Спосіб діагностування технічного стану конвеєрної випалювальної машини
Номер патенту: 116400
Опубліковано: 25.05.2017
Автори: Лобова Карина Віталіївна, Лобов Вячеслав Йосипович, Кривенко Юрій Юрійович


Формула / Реферат
Спосіб діагностування технічного стану конвеєрної випалювальної машини, який включає проведення випробувань і вимірювань їх параметрів первинними перетворювачами (датчиками) в сталому режимі, об'єднання частинних висновків щодо технічного стану механізмів і вузлів конвеєрної випалювальної машини, який відрізняється тим, що в режимі реального часу при експлуатації конвеєрної випалювальної машини первинними перетворювачами вимірюють параметри технічного стану її механізмів і вузлів, відповідно до отриманого сигналу, встановлюють тип несправностей та можливі пошкодження і, враховуючи економічну ефективність того чи іншого пошкодження, інтегрують інформацію в цілому та оцінюють технічний стан конвеєрної випалювальної машини за результатами кожного виду вимірювань та відносять його до бази еталонних класів технічного стану на електронному носії та формують список рекомендацій щодо стратегії подальшої експлуатації конвеєрної випалювальної машини.
Текст
Реферат: Спосіб діагностування технічного стану конвеєрної випалювальної машини включає проведення випробувань і вимірювань їх параметрів первинними перетворювачами (датчиками) в сталому режимі, об'єднання частинних висновків щодо технічного стану механізмів і вузлів конвеєрної випалювальної машини. В режимі реального часу при експлуатації конвеєрної випалювальної машини первинними перетворювачами вимірюють параметри технічного стану її механізмів і вузлів, відповідно до отриманого сигналу, встановлюють тип несправностей та можливі пошкодження і враховуючи економічну ефективність того чи іншого пошкодження, інтегрують інформацію в цілому та оцінюють технічний стан конвеєрної випалювальної машини за результатами кожного виду вимірювань та відносять його до бази еталонних класів технічного стану на електронному носії та формують список рекомендацій щодо стратегії подальшої експлуатації конвеєрної випалювальної машини. UA 116400 U (12) UA 116400 U UA 116400 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до інформаційних технологій діагностики та моніторингу режимів функціонування конвеєрної випалювальної машини. Актуальність створення способів моніторингу режимів функціонування конвеєрної випалювальної машини, зокрема, режимів механізмів і вузлів, обумовлена як надзвичайно складними технологічними умовами, в яких постійно перебуває обладнання, і які характеризуються постійно динамічним формуванням та впливами багатьох фізико-хімічних чинників, що їх руйнують. Окрім цього, у процесі експлуатації механізми і вузли конвеєрної випалювальної машини внаслідок дії різноманітних факторів: зношування, старіння, механічного пошкодження котунами, перегрівання та ін., відбувається поступова деградація їх технічного стану. Все це приводить до погіршення технічного стану вузлів та елементів конструкцій, за рахунок виникнення тріщин, короблення, тощо. При цьому знижується надійність функціонування обладнання за рахунок збільшення тертя, виникнення заїдання, заклинювання, тощо. При експлуатації конвеєрної випалювальної машини в цілому зменшується тяга, коефіцієнт корисної дії та збільшуються витрати палива й інше. До відомих способів діагностування технічного стану конвеєрної випалювальної машини [Ксендзовский В.Р. Автоматизация процессов производства окатышей. Изд-во "Металлургия", 1971, 216 с., і Л.К. Кокорин, С.Н. Лелеко. Производство окисленных окатышей. Екатеринбург: Уральский центр ПР и рекламы, 2004, 280 с], що ґрунтуються на використанні результатів як планових, так і позапланових вимірювань і випробувань. Основним недоліком відомих способів діагностування технічного стану конвеєрної випалювальної машини є недостатня ефективність використання результатів планових, так і позапланових вимірювань і випробувань, що. виконується в сталому режимі. Відповідно до нормативної документації на конвеєрну випалювальну машину технічною експлуатацією передбачається виконання через визначений час напрацювання або календарного строку періодичної оцінки технічного стану. Тобто визначення технічного діагнозу об'єкту технічної експлуатації, яку здійснюють шляхом використання штатних систем контролю та реєстрації параметрів, за поточним значеннями яких визначають їх відповідність заданим технічним умовам. Відповідність або невідповідність заданому технічному стану цього об'єкту в сталому режимі, що визначає можливість конвеєрної випалювальної машини подальшої експлуатації. Але штатні прилади систем та реєстрації параметрів, що вибрані як аналоги, не дозволяють здійснювати оперативну оцінку ступеня якості технічного стану, функціонування об'єкту технічної експлуатації без їх демонтування та розбирання. Інформація отримується не в реальному часу експлуатації, обробка її проводиться окремо для кожного механізму або вузлу, тобто не інтегровано для всієї машини. Це призводить до несвоєчасного виходу із ладу механізмів і вузлів конвеєрної випалювальної машини в період експлуатації та в результаті зупиняється робота всього об'єкту. Як найближчий аналог корисної моделі прийнято спосіб діагностування газомоторного компресора [патент України на винахід № 76599, опубл. 15.08.2006, Бюл. № 8, 2006 p., МПК G01M 15/00], за яким створюють еталонну модель справного газомоторного компресора у вигляді залежності діагностичних параметрів, вимірюють їх на експлуатаційному режимі та ідентифікують несправності шляхом аналізу відхилення виміряних значень діагностичних параметрів від еталонної моделі. При цьому еталонну модель складають у вигляді набору залежностей параметрів концентрації й потужності викидів оксиду вуглецю і оксиду азоту від ефективної потужності газомоторного компресора з визначенням зон технічно справного і несправного стану. Для кожної з цих зон складають таблиці відповідності несправностей та технічного обслуговування газомоторного компресора. В режимі експлуатації вимірюють концентрацію оксиду вуглецю і оксиду азоту у відпрацьованих газах, розраховують потужність викидів оксиду вуглецю і оксиду азоту, розраховують ефективну потужність газомоторного компресора та за положенням значень концентрації, потужності викидів оксиду вуглецю і оксиду азоту відповідно до ефективної потужності у полі значень еталонної моделі визначають зону, що відповідає технічному стану газомоторного компресора, і за таблицею відповідності визначають наявність несправності та рекомендують необхідне технічне обслуговування. До недоліків найближчого аналога є неможливість діагностування технічного стану при експлуатації окремих вузлів установки, належить низька ефективність способу при врахуванні впливу на технічний стан збурень і недостатня об'єктивність при прийнятті рішень щодо діагнозу в умовах неповноти і нечіткості вихідної інформації про технічний стан окремих вузлів установки. В реальному часі при експлуатації установки в режимі онлайн не знімається інформація, що характеризує реальний технічний стан установки і значно ускладняється задача визначення технічного стану окремих вузлів установки і можливих пошкоджень, а також виконати узагальнену оцінку її технічного стану. 1 UA 116400 U 5 10 15 20 25 30 35 40 45 50 55 60 Задачею корисної моделі є створення способу діагностування технічного стану конвеєрної випалювальної машини, який забезпечив би реальне виявлення та прогнозування несправностей механізмів і вузлів, й в цілому всієї конвеєрної випалювальної машини в режимі реального часу при експлуатаційних її режимах, використовуючи виміряні первинними перетворювачами параметри експлуатаційного моніторингу та експертних висновків. В результаті досягається підвищення інформативності, і тим самим, підвищення якості та достовірності діагностики. Це надасть необхідну інформацію для прийняття рішень по експлуатації конвеєрної випалювальної машини при здійснювані безперебійного і постійного моніторингу. Поставлена задача вирішується за рахунок того, що спосіб діагностування технічного стану конвеєрної випалювальної машини включає проведення випробувань і вимірювань їх параметрів первинними перетворювачами (датчиками) в сталому режимі, об'єднання частинних висновків щодо технічного стану механізмів і вузлів конвеєрної випалювальної машини. Згідно корисної моделі в режимі реального часі при експлуатації конвеєрної випалювальної машини первинними перетворювачами вимірюють параметри технічного стану її механізмів і вузлів, відповідно до отриманого сигналу, встановлюють тип несправностей та можливі пошкодження і враховуючи економічну ефективність того чи іншого пошкодження, інтегрують інформацію в цілому та оцінюють технічний стан конвеєрної випалювальної машини за результатами кожного виду вимірювань та відносять його до бази еталонних класів технічного стану на електронному носії та формують список рекомендацій щодо стратегії подальшої експлуатації конвеєрної випалювальної машини. Технічним результатом від використання способу є визначення інтегральної оцінки технічного стану конвеєрної випалювальної машини, що формується на основі аналізу технічного стану за результатами вимірювань і випробувань її механізмів і вузлів безпосередньо в режимі реального часу при експлуатаційних навантаженнях. До механізмів і вузлів конвеєрної випалювальної машини належить: агрегат, що складається з пристроїв для завантаження донної і бортової постелі та сирих котунів на випалювані машини; укладальник, що качається; проміжний конвеєр; роликові живильники із шестерінчастим приводом або індивідуальним. приводом; конвеєр прибирання просипу, тощо. Одночасно з цим, визначається технічний стан агрегатів та механізмів, що відносяться безпосередньо до випалювальної конвеєрної машини: випалюваний візок, привід стрічки випалюваних візків, спрямовувачі рух випалюваних візків, що включають напрямні головної частини, напрямні середньої частини і напрямні розвантажувального пристрою, камери осипу, поздовжнє і поперечне ущільнення, бортові ущільнення, розвантажувальний пристрій, ковпаки зон попереднього нагріву, сушіння І і II, горн зон підігріву і випалу, ковпаки зони рекуперації та охолодження І і ІІ, розподільні стінки, колектор прямого перетоку, камери газоповітряні, система водоохолодження, пальникові пристрої, системи змащення випалювальної машини, пристрій для очищення колосників, двоклапанні затвори, тощо. Економічна суть показника визначається необхідністю того чи іншого виміряного показника механізмів і вузлів, полягає в їхньому економічному обґрунтуванні, виходячи з необхідності виконання для них контрольних або ремонтних робіт, які своєчасно необхідно для подальшої безперервної роботи конвеєрної випалювальної машини, елементами якої керує автоматизована система. Конвеєрну випалювальну машину обслуговують різні спеціалісти, які виступають в ролі експертів при оцінки технічного стану механізмів і вузлів. Вони використовують результати вимірювання та випробувань, що визначені в сталому режимі. Спеціалісти кожного рівня використовують техніко - економічні показники, кількість яких є досить великою та різноманітними. Вплив усіх факторів, як внутрішніх, так і зовнішніх, на технічну і економічну ефективність конвеєрної випалювальної машини отримує свій вияв у зміні показників роботи механізмів і вузлів. Основним методом оцінки ефективності роботи конвеєрної випалювальної машини є комплексний метод на основі вимірювання первинними перетворювачами та випробувань в режимі онлайн технічного стану її механізмів і вузлів конвеєрної випалювальної машини, які дозволяють в реальному часі при експлуатації встановити в них тип несправностей та можливі пошкодження і враховуючи економічну ефективність того чи іншого пошкодження, виконавши розрахунок інтегрального показника. Для цього використовується пороговий метод, який має наступні еталонні класи технічного стану: нормальний стан, передкризовий, несправний, кризовий, критичний з дефектом визначеного виду. Суть даного методу полягає у визначенні загрози або способу захисту, по кожній загрозі визначаються - показники і порогові значення. За результатами кожного виду випробувань або вимірювань стану обладнання з використанням визначеного набору ознак оцінюється технічний стан об'єкта і відносять його до деякого 2 UA 116400 U 5 10 15 еталонного класу технічних станів. Пороговий метод використовує критерій: якщо хоча б один показник не відповідає, то стан небезпечний. Так як особливості класів технічного стану механізмів і вузлів конвеєрної випалювальної машини характеризуються безліччю показників (m 2) , то, при упорядкуванні одиниць сукупності, виникає необхідність агрегування всіх ознак множини в одну інтегральну оцінку. Агрегування ознак ґрунтується на так званій теорії "Адитивною цінності", згідно з якою справність конвеєрної випалювальної машини дорівнює сумі справності її складових механізмів і вузлів. Якщо ознаки безлічі мають різні одиниці виміру, то адитивне агрегування вимагає приведення їх до однієї основи, тобто попередньої нормалізації. Вектор первинних ознак [ x1, x2, ..., xm ] , який забезпечується первинними перетворювачами (датчиками), замінюється вектором нормалізованих значень [z1, z2, ..., zm ] . Спосіб нормалізації базується на зіставленні емпіричних значень ознаки xi з граничною величиною a . Такою величиною є еталонне (порогове) x e значення показника. Якщо x ij - деякі показники, j 1 ..., m ; i 1 ..., n , , , які в сукупності характеризують певний показник роботи механізму або вузла, то інтегральний показник (індекс) для цього показника повинен мати вигляд лінійної згортки: Ii m1aij * zij , j де: a ij - вагові коефіцієнти, що визначають ступінь внеску j -го показника в інтегральний індекс i -й механізм або вузол; z ij - нормалізовані значення вхідних показників x ij . Цей індекс дорівнює одиниці тоді, коли всі x ij набувають "кращі", або оптимальні, значення, 20 і - нулю тоді, коли всі показники "погані". Вимоги до a ij і z ij : всі a ij задовольняють таким умовам: 0 aij 1 , aij 1. кожен з zij 0 є нормалізованим, тобто 0 aij 1 , причому zij 1 відповідає оптимальному значенню, a zij 0 - найгіршого. 25 30 35 Для визначення нормалізованих значень вхідних показників x ij вважається перехід до масштабу вимірювань, коли "кращому" значенню показника відповідає значення одиниці, а "гіршому" - значення нуля. З математичної точки зору, це завдання нормування змінних, а з точки зору статистики - це перехід від абсолютних до нормалізованих значень показників, які, у свою чергу, змінюються від нуля до одиниці і вже своєю величиною характеризують ступінь наближення до оптимального значення, що можна інтерпретувати у відсотках: нуль відповідає 0 %, а одиниця - 100 %. Вагові коефіцієнти визначаються з використанням моделі головних показників. Ця модель трансформує m -мірне простір ознак у p -мірний просторовий показник (p m) . У моделі головних показників зв'язок між первинними ознаками і складовими описується як лінійна комбінація: yi m Cij * Gij , j де yi - стандартизовані значення i -ї ознаки з одиничними дисперсіями, при цьому сумарна дисперсія дорівнює числу ознак m ; C ij - внесок j -го показника в сумарну дисперсію безлічі показників i -го об'єкту. 40 Компоненти G j також являють собою лінійну комбінацію Gi m dij * xij , i де: diy - факторні навантаження; x ij - вхідні дані. Вагові коефіцієнти a ij розраховуються за формулою: 45 aij cij * dij cij * dij . Побудова моделі головних показників здійснюється в три етапи: - розрахунок кореляційної матриці R; 3 UA 116400 U - виділення головних показників і розрахунок факторних навантажень; - ідентифікація головних показників. Інтегральний показник по кожній групі розраховується за формулою: IjI aij * Zij , i 5 10 де: a ij - вагові коефіцієнти, що визначають ступінь внеску i -го показника в інтегральний індекс; zij1 - нормалізовані значення вхідних показників x ij . Узагальнений інтегральний індикатор за кожним показником розраховується наступним чином: Ij (Ij1 Ij2 ) / 2 . Інтегральні показник конвеєрної випалювальної машини в цілому розраховується за формулою: I b j * Ij , j 15 20 25 30 35 40 де: b j - вагові коефіцієнти механізмів і вузлів. Ваговий коефіцієнт j -й механізму або вузлу визначається автоматизованим шляхом, використовуючи параметри механізмів і агрегатів, отриманих експериментальних шляхом в сталому режимі, серед N -го числа параметрів, як відношення суми їх показників, до загальної суми параметрів, отриманих в он-лайн режимі в реальному часі при експлуатації механізмів і агрегатів: bj N1 S jn n , M1 N1 Skn k n де: S jn - оцінка j -го параметру механізму або агрегату, отриманого експериментальним шляхом в сталому режимі; N - кількість параметрів; M - кількість механізмів і агрегатів. Значення вагових коефіцієнтів a ij наведені в таблиці 1. Шляхом систематизації значень, отримують зони з задовільним і незадовільним технічним станом механізмів і вузлів. Якщо в залежності від значень виміряних вхідних параметрів за результатами окремих випробувань або на підставі часткових висновків щодо технічного стану механізму або вузла конвеєрної випалювальної машини можливо зробити кінцевий висновок щодо його технічного стану, то подальший аналіз по моделі припиняється і формується список можливих рекомендацій щодо стратегії подальшої експлуатації конвеєрної випалювальної машини. В разі, коли за результатами діагностування технічного стану в умовах неповноти і нечіткості інформації щодо стану конвеєрної випалювальної машини неможливо оцінити технічний стан і зробити висновок щодо стратегії його подальшої експлуатації, то в моделі формується список додаткових видів вимірювань та випробувань. Тоді для оцінки технічного стану залучаються нові вхідні параметри, а для інтегральної оцінки технічного стану конвеєрної випалювальної машини використовуються додаткові часткові висновки, щодо технічного стану. Як показали результати експериментальних досліджень, запропонований спосіб дозволяє зменшити затрати на виконання ремонтних робіт і підвищити продуктивність роботи конвеєрної випалювальної машини. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 Спосіб діагностування технічного стану конвеєрної випалювальної машини, який включає проведення випробувань і вимірювань їх параметрів первинними перетворювачами (датчиками) в сталому режимі, об'єднання частинних висновків щодо технічного стану механізмів і вузлів конвеєрної випалювальної машини, який відрізняється тим, що в режимі реального часу при експлуатації конвеєрної випалювальної машини первинними перетворювачами вимірюють параметри технічного стану її механізмів і вузлів, відповідно до отриманого сигналу, встановлюють тип несправностей та можливі пошкодження і, враховуючи економічну ефективність того чи іншого пошкодження, інтегрують інформацію в цілому та оцінюють технічний стан конвеєрної випалювальної машини за результатами кожного виду вимірювань та 4 UA 116400 U відносять його до бази еталонних класів технічного стану на електронному носії та формують список рекомендацій щодо стратегії подальшої експлуатації конвеєрної випалювальної машини. Комп’ютерна верстка В. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G01M 15/00
Мітки: технічного, конвеєрної, діагностування, стану, машини, випалювальної, спосіб
Код посилання
<a href="https://ua.patents.su/7-116400-sposib-diagnostuvannya-tekhnichnogo-stanu-konveehrno-vipalyuvalno-mashini.html" target="_blank" rel="follow" title="База патентів України">Спосіб діагностування технічного стану конвеєрної випалювальної машини</a>
Завантажувальний пристрій випалювальної конвеєрної машини
Номер патенту: 104024
Опубліковано: 12.01.2016
Автори: Яковлєва Ірина Геннадіївна, Мних Антон Сергійович
МПК: F27B 21/10, F27D 3/00
Мітки: машини, завантажувальний, пристрій, конвеєрної, випалювальної
Формула / Реферат:
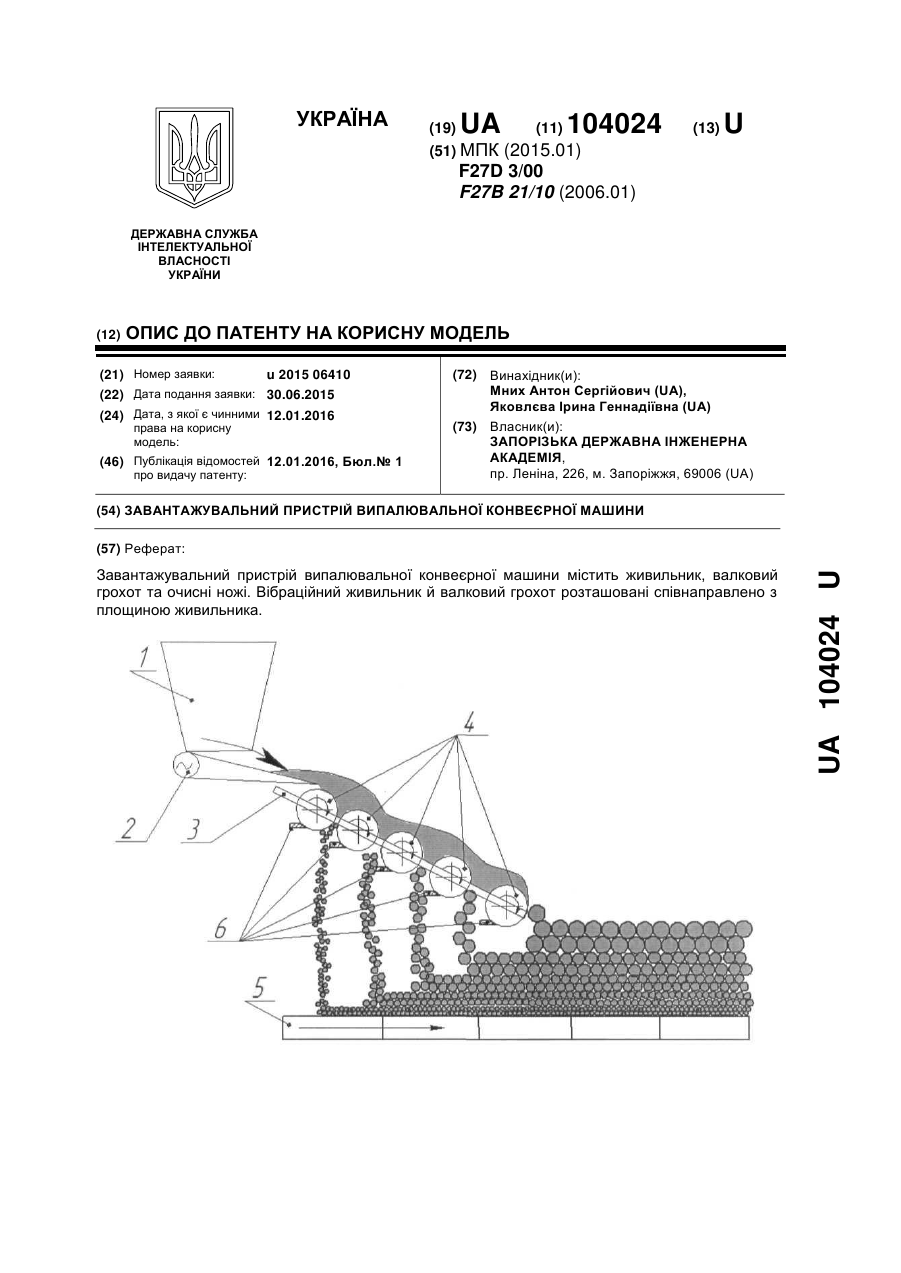
Завантажувальний пристрій випалювальної конвеєрної машини, що містить живильник, валковий грохот та очисні ножі, який відрізняється тим, що він містить вібраційний живильник й валковий грохот, що розташовані співнаправлено з площиною живильника.
Спосіб діагностування технічного стану силового трансформатора по моделі об’єкта в умовах нечіткої інформації

Номер патенту: 65667
Опубліковано: 12.12.2011
Автори: Бардик Євген Іванович, Костерєв Микола Володимирович, Вожаков Роман Вікторович
МПК: H01F 27/00
Мітки: силового, умовах, спосіб, діагностування, інформації, трансформатора, стану, технічного, нечіткої, моделі, об'єкта
Формула / Реферат:
Спосіб діагностування технічного стану силового трансформатора по моделі об'єкта в умовах нечіткої інформації, який включає об'єднання частинних висновків щодо технічного стану (ТС) окремих вузлів трансформатора з урахуванням особливостей даного типу трансформатора і "історії життя", який відрізняється тим, що використовують дані експлуатаційного моніторингу параметрів технічного стану трансформатора та експертних висновків,...
Спосіб комп’ютерного діагностування технічного стану транспортних засобів
Номер патенту: 60327
Опубліковано: 10.06.2011
Автори: АНДРІЄВСЬКИЙ АНДРІЙ ПЕТРОВИЧ, Кудрицький Максим Олександрович, Смаль Сергій Валентинович, Міщенко Василь Борисович, Заболотний Віталій Валерійович, Закусило Петро Степанович, Печатніков Сергій Миколайович, Москаленко Ольга Анатоліївна
МПК: G01N 7/00, G01D 21/02
Мітки: транспортних, стану, діагностування, засобів, технічного, спосіб, комп'ютерного
Формула / Реферат:
1. Спосіб комп'ютерного діагностування технічного стану транспортного засобу, за яким застосовують дротовий контрольно-вимірювальний засіб, перевіряють справність окремих агрегатів, вузлів, приладів і механізмів за допомогою дротового контрольно-вимірювального засобу, який відрізняється тим, що додатково застосовують захищений аналого-цифровий перетворювач та бездротовий електронно-обчислювальний засіб діагностування з програмним...
Спосіб безрозбірного діагностування технічного стану конвеєра з електроприводом
Номер патенту: 6069
Опубліковано: 15.04.2005
Автори: Скляр Олександр Григорович, Солдатенко Євген Генадійович, Жарков Віктор Якович
МПК: H02K 15/00, G01M 13/02
Мітки: технічного, конвеєра, безрозбірного, електроприводом, стану, діагностування, спосіб
Формула / Реферат:
Спосіб безрозбірного діагностування технічного стану конвеєра з електроприводом, що заснований на контролі зміни споживаної потужності електроприводом на холостому ході на початку і її кінці експлуатації, який відрізняється тим, що заміряють кількість спожитої активної електроенергії електроприводом на холостому ході конвеєра за однаковий період, рівний або кратний періоду повного циклу роботи електроприводу, знаходять різницю спожитої...
Спосіб діагностування технічного стану гумотросових стрічок в експлуатаційних умовах
Номер патенту: 43945
Опубліковано: 15.01.2002
Автори: Смірний Михайло Федорович, Капуста Леонід Володимирович, Яковенко Владіслав Валерійович, Львов Сергій Олександрович
МПК: G01N 27/72
Мітки: стану, стрічок, діагностування, спосіб, гумотросових, умовах, експлуатаційних, технічного
Формула / Реферат:
Спосіб діагностування технічного стану гумотросових стрічок в експлуатаційних умовах, в якому до сигналів, пропорційних дефектам у визначеному перерізі контролюючої стрічки, додають сигнали, пропорційні дефектам, виявленим раніше і попередньо зменшеним за законами зміни концентрації напруги, викликаної цими дефектами, який відрізняється тим, що через постійні інтервали часу за допомогою інструментальних методів виявляють обірвані троси по...
Попередній патент: Спосіб кількісного визначення гліциризину в харчових продуктах та косметичних та фармацевтичних засобах
Наступний патент: Інсинератор для спалювання радіоактивно забрудненої біомаси
Випадковий патент: Установка для лазерного термодеформаційного зміцнення та оздоблювання великогабаритних поверхонь деталей складної форми