Штангенциркуль тарований


Формула / Реферат
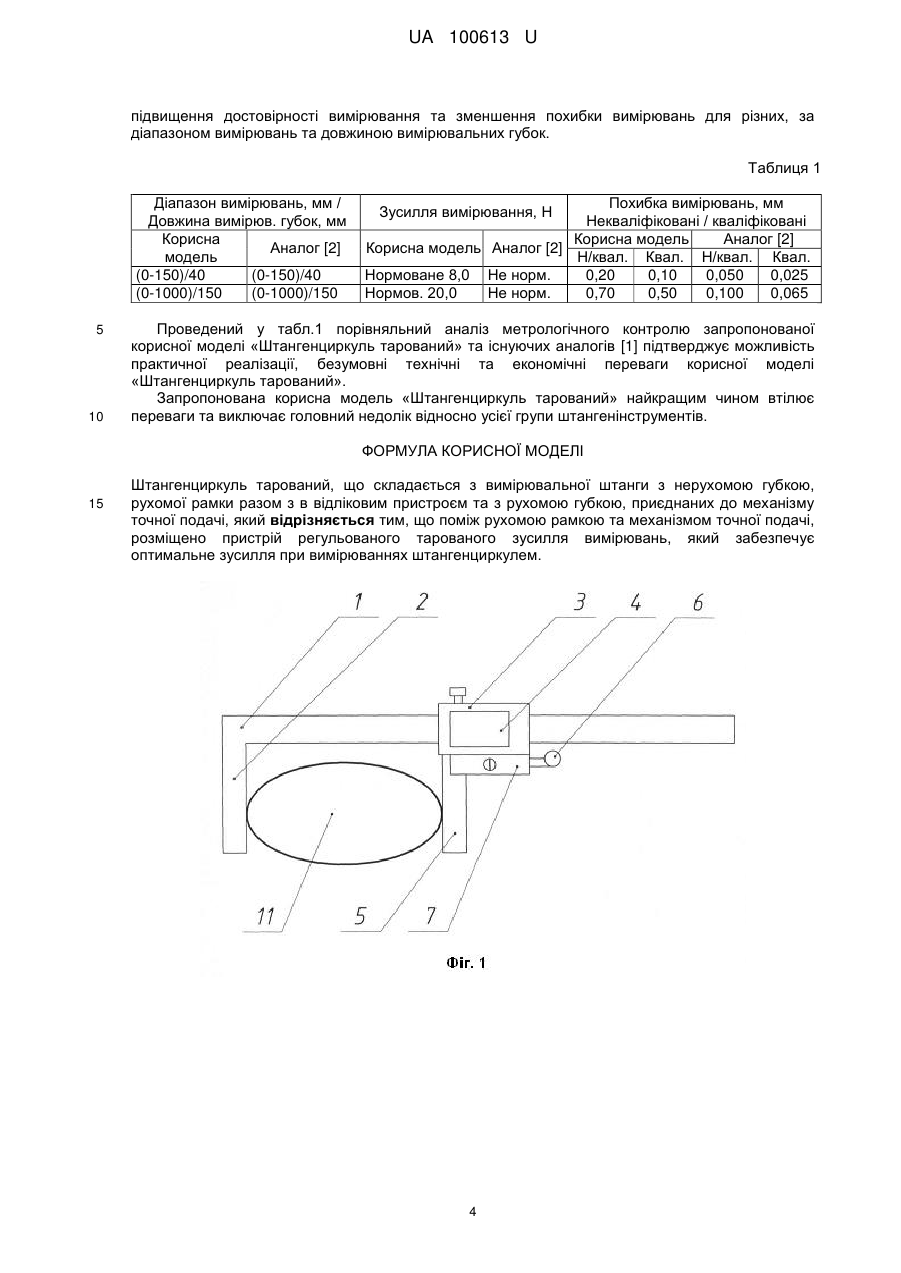
Штангенциркуль тарований, що складається з вимірювальної штанги з нерухомою губкою, рухомої рамки разом з в відліковим пристроєм та з рухомою губкою, приєднаних до механізму точної подачі, який відрізняється тим, що поміж рухомою рамкою та механізмом точної подачі, розміщено пристрій регульованого тарованого зусилля вимірювань, який забезпечує оптимальне зусилля при вимірюваннях штангенциркулем.
Текст
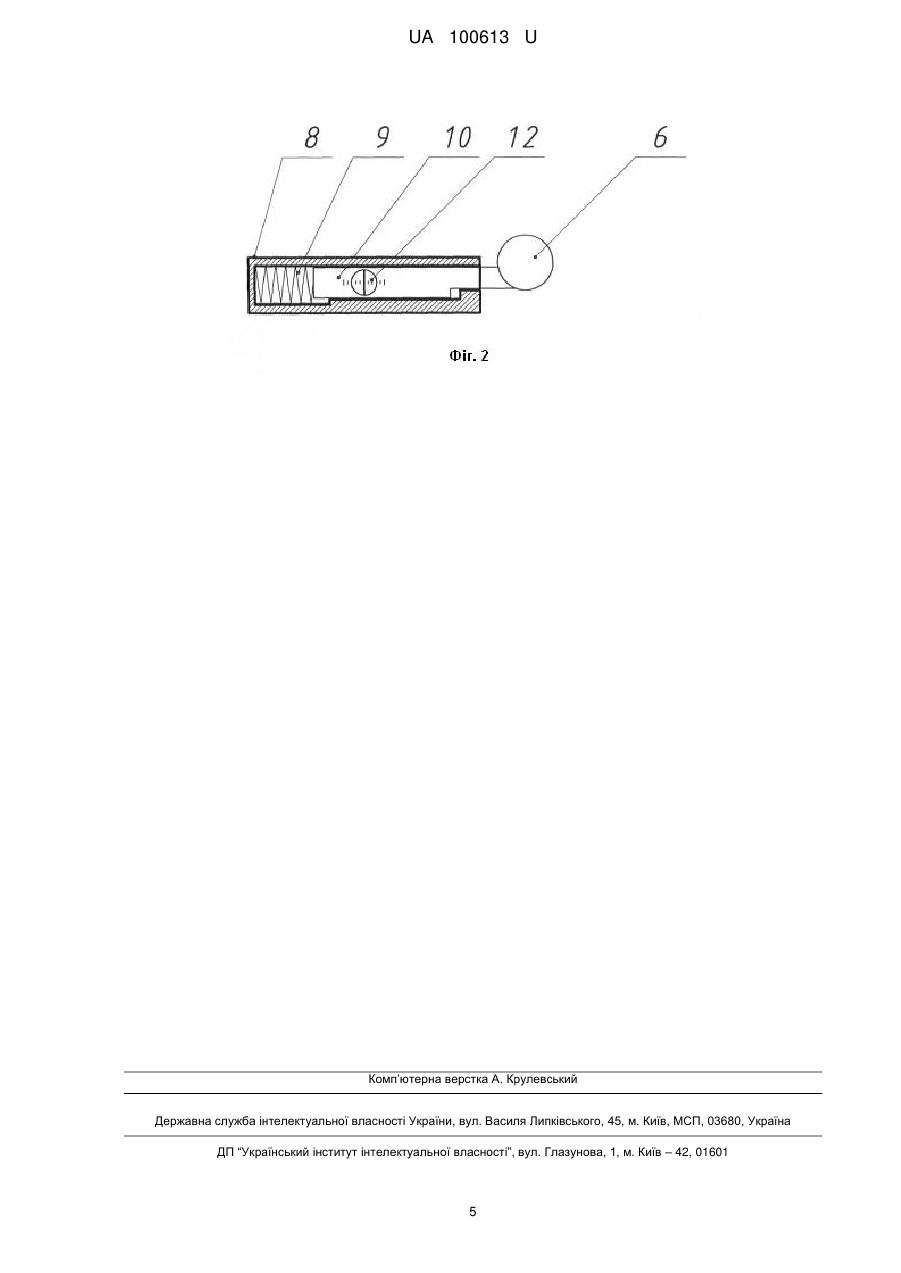
Реферат: UA 100613 U UA 100613 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель «Штангенциркуль тарований» належить до контрольно-вимірювальних інструментів для вимірювання лінійних розмірів. Запропонований «Штангенциркуль тарований» може застосовуватися у машинобудуванні та літакобудуванні, усюди, де необхідне достовірне вимірювання з постійним зусиллям. Для точного вимірювання деталей з регламентованим постійним зусиллям (за міжнародними та національними стандартами) сьогодні використовуються наступні засоби вимірювальної техніки (ЗВТ): - мікрометри; - індикатори. За діючим ГОСТ ДСТУ 6507:2009 «Микрометры. Технические условия» існуючі мікрометри забезпечують похибку вимірювань 4-6 мкм у діапазоні вимірювань від 0-25 до 275-300 мм, при цьому зусилля дорівнює 5-10 Н. За діючим ГОСТ ДСТУ 577:2009 «Индикаторы часового типа с ценой деления 0,01 мм. Технические условия» існуючі індикатори забезпечують похибку вимірювань 15-50 мкм з діапазоном вимірювань від 0-10 до 0-100 мм, при цьому зусилля дорівнює 1,5 (для діапазону 010 мм) або 3 Η (для діапазону 0-100 мм). За діючим стандартом ДСТУ ГОСТ 166:2009 «Штангенциркули. Технические условия» існуючі штангенциркулі не передбачають будь-яких пристроїв для забезпечення тарованого зусилля, але зазначений стандарт регламентує зусилля при вимірюваннях: а) згідно з п.2.9. стандарту регламентується мінімальне зусилля (без конкретизації чисельних значень) для запобігання вільному переміщенню рамки відносно штанги штангенциркуля під своєю вагою, що на практиці відповідає сумарній вазі рамки з вимірювальною губкою та приєднаним механізмом точної подачі, та за нашим досвідом дорівнює: - від 0,3-0.5 Η для штангенциркулів діапазону до 150 мм; - від 0,8-1,2 Η для штангенциркулів діапазону до 250 мм; - від 1,5-2 Η для штангенциркулів діапазону до 400 мм; - від 2,5-10 Η для штангенциркулів діапазону понад 500 мм. б) згідно п.2.10. стандарту регламентуються максимальні зусилля для переміщення рамки відносно штанги штангенциркуля (вимоги державного стандарту): - не більше 10 або 15 Η для штангенциркулів діапазонів 0-125 та 0-150; - не більше 15 Η для штангенциркулів з верхнім діапазоном 250 мм; - не більше 20 Η для штангенциркулів з верхнім діапазоном 400 мм; - не більше 30 Η для штангенциркулів з верхнім діапазоном 2000 мм. Таким чином, в існуючих штангенциркулях за стандартом ДСТУ ГОСТ 166:2009 має місце внутрішнє протиріччя, пов'язане з нормативною регламентацією зусиль при вимірюваннях штангенциркулем та повною відсутністю будь-яких технічних засобів для забезпечення цих нормованих зусиль. В порівнянні з мікрометрами та індикаторами, які нормативно потребують та реально забезпечують нормовані зусилля вимірювань (завдяки пристроям тарованого зусилля), штангенциркулі потребують, але не мають пристроїв для забезпечення нормованих зусиль вимірювань. Достовірність вимірювань штангенциркулями значною мірою залежать від навичок оператора забезпечити необхідне зусилля вимірювань, у зв'язку з чим вплив людського фактора для штангенциркулів значно вище, ніж для мікрометрів та індикаторів. Регламентовані у п.2.10. ДСТУ ГОСТ 166-2009 максимальні зусилля при вимірюваннях штангенциркулем не є оптимальними в умовах реального застосування: - при вимірюванні еластичних деталей штангенциркулем можлива деформація матеріалу деталі, що потребує значно менших зусиль вимірювань в порівнянні з зусиллями згідно з п.2.10 ДСТУ ГОСТ 166:2009; - при вимірюванні габаритних деталей використовують штангенциркулі з великими вимірювальними губками, при цьому для забезпечення повного контакту вимірювальних губок з деталлю необхідні значно більші зусилля вимірювань штангенциркулів в порівнянні зі значеннями п.2.10 ДСТУ ГОСТ 166:2009; - у п.2.10 діючого ДСТУ ГОСТ 166-2009 пропонується досить сумнівна кореляція між зусиллями вимірювань штангенциркулів та довжиною робочої штанги, тоді як на практиці має місце кореляція зусиль вимірювань з площею або довжиною вимірювальних губок (з урахуванням тертя від сукупної ваги вимірювальної рамки та рухомої вимірювальної губки). Таким чином, аналіз рівня існуючих засобів лінійних вимірювань показує: 1 UA 100613 U 5 10 15 20 25 30 35 40 45 50 55 - існуючі штангенциркулі, мікрометри, індикатори за діючими ДСТУ ГОСТ 166:2009 мають забезпечувати регламентовані зусилля вимірювань для дотримання необхідних умов вимірювань; - штангенциркулі, на відміну від мікрометрів та індикаторів, не мають у своєму складі будьяких пристроїв для забезпечення тарованих зусиль при вимірюваннях, що зменшує достовірність та підвищує похибку вимірювань за рахунок суб'єктивноїскладової; - регламентовані державними стандартами ДСТУ ГОСТ 166:2009 зусилля вимірювань для існуючих штангенциркулів, на практиці не відповідають оптимальним тарованим зусиллям для отримання достовірних результатів, в першу чергу,- для еластичних та для габаритних деталей. Задачею розробки корисної моделі «Штангенциркуль тарований» було підвищення достовірності вимірювань штангенциркулем шляхом зменшення впливу людською фактора та зменшення на 30-60 % похибки при вимірюваннях еластичних та габаритних деталей завдяки забезпеченню оптимального зусилля вимірювань штангенциркулем. Як прототип було вибрано штангенциркуль для вимірювання деталей з еластичних матеріалів фірми MITUTOYO діапазону 180 мм [1], у якому на нерухомій губці вимірювальної штанги штангенциркуля розміщений пристрій з додатковою рухомою вимірювальною губкою, який забезпечує тароване зусилля 0,49-0,98 Н. Недоліками відомого штангенциркуля фірми MITUTOYO з тарованим зусиллям [1], вибраного за найближчий аналог корисної моделі штангенциркуля, є: - розміщення на нерухомій губці вимірювальної штанги штангенциркуля пристрою для забезпечення тарованого зусилля з додатковою рухомою вимірювальною губкою збільшило на порядок паралельність вимірювальних губок та погіршило з 0,03 до 0,05 мм паспортну похибку аналога корисної моделі штангенциркуля; - невідповідність тарованих зусиль 0,49-0.98 Η аналога [1] вимогам п.2.9. ДСТУ ГОСТ 166:2009 [2] у частині недопущення переміщення під своєю вагою вимірювальної рамки штангенциркуля, оскільки вага рамки з механізмом підводу може перевищувати 0,98 Н; - неможливість використання аналога [1] з жорстко фіксованим тарованим зусиллям вимірювань 0,49-0,98 H для абсолютної більшості вимірювань розмірів деталей понад 200 мм а також для вимірювання еластичних або габаритних деталей з використанням вимірювальних губок понад 40 мм. Суть запропонованої корисної моделі «Штангенциркуль тарований» полягає у наступному: - штангенциркуль має пристрій тарованого зусилля з пружним елементом для забезпечення оптимального зусилля вимірювань, який розташовано поміж механізмом точного підводу та вимірювальною рамкою штангенциркуля, що не спотворює паралельність вимірювальних губок та забезпечує мінімальну похибку вимірювань; - пристрій тарованого зусилля штангенциркуля забезпечує тонке регулювання та індикацію оптимального зусилля вимірювань в усьому діапазоні навантажень одиничного тарованого елемента шляхом натискання механізму точного підводу штангенциркуля на пристрій тарованого зусилля вимірювань; - пристрій тарованого зусилля вимірювань має змогу встановлювати (практично без обмежень) необхідне зусилля вимірювань штангенциркулем завдяки заміні відповідних тарованих пружних елементів, оптимальних до умов вимірювань. Корисна модель запропонованого «Штангенциркуля тарованого» складається з вимірювальної штанги 1 з нерухомою губкою 2, рухомої рамки 3 разом з в відліковим пристроєм 4 та з рухомою губкою 5, приєднаних до механізму точної подачі 6, при цьому відрізняється від відомого прототипу штангенциркуля тим, що поміж рухомою рамкою 3 та механізмом точної подачі 6, розміщено пристрій тарованого зусилля вимірювань 7, який забезпечує оптимальне зусилля при вимірюваннях штангенциркулем (Див. фіг.1). Пристрій тарованого зусилля вимірювань 7 корисної моделі «Штангенциркуля тарованого» виконано у вигляді корпусу 8 (який поєднано з рухомою рамкою 3) з тарованим пружним елементом 9 (у вигляді металевої або неметалевої еластичної пружини) та штока 10 (який притиснений до пружного елемента 9 та поєднаний з механізмом точної подачі 6), при цьому шток 10 має поділки для індикації зусилля вимірювань, а в корпусі 8 виконано індикатор сили 12 для контролю поділок індикації зусилля вимірювань при переміщенні штока 10. Поміж вимірювальними губками штангенциркуля (нерухомою 2 та рухомою 5) розміщена вимірювальна деталь 11, на яку натискають зазначені вимірювальні завдяки пристрою тарованого зусилля 7 при переміщенні механізму точної подачі 6. З урахуванням фізико-механічних особливостей та розмірів вимірювальних деталей корисна модель «Штангенциркуля тарованого» передбачає можливість встановлення практично будь 2 UA 100613 U 5 10 15 20 25 30 35 40 45 50 55 яких оптимальних тарованих зусиль вимірювання відповідно до умов використання штангенциркуля. Виходячи з багаторічного практичного досвіду виробництва штангенциркулів нами рекомендовано використовувати наступні оптимальні номінали зусиль Ρ тарованих пружних елементів корисної моделі «Штангенциркуля тарованого»: - зусилля в 0,5-3 Η для вимірювання еластичних деталей з використанням вимірювальних губок довжиною до 40 мм; - зусилля 2-12 Η для вимірювання твердих деталей за допомогою вимірювальних губок довжиною 40-60 мм або деталей з еластичних матеріалів за допомогою вимірювальних губок довжиною 40-120 мм - зусилля в 10-30 Η для вимірювання твердих деталей з використанням вимірювальних губок довжиною 60-160 мм або вимірювання еластичних деталей з використанням вимірювальних губок довжиною 100-250 мм; - зусилля в 25-60 Η для вимірювання твердих деталей з довжиною вимірювальних губок 250-500 мм. Відліковий пристрій 4 корисної моделі «Штангенциркуль тарований» може бути виконаний в одному з трьох існуючих варіантів: - з аналоговим відліком з використанням штрихових та ноніусних шкал (подібно штангенциркулям типу ШЦ); - з аналоговим відліком з використанням кругової (індикаторної) шкали (подібно штангенциркулям типу ШЦК); - з цифровим відліком (подібно штангенциркулям типу ШЦЦ). Вимірювання за використанням корисної моделі штангенциркуля виконується в наступній послідовності: - в пристрій тарованого зусилля 7 встановлюють відповідний (оптимальний до умов вимірювань штангенциркуля) змінний пружний елемент 9 з оптимальним тарованим зусиллям Р, яке враховує вищезазначені рекомендації; - деталь 11 притискують до нерухомої вимірювальної губки 2; - за допомогою механізму точної подачі 6 рухому вимірювальну губку 5 (через пристрій тарованого зусилля 7, поєднаний з рухомою рамкою та зазначеною вимірювальною губкою 5) поступово наближають до деталі 11 (відліковий пристрій 4 штангенциркуля підтверджує значне зменшення зазору поміж вимірювальними губками 2 та 5) до мінімального затискання деталі 11 поміж вимірювальними губками 2 та 5 (при цьому індикатор сили 12 пристрою тарованого зусилля 7 свідчить про відсутність навантаження на деталь 11 у початковому положенні штангенциркуля; - при подальшому затисканні вимірювальної деталі 11 поміж вимірювальними губками 2 та 5 (за допомогою механізму точної подачі 6 через пристрій тарованого зусилля 7) зближення вимірювальних губок 2 та 5 гальмується (тільки на кілька сотих міліметра), при цьому стрімко зростає зусилля вимірювання деталі 11 поміж вимірювальних губок 2 та 5, поступово досягаючи оптимального тарованого зусилля Р; - момент досягання оптимального зусилля вимірювань штангенциркулем контролюють за допомогою індикатора сили 12 пристрою тарованого зусилля вимірювань 7 , що забезпечує достовірне значення дійсного розміру деталі 11. - у разі проведення повторного (дублюючого) вимірювання виконують наступне: - механізм точного підводу 6 відводять в положення початкового торкання вимірювальних губок 2 та 5 з деталлю 11 (при нульовому зусиллі вимірювань); - повторюють навантаження пружного елемента 9 за допомогою механізму точної подачі 6 з виконанням переходів; - при вимірюваннях деталі 11, відмінної від попередньої (за розміром або за фізикомеханічними властивостями), вимірювальні губки 2 та 5 розводять за габарити деталі 11, після чого повторюють вищезазначені переходи. Відповідно до формули корисної моделі «Штангенциркуля тарованого» заявником були виготовлені два експериментальних зразки штангенциркулів двох типорозмірів (ШЦЦ-150 та ШЦЦ-1000) відповідно до запропонованої корисної моделі (штангенциркуль тарований» та у традиційному виконанню згідно з ДСТУ ГОСТ 166:2009 [2], виконано порівняльний метрологічний контроль у акредитованій калібрувальній лабораторії підприємства ПНВП «ΜΙΚΡΟΊΈΧ», див. табл.1. Порівняння двох типорозмірів корисної моделі «Штангенциркуля тарованого» з існуючими аналогами [1] повністю підтвердило переваги запропонованої корисної моделі у частині 3 UA 100613 U підвищення достовірності вимірювання та зменшення похибки вимірювань для різних, за діапазоном вимірювань та довжиною вимірювальних губок. Таблиця 1 Діапазон вимірювань, мм / Довжина вимірюв. губок, мм Корисна Аналог [2] модель (0-150)/40 (0-150)/40 (0-1000)/150 (0-1000)/150 5 10 Похибка вимірювань, мм Некваліфіковані / кваліфіковані Корисна модель Аналог [2] Корисна модель Аналог [2] Н/квал. Квал. Н/квал. Квал. Нормоване 8,0 Не норм. 0,20 0,10 0,050 0,025 Нормов. 20,0 Не норм. 0,70 0,50 0,100 0,065 Зусилля вимірювання, Η Проведений у табл.1 порівняльний аналіз метрологічного контролю запропонованої корисної моделі «Штангенциркуль тарований» та існуючих аналогів [1] підтверджує можливість практичної реалізації, безумовні технічні та економічні переваги корисної моделі «Штангенциркуль тарований». Запропонована корисна модель «Штангенциркуль тарований» найкращим чином втілює переваги та виключає головний недолік відносно усієї групи штангенінструментів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 Штангенциркуль тарований, що складається з вимірювальної штанги з нерухомою губкою, рухомої рамки разом з в відліковим пристроєм та з рухомою губкою, приєднаних до механізму точної подачі, який відрізняється тим, що поміж рухомою рамкою та механізмом точної подачі, розміщено пристрій регульованого тарованого зусилля вимірювань, який забезпечує оптимальне зусилля при вимірюваннях штангенциркулем. 4 UA 100613 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G01B 3/20
Мітки: тарований, штангенциркуль
Код посилання
<a href="https://ua.patents.su/7-100613-shtangencirkul-tarovanijj.html" target="_blank" rel="follow" title="База патентів України">Штангенциркуль тарований</a>
Штангенциркуль

Номер патенту: 71098
Опубліковано: 15.11.2004
Автори: Петровський Валерій Петрович, Омельяненко Дар'я Василівна, Ливицький Іван Миколайович
МПК: G01B 3/20
Мітки: штангенциркуль
Формула / Реферат:
1. Штангенциркуль, що містить штангу, рамку з основним ноніусом та додатковою шкалою, який відрізняється тим, що додаткова шкала виконана у вигляді зубчастої рейки з десятковими ноніусами на кожному зубці, яка розташована у рамці протилежно основному ноніусу, вимірювальні ребра зубців нахилені під гострим кутом до штрихів штанги, штрихи нанесені на всю ширину штанги, а крок зубців дорівнює кроку штрихів основного ноніуса рамки.2....
Штангенциркуль

Номер патенту: 96949
Опубліковано: 25.02.2015
Автор: Крамаренко Борис Павлович
МПК: G01B 3/20
Мітки: штангенциркуль
Формула / Реферат:
Штангенциркуль, що складається з вимірювальної штанги та рамки з відліковим пристроєм зі стопорним гвинтом, який відрізняється тим, що до рамки послідовно закріплена скоба глибиною не менше половини ширини скоби, до іншого кінця скоби послідовно закріплена додаткова рамка з додатковим відліковим пристроєм з додатковим стопорним гвинтом та з додатковою вимірювальною штангою, яка виконана з протилежним напрямком вимірювання співвісно до...
Штангенциркуль
Номер патенту: 5449
Опубліковано: 15.03.2005
Автор: Гевко Ігор Богданович
МПК: G01B 3/20
Мітки: штангенциркуль
Формула / Реферат:
Штангенциркуль, який виконано у вигляді штанги з масштабною лінійкою і двома нерухомими губками, рамки з шкалою ноніуса і двох рухомих губок, глибиноміра, розміщеного з задньої сторони штанги в П-подібному пазу та стопорного гвинта, який відрізняється тим, що на вільному кінці глибиноміра, перпендикулярно до нього жорстко закріплена планка нутроміра таким чином, щоб її довжина була рівною ширині штанги, а при контакті рухомих губок між собою...
Мікрометричний штангенциркуль
Номер патенту: 33178
Опубліковано: 10.06.2008
Автори: Івасечко Роман Романович, Фльонц Олег Володимирович, Крук Володимир Володимирович, Стефанів Сергій Володимирович
МПК: G01B 3/20
Мітки: мікрометричний, штангенциркуль
Формула / Реферат:
Мікрометричний штангенциркуль, який виконано у вигляді штанги з масштабною лінійкою, нерухомої і рухомої губок, рамки з шкалою ноніуса та стопорного гвинта, який відрізняється тим, що посередині висоти нерухомої губки виконано ступінчастий наскрізний отвір, в якому жорстко встановлено втулку, в яку жорстко встановлена ніжка мікрометра з індикатором і вимірювальною ніжкою, яка є в контакті з поверхнею оброблюваної деталі, а на штанзі...
Ультразвуковий штангенциркуль
Номер патенту: 30824
Опубліковано: 11.03.2008
Автори: Галаган Роман Михайлович, Цапенко Володимир Кузьмич, Протасов Анатолій Георгієвич
МПК: G01B 17/00, G01B 3/20
Мітки: ультразвуковий, штангенциркуль
Формула / Реферат:
Ультразвуковий штангенциркуль, що містить штангу, контактні губки, рухому рамку, який відрізняється тим, що на рухомій рамці встановлено похилий п’єзоперетворювач для збудження поверхневої хвилі в матеріалі штанги, що послідовно з’єднаний з блоком цифрової обробки сигналу та індикатором.
Попередній патент: Фіторемедіаційний спосіб очищення донних відкладень малих річок від важких металів
Наступний патент: Спосіб комплексного лікування катарального гінгівіту у підлітків із хронічним гастродуоденітом
Випадковий патент: З'єднувач для стикування конвеєрної стрічки