Пристрій для дугового зварювання плавким електродом з комбінованим імпульсним впливом
Номер патенту: 81595
Опубліковано: 10.07.2013
Автори: Тимошенко Олександр Микитович, Максимов Сергій Юрійович, Лебедєв Володимир Олександрович, Лобанов Леонід Михайлович, Плющ Денис Валентинович, Гончаров Павло Васильович
Формула / Реферат
Пристрій для дугового зварювання плавким електродом з комбінованим імпульсним впливом, що містить джерело зварювального струму з модулятором зварювальної напруги, підключеним до входу джерела, механізм подачі електродного дроту з регульованим електроприводом, який відрізняється тим, що пристрій додатково містить генератор імпульсів подачі електродного дроту, пов'язаний з однієї сторони із задатчиками частоти, рівня й амплітуди імпульсів, а з іншої сторони із входом регульованого електропривода, при цьому пристрій містить синхронізатор роботи модулятора й генератора імпульсів, підключений до їх керуючих входів.
Текст
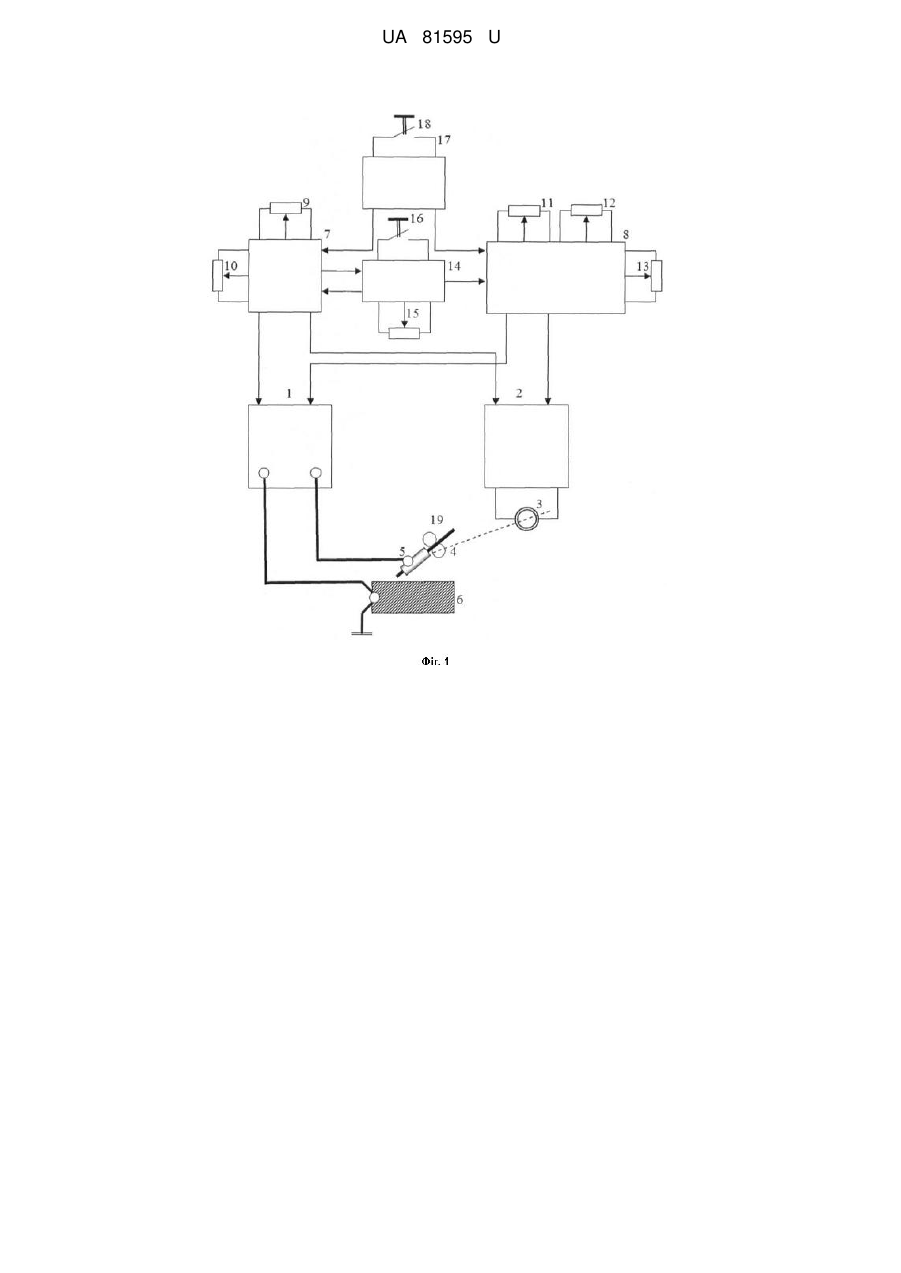
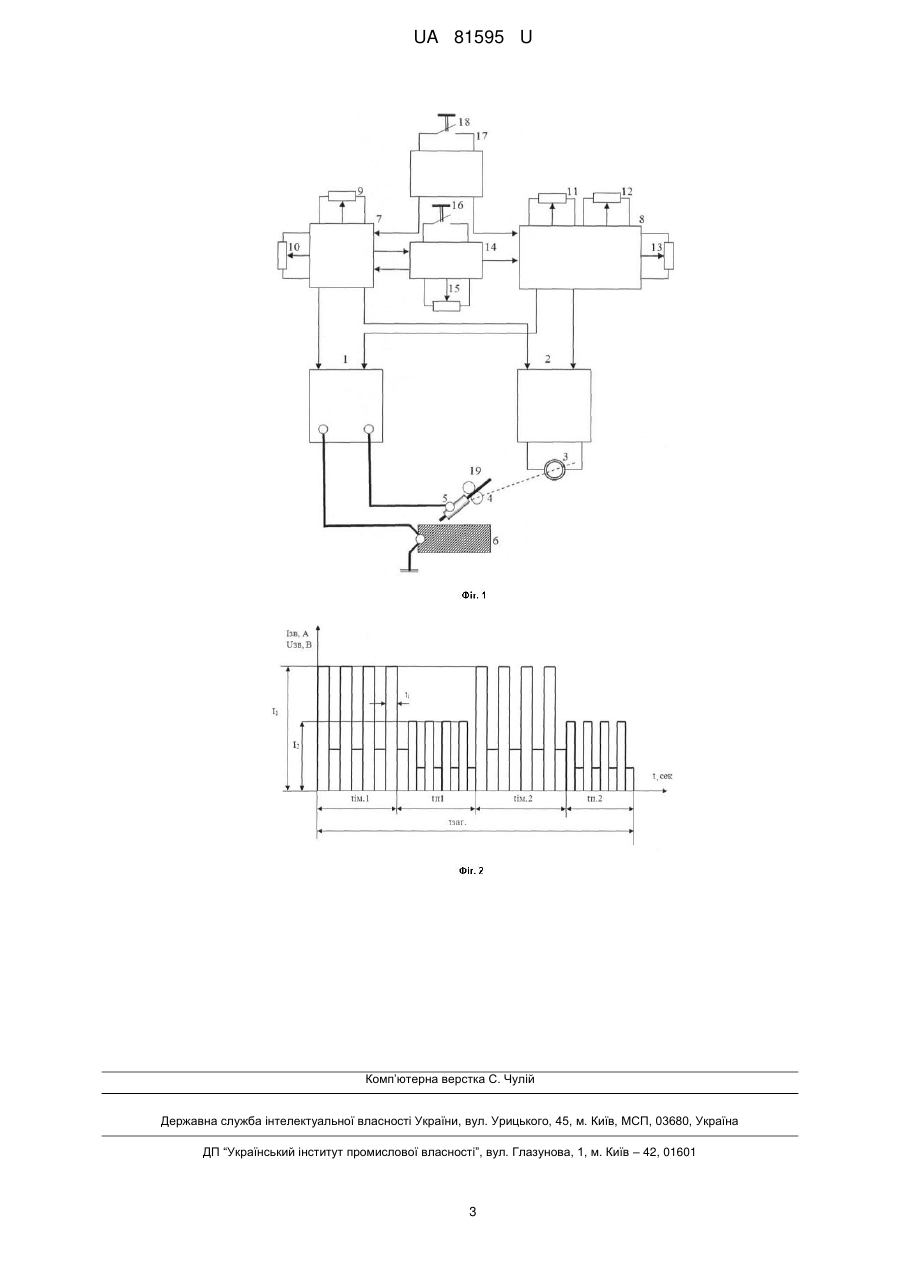
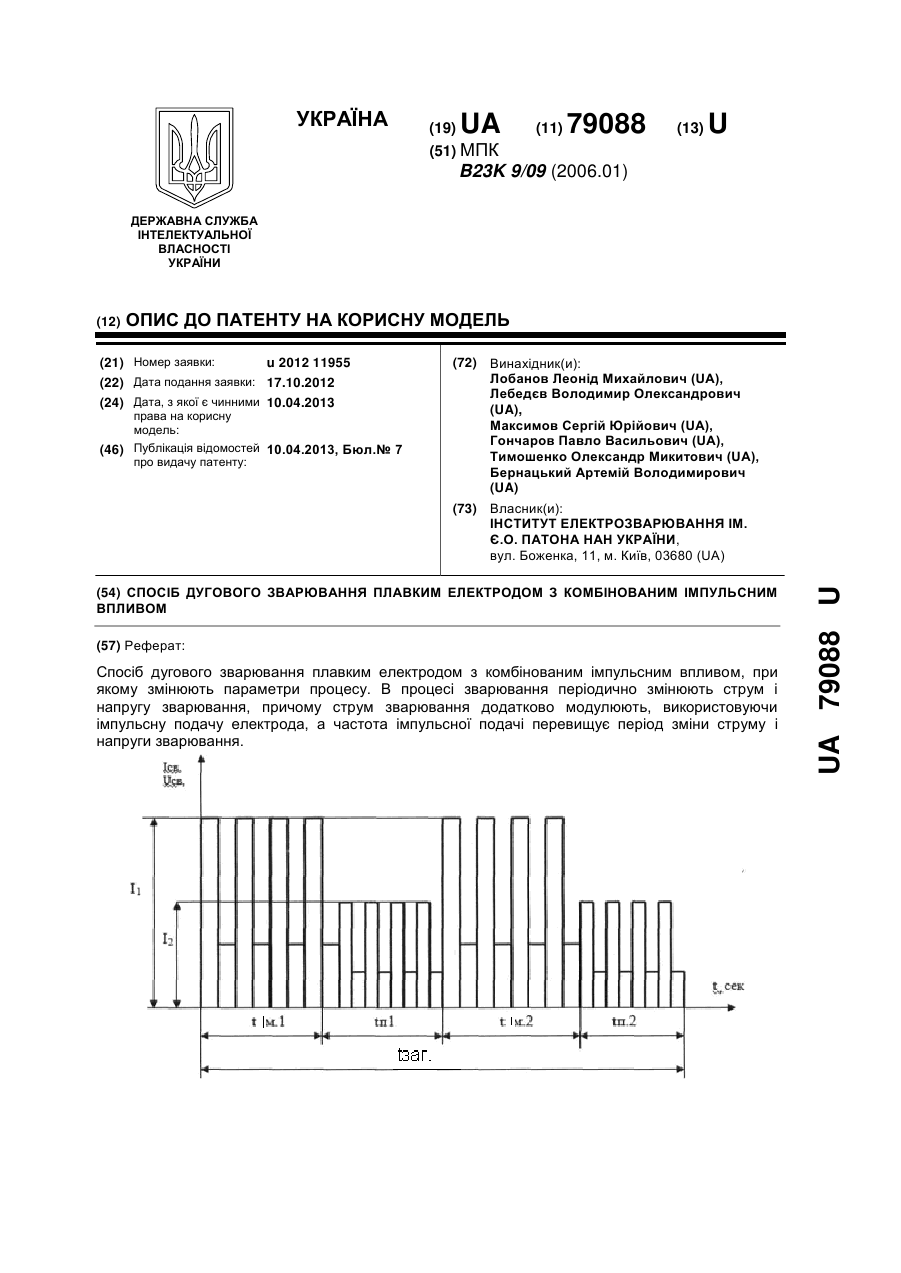
Реферат: Пристрій для дугового зварювання плавким електродом з комбінованим імпульсним впливом містить джерело зварювального струму, модулятор зварювальної напруги, джерело входу, механізм подачі електродного дроту, електропривод, генератор імпульсів подачі електродного дроту, задатчики частоти, рівня й амплітуди імпульсів, синхронізатор роботи модулятора й генератор імпульсів. UA 81595 U (12) UA 81595 U UA 81595 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до області імпульсно-дугового зварювання плавким електродом в автоматичному і напівавтоматичному режимі й може бути використана при дуговому зварюванні плавким електродом порошковим дротом з покриттям і без нього, суцільного перетину в середовищі захисних газів (вуглекислому газі, аргоні і їхніх сумішах), у різних просторових положеннях при зварюванні сталей і сплавів алюмінію. Відомий пристрій з модуляцією зварювальної напруги (Патент РФ № 2264896, В23К9/10), у якому модулятор пристрою встановлений у розрив ланцюга керування зварювальним струмом між джерелом постійного струму й системою автоматизованого керування й містить у собі комутатор, схему керування ним та дільник. Недоліками пристрою є складність системи й неможливість реалізувати процес із керованим переносом електродного металу. Відомо також пристрій для подачі електродного дроту (Патент РФ № 2086373 В23К9/12), що містить основу, на основі установлено механізм подачі та гнучкий шланг із напрямним каналом для електродного дроту, з'єднаний зі зварювальним пальником, що відрізняється тим, що оснащено модулятором, яке включає водило, привід, регулятор і шкалу, причому водило з'єднане із гнучким шлангом, зв'язане із приводом, що забезпечує зворотно-поступальний рух уздовж напрямку подачі електродного дроту на виході механізму подачі, регулятор і шкала служать для встановлення й величини ходу водила, а привід виконаний регульованим. Недоліками пристрою є неможливість одержання достатнього для керування переносом електродного металу частот модуляції. Громіздкість, мала надійність і недостатня точність відтворення заданого алгоритму руху електродного дроту. Найбільш близьким аналогом є відомий пристрій для зварювання плавким електродом з комбінованим імпульсним впливом, вибраний як найближчий аналог (Патент США, № 3581053 США, МПК В23 ДО 9/00. Synchro - arc metal transfer. Mans. F. August), у якому є джерело зварювального струму з модулятором напруги зварювання й синхронізований з ним по частоті механізм подачі електродного дроту з механічним перетворювачем швидкості руху дроту. Недоліки цього пристрою полягають в обмежених технологічних можливостях у вигляді неможливості його використання в тривалому різноімпульсному процесі, як наприклад при дуговому точковому зварюванні великих товщин, та в процесах, де необхідно регулювати тепловкладення у зварний шов. Задача, на рішення якої спрямована корисна модель, є розробка пристрою для зварювання плавким електродом з комбінованим імпульсним впливом, що забезпечить можливість ефективного регулювання обсягу розплавленої зварювальної ванни при дуговому зварюванні в різних просторових положеннях металів і сплавів й використання для його реалізації звичайного промислового встаткування для зварювання плавким електродом. Підвищення стабільності процесу одержання зварного з'єднання, зменшення розбризкування, що дозволить підвищити якість зварного з'єднання, зменшити витрати зварювального дроту, а також знизити витрати електроенергії на одержання зварного з'єднання. Поставлена задача вирішується тим, що в пристрої для дугового зварювання плавким електродом з комбінованим імпульсним впливом, що містить джерело зварювального струму з модулятором зварювальної напруги, підключеним до входу джерела, механізм подачі електродного дроту з регульованим електроприводом, згідно з корисною моделлю пристрій додатково містить генератор імпульсів подачі електродного дроту, пов'язаний з однієї сторони із задатчиками частоти, рівня й амплітуди імпульсів, а з іншої сторони із входом регульованого електропривода, при цьому пристрій містить синхронізатор роботи модулятора й генератора імпульсів, підключений до їх керуючих входів. Запропонований пристрій для дугового зварювання плавким електродом з комбінованим імпульсним впливом схематично представлено на кресленні (фіг. 1). Алгоритм роботи пристрою з максимальним набором можливостей представлений на графіку (фіг. 2). Пристрій містить у собі джерело зварювального струму 1, регульований електропривід 2 з електродвигуном 3, з'єднаним з механізмом подачі 4. Джерело зварювального струму 1 зварювальними проводами з'єднаний з струмопідвідним наконечником 5 і виробом, що зварюється 6. Джерело зварювального струму 1 і регульований електропривід 2 керуються з однієї сторони від генератора модульованих коливань 7, а з іншої сторони від генератора імпульсів 8. Параметри генератора модульованих коливань 7 регулюються задатчиками 9 (частота коливань) і 10 (рівень коливань). Параметри генератора імпульсів 8 регулюються задатчиками 11 (частота імпульсів), 12 (рівень імпульсів) і 13 (скважність імпульсів). Спільна робота генератора модульованих коливань 7 і генератора імпульсів 8 визначається блоком 14, при цьому необхідне співвідношення у формуванні модульованих коливань й імпульсів визначається задатчиком 15, а включення блока 14 у цикл роботи здійснюється комутуючим 1 UA 81595 U 5 10 15 20 25 30 35 елементом 16. Цикл роботи пристрою визначається блоком 17, що включається від пускового елемента 18. Цифрою 19 позначений електродний дріт. Пристрій працює в такий спосіб. При натисканні пускового елемента 18 включається блок 17 і видає сигнали на включення генератора модульованих коливань 7 і генератора імпульсів 8. Генератор модульованих коливань 7 і генератор імпульсів 8 з параметрами вихідних керуючих сигналів, обумовлених установкою задатчиків 9, 10, 11, 12, 13, впливають на джерело зварювального струму 1 і регульований електропривід 2 з електродвигуном 3. Джерело зварювального струму 1 і регульований електропривід 2 з електродвигуном 3, відпрацьовуючи вхідні сигнали, відтворюють їх у вигляді, як модульованих коливань, так й у вигляді імпульсів струму й подачі електродного дроту 19 відповідно. При цьому завжди частота модульованих коливань M значно менше (в 5-50 разів), чим частота імпульсів подачі u, тобто дотримується умова u M, 1 1 де u , M . tuM.1 tn.1 tu Пристрій для реалізації способу дугового зварювання плавким електродом з комбінованим імпульсним впливом за рахунок вибору параметрів модульованих коливань й імпульсних впливів може працювати по наступних алгоритмах зварювального процесу: 1. тільки імпульсні впливи; 2. тільки модульовані коливання; 3. спільна (комбінована) дія модульованих коливань струму й швидкості подачі й імпульсів струму й швидкості подачі. У свою чергу спільна (комбінована) дія модульованих коливань струму й швидкості подачі й імпульсів струму й швидкості подачі може здійснюватися зі зміною параметрів імпульсних впливів залежно від параметрів модульованих коливань. Цей процес здійснюється за допомогою блока 14, на який надходить сигнал від генератора модульованих коливань 7 про рівень і частоту (період) модульованого коливання. При цьому, якщо блок 14 включений у цикл роботи комутуючим елементом 16, то блок 14 видає сигнали на генератор імпульсів 8 для того, щоб він робив імпульси й змінював їх параметри в потрібні моменти дії модульованих коливань, при цьому моменти зміни параметрів імпульсів визначаються задатчиком 15 і відраховують від змін параметрів сигналів модульованих коливань (від генератора модульованих коливань 7). Запропонований пристрій для дугового зварювання плавким електродом з комбінованим імпульсним впливом дозволяє здійснити керований перенос електродного металу, стабілізуючи зварювальний процес, а також істотно знизити й регулювати тепловклад в метал шва й біляшовної зони. Застосування пристрою при зварюванні дуговими точками металів різних товщин забезпечило зниження 10…20 % споживання електроенергії, на 5…8 % зменшило втрати електродного металу. При цьому забезпечуються такі важливі показники як одержання надійного, повторюваного з'єднання при мінімальних витратах електроенергії й витрат електродного дроту. 40 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 Пристрій для дугового зварювання плавким електродом з комбінованим імпульсним впливом, що містить джерело зварювального струму з модулятором зварювальної напруги, підключеним до входу джерела, механізм подачі електродного дроту з регульованим електроприводом, який відрізняється тим, що пристрій додатково містить генератор імпульсів подачі електродного дроту, пов'язаний з однієї сторони із задатчиками частоти, рівня й амплітуди імпульсів, а з іншої сторони із входом регульованого електропривода, при цьому пристрій містить синхронізатор роботи модулятора й генератора імпульсів, підключений до їх керуючих входів. 2 UA 81595 U Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП,03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for arc welding by consumable electrode with combined pulse action
Автори англійськоюLobanov Leonid Mykhailovych, Lebediev Volodymyr Oleksandrovych, Maksymov Serhii Yuriiovych, Honcharov Pavlo Vasyliovych, Tymoshenko Oleksandr Mykytovych, Pliusch Denys Valentynovych
Назва патенту російськоюУстройство для дуговой сварки плавящимся электродом с комбинированным импульсным воздействием
Автори російськоюЛобанов Леонид Михайлович, Лебедев Владимир Александрович, Максимов Сергей Юрьевич, Гончаров Павел Васильевич, Тимошенко Александр Никитович, Плющ Денис Валентинович
МПК / Мітки
МПК: B23K 9/00
Мітки: плавким, дугового, комбінованим, електродом, впливом, імпульсним, зварювання, пристрій
Код посилання
<a href="https://ua.patents.su/5-81595-pristrijj-dlya-dugovogo-zvaryuvannya-plavkim-elektrodom-z-kombinovanim-impulsnim-vplivom.html" target="_blank" rel="follow" title="База патентів України">Пристрій для дугового зварювання плавким електродом з комбінованим імпульсним впливом</a>
Спосіб дугового зварювання плавким електродом з комбінованим імпульсним впливом
Номер патенту: 79088
Опубліковано: 10.04.2013
Автори: Максимов Сергій Юрійович, Бернацький Артемій Володимирович, Лобанов Леонід Михайлович, Лебедєв Володимир Олександрович, Гончаров Павло Васильович, Тимошенко Олександр Микитович
МПК: B23K 9/09
Мітки: впливом, спосіб, електродом, дугового, зварювання, плавким, комбінованим, імпульсним
Формула / Реферат:
Спосіб дугового зварювання плавким електродом з комбінованим імпульсним впливом, при якому змінюють параметри процесу, який відрізняється тим, що в процесі зварювання періодично змінюють струм і напругу зварювання, причому струм зварювання додатково модулюють, використовуючи імпульсну подачу електрода, а частота імпульсної подачі перевищує період зміни струму і напруги зварювання.
Спосіб дугового зварювання плавким електродом в середовищі захисних газів

Номер патенту: 43424
Опубліковано: 17.12.2001
Автори: Жерносєков Анатолій Максимович, Патон Борис Євгенович, Шевчук Сергій Анатолійович, Лебедєв Володимир Костянтинович, Шейко Павло Петрович
МПК: B23K 9/167, B23K 9/173
Мітки: середовищі, захисних, плавким, зварювання, спосіб, газів, дугового, електродом
Формула / Реферат:
1. Спосіб дугового зварювання плавким електродом в середовищі захисних газів, при якому декілька одноатомних, багатоатомних газів або їх сумішей подають в зону горіння дуги імпульсами, який відрізняється тим, що частоту чергування імпульсів подачі різних газів або їх сумішей вибирають рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни.2. Спосіб за п.1, який відрізняється тим, що при подачі в зону...
Спосіб дугового зварювання і наплавлення плавким електродом у подовжньому магнітному полі
Номер патенту: 70785
Опубліковано: 25.06.2012
Автори: Ярмонов Станіслав Володимирович, Размишляєв Олександр Денисович, Міронова Марина Володимирівна, Видмиш Павло Олександрович
Мітки: магнітному, спосіб, подовжньому, наплавлення, електродом, полі, плавким, зварювання, дугового
Формула / Реферат:
Спосіб дугового зварювання та наплавлення плавким електродом у подовжньому магнітному полі, що включає розміщення джерела подовжнього магнітного поля над зварювальною ванною і дію на рідкий метал зварювальної ванни, який відрізняється тим, що джерело подовжнього магнітного поля розташовують під кутом до осі електрода a=15…30° і на відстані а=10…30 мм від осі електрода та додатково діють на краплю на торці електрода і зварювальну дугу.
Електродотримач для ручного дугового зварювання плавким електродом

Номер патенту: 62731
Опубліковано: 12.09.2011
Автори: Василенко Станіслав Леонідович, Бєлінський Вадим Анатолійович, Коровченко Олександр Ілліч, Грідасов Олексій Петрович, Шаповалов Костянтин Петрович
МПК: B23K 9/00
Мітки: дугового, зварювання, електродом, плавким, електродотримач, ручного
Формула / Реферат:
Електродотримач для ручного дугового зварювання плавким електродом, що включає рукоятку з головкою, а також струмопідвід з притискним пружним стрижнем, при цьому струмопідвід виконаний із трьома наскрізними пазами та трьома парами отворів для фіксації стрижня електрода, розташованими у виступах, що утворилися між пазами, а головка оснащена відкритим пазом, який відрізняється тим, що на циліндричній частині головки додатково виконані два...
Спосіб дугового зварювання електродом, що плавиться
Номер патенту: 84237
Опубліковано: 25.09.2008
Автори: Ковалевський Олексій Ігорович, Носовський Борис Іванович
МПК: B23K 9/12
Мітки: дугового, електродом, спосіб, зварювання, плавиться
Формула / Реферат:
1. Спосіб дугового зварювання електродом, що плавиться, який включає подачу електрода за допомогою приводних роликів і зварювального пальника і примусовий перенос електродного металу в зварювальну ванну, який відрізняється тим, що примусовий перенос електродного металу здійснюють за рахунок коливань за синусоїдальним законом механічного контуру, у нижній частині якого розташовують електрод, що плавиться, а верхню частину виконують з обмоткою,...
Попередній патент: Зворотний клапан
Наступний патент: Закупорювальний пристрій
Випадковий патент: Спосіб лікування гіперліпідемії