Установка для лазерного термодеформаційного зміцнення та оздоблювання великогабаритних поверхонь деталей складної форми
Номер патенту: 119671
Опубліковано: 10.10.2017
Автори: Джемелінський Віталій Васильович, Данилейко Олександр Олександрович, Лесик Дмитро Анатолійович
Формула / Реферат
1. Установка для лазерного термодеформаційного зміцнення та оздоблювання великогабаритних поверхонь деталей складної форми, що має волоконний або діодний лазер з оптоволоконним світлопроводом та сканатором, а також деформуючий інструмент, реалізовується за суміщеною схемою, при визначених температурах нагрівання та охолодження, яка відрізняється тим, що траєкторія переміщення лазерного променя з підтриманням постійної температури при нагріванні лазерним пірометром та деформуючого інструмента при зміні товщини, нахилу або переміщенні (наближенні) лазерного променя до краю оброблюваної поверхні реалізується за допомогою роботів із використанням програмного забезпечення (керуючої програми), а деформуючий інструмент (наконечник) розміщується на визначеній відстані від центру дії лазерного променя в процесі охолодження (діапазоні температури перетворення аустеніту в мартенсит).
2. Установка для лазерного термодеформаційного зміцнення та оздоблювання великогабаритних поверхонь деталей складної форми, за п. 1, яка відрізняється тим, що лазерне термодеформаційне зміцнення та оздоблювання великогабаритних поверхонь деталей складної форми може здійснюватись як в динамічному режимі деформування за рахунок використання енергії високочастотних коливань одно- та багатобойкових наконечників у вигляді стержнів або кульок, так і в статичному режимі деформування з використанням ролика, довжина якого дорівнює ширині плями лазерного променя, отриманої від високочастотного сканатора.
Текст
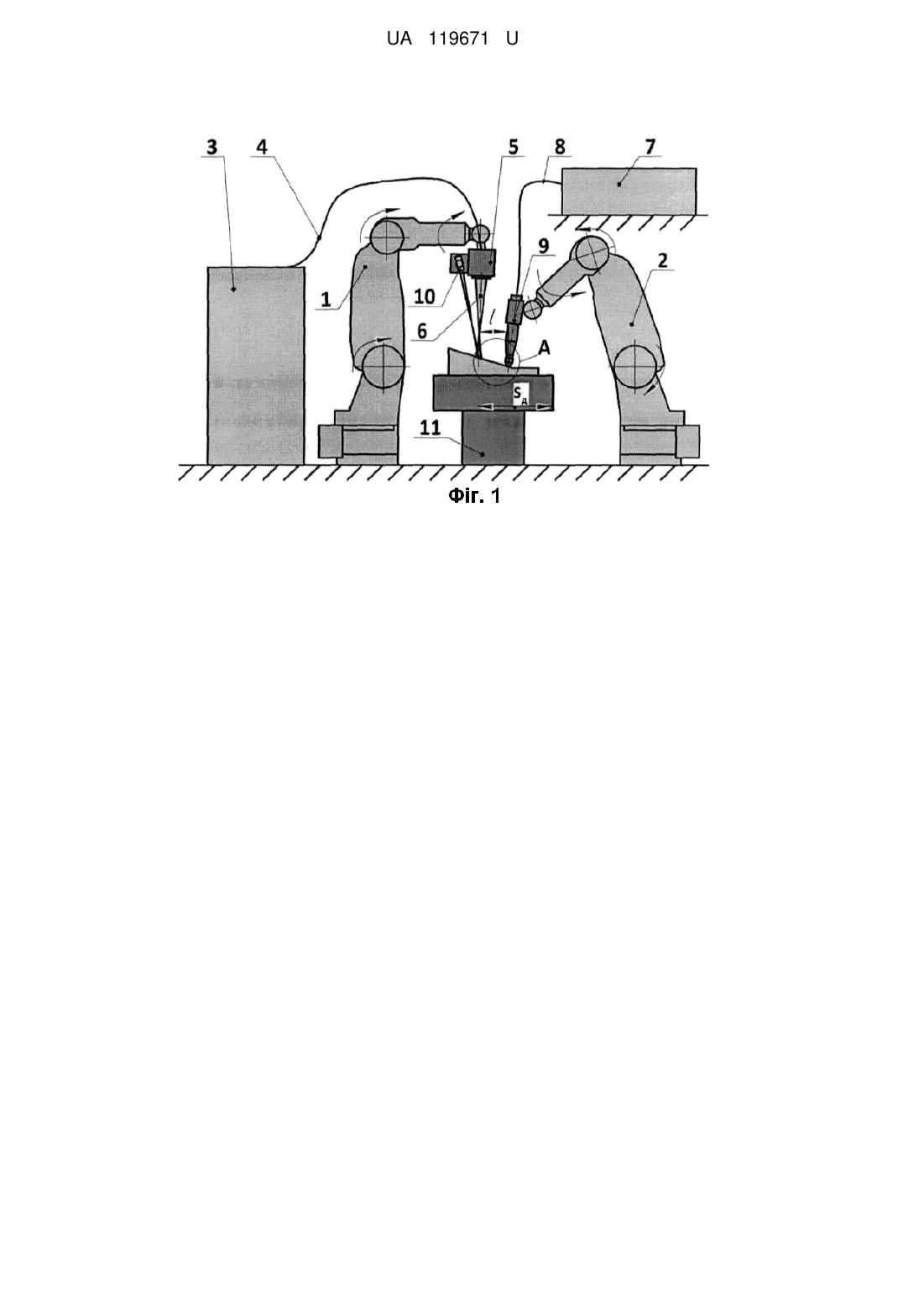
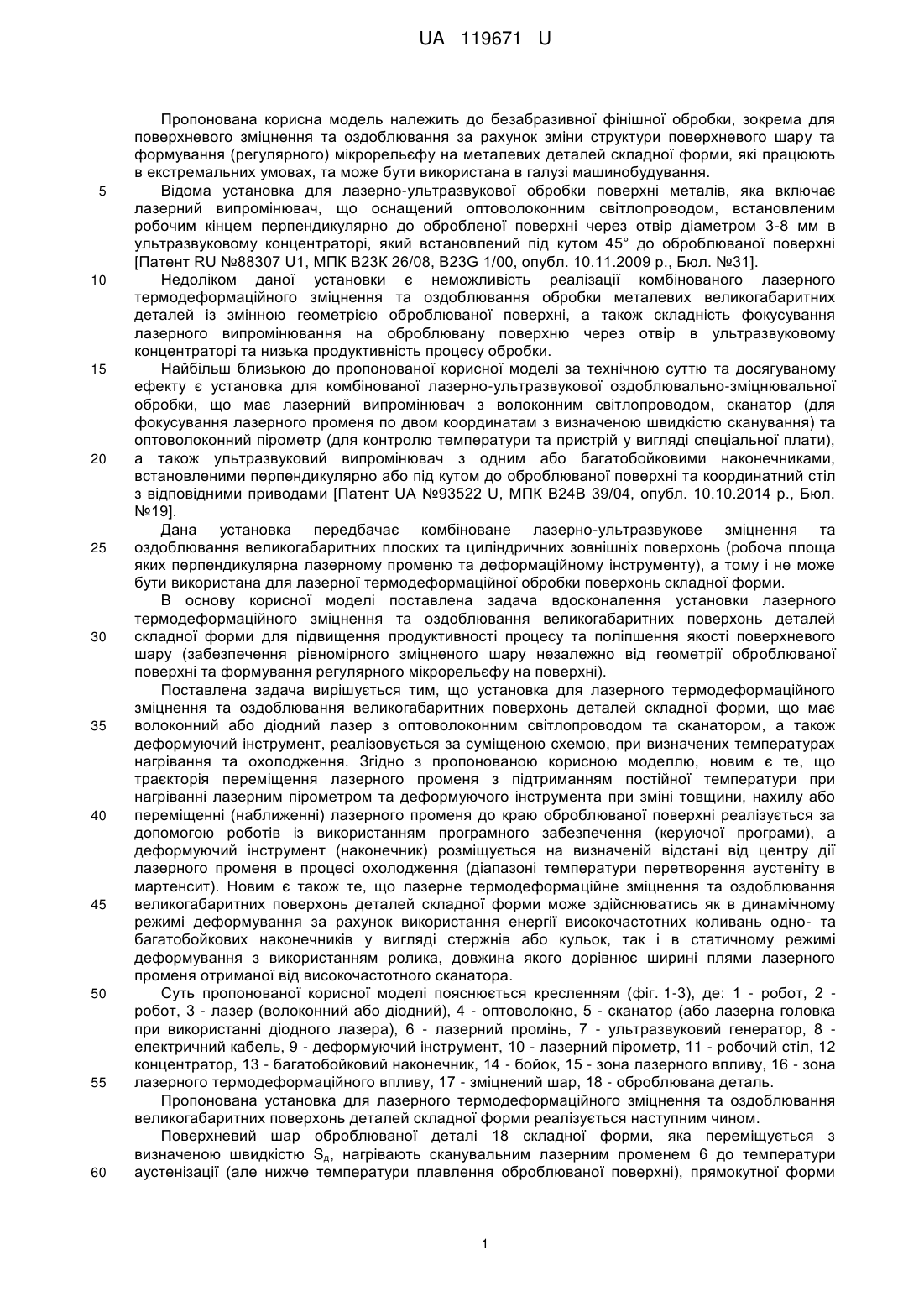
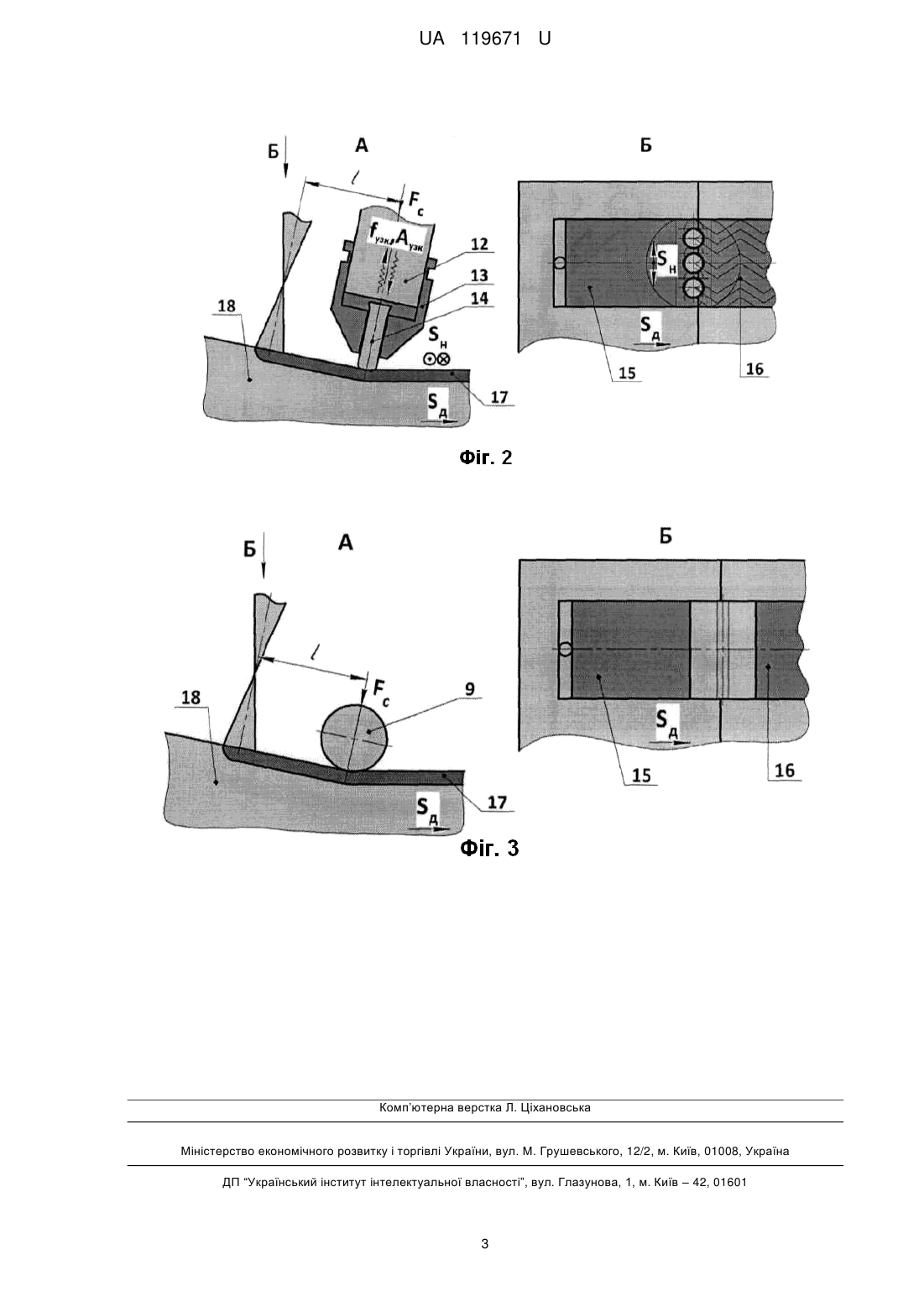
Реферат: Установка для лазерного термодеформаційного зміцнення та оздоблювання великогабаритних поверхонь деталей складної форми має волоконний або діодний лазер з оптоволоконним світлопроводом та сканатором, а також деформуючий інструмент, реалізовується за суміщеною схемою, при визначених температурах нагрівання та охолодження. Траєкторія переміщення лазерного променя з підтриманням постійної температури при нагріванні лазерним пірометром та деформуючого інструмента при зміні товщини, нахилу або переміщенні (наближенні) лазерного променя до краю оброблюваної поверхні реалізується за допомогою роботів із використанням програмного забезпечення. Деформуючий інструмент (наконечник) розміщується на визначеній відстані від центру дії лазерного променя в процесі охолодження (діапазоні температури перетворення аустеніту в мартенсит). UA 119671 U (12) UA 119671 U UA 119671 U 5 10 15 20 25 30 35 40 45 50 55 60 Пропонована корисна модель належить до безабразивної фінішної обробки, зокрема для поверхневого зміцнення та оздоблювання за рахунок зміни структури поверхневого шару та формування (регулярного) мікрорельєфу на металевих деталей складної форми, які працюють в екстремальних умовах, та може бути використана в галузі машинобудування. Відома установка для лазерно-ультразвукової обробки поверхні металів, яка включає лазерний випромінювач, що оснащений оптоволоконним світлопроводом, встановленим робочим кінцем перпендикулярно до обробленої поверхні через отвір діаметром 3-8 мм в ультразвуковому концентраторі, який встановлений під кутом 45° до оброблюваної поверхні [Патент RU №88307 U1, МПК В23К 26/08, B23G 1/00, опубл. 10.11.2009 р., Бюл. №31]. Недоліком даної установки є неможливість реалізації комбінованого лазерного термодеформаційного зміцнення та оздоблювання обробки металевих великогабаритних деталей із змінною геометрією оброблюваної поверхні, а також складність фокусування лазерного випромінювання на оброблювану поверхню через отвір в ультразвуковому концентраторі та низька продуктивність процесу обробки. Найбільш близькою до пропонованої корисної моделі за технічною суттю та досягуваному ефекту є установка для комбінованої лазерно-ультразвукової оздоблювально-зміцнювальної обробки, що має лазерний випромінювач з волоконним світлопроводом, сканатор (для фокусування лазерного променя по двом координатам з визначеною швидкістю сканування) та оптоволоконний пірометр (для контролю температури та пристрій у вигляді спеціальної плати), а також ультразвуковий випромінювач з одним або багатобойковими наконечниками, встановленими перпендикулярно або під кутом до оброблюваної поверхні та координатний стіл з відповідними приводами [Патент UA №93522 U, МПК В24В 39/04, опубл. 10.10.2014 р., Бюл. №19]. Дана установка передбачає комбіноване лазерно-ультразвукове зміцнення та оздоблювання великогабаритних плоских та циліндричних зовнішніх поверхонь (робоча площа яких перпендикулярна лазерному променю та деформаційному інструменту), а тому і не може бути використана для лазерної термодеформаційної обробки поверхонь складної форми. В основу корисної моделі поставлена задача вдосконалення установки лазерного термодеформаційного зміцнення та оздоблювання великогабаритних поверхонь деталей складної форми для підвищення продуктивності процесу та поліпшення якості поверхневого шару (забезпечення рівномірного зміцненого шару незалежно від геометрії оброблюваної поверхні та формування регулярного мікрорельєфу на поверхні). Поставлена задача вирішується тим, що установка для лазерного термодеформаційного зміцнення та оздоблювання великогабаритних поверхонь деталей складної форми, що має волоконний або діодний лазер з оптоволоконним світлопроводом та сканатором, а також деформуючий інструмент, реалізовується за суміщеною схемою, при визначених температурах нагрівання та охолодження. Згідно з пропонованою корисною моделлю, новим є те, що траєкторія переміщення лазерного променя з підтриманням постійної температури при нагріванні лазерним пірометром та деформуючого інструмента при зміні товщини, нахилу або переміщенні (наближенні) лазерного променя до краю оброблюваної поверхні реалізується за допомогою роботів із використанням програмного забезпечення (керуючої програми), а деформуючий інструмент (наконечник) розміщується на визначеній відстані від центру дії лазерного променя в процесі охолодження (діапазоні температури перетворення аустеніту в мартенсит). Новим є також те, що лазерне термодеформаційне зміцнення та оздоблювання великогабаритних поверхонь деталей складної форми може здійснюватись як в динамічному режимі деформування за рахунок використання енергії високочастотних коливань одно- та багатобойкових наконечників у вигляді стержнів або кульок, так і в статичному режимі деформування з використанням ролика, довжина якого дорівнює ширині плями лазерного променя отриманої від високочастотного сканатора. Суть пропонованої корисної моделі пояснюється кресленням (фіг. 1-3), де: 1 - робот, 2 робот, 3 - лазер (волоконний або діодний), 4 - оптоволокно, 5 - сканатор (або лазерна головка при використанні діодного лазера), 6 - лазерний промінь, 7 - ультразвуковий генератор, 8 електричний кабель, 9 - деформуючий інструмент, 10 - лазерний пірометр, 11 - робочий стіл, 12 концентратор, 13 - багатобойковий наконечник, 14 - бойок, 15 - зона лазерного впливу, 16 - зона лазерного термодеформаційного впливу, 17 - зміцнений шар, 18 - оброблювана деталь. Пропонована установка для лазерного термодеформаційного зміцнення та оздоблювання великогабаритних поверхонь деталей складної форми реалізується наступним чином. Поверхневий шар оброблюваної деталі 18 складної форми, яка переміщується з визначеною швидкістю Sд, нагрівають сканувальним лазерним променем 6 до температури аустенізації (але нижче температури плавлення оброблюваної поверхні), прямокутної форми 1 UA 119671 U 5 10 15 (або круглої форми при використанні діодного лазера) з підтриманням постійної температури лазерним пірометром 10 та одночасно деформують інструментом 9 розміщеним на визначеній відстані (в діапазоні температури перетворення аустеніту в мартенсит при охолодженні поверхневого шару матеріалу), який здійснює поперечні переміщення Sн за допомогою програмного забезпечення для перекриття слідів бойків, що дозволяє формувати регулярний мікрорельєф на оброблюваній поверхні. Траєкторію переміщення (нахилу) лазерного променя та деформуючого інструмента відносно оброблюваної поверхні здійснюється за допомогою роботів 1 та 2. Роботи забезпечують підтримання на визначеній відстані сканатор (лазерну головку) та притиснення деформуючого інструмента до оброблюваної поверхні з визначеною силою Fc, а також переміщення їх із заданою траєкторією в повздовжньому напрямі. А оброблювана деталь, при необхідності термодеформаційного зміцнення та оздоблювання на ширині, яка перевищує ширину сканування, переміщується в поперечному напрямі за допомогою незалежного лінійного приводу від крокового електродвигуна. Використання лазерного пірометра забезпечує рівномірну глибину зміцнення поверхні шляхом підтримання постійної температури в зоні дії лазерного променя за рахунок зміни потужності лазера 1 при зміні товщини, нахилу або переміщенні лазерного променя до краю оброблюваної поверхні. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 30 35 1. Установка для лазерного термодеформаційного зміцнення та оздоблювання великогабаритних поверхонь деталей складної форми, що має волоконний або діодний лазер з оптоволоконним світлопроводом та сканатором, а також деформуючий інструмент, реалізовується за суміщеною схемою, при визначених температурах нагрівання та охолодження, яка відрізняється тим, що траєкторія переміщення лазерного променя з підтриманням постійної температури при нагріванні лазерним пірометром та деформуючого інструмента при зміні товщини, нахилу або переміщенні (наближенні) лазерного променя до краю оброблюваної поверхні реалізується за допомогою роботів із використанням програмного забезпечення (керуючої програми), а деформуючий інструмент (наконечник) розміщується на визначеній відстані від центру дії лазерного променя в процесі охолодження (діапазоні температури перетворення аустеніту в мартенсит). 2. Установка для лазерного термодеформаційного зміцнення та оздоблювання великогабаритних поверхонь деталей складної форми за п. 1, яка відрізняється тим, що лазерне термодеформаційне зміцнення та оздоблювання великогабаритних поверхонь деталей складної форми може здійснюватись як в динамічному режимі деформування за рахунок використання енергії високочастотних коливань одно- та багатобойкових наконечників у вигляді стержнів або кульок, так і в статичному режимі деформування з використанням ролика, довжина якого дорівнює ширині плями лазерного променя, отриманої від високочастотного сканатора. 2 UA 119671 U Комп’ютерна верстка Л. Ціхановська Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B24B 39/00, C21D 10/00, B23K 26/08
Мітки: складної, установка, форми, зміцнення, деталей, лазерного, великогабаритних, поверхонь, оздоблювання, термодеформаційного
Код посилання
<a href="https://ua.patents.su/5-119671-ustanovka-dlya-lazernogo-termodeformacijjnogo-zmicnennya-ta-ozdoblyuvannya-velikogabaritnikh-poverkhon-detalejj-skladno-formi.html" target="_blank" rel="follow" title="База патентів України">Установка для лазерного термодеформаційного зміцнення та оздоблювання великогабаритних поверхонь деталей складної форми</a>
Пристрій для вібраційного очищення великогабаритних деталей та деталей складної конфігурації
Номер патенту: 57625
Опубліковано: 10.03.2011
Автори: Булига Юрій Володимирович, Веселовська Наталія Ростиславівна, Іскович-Лотоцький Ростислав Дмитрович, Манжилевський Олександр Дмитрович
МПК: B24B 1/04
Мітки: пристрій, складної, деталей, конфігурації, вібраційного, великогабаритних, очищення
Формула / Реферат:
Пристрій для вібраційного очищення великогабаритних деталей та деталей складної конфігурації, що містить станину, на якій встановлено робочу камеру U-подібної форми з пружинами, до якої приєднаний дебалансний привід, нерухому стійку, на якій зафіксований підйомно-поворотний пристрій, призначений для закріплення та введення в робочу камеру U-подібної форми оброблюваної деталі, що складається з першого гідроциліндра, нерухомої стійки,...
Пристрій для вібраційного очищення великогабаритних деталей та деталей складної конфігурації
Номер патенту: 42248
Опубліковано: 25.06.2009
Автори: Веселовська Наталія Ростиславівна, Булига Юрій Володимирович, Іскович-Лотоцький Ростислав Дмитрович, Манжилевський Олександр Дмитрович
МПК: B24B 1/04
Мітки: великогабаритних, вібраційного, конфігурації, деталей, складної, пристрій, очищення
Формула / Реферат:
Пристрій для вібраційного очищення великогабаритних деталей та деталей складної конфігурації, що містить станину, на якій встановлено робочу камеру U-подібної форми з пружинами, до якої приєднаний дебалансний привод, нерухому стійку, на якій зафіксований підйомно-поворотний пристрій, призначений для закріплення та введення в робочу камеру U-подібної форми оброблюваної деталі, що складається з гідроциліндра, нерухомої стійки, встановленої на...
Спосіб виготовлення великогабаритних виробів складної форми з літійалюмосилікатного ситалу
Номер патенту: 45553
Опубліковано: 10.11.2009
Автори: Чаловський Михайло Федорович, Крючкова Євгенія Григорівна, Зінченко Станіслав Володимирович, Трегубов Микола Федорович
МПК: C03C 10/00, C04B 35/18
Мітки: форми, спосіб, виробів, сіталу, великогабаритних, виготовлення, складної, літійалюмосилікатного
Формула / Реферат:
Спосіб виготовлення великогабаритних виробів складної форми з літійалюмосилікатного ситалу, який полягає в подрібненні матеріалу мокрим способом, формуванні виробів методом шлікерного литва в пористі гіпсові форми та термообробці, який відрізняється тим, що формування заготовок виконується свіжоприготовленим шлікером зі щільністю 1,8...1,9 г/см3, вологістю 18...20 %, тониною помолу 1...5,5 %, в'язкістю 10...20 сек., витримується у формі до...
Спосіб комбінованого лазерного зміцнення металевих деталей
Номер патенту: 74248
Опубліковано: 25.10.2012
Автор: Мажейка Олександр Йосипович
МПК: C21D 1/09
Мітки: спосіб, металевих, комбінованого, лазерного, зміцнення, деталей
Формула / Реферат:
Спосіб комбінованого лазерного зміцнення металевих деталей, при якому здійснюється вплив на оброблюваний матеріал металевих деталей безперервним лазерним випромінюванням, сфокусованим в світлову пляму у вигляді відрізка в діапазоні значень , яка переміщується по заданій траєкторії з постійною або змінною швидкістю, який відрізняється тим, що вздовж лінії переміщення...
Спосіб оздоблювально-зміцнювальної обробки поверхонь деталей
Номер патенту: 108522
Опубліковано: 25.07.2016
Автори: Хижевський Василь Володимирович, Лесик Дмитро Анатолійович, Джемелінський Віталій Васильович
МПК: C21D 10/00
Мітки: поверхонь, деталей, спосіб, оздоблювально-зміцнювальної, обробки
Формула / Реферат:
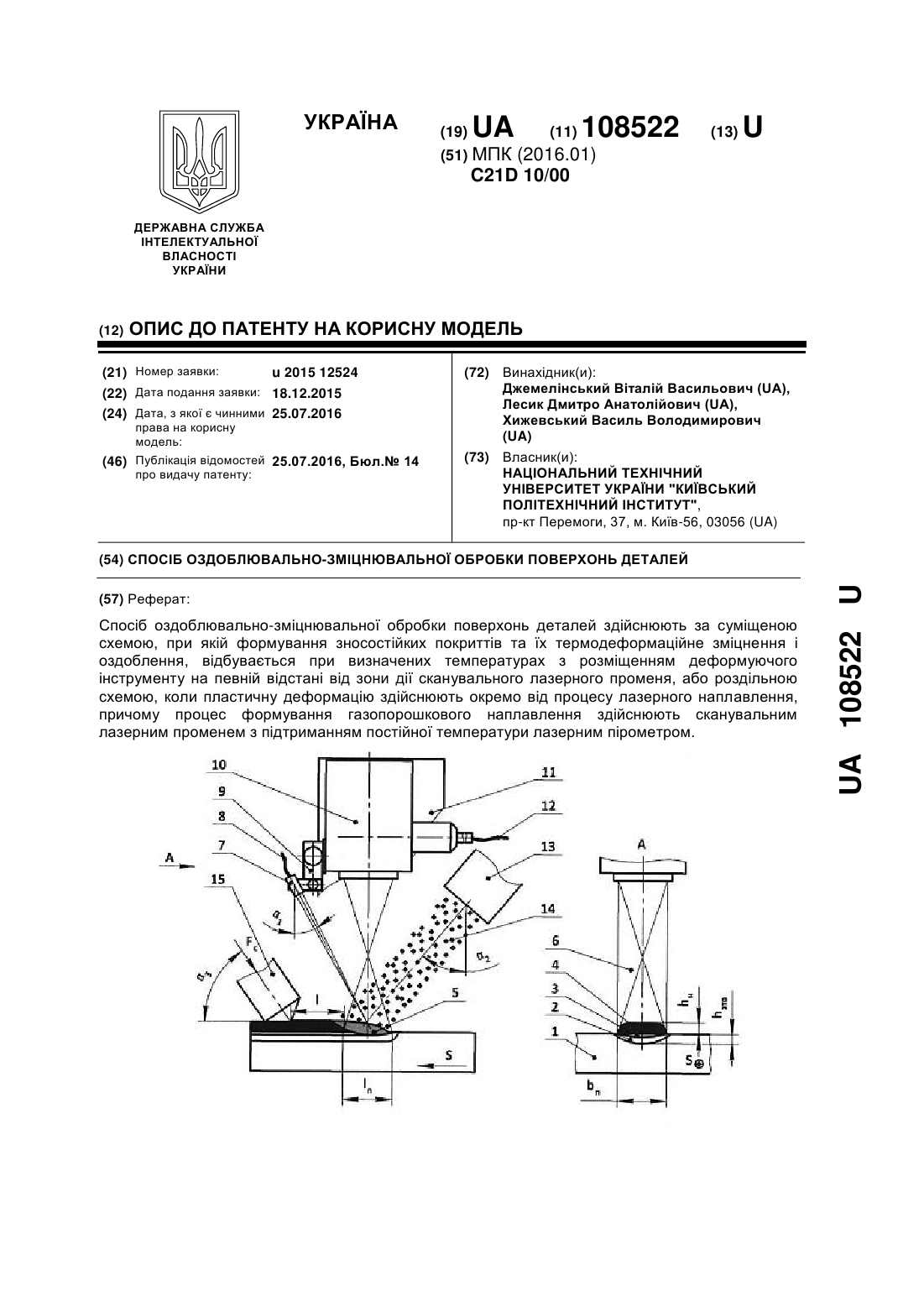
1. Спосіб оздоблювально-зміцнювальної обробки поверхонь деталей здійснюють за суміщеною схемою, при якій формування зносостійких покриттів та їх термодеформаційне зміцнення і оздоблення, відбувається при визначених температурах з розміщенням деформуючого інструменту на певній відстані від зони дії сканувального лазерного променя, або роздільною схемою, коли пластичну деформацію здійснюють окремо від процесу лазерного наплавлення, який...
Попередній патент: Спосіб збільшення тривалості життя і когнітивних здібностей людини
Наступний патент: Пристрій для вимірювання горизонтальної жорсткості залізничної колії
Випадковий патент: Спосіб оцінки когерентності коливань електроенцефалограми