Пальник для дугового зварювання плавким електродом в захисних газах
Номер патенту: 121535
Опубліковано: 11.12.2017
Автори: Галь Анатолій Феодосійович, Сімутєнков Іван Вікторович, Драган Станіслав Володимирович, Лебедєв Володимир Олександрович
Формула / Реферат
Пальник для дугового зварювання плавким електродом в захисних газах, який містить гнучкий струмопідвод, під'єднаний до мундштука, крізь який подається електродний дріт, та канал подачі захисного газу з соплом, який відрізняється тим, що у розширеній частині сопла розміщений електромагнітний генератор поперечних коливань електродного дроту, при цьому електродний дріт проходить крізь додатково встановлений металевий шланг, у вигляді циліндричної спіралі, яка взаємодіє з електромагнітним генератором поперечних механічних коливань електродного дроту, причому верхня частина металевого шлангу закріплена у корпусі пальника, а нижня частина шланга жорстко з'єднана вузлом кріплення з мундштуком, при цьому електромагнітний генератор поперечних механічних коливань електродного дроту складається з феромагнітного кільця, жорстко закріпленого на металевому шлангу на рівні верхнього торця мундштука, а в розширеній частині сопла пальника в одній площині з феромагнітним кільцем опозитно встановлені з можливістю регулювання величини зазору два електромагніти генератора поперечних коливань електродного дроту та під кутом a = 90° до них і перпендикулярно до вертикальної осі пальника закріплені напрямні коливального руху.
Текст
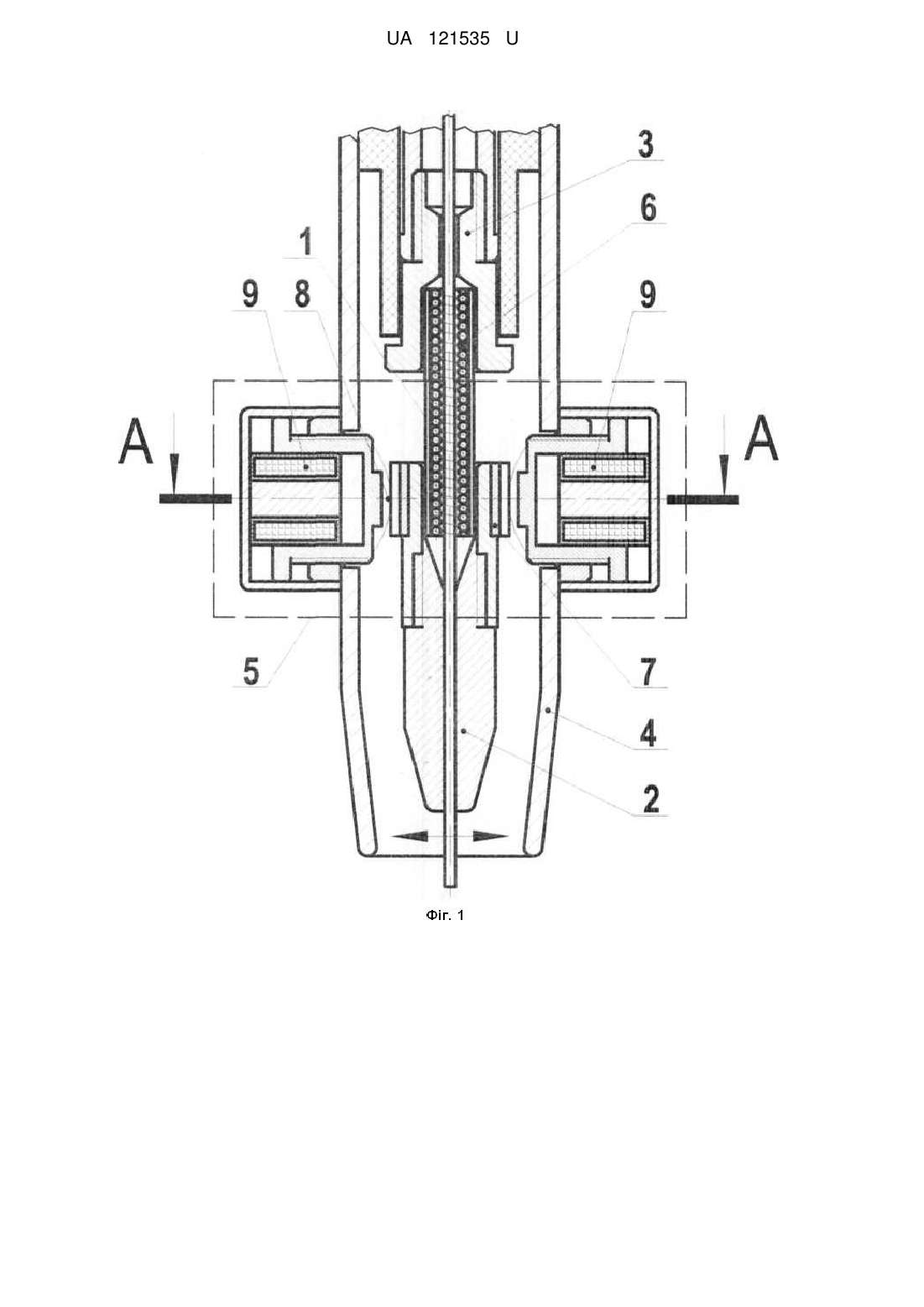
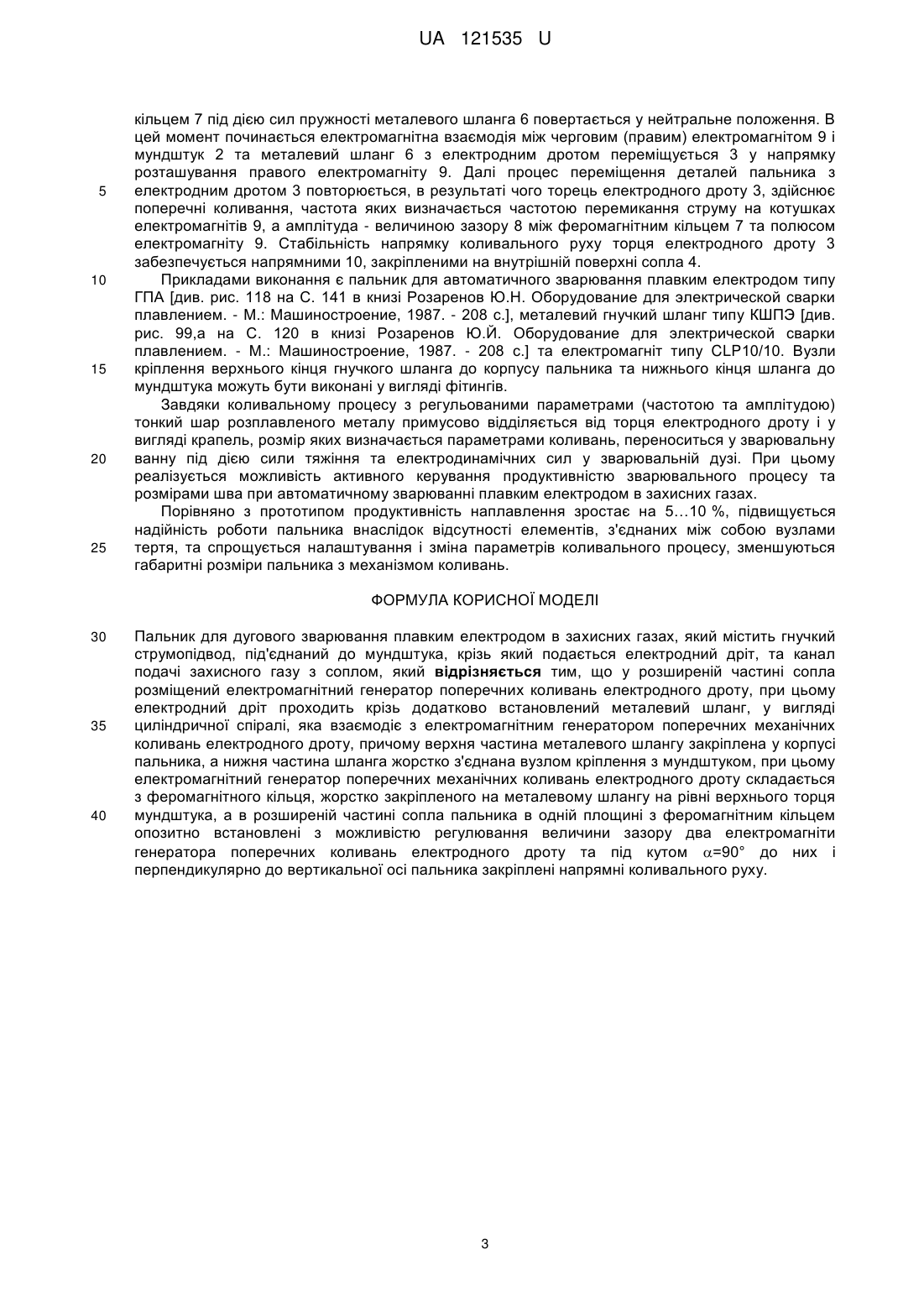
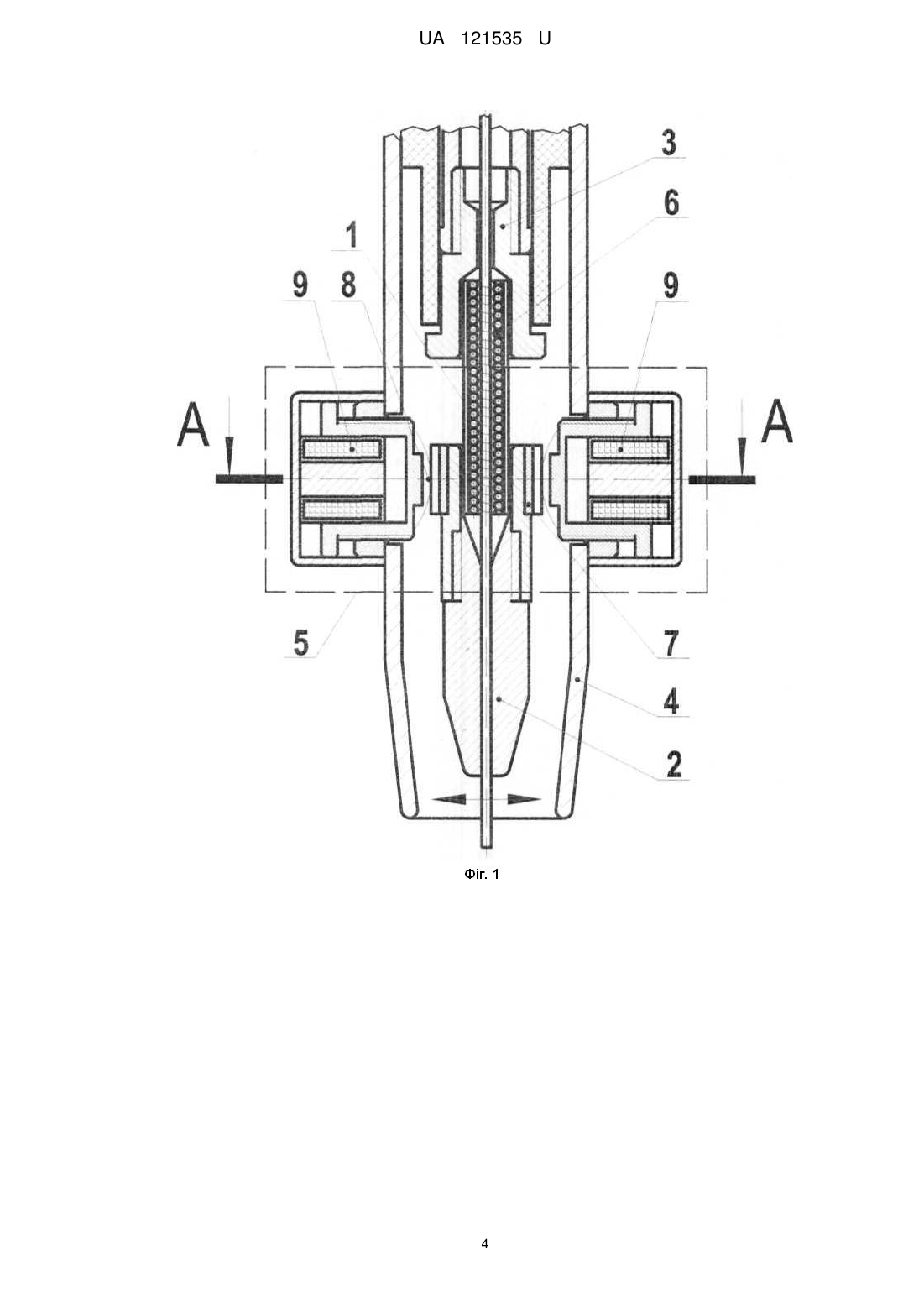
Реферат: Пальник для дугового зварювання плавким електродом в захисних газах містить гнучкий струмопідвод, під'єднаний до мундштука, крізь який подається електродний дріт, та канал подачі захисного газу з соплом. У розширеній частині сопла розміщений електромагнітний генератор поперечних коливань електродного дроту. UA 121535 U (12) UA 121535 U UA 121535 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до електродугового зварювання та може бути використана у різних галузях промисловості, де виконують роботи автоматичним зварюванням або наплавленням плавким електродом в захисних активних та інертних газах. Відомо про механізм коливань електрода [див. рис. 3.4 на с 114, Оборудование для дуговой сварки: Справочное пособие / Под ред. В.В. Смирнова. - Л.: Энергоатомиздат. Ленингр. отд-ние, 1986. - 656 с.], в якому на приводному валу встановлений з можливістю пересування вздовж осі вала кулачок потрібного профілю. До кулачка пружиною постійно притиснений ролик, жорстко закріплений на осі, з якою за допомогою важеля жорстко зв'язаний зварювальний пальник. При обертанні вала вісь здійснює коливальні рухи, відповідно коливається пальник з електродом. Амплітуда коливань визначається відносним положенням кулачка і ролика та регулюється гвинтом, який переміщує кулачок вздовж валу. Суттєвими недоліками цього пристрою є наявність значного числа вузлів тертя та можливість регулювання амплітуди коливань вручну і лише під час зупинки зварювального процесу. Крім цього після припинення коливань електрод може зупинитися у будь-якій довільній точці своєї траєкторії, що потребує іноді також ручного коригування положення електрода для продовження зварювального процесу. Складність конструкції, незручність налагодження пристрою знижують його ефективність і тому цей пристрій не набув широкого застосування. Аналогом може слугувати також пристрій для автоматичного наплавлення під флюсом [див. Патент на корисну модель № 102886, МПК (2015.01) В23К 9/00, опубл. 25.11. 2015, бюл. № 22], у якому електродний дріт розміщений у наскрізному каналі гнучкого шланга, жорстко закріпленого верхнім кінцем у корпусі наплавочної головки, а нижнім - у мундштуку, при цьому ролик механізму коливань електродного дроту упирається в гнучкий шланг з можливістю регулювання точки упирання. Недоліками цього пристрою є розташування механізму коливань електродного дроту поза межами наплавочної головки, що призводить до суттєвого зростання поперечного розміру головки і обмеження її застосування у стиснених умовах, а також нестабільність параметрів коливань електродного дроту внаслідок випадкового зміщення точки упирання ролика механізму коливань у гнучкий шланг. Найбільш близьким за технічною суттю, суттєвим ознакам та позитивним ефектом є конструкція механізму коливань електрода [див. рис. 3.5 на С. 116 в книзі Оборудование для дуговой сварки: Справочное пособие / Под ред. В.В. Смирнова. - Л.: Энергоатомиздат. Ленингр. отд-ние, 1986. - 656 с.], що містить основу з пневмоциліндром, який забезпечує фіксацію осі зварювального пальника у середньому положенні та автоматичну зміну амплітуди коливань, і вушко, відносно якого здійснює поперечні коливання тримач зі зварювальним пальником. Приводом коливань пальника з електродним дротом є електродвигун з планетарним редуктором та ексцентрик з установочним кільцем і притискним роликом з пружиною для забезпечення повернення рухомої системи коливань у вихідний стан після відмикання каналів пневмокерування. Недоліками цього пристрою є: 1) громіздкість, яка обмежує доступ пальника до місця зварювання; 2) недостатня надійність конструкції через велику кількість елементів, з'єднаних між собою вузлами тертя; 3) складність налагодження на задану амплітуду коливань електродного дроту внаслідок необхідності визначення положень рухомих елементів механізму системою упорів та взаємним положенням притискного ролика і ексцентрика. В основу корисної моделі поставлена задача удосконалення конструкції пальника для дугового зварювання плавким електродом в захисних газах, спроможного створювати поперечні механічні коливання електродного дроту з регульованою і стабільною частотою та амплітудою. Поставлена задача вирішується тим, що у розширеній частині сопла пальника розміщений електромагнітний генератор поперечних коливань електродного дроту, при цьому електродний дріт проходить крізь додатково встановлений металевий шланг, у вигляді циліндричної спіралі, яка взаємодіє з електромагнітним генератором поперечних механічних коливань електродного дроту, причому верхня частина металевого шланга закріплена у корпусі пальника, а нижня частина шланга жорстко з'єднана вузлом кріплення з мундштуком, при цьому електромагнітний генератор поперечних механічних коливань електродного дроту складається з феромагнітного кільця, жорстко закріпленого на металевому шлангу на рівні верхнього торця мундштука, а в розширеній частині сопла пальника в одній площині з феромагнітним кільцем опозитно встановлені з зазором два електромагніти генератора поперечних коливань електродного дроту та під кутом α = 90° до них і перпендикулярно до вертикальної осі пальника закріплені напрямні коливального руху мундштука, який забезпечує підведення зварювального струму до електродного дроту та коливання його торця з заданою частотою та амплітудою. Фізика процесу полягає в керованому відділенні з торця електродного дроту крапель металу при механічних коливаннях електрода внаслідок силової взаємодії між мундштуком з 1 UA 121535 U 5 10 15 20 25 30 35 40 45 50 55 60 феромагнітним кільцем, закріпленим на мундштуку пальника, та електромагнітами генератора поперечних коливань електродного дроту. Зварювання в захисних газах пальником з вмонтованим генератором механічних коливань здійснюється довгою дугою, без коротких замикань розрядного проміжку, тому що примусова частота коливань торця електродного дроту перевищує природну частоту перенесення електродного металу. Використання при дуговому зварюванні плавким електродом в захисних газах пальника з генератором поперечних коливань електродного дроту дозволяє активно керувати розмірами шва без зміни параметрів режиму зварювання за рахунок того, що при почерговій подачі живлячої напруги на правий і лівий електромагніти генератора електродний дріт, розміщений у наскрізному каналі металевого гнучкого шланга, жорстко закріпленому верхнім кінцем у корпусі пальника, а нижнім - у мундштуку, внаслідок взаємодії між феромагнітним кільцем, жорстко закріпленим на металевому шлангу на рівні верхнього торця мундштука, та полюсами електромагнітів генератора, здійснює поперечні коливання у широкому діапазоні частоти та амплітуди. При цьому за рахунок примусового регульованого відділення крапель з торця електродного дроту також знижуються непродуктивні втрати електроенергії на нагрівання електрода, що сприяє підвищенню продуктивності зварювального процесу. Очікуваний ефект полягає у тому, що порівняно з прототипом спрощується конструкція механізму коливань електродного дроту та настроювання параметрів режиму коливань частоти та амплітуди. При цьому забезпечується можливість програмованої зміни параметрів режиму коливань. Продуктивність наплавлення зростає на 5…10 %. Габарити пальника для зварювання плавким електродом в захисних газах з вмонтованим електромагнітним генератором коливань електродного дроту зростають порівняно зі стандартним пальником не більше ніж на 10…15 %. На кресленнях наведена принципова конструкція пальника: на Фіг. 1 показано переріз пальника по вертикальній осі електродного дроту і горизонтальній осі електромагнітного генератора 5 поперечних коливань електродного дроту 3 (по горизонтальних осях опозитно встановлених електромагнітів 9 генератора); на Фіг. 2 - розріз по А-А на Фіг. 1. Пальник для дугового зварювання плавким електродом в захисних газах, що містить гнучкий струмопідвід 1, під'єднаний до мундштука 2, крізь який подається електродний дріт 3, та канал подачі захисного газу з соплом 4, при цьому у розширеній частині сопла 4 розміщений електромагнітний генератор 5 поперечних коливань електродного дроту 3, при цьому електродний дріт 3 проходить крізь додатково встановлений металевий шланг 6, у вигляді циліндричної спіралі, яка взаємодіє з електромагнітним генератором поперечних механічних коливань електродного дроту 3, причому верхня частина металевого шланга 6 закріплена у корпусі пальника, а нижня частина шланга 6 жорстко з'єднана вузлом кріплення з мундштуком 2, при цьому електромагнітний генератор 5 поперечних механічних коливань електродного дроту 3 складається з феромагнітного кільця 7, жорстко закріпленого на металевому шлангу 6 на рівні верхнього торця мундштука 2, а в розширеній частині сопла 4 пальника в одній площині з феромагнітним кільцем 7 опозитно встановлені з можливістю регулювання величини зазору 8 два електромагніти 9 генератора 5 поперечних коливань електродного дроту 3 та під кутом α = 90° до них і перпендикулярно до вертикальної осі пальника закріплені напрямні 10 коливального руху мундштука 2. Пальник для дугового зварювання в захисних газах плавким електродом працює наступним чином. Електродний дріт 3 розміщують в наскрізному каналі гнучкого шланга 6 і мундштуку 2. Напруга від джерела зварювального струму за допомогою гнучкого струмовідводу 1, під'єднаного до мундштука 2, підводиться до електродного дроту 3. По каналу подачі захисного газу через сопло 4 у зону зварювання подається захисний газ. З заданою витримкою у часі по команді від системи автоматичного керування зварювального автомата вмикається зварювальний струм і одночасно до обмоток електромагнітів 9 генератора 5 поперечних коливань електродного дроту 3 подається струм, який, проходячи по обмотках електромагнітів 9, створює електромагнітні поля почергово в лівому та правому електромагнітах. Оскільки в зоні дії електромагнітних полів електромагнітів 9 знаходиться феромагнітне кільце 7, то під дією електромагнітних сил кільце 7 притягається до відповідного (наприклад лівого) електромагніту 9, переміщуючи в зазорі 8 мундштук 2 і металевий шланг 6, крізь які проходить електродний дріт 3, у напрямку розташування того електромагніту (лівого) 9, по обмотках якого у даний час протікає струм. При відмиканні вказаного (лівого) електромагніту 9 мундштук 2 з феромагнітним 2 UA 121535 U 5 10 15 20 25 кільцем 7 під дією сил пружності металевого шланга 6 повертається у нейтральне положення. В цей момент починається електромагнітна взаємодія між черговим (правим) електромагнітом 9 і мундштук 2 та металевий шланг 6 з електродним дротом переміщується 3 у напрямку розташування правого електромагніту 9. Далі процес переміщення деталей пальника з електродним дротом 3 повторюється, в результаті чого торець електродного дроту 3, здійснює поперечні коливання, частота яких визначається частотою перемикання струму на котушках електромагнітів 9, а амплітуда - величиною зазору 8 між феромагнітним кільцем 7 та полюсом електромагніту 9. Стабільність напрямку коливального руху торця електродного дроту 3 забезпечується напрямними 10, закріпленими на внутрішній поверхні сопла 4. Прикладами виконання є пальник для автоматичного зварювання плавким електродом типу ГПА [див. рис. 118 на С. 141 в книзі Розаренов Ю.Н. Оборудование для электрической сварки плавлением. - М.: Машиностроение, 1987. - 208 с.], металевий гнучкий шланг типу КШПЭ [див. рис. 99,а на С. 120 в книзі Розаренов Ю.Й. Оборудование для электрической сварки плавлением. - М.: Машиностроение, 1987. - 208 с.] та електромагніт типу CLP10/10. Вузли кріплення верхнього кінця гнучкого шланга до корпусу пальника та нижнього кінця шланга до мундштука можуть бути виконані у вигляді фітингів. Завдяки коливальному процесу з регульованими параметрами (частотою та амплітудою) тонкий шар розплавленого металу примусово відділяється від торця електродного дроту і у вигляді крапель, розмір яких визначається параметрами коливань, переноситься у зварювальну ванну під дією сили тяжіння та електродинамічних сил у зварювальній дузі. При цьому реалізується можливість активного керування продуктивністю зварювального процесу та розмірами шва при автоматичному зварюванні плавким електродом в захисних газах. Порівняно з прототипом продуктивність наплавлення зростає на 5…10 %, підвищується надійність роботи пальника внаслідок відсутності елементів, з'єднаних між собою вузлами тертя, та спрощується налаштування і зміна параметрів коливального процесу, зменшуються габаритні розміри пальника з механізмом коливань. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 40 Пальник для дугового зварювання плавким електродом в захисних газах, який містить гнучкий струмопідвод, під'єднаний до мундштука, крізь який подається електродний дріт, та канал подачі захисного газу з соплом, який відрізняється тим, що у розширеній частині сопла розміщений електромагнітний генератор поперечних коливань електродного дроту, при цьому електродний дріт проходить крізь додатково встановлений металевий шланг, у вигляді циліндричної спіралі, яка взаємодіє з електромагнітним генератором поперечних механічних коливань електродного дроту, причому верхня частина металевого шлангу закріплена у корпусі пальника, а нижня частина шланга жорстко з'єднана вузлом кріплення з мундштуком, при цьому електромагнітний генератор поперечних механічних коливань електродного дроту складається з феромагнітного кільця, жорстко закріпленого на металевому шлангу на рівні верхнього торця мундштука, а в розширеній частині сопла пальника в одній площині з феромагнітним кільцем опозитно встановлені з можливістю регулювання величини зазору два електромагніти генератора поперечних коливань електродного дроту та під кутом =90° до них і перпендикулярно до вертикальної осі пальника закріплені напрямні коливального руху. 3 UA 121535 U 4 UA 121535 U Комп’ютерна верстка А. Крижанівський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 9/30, B23K 9/00, B23K 9/16
Мітки: дугового, плавким, пальник, електродом, зварювання, газах, захисних
Код посилання
<a href="https://ua.patents.su/7-121535-palnik-dlya-dugovogo-zvaryuvannya-plavkim-elektrodom-v-zakhisnikh-gazakh.html" target="_blank" rel="follow" title="База патентів України">Пальник для дугового зварювання плавким електродом в захисних газах</a>
Пальник для дугового зварювання у захисних газах
Номер патенту: 34028
Опубліковано: 25.07.2008
Автори: Діордійчук Владислав Віталійович, Скрипченко Володимир Іванович
МПК: B23K 9/173
Мітки: пальник, зварювання, захисних, дугового, газах
Формула / Реферат:
1. Пальник для дугового зварювання у захисних газах, що містить мундштук, газопідвід, кнопку керування, з'єднану з проводами керування і установлену на рукоятці, гнучкий шланг, який виконаний з зовнішньою захисною неелектропровідною оболонкою, внутрішньою частиною зі змінною спіраллю, яку охоплює каркасний елемент, при цьому рукоятки закріплені на кінцевих з'єднувальних вузлах, який відрізняється тим, що каркасний елемент виконаний у вигляді...
Пальник для дугового зварювання в захисних газах
Номер патенту: 74709
Опубліковано: 16.01.2006
Автори: Мартиненко Борис Іванович, Діденко Федір Михайлович, Сверчков Сергій Михайлович, Кондратенко Віктор Григорович, Золотаренко Віктор Кузьмич
МПК: B23K 9/16
Мітки: пальник, зварювання, дугового, газах, захисних
Формула / Реферат:
1. Пальник для дугового зварювання у захисних газах, що включає корпус, канал подачі газів та електродного дроту, струмовід і механізм його закріплення, який відрізняється тим, що він додатково містить механізм подачі електродного дроту у вигляді протяжної головки та електродвигуна з порожнистим валом, які установлені в центральній частині несучого елемента корпуса - повздовжньої струмопровідної планки, на краях котрої закріплені передній і...
Спосіб дугового зварювання плавким електродом в середовищі захисних газів

Номер патенту: 43424
Опубліковано: 17.12.2001
Автори: Шевчук Сергій Анатолійович, Патон Борис Євгенович, Лебедєв Володимир Костянтинович, Жерносєков Анатолій Максимович, Шейко Павло Петрович
МПК: B23K 9/173, B23K 9/167
Мітки: дугового, зварювання, захисних, середовищі, спосіб, електродом, газів, плавким
Формула / Реферат:
1. Спосіб дугового зварювання плавким електродом в середовищі захисних газів, при якому декілька одноатомних, багатоатомних газів або їх сумішей подають в зону горіння дуги імпульсами, який відрізняється тим, що частоту чергування імпульсів подачі різних газів або їх сумішей вибирають рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни.2. Спосіб за п.1, який відрізняється тим, що при подачі в зону...
Спосіб регулювання процесу імпульсно-дугового зварювання плавким електродом в середовищі захисних газів
Номер патенту: 120090
Опубліковано: 25.10.2017
Автори: Пентегов Ігор Володимирович, Римар Сергій Володимирович, Мельнічєнко Ніколай Трофімовіч, Жерносєков Анатолій Максимович, Сидорець Володимир Миколайович
МПК: B23K 9/09
Мітки: захисних, плавким, регулювання, процесу, газів, зварювання, електродом, імпульсно-дугового, спосіб, середовищі
Формула / Реферат:
1. Спосіб регулювання процесу імпульсно-дугового зварювання плавким електродом в середовищі захисних газів, що включає перенесення рідкого металу з електрода в зварювальну ванну без коротких замикань, який відрізняється тим, що регулювання частоти імпульсів струму зварювальної дуги і швидкості подачі зварювального дроту відбувається одночасно.2. Спосіб за п. 1, який відрізняється тим, що регулювання частоти імпульсів зварювальної...
Пристрій для дугового зварювання плавким електродом з комбінованим імпульсним впливом
Номер патенту: 81595
Опубліковано: 10.07.2013
Автори: Лебедєв Володимир Олександрович, Максимов Сергій Юрійович, Лобанов Леонід Михайлович, Плющ Денис Валентинович, Тимошенко Олександр Микитович, Гончаров Павло Васильович
МПК: B23K 9/00
Мітки: дугового, зварювання, комбінованим, плавким, електродом, пристрій, імпульсним, впливом
Формула / Реферат:
Пристрій для дугового зварювання плавким електродом з комбінованим імпульсним впливом, що містить джерело зварювального струму з модулятором зварювальної напруги, підключеним до входу джерела, механізм подачі електродного дроту з регульованим електроприводом, який відрізняється тим, що пристрій додатково містить генератор імпульсів подачі електродного дроту, пов'язаний з однієї сторони із задатчиками частоти, рівня й амплітуди імпульсів, а з...
Попередній патент: Світлодіодний світильник
Наступний патент: Спосіб корекції метаболічних порушень у хворих з метаболічним синдромом
Випадковий патент: Пристрій для механічного захисту гнучких магістралей