Спосіб регулювання процесу імпульсно-дугового зварювання плавким електродом в середовищі захисних газів
Номер патенту: 120090
Опубліковано: 25.10.2017
Автори: Римар Сергій Володимирович, Жерносєков Анатолій Максимович, Пентегов Ігор Володимирович, Сидорець Володимир Миколайович, Мельнічєнко Ніколай Трофімовіч

Формула / Реферат
1. Спосіб регулювання процесу імпульсно-дугового зварювання плавким електродом в середовищі захисних газів, що включає перенесення рідкого металу з електрода в зварювальну ванну без коротких замикань, який відрізняється тим, що регулювання частоти імпульсів струму зварювальної дуги і швидкості подачі зварювального дроту відбувається одночасно.
2. Спосіб за п. 1, який відрізняється тим, що регулювання частоти імпульсів зварювальної дуги забезпечує стабілізацію середнього за період значення напруги на дузі, а регулювання швидкості подачі зварювального дроту забезпечує стабілізацію середнього значення зварювального струму, що забезпечує струминне і дрібно-крапельне перенесення рідкого металу з плавкого електроду в зварювальну ванну з мінімальним розбризкуванням.
3. Спосіб за п. 1, який відрізняється тим, що регулювання частоти імпульсів зварювальної дуги забезпечує стабілізацію середнього за період значення зварювального струму, а регулювання швидкості подачі зварювального дроту забезпечує стабілізацію середнього значення напруги на дузі, що забезпечує струминне і дрібно-крапельне перенесення рідкого металу з плавкого електроду в зварювальну ванну з мінімальним розбризкуванням переважно при зварюванні легких металів і сплавів.
Текст
Реферат: Спосіб регулювання процесу імпульсно-дугового зварювання плавким електродом в середовищі захисних газів включає перенесення рідкого металу з електрода в зварювальну ванну без коротких замикань. При цьому регулювання частоти імпульсів струму зварювальної дуги і швидкості подачі зварювального дроту відбувається одночасно. UA 120090 U (12) UA 120090 U UA 120090 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до машинобудування, а саме до технології імпульсно-дугового зварювання плавким електродом в середовищі захисних газів, і може застосовуватися в зварювальному виробництві на підприємствах для покращення якості зварних швів і з'єднань. На сучасному рівні техніки відомий спосіб імпульсно-дугового зварювання в середовищі захисних газів зі стабілізацією проплавлення РМС (Pulse Multi Control) фірми Fronius (Комплект импульсно-дуговой сварки для сварочной системы MIG/MAG TPS/i. Улучшенный контроль при импульсно-дуговой сварке / Автоматическая сварка. - 2014. - № 11. - С. 59-60), який забезпечує сталість глибини проплавлення, наприклад, при коливаннях довжини вильоту електрода, за рахунок регулювання швидкості подачі дроту. Є функція стабілізації довжини зварювальної дуги шляхом зміни зварювальної напруги. Це забезпечує практичну відсутність коротких замикань. Однак такий спосіб регулювання не враховує теплофізичні властивості різних матеріалів, наприклад, вуглецевих сталей і алюмінієвих сплавів. Найбільш близьким до способу, що заявляється, є спосіб автоматичної стабілізації процесу імпульсно-дугового зварювання плавким електродом, що здійснюється за рахунок управління і пристроєм системи дугового зварювання (Pat. US 6335511 Bl USA, Int. СІ. В23К 9/09. Control method and apparatus for an arc welding system / R.R. Rothermel, P. Pines, CA (USA (US)); Assignee Tri Tool Inc., Rancho Cordova CA (USA (US)). - № US 09/547996; Appl. Date Apr.12.2000; Publ. Date Jan.01.2002). Система має коло зворотного зв'язку, яке стабілізує напругу. В колі є ланка, що перетворює відхилення напруги у сигнал, який керує джерелом живлення з урахуванням заданої форми та частоти імпульсу струму. Система має ще один зворотний зв'язок, який регулює переміщення зварювальної головки. Окрім джерела живлення, система керує подачею електродного дроту і пристроєм, що забезпечує положення електроду відносно лінії з'єднання зварювальних деталей. Це сприяє підвищенню стабільності процесу імпульсного зварювання, яке відбувається практично без коротких замикань. Однак такий спосіб керування не забезпечує одночасної автоматичної стабілізації напруги на дузі і зварювального струму при дії різних збурень. Суттю поставленої задачі корисної моделі є покращення якості зварних швів, виконаних імпульсно-дуговим зварюванням плавким електродом в середовищі захисних газів, і підвищення стабільності цього процесу. Поставлена задача вирішується шляхом регулювання процесу імпульсно-дугового зварювання плавким електродом в середовищі захисних газів, яке забезпечує більш стабільне струминне і дрібно-крапельне перенесення рідкого металу з плавкого електрода в зварювальну ванну в порівнянні з прототипом, а також забезпечує стабільність процесу зварювання в умовах комплексної дії збурень без коротких замикань. Суть запропонованого способу полягає в тому, що регулювання частоти імпульсів струму зварювальної дуги і швидкості подачі зварювального дроту відбувається одночасно. У запропонованому способі регулювання частоти імпульсів зварювальної дуги забезпечує стабілізацію середнього за період значення напруги на дузі, а регулювання швидкості подачі зварювального дроту забезпечує стабілізацію середнього значення зварювального струму, що забезпечує струминне і дрібно-крапельне перенесення рідкого металу з плавкого електроду в зварювальну ванну з мінімальним розбризкуванням. Також у запропонованому способі регулювання частоти імпульсів зварювальної дуги забезпечує стабілізацію середнього за період значення зварювального струму, а регулювання швидкості подачі зварювального дроту забезпечує стабілізацію середнього значення напруги на дузі, що забезпечує струминне і дрібно-крапельне перенесення рідкого металу з плавкого електроду в зварювальну ванну з мінімальним розбризкуванням переважно при зварюванні легких металів і сплавів. Були проведені всебічні дослідження функціонування запропонованого способу в умовах комплексної дії збурень. Комплексні збурення при зварюванні відтворювалися таким чином: повільні збурення - нахилом двох зварювальних пластин під невеликим кутом до горизонту; збурення середньої швидкості - наявністю канавок невеликої глибини, які розташовувалися поперек напрямку зварювання; швидкі збурення - коливанням напруги в мережі живлення. На відміну від відомих способів регулювання, запропонований спосіб продемонстрував стійке функціонування під дією комплексних збурень. При цьому було забезпечено струминне і дрібнокрапельне перенесення рідкого металу з плавкого електроду в зварювальну ванну з мінімальним розбризкуванням і без коротких замикань. Чим була забезпечена висока якість зварних швів, виконаних імпульсно-дуговим зварюванням плавким електродом в середовищі захисних газів. Запропонованій спосіб регулювання дає змогу враховувати наявність при зварюванні комплексну дію збурень, а також різницю в теплофізичних властивостях зварювальних металів, наприклад, вуглецевих сталей і алюмінієвих сплавів. 1 UA 120090 U 5 10 15 20 25 30 Технічним результатом застосування способу є вдосконалення технології імпульснодугового зварювання плавким електродом в середовищі захисних газів і покращення якості зварних швів і з'єднань. Характерною особливістю способу є його стабільність в умовах комплексної дії збурень, а також здійснення струминного і дрібно-крапельного перенесення рідкого металу з плавкого електрода в зварювальну ванну без коротких замикань і з мінімальним розбризкуванням, що забезпечує отримання якісного з'єднання зварювальних виробів. Струминне і дрібно-крапельне перенесення рідкого металу з плавкого електрода в зварювальну ванну за рахунок імпульсів струму істотно зменшує перегрів рідкого металу краплі і випаровування металу з поверхні краплі, оскільки в запропонованому способі відсутній процес утворення великих крапель, з яких відбувається інтенсивне випаровування металу. Ця властивість запропонованого способу відкриває перспективу застосування його як основи при розробці енерго- і ресурсозберігаючих зварювальних технологій. Відсутність коротких замикань дугового проміжку забезпечує мінімальне розбризкування рідкого металу в процесі зварювання, що значно зменшує втрати металу, і робить запропонований спосіб ресурсозберігаючим. Крім цього відпадає необхідність в витраті зусиль і коштів на зачистку шва і навколошовної зони від застиглих бризок металу з метою недопущення розвитку корозії. Це здійснюється за рахунок регулювання частоти імпульсів зварювальної дуги, що забезпечує стабілізацію середнього за період значення напруги на дузі. Здійснення регулювання швидкості подачі зварювального дроту забезпечує стабілізацію середнього значення зварювального струму. Переважно при зварюванні легких металів і сплавів процес здійснюється за рахунок регулювання частоти імпульсів зварювальної дуги, що забезпечує стабілізацію середнього за період значення зварювального струму. Здійснення регулювання швидкості подачі зварювального дроту забезпечує стабілізацію середнього значення напруги на дузі. Економічний ефект запропонованого способу регулювання процесу імпульсно-дугового зварювання плавким електродом в середовищі захисних газів полягає в економії металу і електроенергії. Цьому сприяє мінімальні розбризкування, перегрів і випаровування рідкого металу електрода. Це робить процес зварювання більш економічним, порівняно з прототипом та іншими способами регулювання. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 45 1. Спосіб регулювання процесу імпульсно-дугового зварювання плавким електродом в середовищі захисних газів, що включає перенесення рідкого металу з електрода в зварювальну ванну без коротких замикань, який відрізняється тим, що регулювання частоти імпульсів струму зварювальної дуги і швидкості подачі зварювального дроту відбувається одночасно. 2. Спосіб за п. 1, який відрізняється тим, що регулювання частоти імпульсів зварювальної дуги забезпечує стабілізацію середнього за період значення напруги на дузі, а регулювання швидкості подачі зварювального дроту забезпечує стабілізацію середнього значення зварювального струму, що забезпечує струминне і дрібно-крапельне перенесення рідкого металу з плавкого електроду в зварювальну ванну з мінімальним розбризкуванням. 3. Спосіб за п. 1, який відрізняється тим, що регулювання частоти імпульсів зварювальної дуги забезпечує стабілізацію середнього за період значення зварювального струму, а регулювання швидкості подачі зварювального дроту забезпечує стабілізацію середнього значення напруги на дузі, що забезпечує струминне і дрібно-крапельне перенесення рідкого металу з плавкого електроду в зварювальну ваннуз мінімальним розбризкуванням переважно при зварюванні легких металів і сплавів. 50 Комп’ютерна верстка Л. Бурлак Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори російськоюМельниченко Николай Трофимович
МПК / Мітки
МПК: B23K 9/09
Мітки: спосіб, імпульсно-дугового, плавким, газів, зварювання, захисних, середовищі, регулювання, електродом, процесу
Код посилання
<a href="https://ua.patents.su/4-120090-sposib-regulyuvannya-procesu-impulsno-dugovogo-zvaryuvannya-plavkim-elektrodom-v-seredovishhi-zakhisnikh-gaziv.html" target="_blank" rel="follow" title="База патентів України">Спосіб регулювання процесу імпульсно-дугового зварювання плавким електродом в середовищі захисних газів</a>
Спосіб дугового зварювання плавким електродом в середовищі захисних газів

Номер патенту: 43424
Опубліковано: 17.12.2001
Автори: Патон Борис Євгенович, Лебедєв Володимир Костянтинович, Шевчук Сергій Анатолійович, Жерносєков Анатолій Максимович, Шейко Павло Петрович
МПК: B23K 9/167, B23K 9/173
Мітки: захисних, середовищі, електродом, зварювання, дугового, плавким, спосіб, газів
Формула / Реферат:
1. Спосіб дугового зварювання плавким електродом в середовищі захисних газів, при якому декілька одноатомних, багатоатомних газів або їх сумішей подають в зону горіння дуги імпульсами, який відрізняється тим, що частоту чергування імпульсів подачі різних газів або їх сумішей вибирають рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни.2. Спосіб за п.1, який відрізняється тим, що при подачі в зону...
Спосіб формування змінного струму для зварювання неплавким електродом в середовищі захисних газів
Номер патенту: 87203
Опубліковано: 25.06.2009
Автори: Носовський Борис Іванович, Лівадний Олексій Євгенович
МПК: B23K 9/167
Мітки: газів, середовищі, зварювання, струму, спосіб, неплавким, захисних, змінного, формування, електродом
Формула / Реферат:
Спосіб формування змінного струму для зварювання неплавким електродом в середовищі захисних газів, що включає збудження дуги змінним струмом з усуненням його постійної складової, який відрізняється тим, що усунення постійної складової змінного струму здійснюють перетворенням змінного струму промислової частоти в струм високої частоти, а потім високочастотного струму - в низькочастотний з частотою, що становить 20-200 періодів струму високої...
Спосіб дугового зварювання плавким електродом з комбінованим імпульсним впливом
Номер патенту: 79088
Опубліковано: 10.04.2013
Автори: Гончаров Павло Васильович, Тимошенко Олександр Микитович, Лобанов Леонід Михайлович, Лебедєв Володимир Олександрович, Бернацький Артемій Володимирович, Максимов Сергій Юрійович
МПК: B23K 9/09
Мітки: імпульсним, спосіб, впливом, комбінованим, зварювання, дугового, плавким, електродом
Формула / Реферат:
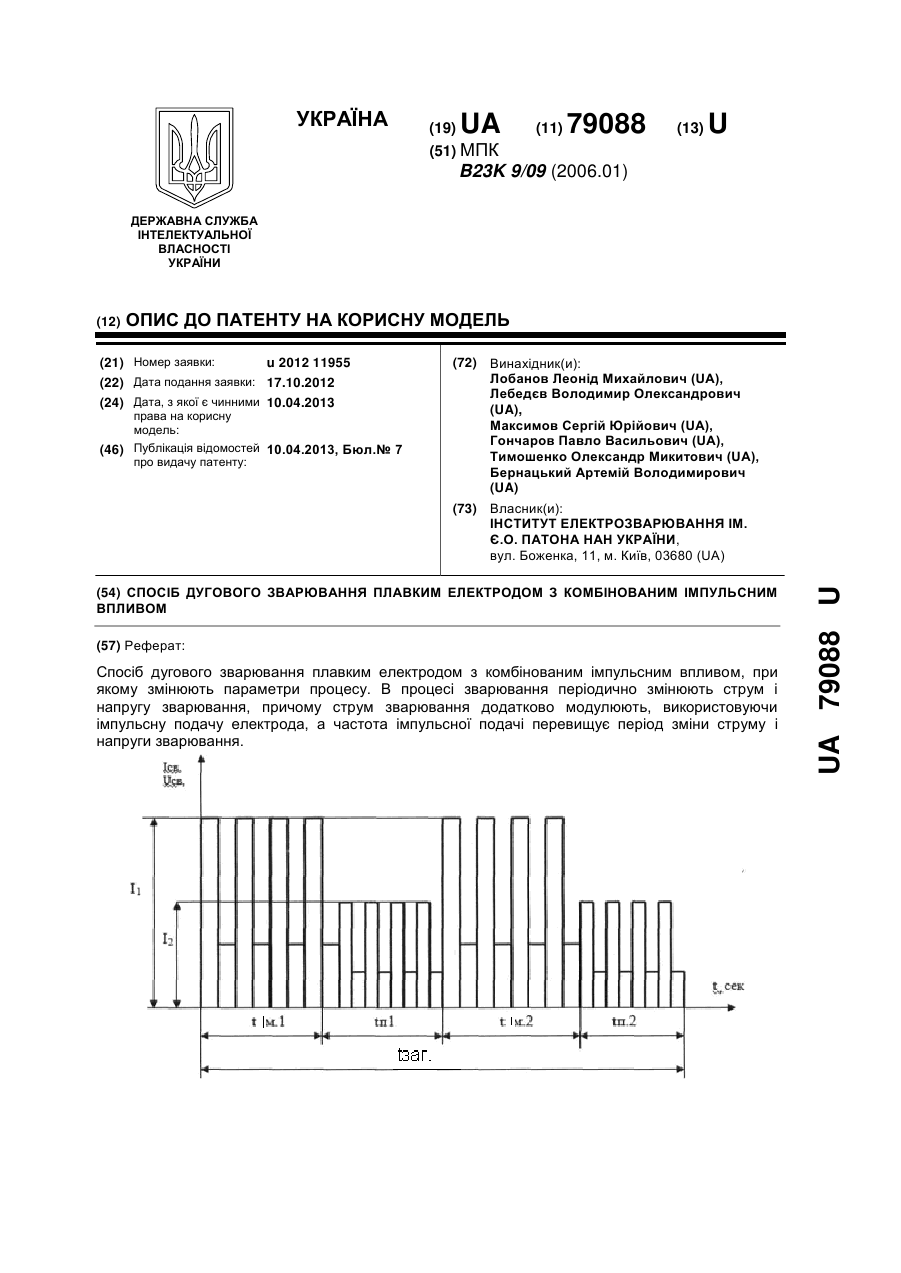
Спосіб дугового зварювання плавким електродом з комбінованим імпульсним впливом, при якому змінюють параметри процесу, який відрізняється тим, що в процесі зварювання періодично змінюють струм і напругу зварювання, причому струм зварювання додатково модулюють, використовуючи імпульсну подачу електрода, а частота імпульсної подачі перевищує період зміни струму і напруги зварювання.
Пристрій для дугового зварювання плавким електродом з комбінованим імпульсним впливом
Номер патенту: 81595
Опубліковано: 10.07.2013
Автори: Лобанов Леонід Михайлович, Максимов Сергій Юрійович, Плющ Денис Валентинович, Лебедєв Володимир Олександрович, Тимошенко Олександр Микитович, Гончаров Павло Васильович
МПК: B23K 9/00
Мітки: впливом, комбінованим, імпульсним, електродом, пристрій, зварювання, дугового, плавким
Формула / Реферат:
Пристрій для дугового зварювання плавким електродом з комбінованим імпульсним впливом, що містить джерело зварювального струму з модулятором зварювальної напруги, підключеним до входу джерела, механізм подачі електродного дроту з регульованим електроприводом, який відрізняється тим, що пристрій додатково містить генератор імпульсів подачі електродного дроту, пов'язаний з однієї сторони із задатчиками частоти, рівня й амплітуди імпульсів, а з...
Пристрій дугового зварювання з короткими замиканнями у середовищі захисних газів
Номер патенту: 46443
Опубліковано: 25.12.2009
Автори: Павленко Георгий Васильевич, Солянік Володимир Володимирович
МПК: B23K 9/09
Мітки: середовищі, дугового, замиканнями, захисних, пристрій, зварювання, газів, короткими
Формула / Реферат:
Пристрій дугового зварювання з короткими замиканнями в середовищі захисних газів, що включає 3-фазний трансформатор, основний випрямний міст, підключений до основної вторинної обмотки трансформатора, індуктивний опір, установлений у ланцюзі випрямленого струму, додатковий вентильний випрямляч, який відрізняється тим, що основна вторинна обмотка трансформатора виконана з підвищеною напругою холостого ходу, основний випрямний міст виконаний у...
Попередній патент: Спосіб отримання цитохрому-с
Наступний патент: Спосіб термообробки доевтектоїдних низьколегованих сталей
Випадковий патент: Спосіб специфічної імунотерапії вроджених кардитів цитомегаловірусної етіології у дітей першого року життя