Штангенциркуль внутрішній

Формула / Реферат
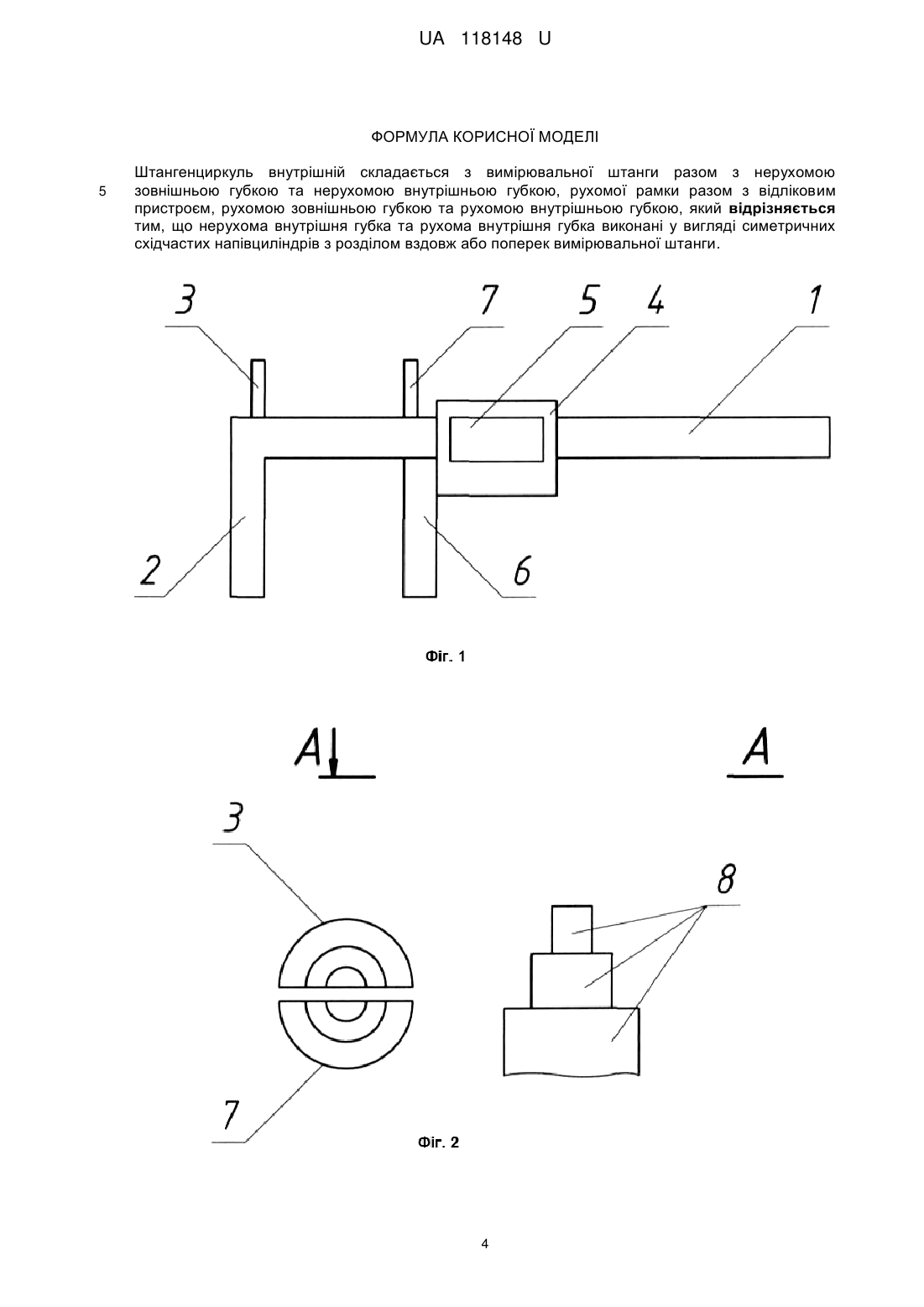
Штангенциркуль внутрішній складається з вимірювальної штанги разом з нерухомою зовнішньою губкою та нерухомою внутрішньою губкою, рухомої рамки разом з відліковим пристроєм, рухомою зовнішньою губкою та рухомою внутрішньою губкою, який відрізняється тим, що нерухома внутрішня губка та рухома внутрішня губка виконані у вигляді симетричних східчастих напівциліндрів з розділом вздовж або поперек вимірювальної штанги.
Текст
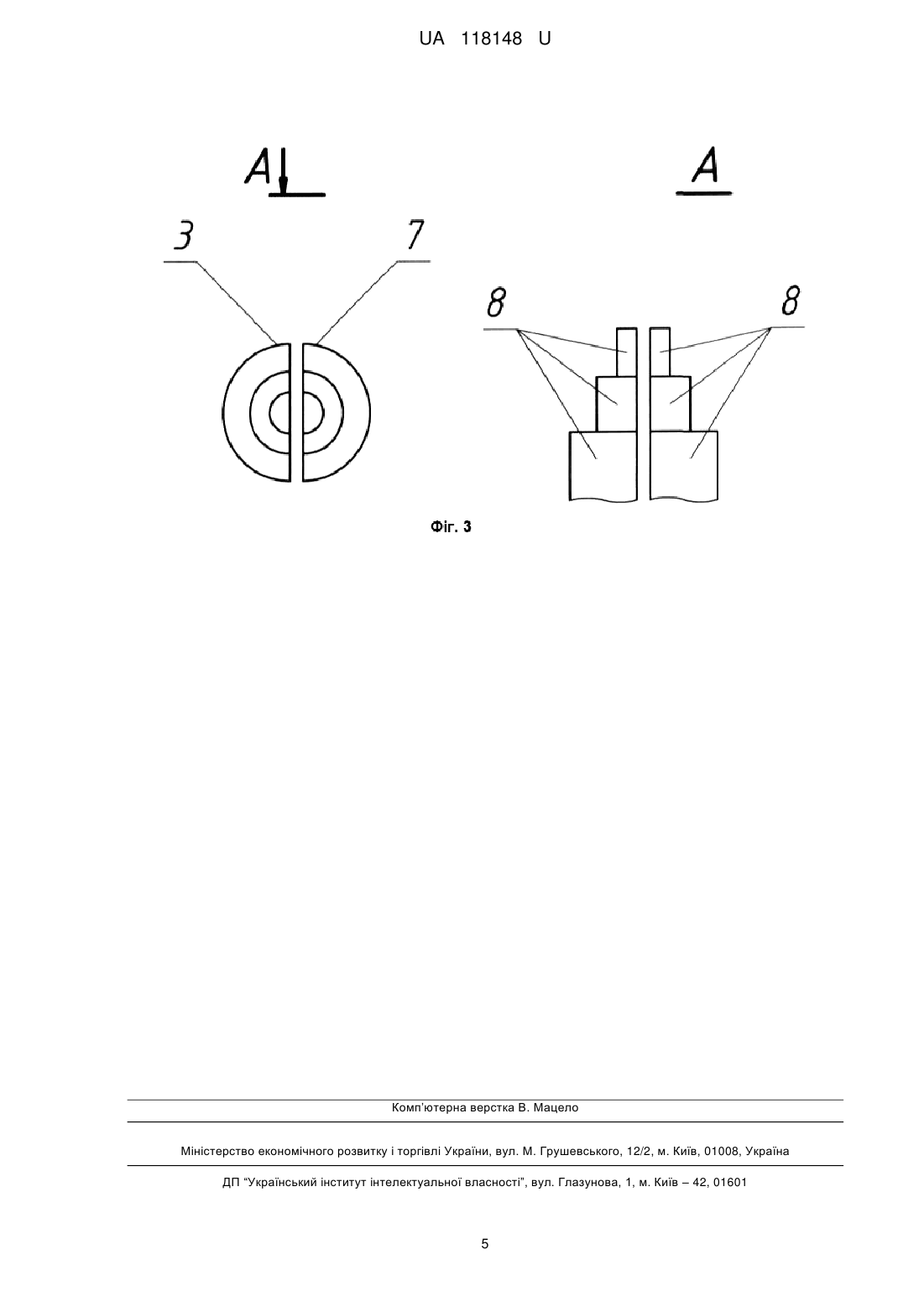
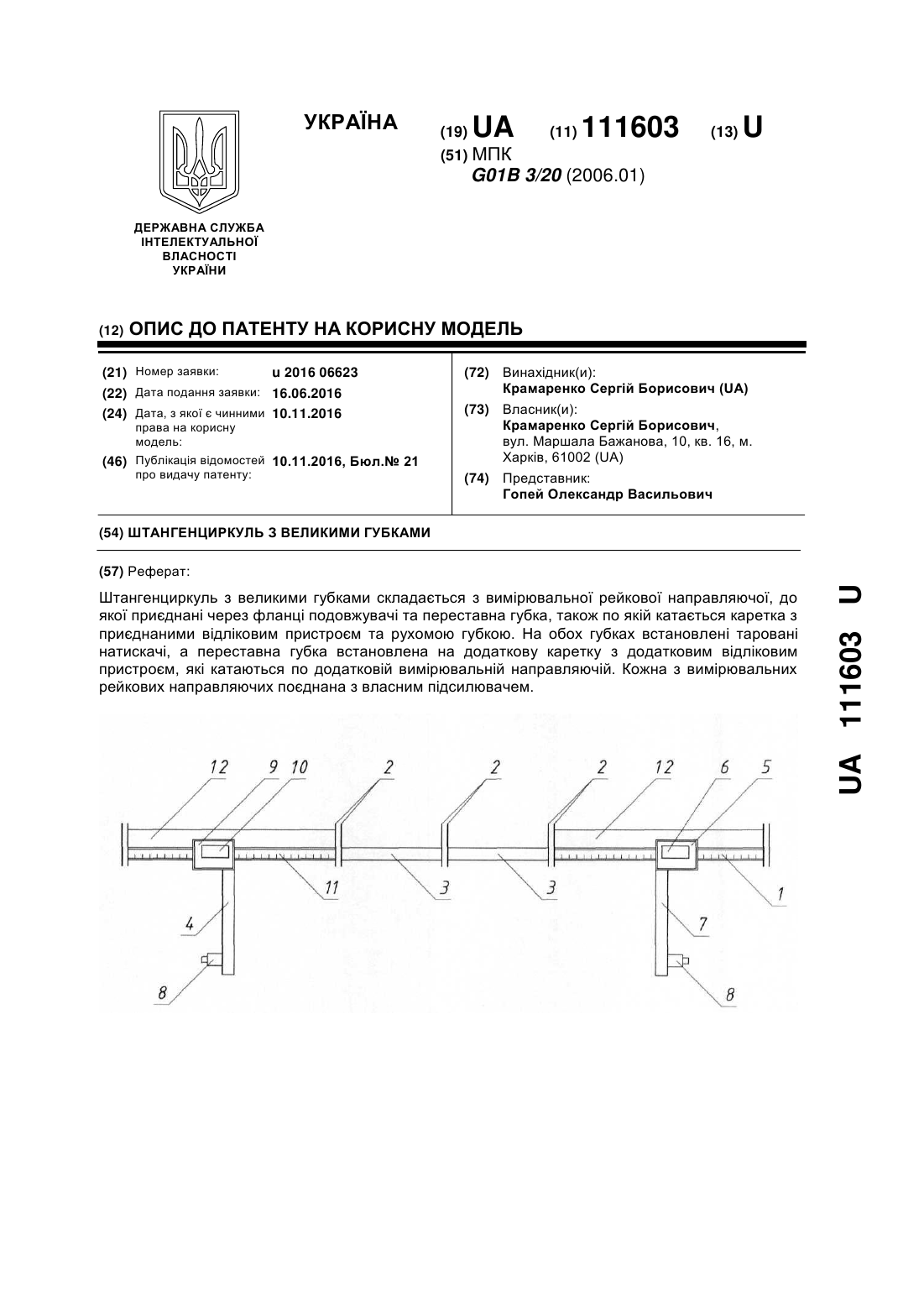
Реферат: UA 118148 U UA 118148 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель "Штангенциркуль внутрішній" належить до контрольно-вимірювальних інструментів для прецизійного вимірювання циліндричних отворів. Найбільш поширені у світі штангенциркулі мають дві окремі пари губок (типів ШЦ-1 або ШЦ11 згідно ДСТУ ГОСТ 166-89 [1] та DIN 862 [2]): - пара зовнішніх губок (рухома та нерухома), для вимірювання зовнішніх розмірів деталі; - пара внутрішніх (рухома та нерухома), для вимірювання внутрішніх діаметрів отворів. Сьогодні внутрішні губки мають ножову форму, з двома пласкими поверхнями та мінімальною пласкою фаскою поміж ними. Згідно ДСТУ ГОСТ 166-89 [1] довжина внутрішніх губок значно менша від зовнішніх губок та залежить від діапазону вимірювань штангенциркулів: Для діапазонів вимірювань до 150 мм довжина внутрішніх губок не менша за 15 мм; Для діапазонів вимірювань понад 150 мм довжина зовнішніх губок не менша за 22 мм. При вимірюванні штангенциркулями внутрішніх діаметрів виникає систематична похибка (до 110 мкм) за рахунок невідповідності прилягання пласкої фаски до внутрішньої циліндричної поверхні отвору та наявності проміжку поміж внутрішніми нерухомою та рухомою губками [3], при цьому максимальна похибка виникає при вимірюванні малих діаметрів. Ширина пласких фасок на внутрішніх губках (нерухомих та рухомих) на практиці сягає 0.10,3 мм та найбільш значуще впливає на додаткову похибку вимірювань внутрішніх малих діаметрів, особливо менш, ніж 15 мм [3]. Проміжок поміж обома внутрішніми губками на практиці сягає 0,1-0,3 мм, та впливає, але значно менше, на додаткову похибку внутрішніх вимірювань малих діаметрів [3]. Додаткова похибка при вимірюваннях малих отворів навіть врахована у міжнародному стандарті DIN 862, в якому похибка на внутрішніх губках передбачливо перевищує похибку на зовнішніх губках на 20 мкм 121. Метою розробки корисної моделі "Штангенциркуль внутрішній" було виключення додаткової похибки при вимірюваннях штангенциркулями внутрішніх діаметрів до 20 мм. У якості аналогу корисної моделі "Штангенциркуль внутрішній" було обрано штангенциркуль типу ШЦ-111 відповідно до ДСТУ ГОСТ 166-89 ЇМ, в якому зовнішні та внутрішні вимірювання виконуються за допомогою тільки однієї пари губок (нерухомої та рухомої): Внутрішня сторона кожної з двох губок (рухомої та нерухомої) має пласку поверхню для вимірювання зовнішніх розмірів деталі; - Зовнішня сторона кожної з двох губок (рухомої та нерухомої) має випуклу циліндричну поверхню для вимірювання внутрішніх розмірів отворів. Зазвичай, штангенциркулі типу ШЦ-111 не можуть вимірювати внутрішні діаметри менш 10 мм або 20 мм (в залежності від ширини єдиних вимірювальних губок), що значно обмежує їх використання. У якості аналогу корисної моделі "Штангенциркуль внутрішній" був обраний американський патент US 741146 [4], в якому запропоновано вимірювальний калібр у вигляді ступінчастої "сходинки", за допомогою якої визначаються діаметри вимірюваних отворів. Недоліками патенту-аналогу [4] є: Невідповідність пласких поверхонь ступінчастого калібру-сходинки [4] та циліндричної вимірюваної поверхні вимірюваного отвору викликає додаткову похибку вимірювань; Залежність Похибки вимірювань від номінальних розмірів ступенів калібру-сходинки [4] потребує великої кількості "сходинок" (наприклад, при кроці ступені 0,1 мм для діапазону вимірювань 0-150 мм потрібно 1500 ступенів), Велика кількість ступенів збільшує габарити калібру-сходинки [4] (для розміщення 1500 ступенів довжиною по 2-5 мм розміри калібру-сходинки становлять 3000-7500 мм, що недоцільно) та над великих витрат на виготовлення; Виготовлення калібру-сходинки [4] прийнятних розмірів (до 300 мм) погіршує похибку до 12,5 мм (в діапазоні вимірювальних діаметрів 0-150 мм) або звужує діапазон вимірювальних діаметрів до 6-15 мм. що недоречно. У якості аналогу корисної моделі "Штангенциркуль внутрішній" був обраний штангенциркуль мод. 1851601 німецької фірми "ULTRA" [5], в якому окремі внутрішні губки виконані у вигляді двох циліндрів, кожний діаметром по 5 мм та довжиною по 17 мм. Перевагою німецького штангенциркулю-аналогу є циліндрична форма внутрішніх губок. Його недоліком є обмежена можливість вимірювати отвори діаметром, починаючи з 10 мм [5]. У якості прототипу було обрано американський патент US 4202109 [6], в якому на кожній з двох внутрішніх губок штангенциркулю розміщено по 1-2 кульки для вимірювання внутрішніх циліндричних різьб. 1 UA 118148 U 5 10 15 20 25 30 35 40 45 50 55 60 Головним недоліком патенту-прототипу [6] є обмеження мінімального вимірювального діаметру (20 мм) за рахунок значних габаритів обойм з кульками на губках для внутрішніх вимірювань. Окрім того, при вимірюванні гладких циліндричних отворів використання циліндричних вимірювальних поверхонь більш доцільно, ніж сферичні вимірювальні поверхні. Корисна модель "Штангенциркуль внутрішній" складається з вимірювальної штанги 1 з нерухомою зовнішньою губкою 2 та нерухомою внутрішньою губкою 3, рухомої рамки 4 разом з відліковим пристроєм 5, рухомою зовнішньою губкою 6 та рухомою внутрішньою губкою 7, мри цьому відрізняється від відомого прототипу штангенциркулю тим, що нерухома внутрішня губка 3 та рухома внутрішня губка 7 виконані у вигляді симетричних східчастих напівциліндрів 8 з розділом вздовж або поперек вимірювальної штанги 1. Вимірювальна штанга 1 з нерухомою зовнішньою губкою 2, рухома рамка 4 з відліковим пристроєм 5 та рухомою зовнішньою губкою 5, зазвичай, відносяться до складових серійних штангенциркулів, які є масово в наявності у користувачів (див. Фіг. 1). Нерухома внутрішня губка 2 та рухома внутрішня 7 виконані у вигляді східчастих напіциліндрів 8 з двома варіантами відповідного розташування на вимірювальній штанзі 1 та рухомій рамці 4 (Див.Фіг.2 та 3): 1) Вздовж вимірювальної штанги 1 розміщені площини розділення східчастих напівциліндрів 8 обох внутрішніх губок 2 та 7 (Див.Фіг.2), при цьому забезпечується максимальна механічна міцність та стабільність обох внутрішніх губок (2 та 7), але постійно зберігається проміжок поміж нерухомою внутрішньою губкою 2 та рухомою внутрішньою губкою 7; 2) Поперек вимірювальної штанги 1 розміщені площини розподілу східчастих напівцилі-ндрів обох внутрішніх губок 2 та 7 (Див. Фіг.3), при цьому механічна міцність та стабільність обох внутрішніх губок (2 та 7) менші за попередній варіант, але відсутній проміжок поміж зазначеними внутрішніми губками; Перший варіант (вздовж вимірювальної штанги 1) потенційно менш прецизійний, але не потребує особливих навичок у користувача; Другий варіант (поперек вимірювальної штанги 2) потенційно більш прецизійний, але потребує від користувача достатніх навичок. Внутрішні нерухома губка 2 та рухома губка 7 мають ступінчасту напівциліндричну форму (Див.Фіг.2 та 3) для оптимального вимірювання різних діаметрів отворів: Вимірювання діаметрів від 2,2 мм доцільно виконати сходами напівциліндрів діаметром 2 мм довжиною 3-6 мм; Вимірювання діаметрів 4,2-8 мм доцільно виконати сходами напівциліндрів діаметром 4 мм висотою 6-12 мм; Вимірювання діаметрів понад 8,2 мм доцільно виконати сходами напівциліндрів діаметром 8 мм висотою 10-20 мм. Можливий інший розподіл діаметрів та висот сходів напівциліндрів обох внутрішніх губок (2 та 7) за потреб користувача. Вимірюваний діаметр отвору дорівнює сумі номінальних діаметрів задіяних напівциліндрів плюс значення переміщення внутрішньої рухомої губки 7 відносно внутрішньої нерухомої губки 7. У сучасних цифрових штангенциркулях Sylvac (Швейцарія) ПІ та МІКРОТЕХ (Україна) [8] передбачена можливість програмування початкового показника вимірювань. У нашому випадку цю функцію доцільно використати для встановлення поточного номінального діаметру задіяних напівциліндрів. При використанні традиційних конструкцій відлікових пристроїв вимірюваний діаметр користувач обчислю вручну шляхом математичного складання. Довжина внутрішніх губок (2 та 7) запропонованої корисної моделі "Штангенциркуль внутрішній" дорівнює сумі сходів напівциліндрів: Для одно-східчастих довжина внутрішніх губок (2 та 7) становить 3-20 мм; Для 2-х східчастих довжина внутрішніх губок (2 та 7) становить 9-32 мм; Для три-східчастих довжина внутрішніх губок (2 та 7) становить 25-40 мм. Зазначена довжина внутрішніх губок (2 та 7) забезпечує значно ширші техніко-метрологічні можливості в порівнянні з традиційними внутрішніми губками, довжина яких дорівнює 15…22 мм. Корисна модель "Штангенциркуль внутрішній" використовується наступним чином для вимірювання внутрішніх діаметрів отворів (на прикладі вимірюваних отворів діаметром близько 6 мм): 1) Включають відліковий пристрій 5; 2) Зводять внутрішні губки 2 та 7 у нульове положення; 2 UA 118148 U 5 10 15 20 3) Користувач визначає, які сходи напівциліндрів доцільно використовувати для вимірювань отворів (див. вище); 4) Встановлюють (у разі наявності програмованого відлікового пристрою 5, аналогічного до відомих програмованих відлікових пристроїв 5 штангенциркулів [7], [8]) номінальний діаметр задіяних сходів напівциліндрів, який, наприклад, дорівнює 4 мм для вимірювання отворів діаметром близько 6 мм; 5) При відсутності програмування відлікового пристрою 5, користувач запам'ятовує зазначений номінальний діаметр напівциліндрів для виконання подальших розрахунків; 6) Зведені внутрішні губки 2 та 7 заводять у вимірюваний отвір; 7) Розводять внутрішні губки 2 та 7 для вимірювання діаметру отвору: При наявності програмованого відлікового пристрою 5 він автоматично вираховує діаметр вимірюваного отвору шляхом складання номінального діаметрів задіяних напівциліндрів задіяних внутрішніх губок (2 та 7); За відсутності програмованого відлікового пристрою 5, користувач власноруч виконує зазначені математичні операції; 8) При повторних вимірюваннях або при вимірюваннях отворів того ж діаметру повторюють переходи 6 та 7; 9) При вимірювання отворів інших діапазонів повторюють переходи 2-8; 10) При вимірюваннях після відключення штангенциркулю повторюють переходи 1-9. Використання запропонованої корисної моделі "Штангенциркуль внутрішній" не потребує спеціальних знань та навичок. Відповідно до формули запропонованої корисної моделі "Штангенциркуль внутрішній" заявником було проведено порівняльний аналіз (див.Табл. 1) з традиційними штангенциркулями-«колумбіками" типу ШЦ-1, які також мають окремі внутрішні губки [1]. 25 Таблиця 1 № 1. 2. 3. 4. 5. Порівняльні показники штангенциркулів з окремими внутрішні ми губками Внутрішній діапазон вимірювань, мм Додаткова похибка вимірювання отворів 3 мм, мкм Додаткова похибка вимірювань отворів 5 мм, мкм Додаткова похибка вимірювання отворів 7 мм, мкм Додаткова похибка вимірювання отворів 10 мм, мкм Корисна модель "Штангенциркуль внутрішній» 2,2-150 Штангенциркуль«колумбік" типу ШЦ-1 [1] 5-150* 0 110** 0 50** 0 30** 0 25** * Згідно DIN862 [2] ** Згідно досліджень [3] 30 35 40 Наведений у табл.1 порівняльний аналіз запропонованої корисної моделі "Штангенциркуль внутрішній" та звичайного штангенциркулю - "колумбіку" типу ШЦ-1 [1] підтверджує можливість реалізації та безумовні метрологічні переваги запропонованої корисної моделі. Запропонована корисна модель "Штангенциркуль внутрішній" розширює можливості внутрішнього вимірювання та виключає додаткову похибку при вимірюванні малих циліндричних отворів. Джерела інформації: 1. ДСТУ ГОСТ 166-89 "Штангенциркули. ТУ» 2. DIN 862 3. David Flack. "Caliper and micrometer". Queen' Printer and Controller of HMSO, 2014 4. Patent US №207308 "Caliper» 5. Catalog "ULTRA" 16\ 17 6. Patent US №4202109 "Thread gauge» 7. Catalog "Sylvac". Edition 9 8. Патент UA№99687 "Штангенциркуль комп'ютерний» 3 UA 118148 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Штангенциркуль внутрішній складається з вимірювальної штанги разом з нерухомою зовнішньою губкою та нерухомою внутрішньою губкою, рухомої рамки разом з відліковим пристроєм, рухомою зовнішньою губкою та рухомою внутрішньою губкою, який відрізняється тим, що нерухома внутрішня губка та рухома внутрішня губка виконані у вигляді симетричних східчастих напівциліндрів з розділом вздовж або поперек вимірювальної штанги. 4 UA 118148 U Комп’ютерна верстка В. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G01B 3/20
Мітки: внутрішній, штангенциркуль
Код посилання
<a href="https://ua.patents.su/7-118148-shtangencirkul-vnutrishnijj.html" target="_blank" rel="follow" title="База патентів України">Штангенциркуль внутрішній</a>
Штангенциркуль адаптивний

Номер патенту: 112195
Опубліковано: 12.12.2016
Автор: Крамаренко Сергій Борисович
МПК: G01B 3/20
Мітки: штангенциркуль, адаптивний
Формула / Реферат:
Штангенциркуль адаптивний, що містить вимірювальну штангу, поєднану через фланці та подовжувачі з нерухомою губкою, також рухому рамку з відліковим пристроєм та рухому губку, який відрізняється тим, що вимірювальна штанга та подовжувачі встановлені на регульовані опори, мають переставні приціли, з вільного краю вимірювальної штанги встановлена горизонтальна зорова труба, а обидві губки мають вертикальні ампули, що встановлені на двох...
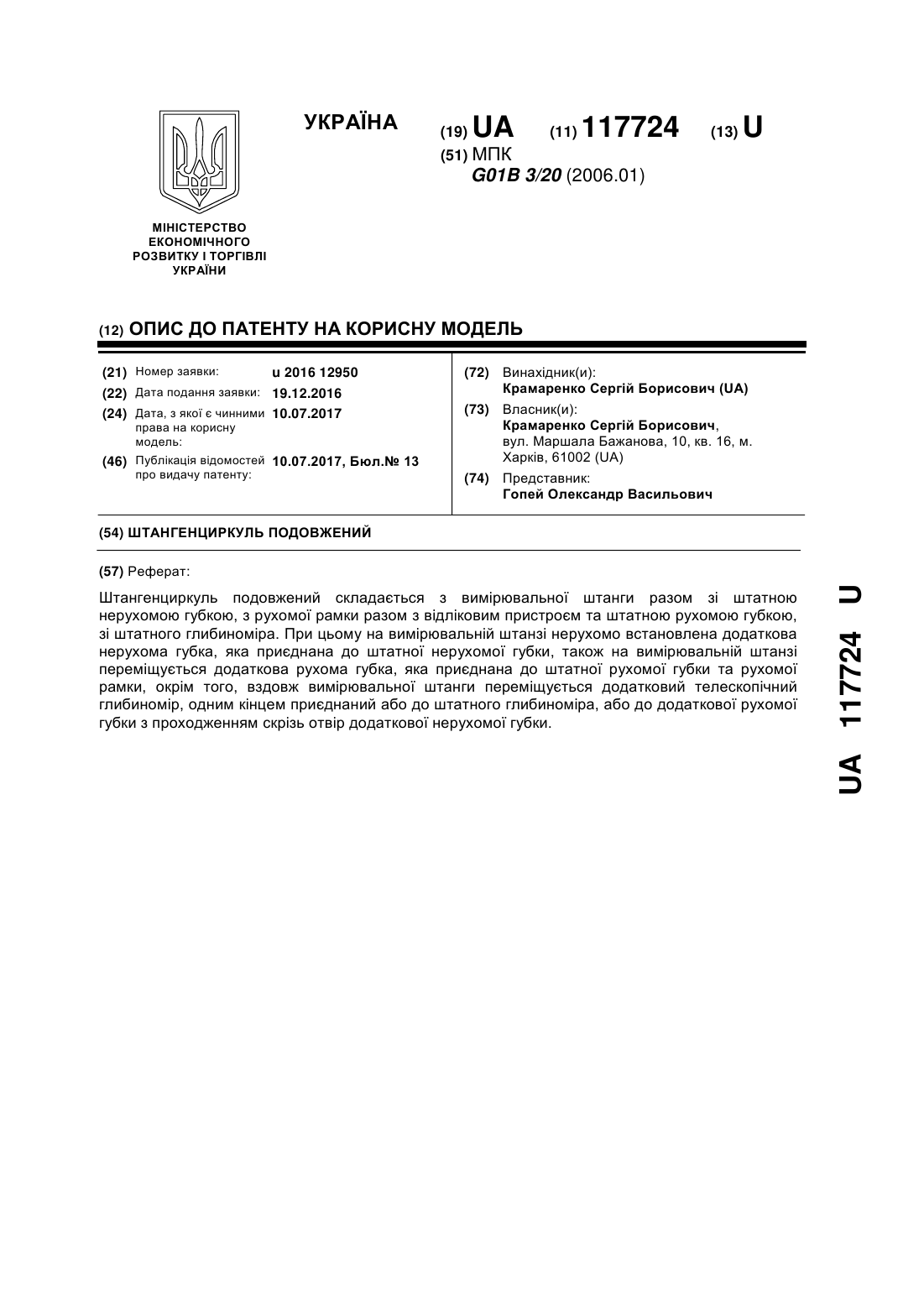
Штангенциркуль з великими губками
Номер патенту: 111603
Опубліковано: 10.11.2016
Автор: Крамаренко Сергій Борисович
МПК: G01B 3/20
Мітки: штангенциркуль, великими, губками
Формула / Реферат:
Штангенциркуль з великими губками, що складається з вимірювальної рейкової направляючої, до якої приєднані через фланці подовжувачі та переставна губка, також по якій катається каретка з приєднаними відліковим пристроєм та рухомою губкою, який відрізняється тим, що на обох губках встановлені таровані натискачі, а переставна губка встановлена на додаткову каретку з додатковим відліковим пристроєм, які катаються по додатковій вимірювальній...
Штангенциркуль подовжений
Номер патенту: 117724
Опубліковано: 10.07.2017
Автор: Крамаренко Сергій Борисович
МПК: G01B 3/20
Мітки: штангенциркуль, подовжений
Формула / Реферат:
Штангенциркуль подовжений, що складається з вимірювальної штанги разом зі штатною нерухомою губкою, з рухомої рамки разом з відліковим пристроєм та штатною рухомою губкою, зі штатного глибиноміра, який відрізняється тим, що на вимірювальній штанзі нерухомо встановлена додаткова нерухома губка, яка приєднана до штатної нерухомої губки, також на вимірювальній штанзі переміщується додаткова рухома губка, яка приєднана до штатної рухомої губки та...
Штангенциркуль адаптивний
Номер патенту: 116120
Опубліковано: 10.05.2017
Автор: Крамаренко Сергій Борисович
МПК: G01B 3/20
Мітки: штангенциркуль, адаптивний
Формула / Реферат:
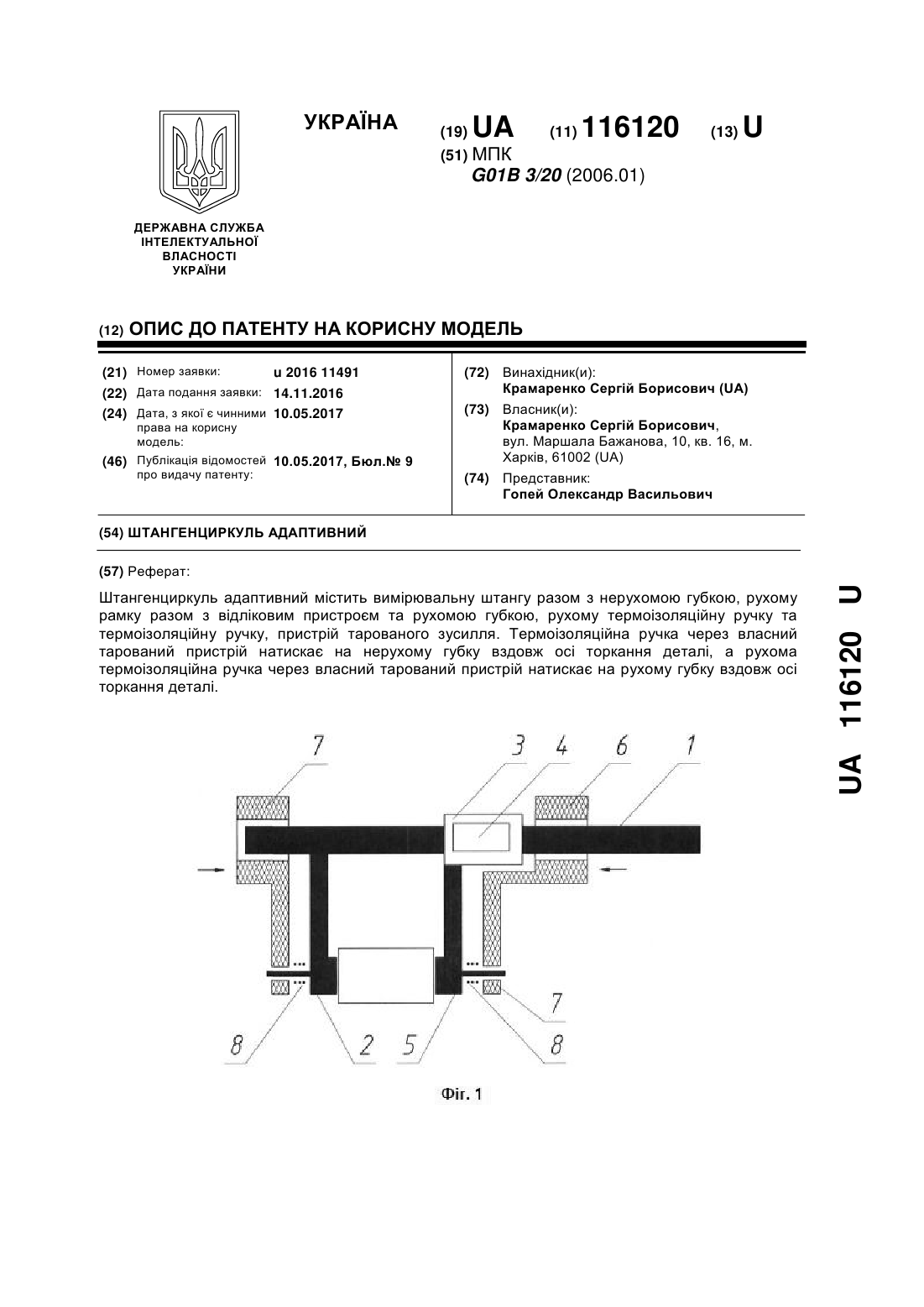
Штангенциркуль адаптивний, що складається з вимірювальної штанги разом з нерухомою губкою, з рухомої рамки разом з відліковим пристроєм та рухомою губкою, з рухомої термоізоляційної ручки та термоізоляційної ручки, також пристрою тарованого зусилля, який відрізняється тим, що термоізоляційна ручка через власний тарований пристрій натискає на нерухому губку вздовж осі торкання деталі, також рухома термоізоляційна ручка через власний тарований...
Штангенциркуль тарований

Номер патенту: 100613
Опубліковано: 10.08.2015
Автор: Крамаренко Сергій Борисович
МПК: G01B 3/20
Мітки: штангенциркуль, тарований
Формула / Реферат:
Штангенциркуль тарований, що складається з вимірювальної штанги з нерухомою губкою, рухомої рамки разом з в відліковим пристроєм та з рухомою губкою, приєднаних до механізму точної подачі, який відрізняється тим, що поміж рухомою рамкою та механізмом точної подачі, розміщено пристрій регульованого тарованого зусилля вимірювань, який забезпечує оптимальне зусилля при вимірюваннях штангенциркулем.
Попередній патент: Котел опалювальний комбінований
Наступний патент: Спосіб підвищення ефективності вирощування продукції рослинництва
Випадковий патент: Спосіб знезараження та утилізації несортованих твердих побутових відходів