприймачем в безперервному режимі або з малими паузами між заливками. Проте для ливарних технологій значно більш затребуваними є міксери-дозатори, в яких можна зберігати велику масу металевого розплаву (до 1000 кг), підтримувати його задану температуру, готувати розплав шляхом рафінування або легування і проводити заливку ливарних форм, як відкритим струменем, так і під електромагнітним тиском. Найближчим аналогом до пропонованого винаходу є відома індукційна канальна піч із залізним сердечником (А.С. № 288183, СРСР, МПК Н05В) магнітодинамічного типу, яка має тигель для металу, що сполучається з каналом, виконаним у вигляді трьох вертикальних ділянок: двох бічних і центральної, сполучених між собою горизонтальною ділянкою; два, замкнутих навколо бічних вертикальних ділянок, магнітопроводу з котушками, що живляться змінним струмом; знімний металопровід, зістикований з центральною вертикальною ділянкою, і розімкнений С-подібний магнітопровід з котушками, що живляться змінним струмом, між полюсами якого розташована зона перетину горизонтального і центрального ділянок каналу (робоча зона). Фактично каналом є два витки, що розташовані в одній площині і мають загальну вертикальну ділянку. При подачі напруги на котушки замкнутого і розімкненого магнітопроводів в робочій зоні створюється електромагнітна сила, що примушує переміщатися рідкий метал по зливному трубопроводу з печі. Даний пристрій є міксером-дозатором з широкими технологічними можливостями і використовується для зберігання розплавленого металу з підтримкою заданої температури, а також перемішування, рафінування і легування з подальшою заливкою ливарних форм як відкритим струменем, так і під електромагнітним тиском [1-3]. Головним недоліком пристрою є те, що його робочий тиск не перевищує 30 кПа, тоді як при литті під низьким газовим тиском цей параметр визначається 70 кПа. Вказаний чинник обмежує сферу застосування електромагнітного пристрою, насамперед, для технології лиття під електромагнітним тиском, а також для технологій, в яких необхідно розливати або переливати рідкий метал, заздалегідь піднявши його рівень на висоту не менше одного метра. Резерв істотного підвищення електромагнітного тиску тільки за рахунок збільшення потужності індукторів і електромагніта відсутній із-за обмеження щільності струму в каналі, що зумовлено небезпекою розриву рідкометалевого витка під дією пінч-ефекту. Другий недолік полягає в тому, що вектор електромагнітної сили в робочій зоні направлений від нижньої стінки робочої зони, із-за чого біля неї створюється область розрідження, в яку може підсмоктуватися повітря з газопроникного матеріалу футерівки. Оскільки герметичні футерувальні матеріали дорогі і схильні до утворення тріщин, то даний чинник теж обмежує можливість підвищення електромагнітного тиску. Крім того, електричний струм, що протікає по горизонтальній ділянці каналу створює навколо себе магнітне поле, частина якого замикається через магнітопровід електромагніта і взаємодіє в робочій зоні із струмом, який його створив [4]. Внаслідок цього ускладнюється система управління заливкою, яка повинна враховувати цю додаткову електромагнітну силу, що діє в напрямі, протилежному потрібному напряму, а при відключеному електромагніті вона 1 UA 114188 C2 5 10 15 20 25 30 35 40 45 50 55 60 викликає всмоктування розплаву аж до робочої зони, що призводить до окислення металу, також може відбутися електричний розрив рідкометалевих витків. Для компенсації всмоктуючої сили необхідно підвищувати встановлену потужність заливального пристрою, унаслідок чого знижується його К.К.Д. Таким чином, досягти істотного підвищення електромагнітного тиску і одночасно позбавитися від всмоктуючої електромагнітної сили неможливо без зміни схеми його створення. Головною задачею запропонованого винаходу поставлено розширення області застосування електромагнітного заливального пристрою як при литті під електромагнітним тиском, так і при заливці в ливарні форми відкритим струменем шляхом істотного підвищення електромагнітного тиску, що створюється міксером-дозатором, який має значний запас металевого розплаву, усунення негативного впливу на створювану електромагнітну силу взаємодії струму в каналі з власним магнітним полем і виключення утворення розрідження в робочій зоні за рахунок зміни схеми створення електромагнітного тиску. Поставлена задача вирішується тим, що в пристрої, який включає тигель для металу, що сполучається з каналом, виконаним у вигляді двох витків, які розташовані в одній площині і мають загальну ділянку, індуктор, електромагніт, що складається з С-подібного магнітопровода з котушками на його полюсних частинах, і знімний металопровід, зістикований з одним з гирл каналу, згідно з винаходом, загальна ділянка двох витків каналу розташована горизонтально, один з витків каналу замикається через порожнину тигля, утворюючи в ньому два гирла, індуктор складається із замкнутого магнітопроводу з двома котушками, розташованими усередині витків каналу, і охоплює їх загальну ділянку, а в місцях роздвоєння загальної ділянки каналу утворені дві Т-подібні робочі зони, кожна з яких розташована в міжполюсному зазорі одного з двох електромагнітів. Суть винаходу пояснюється наступним: У каналі електромагнітного заливального пристрою є дві робочі зони, які працюють як два послідовно сполучених електромагнітних насоси, тому створюваний в них електромагнітний тиск підсумовується, і в зоні гирла, на якому встановлений металопровід, підвищується електромагнітний тиск. Електричні струми, що індукуються в каналі, складаються в загальній горизонтальній ділянці каналу, а оскільки створюваний електромагнітний тиск пропорційний силі струму в робочій зоні, то це теж сприяє підвищенню електромагнітного тиску. Струми, в місцях близьких до робочих зон, мають протилежні напрями, тому магнітні поля, що створюються ними і замикаються через магнітопроводи електромагнітів, мають протилежні напрями і нейтралізують одне одного. Внаслідок цього, магнітне поле, що створюється струмами в каналі, не впливає на величину електромагнітного тиску, завдяки чому спрощується схема управління процесом заливки і виключається окислення розплаву в каналі через всмоктуючу дію супутньої електромагнітної сили. Вектори електромагнітної сили в Т-подібних робочих зонах направлені тангенціально щодо їх стінок, тому поблизу них не утворюється розрідження, що унеможливлює підсос повітря з футерівки в розплав. Пропонований електромагнітний заливальний пристрій (Фіг. 1, Фіг. 2) складається з тигля для металу 1, заповненого металевим розплавом 2, металопроводу 3 з електропровідним наконечником на нижньому кінці (не показаний), каналу 4 з індуктором, що має замкнутий магнітопровід 5, на якому розміщено дві котушки 6. Два електромагніти складаються з Сподібних магнітопроводів 7 і 8, на кожній полюсній ділянці яких розміщено по одній котушці 9. Канал 4 утворює два витки, розташовані в одній вертикальній площині. Верхній виток сполучається з тиглем 1, утворюючи в ньому два гирла 10, 11, і має з нижнім витком загальну, горизонтально розташовану ділянку 12. У місцях роздвоєння загальної ділянки 12 каналу 4 утворені дві Т-подібні робочі зони 13 і 14, кожна з яких розміщена в міжполюсних зазорах Сподібних магнітопроводів 7 і 8. На одному з гирл 10 або 11 встановлений металопровід 3. Електромагнітний заливальний пристрій працює таким чином. У заздалегідь прогрітий пристрій заливають металевий розплав 2 і подають змінну напругу на котушки 6 індуктора. При цьому в порожнині каналу 4 утворюються два замкнуті контури електричного струму з протилежними напрямами: I1 і I2. В загальній горизонтальній ділянці 12 струм подвоюється, оскільки в ній струми, що протікають в обох контурах, набувають однакового напряму. Під дією електричного струму відбувається індукційне нагрівання розплаву. Для забезпечення його перемішування на котушки 9 С-подібного магнітопроводу 7 електромагніта подають напругу. Після досягнення розплавом заданої температури відключають котушки 9 електромагніта і встановлюють металопровід 3 на одне з гирл каналу 4. Електромагнітні системи включають так, щоб гирло, на якому встановлено металопровід було таким, що нагнітає. Для проведення заливки котушки 6 індуктора перемикають на заливальну 2 UA 114188 C2 5 10 15 20 25 30 35 40 45 напругу, а на обмотках 9, розташованих на С-подібних магнітопроводах 7 і 8 електромагнітів, підвищують напругу, слідуючи залежності напруги від часу, яка повинна забезпечити технологічно мотивований режим перебігу розплаву в ливарній формі. В разі необхідності збільшення діапазону регулювання електромагнітного тиску, в процесі заливки одночасно із збільшенням напруги на електромагнітах підвищують напругу на індукторі. Якщо в умовах виробництва зручніше розливати розплав з другого боку пристрою, то металопровід переставляють на друге гирло і проводять реверс напруги на індукторі. Це можливо тому, що система є симетричною. У робочих зонах 13 і 14 зовнішні магнітні поля, що створюються електромагнітами, взаємодіють з тією складовою струму, яка йде через загальну ділянку 12. При цьому в робочих зонах 13 і 14 зовнішнє магнітне поле має протилежний напрям, а горизонтальні складові струмів направлені однаково, тому в зоні 13 електромагнітна сила направлена вгору, а в зоні 14 вниз. Тиск від робочої зони 14 передається по нижньому витку каналу 4 до робочої зони 13 і підсумовується з ним, оскільки вони працюють як два послідовно включених насоса. Унаслідок того, що струми I1 і I2 у вертикальних ділянках каналу 4 направлені протилежно, їх магнітні поля в робочій зоні нейтралізуються, тому в магнітопроводах 7 і 8 електромагнітів не наводяться додаткові магнітні поля, і як наслідок, в робочих зонах не виникає додаткова електромагнітна сила, наявність якої дає негативні наслідки. При випадковому знеструмленні одного або обох електромагнітів рівень розплаву в металопроводі 3 не опуститься і не підвищиться, отже, виникнення аварійної ситуації з цієї причини неможливе. Як наслідок, спрощується процес управління заливкою, оскільки величина створюваного електромагнітного тиску, за умови постійності напруги на індукторі, визначатиметься тільки напругою, поданою на електромагніт. У тих випадках, коли в процесі відбору розплаву з тигля, його температура досягає нижньої допустимої межі, металопровід піднімають для забезпечення циркуляції розплаву між каналом і тиглем. Після досягнення верхньої допустимої межі заданого інтервалу регулювання температури, металопровід знову стикують з гирлом каналу і продовжують процес отримання виливків. При використанні заявленого пристрою для лиття алюмінієвих сплавів під електромагнітним тиском створюється риск, що складає не менше 50 кПа, завдяки чому істотно розширюється номенклатура виливків, оскільки цим пристроєм можна відливати виливки заввишки до одного метра. При заливці ливарних форм відкритим струменем забезпечується можливість здійснити заливку при великих різницях висот розташування дзеркала розплаву в тиглі і заливальної чаші ливарної машини, а також здійснювати перелив розплаву в інші металоприймачі, що знаходяться на такій же висоті щодо дзеркала розплаву в тиглі. Таким чином, в пропонованому заливальному пристрої поєднуються переваги вказаних електромагнітних індукційних насосів і індукційної канальної печі. Перші мають обмежені технологічні можливості, але розвивають майже в два рази більший електромагнітний тиск і не мають недоліків, що викликаються впливом струму в каналі на електромагніт і утворенням області розрідження в робочій зоні. Другі є міксерами-дозаторами з широкими технологічними можливостями. Джерела інформації: 1. Полищук В.П., Цин М.Р., Гори Р.К. и др. Магнитодинамические насосы для жидких металлов. - Киев: Наук. думка, 1989. - 256 с. 2. Фикссен В.Н., Дубоделов В.И., Котлярский Ф.М. и др. Получение отливок из алюминиевых сплавов с использованием электромагнитного давления // Процессы литья. 1996. - № 4. - С. 6472. 3. Фикссен В.Н. Приготовление, рафинирование и заливка алюминиевых сплавов под действием электромагнитных сил // Металлургия машиностроения. - 2012. - № 6. - С. 24-29. ФОРМУЛА ВИНАХОДУ 50 55 60 Електромагнітний заливальний пристрій, що включає тигель для металу, який сполучається з каналом, виконаним у вигляді двох витків, що розташовані в одній площині і мають загальну ділянку, індуктор, електромагніт, що складається з С-подібного магнітопроводу з котушками на його полюсних частинах, і знімний металопровід, зістикований з одним з гирл каналу, який відрізняється тим, що загальна ділянка двох витків каналу розташована горизонтально, один з витків каналу замикається через порожнину тигля, утворюючи в ньому два гирла, індуктор складається із замкнутого магнітопроводу з двома котушками, розташованими усередині витків каналу, і охоплює їх загальну ділянку, а в місцях роздвоєння загальної ділянки каналу утворені дві Т-подібні робочі зони, кожна з яких розміщена в міжполюсному зазорі одного з двох електромагнітів. 3 UA 114188 C2 4 UA 114188 C2 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюDubodelov Viktor Ivanovych, Pohorskyi Viktor Konstiantynovych
Автори російськоюДубоделов Виктор Иванович, Погорский Виктор Константинович
МПК / Мітки
МПК: H05B 6/02, B22D 37/00, B22D 27/02, B22D 18/04, B22D 27/09
Мітки: електромагнітний, пристрій, заливальний
Код посилання
<a href="https://ua.patents.su/7-114188-elektromagnitnijj-zalivalnijj-pristrijj.html" target="_blank" rel="follow" title="База патентів України">Електромагнітний заливальний пристрій</a>
Заливальний пристрій магнітодинамічного типу
Номер патенту: 108335
Опубліковано: 10.04.2015
Автор: Фікссен Владислав Миколайович
МПК: H05B 6/34, B22D 35/00, H05B 6/02, F27D 11/00, B22D 27/02, B22D 39/00
Мітки: магнітодинамічного, пристрій, заливальний, типу
Формула / Реферат:
1. Заливальний пристрій магнітодинамічного типу, що містить індукційну канальну піч з П-подібним каналом, електромагніт з двома обмотками, розташованими на С-подібному магнітопроводі, і металопровід, з’єднаний з робочою зоною каналу, який відрізняється тим, що індуктор розщеплений на дві частини, і міжполюсний простір С-подібного електромагніта розташовано відносно робочої зони каналу таким чином, що частина електромагніта з першою котушкою...
Електромагнітний пристрій для розливання рідкого металу

Номер патенту: 70065
Опубліковано: 15.09.2004
Автори: Погорський Віктор Костянтинович, Дубодєлов Віктор Іванович
МПК: B22D 39/00
Мітки: розливання, металу, рідкого, пристрій, електромагнітний
Формула / Реферат:
1. Електромагнітний пристрій для розливання рідкого металу, що містить тигель для рідкого металу, вертикально розташований вогнетривкий блок із плавильним каналом U-подібної форми, робочу зону каналу, індуктор, електромагніт, зливальний металопровід, систему електроживлення, який відрізняється тим, що щонайменше в одній з бокових ділянок вогнетривкого блоку виконано два додаткових вертикально розташованих канали, кожний з яких одним кінцем...
Електромагнітний пристрій
Номер патенту: 47737
Опубліковано: 15.07.2002
Автори: Назаренко Тарас Анатолійович, Лубковський Костянтин Вадимович, Азаров Олександр Ігорович, Прудковських Вячеслав Вікторович, Примаченко Олександр Петрович
МПК: H01H 50/00
Мітки: пристрій, електромагнітний
Формула / Реферат:
Електромагнітний пристрій, що складається з корпуса, електромагнітного приводу з якорем та котушкою електромагніта, штовхача та пружини, який відрізняється тим, що електромагнітний привід розташований в металевому корпусі у вигляді стакана, на дно якого встановлений стоп з магнітотвердого матеріалу, з яким взаємодіє якір електромагніта, при цьому якір оснащений штовхачем, виконаний як одна деталь, а штовхач - пружиною, котра установлена...
Електромагнітний насос високого тиску для рідкого металу
Номер патенту: 78135
Опубліковано: 15.02.2007
Автори: Горюк Максим Степанович, Погорський Віктор Костянтинович, Дубодєлов Віктор Іванович
МПК: F04F 11/00, H02K 44/00
Мітки: рідкого, тиску, високого, насос, металу, електромагнітний
Формула / Реферат:
Електромагнітний насос високого тиску для рідкого металу, що містить порожнистий кільцевий канал з електропровідного матеріалу з вхідним і вихідним патрубками, контактами для підведення електричного струму до каналу й електромагніт, який відрізняється тим, що в порожнині кільцевого каналу виконана електропровідна перегородка у вигляді спіралі, яка утворює зі стінками каналу n витків, при цьому сформовано 2n послідовно з'єднаних робочих зон,...
Електромагнітний захоплювальний пристрій
Номер патенту: 54315
Опубліковано: 10.11.2010
Автори: Гавва Олександр Миколайович, Жарова Світлана Іванівна, Куєвда Валерій Петрович, Валіулін Геннадій Романович, Пашенковська Олена Сергіївна
МПК: B66C 1/00, B25J 15/06
Мітки: електромагнітний, пристрій, захоплювальний
Формула / Реферат:
Електромагнітний захоплювальний пристрій, який складається із стінок, стояків, котушки і кришки, який відрізняється тим, що електромагнітний захоплювальний пристрій складається із бічних L-подібної форми стінок, які стоять на відстані одна від одної і розташовані одна проти одної на відстані ширини обмотки котушки, перевернених Т-подібних стояків зі скосами, які розташовані всередині котушки і які контактують під нею з бічними стінками, а...
Попередній патент: Нейтральні, стабільні й прозорі золі фотокаталітичного діоксиду титану
Наступний патент: Активна композиція пом’якшувача тканини
Випадковий патент: Похідні орто-галогенбензойної кислоти, які проявляють протизапальну, анальгетичну, жовчогінну, антиоксидантну та фунгістатичну активність