Штангенциркуль адаптивний

Формула / Реферат
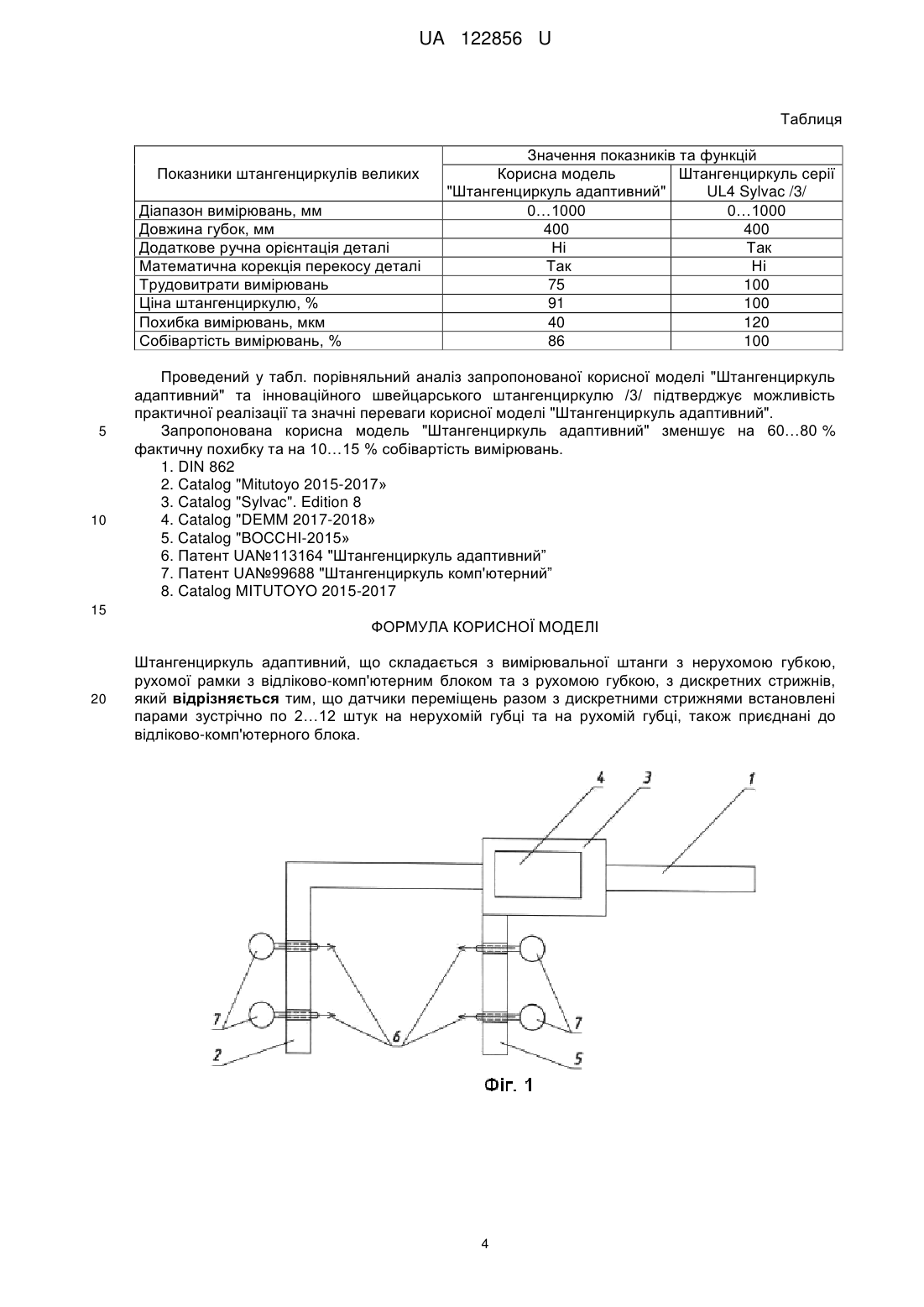
Штангенциркуль адаптивний, що складається з вимірювальної штанги з нерухомою губкою, рухомої рамки з відліково-комп'ютерним блоком та з рухомою губкою, з дискретних стрижнів, який відрізняється тим, що датчики переміщень разом з дискретними стрижнями встановлені парами зустрічно по 2…12 штук на нерухомій губці та на рухомій губці, також приєднані до відліково-комп'ютерного блока.
Текст
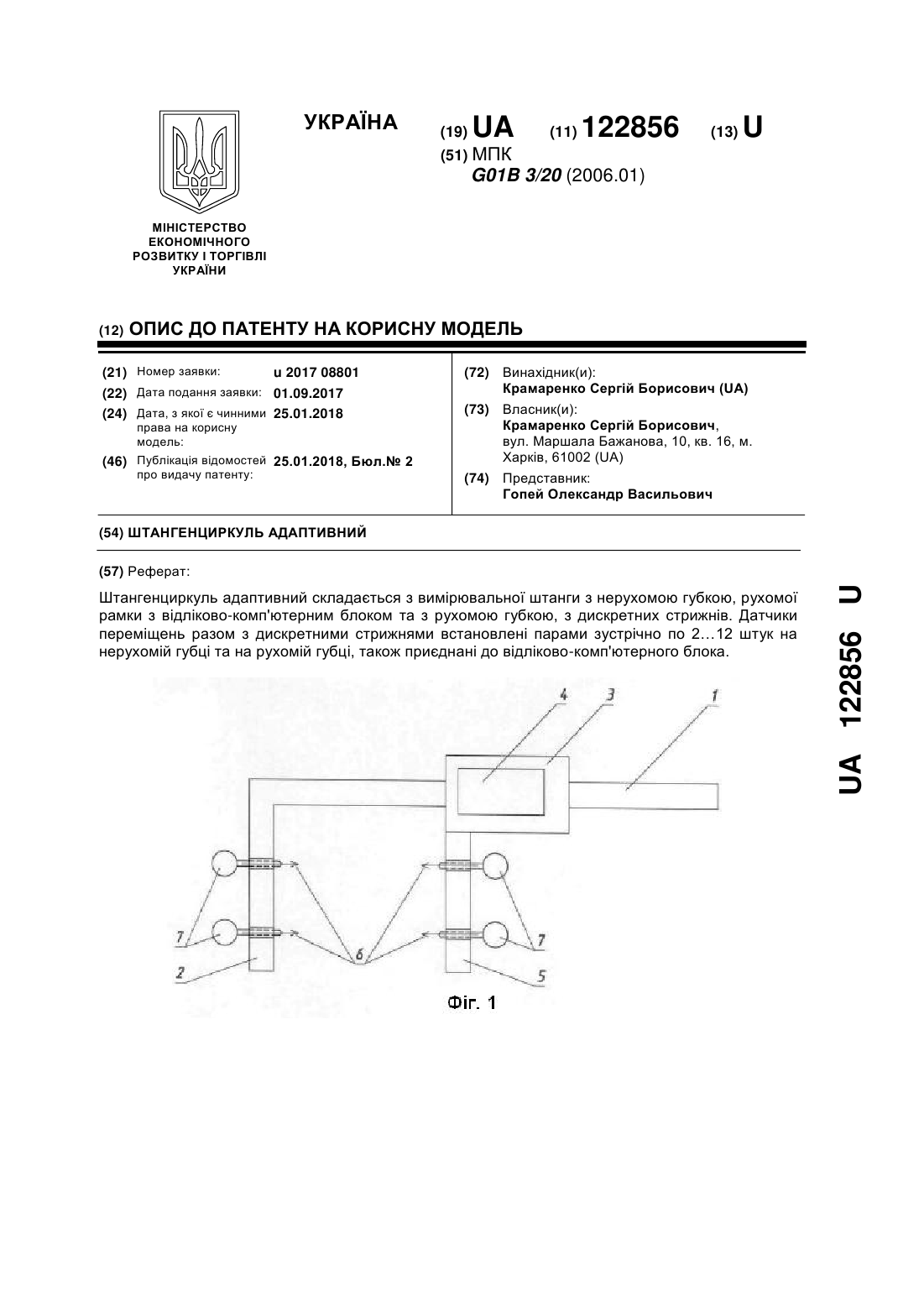
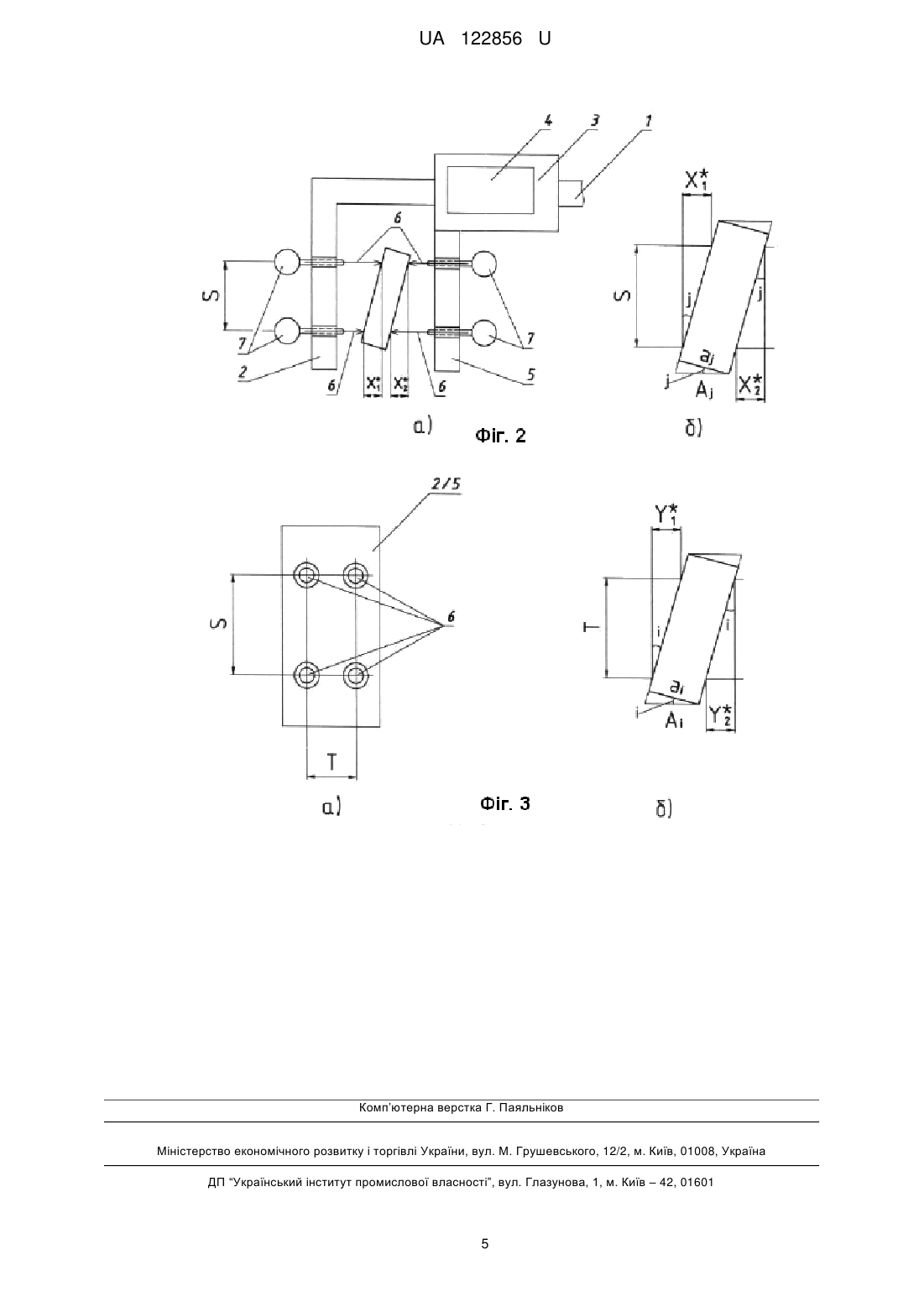
Реферат: UA 122856 U UA 122856 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель "Штангенциркуль адаптивний" належить до лінійних контрольновимірювальних інструментів, які забезпечують високу якість вимірювань габаритних деталей. За міжнародним стандартом DIN862 /1/ діапазон вимірювань штангенциркулів обмежений 2000 мм, при цьому довжина губок також обмежена: - Довжина губок штангенциркулів у провідного світового виробника "Mitutoyo" /2/ не перевищує 150 мм; - Штангенциркулі серії UL4 з довжиною губок до 400 мм виготовляє швейцарський "Sylvac" /З/; - Найбільші штангенциркулі з довжиною губок до 500 мм виготовляє італійський "DEMM" /4/. Виготовлення та використання великих штангенциркулів для вимірювань габаритних деталей зараз обмежено перекосом положення вимірюваної деталі відносно до штанги штангенциркуля, що суттєво збільшує похибку та собівартість вимірювань габаритних деталей. Задачею корисної моделі "Штангенциркуль адаптивний" було виключення впливу перекосу вимірюваних деталей. Як патенти-аналоги корисної моделі "Штангенциркуль адаптивний" вибрані штангенциркулі типу "Gea" італійської фірми "DEMM" /4/ та штангенциркулі мод.Аrt.35 італійської фірми "ВОССНІ" /5/, в яких на рухомій губці довжиною 80…120 мм встановлені по одному цифровому індикатору для внутрішніх або зовнішніх вимірювань. Недоліком зазначених італійських штангенциркулів /4, 5/, з єдиним додатковим індикатором на рухомій губці, є неможливість врахування перекосів габаритних вимірюваних деталей. Патентом-аналогом корисної моделі "Штангенциркуль адаптивний" є штангенциркуль типу "Digi Baskom" італійської фірми "DEMM" /4/, в якому на початку вимірювальної штанги встановлений важіль з нерухомою губкою, які при торканні з вимірюваною деталлю переміщують шток індикатора. Недоліком зазначеного патенту-аналогу, з єдиним індикатором на нерухомій губці, є неможливість врахування перекосів габаритних вимірюваних деталей, що збільшує додаткову похибку вимірювань за відсутності критеріїв відсутності перекосів деталі. Патентом-прототипом корисної моделі "Штангенциркуль адаптивний" є штангенциркуль за українським патентом UA № 113164 /6/, в якому на обох губках розміщені дві групи дискретних стрижнів з пружинами та дискретними датчиками сили натискання, які приєднані до блока індикації дискретних натискань. Наявність зазначених двох груп дискретних стрижнів з пружинами та дискретними датчиками натискання дозволяє підібрати необхідне положення вимірюваної деталі відносно до вимірювальних губок шляхом вибору рівномірного прилягання. Патент-прототип /6/ дозволяє зменшити перекіс габаритної деталі після низки повертань штангенциркуля відносно до вимірюваної деталі завдяки пошуку рівномірного поля натискань. Недоліком патенту-прототипу /6/ є потреба в повертанні штангенциркуля, що потребує додаткового часу та значно ускладнює використання великих штангенциркулів. Поставлена задача вирішується тим, що корисна модель "Штангенциркуль адаптивний" складається з вимірювальної штанги 1 з нерухомою губкою 2, рухомої рамки 3 з відліковокомп'ютерним блоком 4 та з рухомою губкою 5, з дискретних стрижнів 6, при цьому відрізняється від відомого прототипу штангенциркуля тим, що датчики переміщень 7 разом з дискретними стрижнями 6 встановлені парами зустрічно по 2…12 штук на нерухомій губці 2 та на рухомій губці 5 та приєднані до відліково-комп'ютерного блока 4. Суть корисної моделі "Штангенциркуль адаптивний" полягає у поточному автоматичному контролі та математичному корегуванні перекосу вимірюваної деталі, без додаткових дій користувача. Корисна модель "Штангенциркуль адаптивний" схематично зображена на Фіг. 1. Вимірювальна штанга 1 з нерухомою губкою 2, рухома рамка 3 з відліково-комп'ютерним блоком 4 та нерухомою губкою 5 принципово не відрізняються від звичайних штангенциркулів, окрім того, що у нерухомій губці 2 та рухомій губці 5 виконані отвори, в яких встановлені дискретні стрижні 6 з датчиками переміщень 7. Відліково-комп'ютерний блок 4 може бути спеціальним або універсальним (зі вбудованим мікрокомп'ютером відповідно до відомого українського патенту №99687 /7/) з додатковою функцією порівняння та обчислення перекосу вимірюваної деталі. Дискретні стрижні 6 встановлені в отвори нерухомої губки 2 та рухомої губки 5 парами, один напроти одного, зустрічно. Мінімальна загальна кількість дискретних стрижнів 6 становить 4 штуки (по 2 дискретних стрижня 6 на кожній з губок 2 та 5). Збільшення до 24 (по 12 на кожній вимірювальній губці 2 та 5) загальної кількості задіяних дискретних стрижнів 6 дозволяє зменшити похибку вимірювань за рахунок дублювання показників, проте при цьому ускладнюється та зростає собівартість штангенциркуля. 1 UA 122856 U 5 10 15 20 25 30 35 40 45 50 55 Також дискретні стрижні 6 можуть встановлюватися та переставлятися вздовж та поперек нерухомої губки 2 та рухомої губки 5 з закріпленням у відповідних отворах цих вимірюваних губок. До дискретних стрижнів приєднані відповідні датчики переміщень 7, які дротовим або бездротовим зв'язком приєднані до відліково-комп'ютерного блока 4. Датчики переміщень 7 мають забезпечити діапазони вимірювань, достатні для виміру перекосів габаритних деталей. Зазначені діапазони вимірювань датчиків переміщень 7 можуть становити 0…1 мм/ 0…5 мм/ 0…13 мм/ 0…25 мм/ 0…50 мм з дискретністю відліку 1 мкм. В залежності від потреб користувача можливі інші діапазони та дискретності вимірювань датчиків переміщень 7. Сумарне зусилля натискання датчиків переміщень на кожну з вимірювальних губок (2 та 5) сягає 10…50 Н, або інше, в залежності від потреб користувача. Мінімальна загальна кількість датчиків переміщень 7 становить 4 штуки (по 2 шт. на кожну з вимірювальних губок 2 та 5) з відповідною кількістю дискретних стрижнів 6. Датчики переміщень 7 механічно кріпляться до дискретних стрижнів 6 (в коаксіальну обойму або іншим чином). Кількість датчиків переміщень 7 може дорівнювати, або бути меншою до кількості дискретних стрижнів 6. Датчики переміщень 7 мають мінімальні розміри та спрощену конструкцію (без традиційного циферблату або дисплею), можуть бути: - У вигляді цифрових індикаторів; - У вигляді індуктивних або ємнісних щупів; - Іншого типу з вимірювальним зусиллям до 3 Н. На Фіг. 2а зображено однорядне розміщення датчиків переміщень 7 відносно до вимірюваної деталі: - Відстань поміж центрами однорядних дискретних стрижнів 6 дорівнює (S), яка визначається та встановлюється виробником штангенциркуля або користувачем; - Подовжній перекіс вимірюваної деталі на рівні дискретних стрижнів 6 дорівнює (х*); - Дійсний розмір вимірюваної деталі дорівнює (aj), потребує вимірювання та обчислення; - Спотворений подовжнім перекосом розмір деталі дорівнює (Aj), визначається у процесі торкання вимірюваної деталі парами зустрічних дискретних стрижнів 6 з закріпленими відповідними датчиками переміщень 7; - Кут подовжнього перекосу деталі становить (j), який обчислюється у відліковокомп'ютерному блоці 4 по показникам задіяних датчиків переміщень 7 на кожній з вимірювальних губок (2 та 5). Подовжні перекоси (х*) вимірюваної деталі відносно нерухомої губки 2 та рухомої губки 5 визначаються, як різниця показників відповідних датчиків переміщень 7 з дискретними стрижнями 6, розміщених на нерухомій губці 2 (перекіс х*1), або на рухомій губці 5 (перекіс х*2). Значення перекосів (х*1, х*2) вимірюваної деталі обчислюються у відліково-комп'ютерному блоці 4. Для зменшення похибки обчислення подовжнього перекосу вимірюваної деталі можливо (але не обов'язково) визначати середньоарифметичний перекіс (х*сер.) з використанням перекосу (х*1) деталі з нерухомої губки 2 та перекосу (х*2) деталі з рухомою губкою 5, який обчислюють у відліково-комп'ютерному блоці 4 за наступною формулою: х* сер.=1/2 (х*1 + х*2). (1) Кут подовжнього перекосу (j) (Див. Фіг.2б) за показниками (S) та (х*сер.) обчислюється у відліково-комп'ютерному блоці 4 за наступною формулою: j=Arctg (х*сер./ S). (2) Дійсний розмір деталі (aj) у подовжньому напрямку відносно вимірювальних губок (Див. Фіг.2б) обчислюється у відліково-комп'ютерному блоці 4 з використанням показників (Aj) та (Cosj) за наступною формулою: aj=Aj x Cos(j). (3) При збільшенні ширини вимірювальних губок (2 та 5) понад 40 мм стрімко зростає похибка від поперечного перекосу вимірюваної деталі, що також потрібно враховувати. Для широких вимірювальних губок (2 та 5) доцільно використовувати дворядне розташування дискретних стрижнів 6 з відповідними датчиками переміщень 7 (Див. Фіг. 3а) на нерухомій губці 2 та рухомій губці 5 та враховувати поточний поперечний перекіс деталі (у*). Відстань поміж дискретними стрижнями у поперечному напрямку (Т) фіксована та становить 20…100 мм (на 10….20 мм менша за ширину вимірюваних губок). 2 UA 122856 U 5 10 15 20 25 30 35 40 45 50 55 Поперечний перекіс (у*) вимірюваної деталі визначається, як різниця поміж показниками сусідніх поперечних дискретних стрижнів 6 з відповідними датчиками переміщень 7 на кожній з двох вимірювальних губок (2 та 5). Поперечний середньоарифметичний перекіс (у*сер.) визначається аналогічно та обчислюється у відліково-комп'ютерному блоці 4 за формулою: у* сер.= 1/2 (у*1 + у*2), (4) де: у*1 - поперечний перекіс на нерухомій губці 2; у*2 - поперечний перекіс на рухомій губці 5. Кут поперечного перекосу вимірюваної деталі (і) (Див. Фіг. 3б) з використанням показників (Т) та (у*ср.) обчислюється у відліково-комп'ютерному блоці 4 за формулою: і= Arctg (у*сер./Т). (5) Дійсний розмір деталі (аі) у поперечному напрямку відносно вимірювальних губок (Див. Фіг. 3б) обчислюється у відліково-комп'ютерному блоці 4 з використанням показників (Аі) та (Cosi) за формулою: аі = Ai x Cos(i). (6) У разі перекосу вимірюваної деталі одночасно у подовжньому та поперечному напрямках (Aji) дійсний розмір деталі (aji) обчислюється у відліково-комп'ютерному блоці за формулою: aji=Aji x Cos(j) x Cos(i). (7) Таким чином, запропонована корисна модель "Штангенциркуль адаптивний" не потребує від користувача традиційної орієнтації, налаштування та повертання штангенциркуля або вимірюваної деталі для зменшення похибки від перекосу. Завдяки поточному вимірюванню дискретними стрижнями 6 з відповідними датчиками переміщень 7 подовжнього та поперечного перекосів вимірюваної деталі відносно нерухомої губки 2 та рухомої губки 5 стало можливим математично, без участі користувача, скорегувати за допомого відліково-комп'ютерного блока 4 спотворений розмір деталі (Aji) в дійсний розмір деталі (aji). Початкове положення корисної моделі "Штангенциркуль адаптивний" при калібруванні передбачає: - Зведення нерухомої губки 2 та рухомої губки 5 до попарного торкання задіяних в вимірюваннях дискретних стрижнів 6 на протилежних губках (2 та 5); - Рухома рамка 3 знаходиться у своєму начальному положенні на вимірювальній штанзі 1; - Знаходження робочих кінців дискретних стрижнів 6 у одній площині, перпендикулярній до вимірювальної штанги 1, при цьому датчики переміщень 7 відображають нульове положення. Вимірювання деталей за допомогою корисної моделі "Штангенциркуль адаптивний" виконують з наступними переходами: 1) Вмикають відліково-комп'ютерний блок 4; 2) Калібрують "Штангенциркуль адаптивний" (при цьому рухома рамка знаходиться у начальному положенні, кінці дискретних стрижнів 6 знаходяться у єдиній площині (перпендикулярній до вимірювальної штанги 1), а датчики переміщень 7 обнулінні); 3) Розводять вимірювальні губки (2 та 5), переміщуючи рухому рамку 3 до заходу на вимірювану деталь; 4) Зводять вимірювальні губки (2 та 5), до торкання задіяними дискретними стрижнями 6 до вимірюваної деталі; 5) Натискають усіма задіяними дискретними стрижнями 6 на вимірювану деталь, при цьому датчики переміщень 7 визначають відхилення від перпендикулярного положення деталі, які далі автоматично обчислюються у відліково-комп'ютерному блоці 4 разом з показником переміщення рухомої рамки 3 по вимірювальній штанзі 1; 6) Зчитують з дисплею відліково-комп'ютерного блока дійсне значення розміру вимірюваної деталі (aji), яке враховує її перекіс відносно до штангенциркуля; 7) При вимірюваннях інших деталей повторюють операції 3….6; 8) Відключають відліково-комп'ютерний блок 4 по закінченні вимірювань автоматично або вручну. Робота з корисною моделлю "Штангенциркуль адаптивний" не потребує особових знань та навичок, оскільки штангенциркуль більш зручний завдяки відсутності традиційної орієнтації для запобігання перекосу вимірюваної деталі. Було виконано техніко-метрологічний аналіз та порівняння запропонованої корисної моделі "Штангенциркуль адаптивний" з сучасним поширеним швейцарським штангенциркулем Sylvac серії UL4 діапазону 0…1000 мм /3/, див. Таблицю. 60 3 UA 122856 U Таблиця Показники штангенциркулів великих Діапазон вимірювань, мм Довжина губок, мм Додаткове ручна орієнтація деталі Математична корекція перекосу деталі Трудовитрати вимірювань Ціна штангенциркулю, % Похибка вимірювань, мкм Собівартість вимірювань, % 5 10 Значення показників та функцій Корисна модель Штангенциркуль серії "Штангенциркуль адаптивний" UL4 Sylvac /3/ 0…1000 0…1000 400 400 Ні Так Так Ні 75 100 91 100 40 120 86 100 Проведений у табл. порівняльний аналіз запропонованої корисної моделі "Штангенциркуль адаптивний" та інноваційного швейцарського штангенциркулю /3/ підтверджує можливість практичної реалізації та значні переваги корисної моделі "Штангенциркуль адаптивний". Запропонована корисна модель "Штангенциркуль адаптивний" зменшує на 60…80 % фактичну похибку та на 10…15 % собівартість вимірювань. 1. DIN 862 2. Catalog "Mitutoyo 2015-2017» 3. Catalog "Sylvac". Edition 8 4. Catalog "DEMM 2017-2018» 5. Catalog "BOCCHI-2015» 6. Патент UA№113164 "Штангенциркуль адаптивний” 7. Патент UA№99688 "Штангенциркуль комп'ютерний” 8. Catalog MITUTOYO 2015-2017 15 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 Штангенциркуль адаптивний, що складається з вимірювальної штанги з нерухомою губкою, рухомої рамки з відліково-комп'ютерним блоком та з рухомою губкою, з дискретних стрижнів, який відрізняється тим, що датчики переміщень разом з дискретними стрижнями встановлені парами зустрічно по 2…12 штук на нерухомій губці та на рухомій губці, також приєднані до відліково-комп'ютерного блока. 4 UA 122856 U Комп’ютерна верстка Г. Паяльніков Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G01B 3/20
Мітки: адаптивний, штангенциркуль
Код посилання
<a href="https://ua.patents.su/7-122856-shtangencirkul-adaptivnijj.html" target="_blank" rel="follow" title="База патентів України">Штангенциркуль адаптивний</a>
Штангенциркуль адаптивний
Номер патенту: 116120
Опубліковано: 10.05.2017
Автор: Крамаренко Сергій Борисович
МПК: G01B 3/20
Мітки: штангенциркуль, адаптивний
Формула / Реферат:
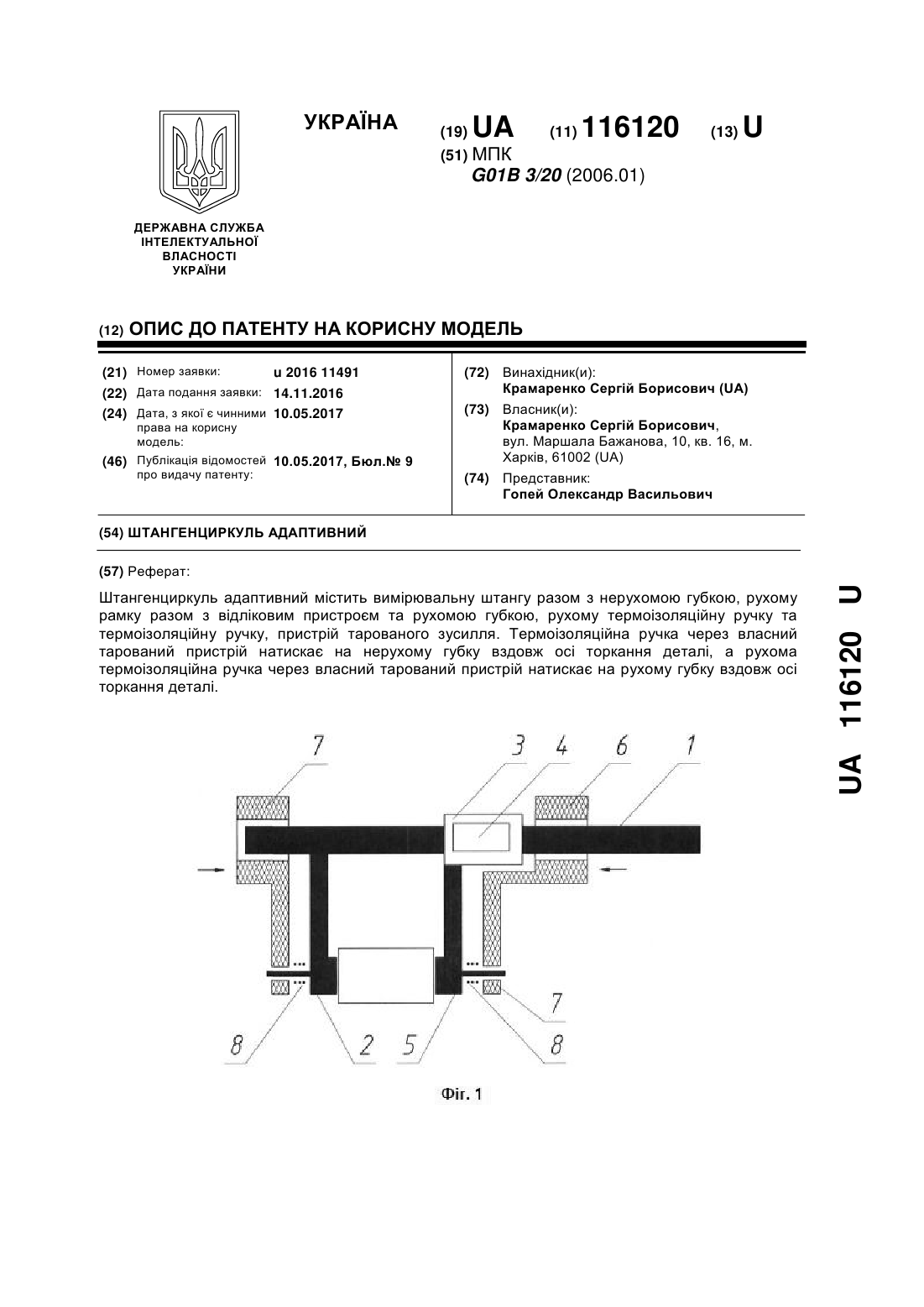
Штангенциркуль адаптивний, що складається з вимірювальної штанги разом з нерухомою губкою, з рухомої рамки разом з відліковим пристроєм та рухомою губкою, з рухомої термоізоляційної ручки та термоізоляційної ручки, також пристрою тарованого зусилля, який відрізняється тим, що термоізоляційна ручка через власний тарований пристрій натискає на нерухому губку вздовж осі торкання деталі, також рухома термоізоляційна ручка через власний тарований...
Штангенциркуль адаптивний
Номер патенту: 116124
Опубліковано: 10.05.2017
Автор: Крамаренко Сергій Борисович
МПК: G01B 3/20
Мітки: штангенциркуль, адаптивний
Формула / Реферат:
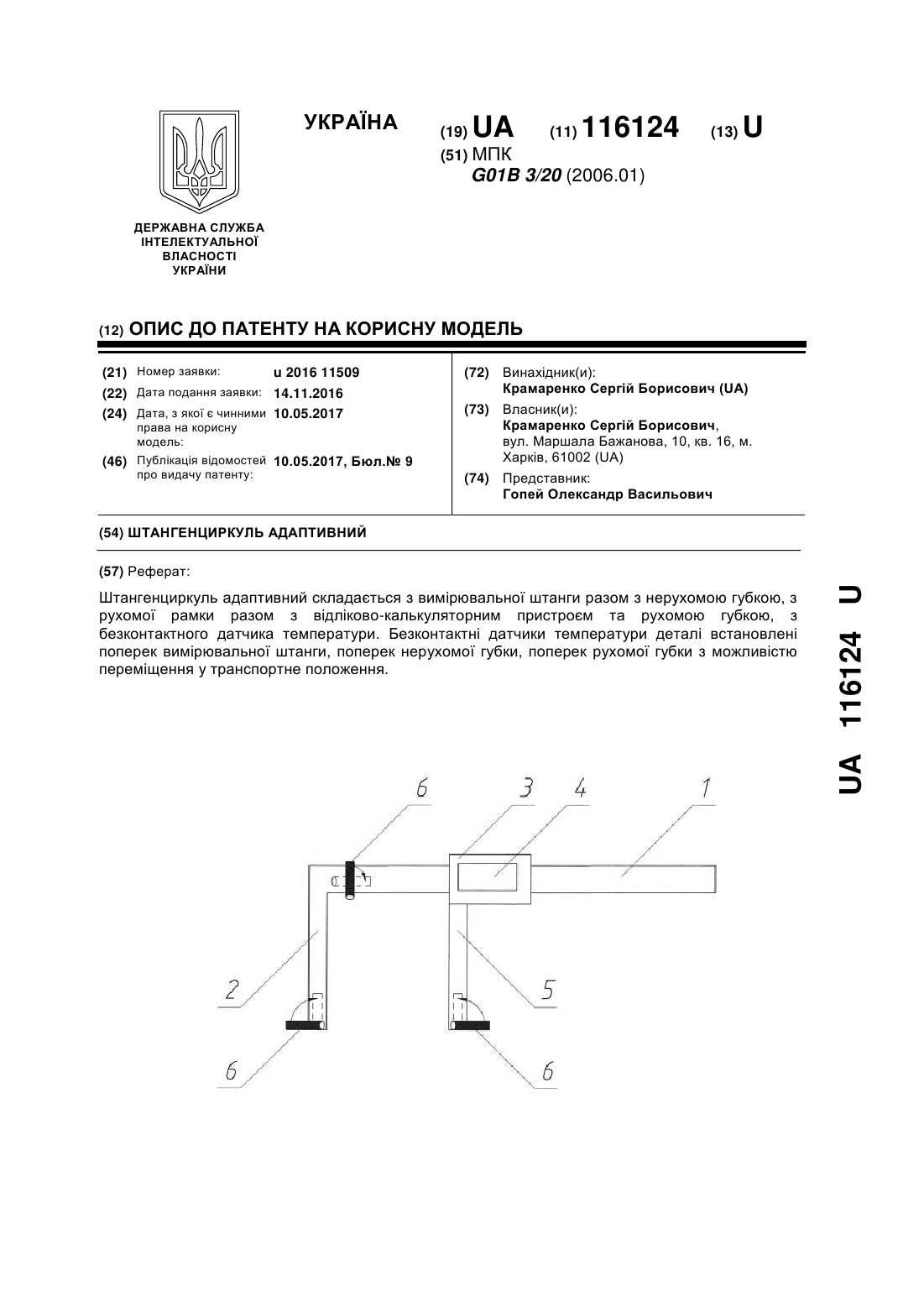
Штангенциркуль адаптивний, що складається з вимірювальної штанги разом з нерухомою губкою, з рухомої рамки разом з відліково-калькуляторним пристроєм та рухомою губкою, з безконтактного датчика температури, який відрізняється тим, що безконтактні датчики температури деталі встановлені поперек вимірювальної штанги, поперек нерухомої губки, поперек рухомої губки з можливістю переміщення у транспортне положення.
Штангенциркуль адаптивний
Номер патенту: 111194
Опубліковано: 10.11.2016
Автор: Крамаренко Сергій Борисович
МПК: G01B 3/20, G01B 21/32
Мітки: адаптивний, штангенциркуль
Формула / Реферат:
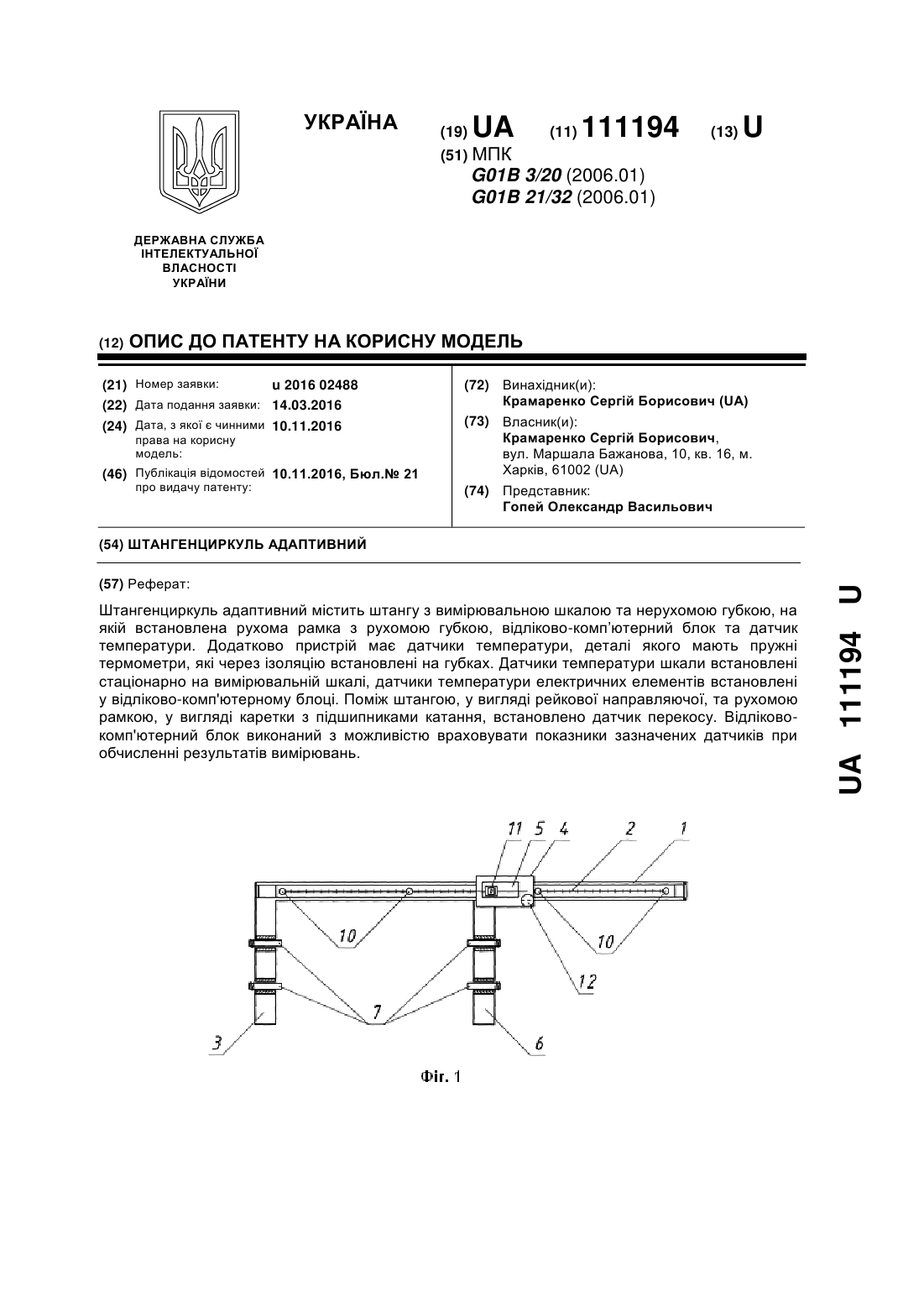
Штангенциркуль адаптивний, що містить штангу з вимірювальною шкалою та нерухомою губкою, на якій встановлена рухома рамка з рухомою губкою, відліково-комп’ютерний блок та датчик температури, який відрізняється тим, що має датчики температури, деталі якого мають пружні термометри, які через ізоляцію встановлені на губках, датчики температури шкали встановлені стаціонарно на вимірювальній шкалі, датчики температури електричних елементів...
Штангенциркуль адаптивний
Номер патенту: 113164
Опубліковано: 10.01.2017
Автор: Крамаренко Сергій Борисович
МПК: G01B 3/20
Мітки: штангенциркуль, адаптивний
Формула / Реферат:
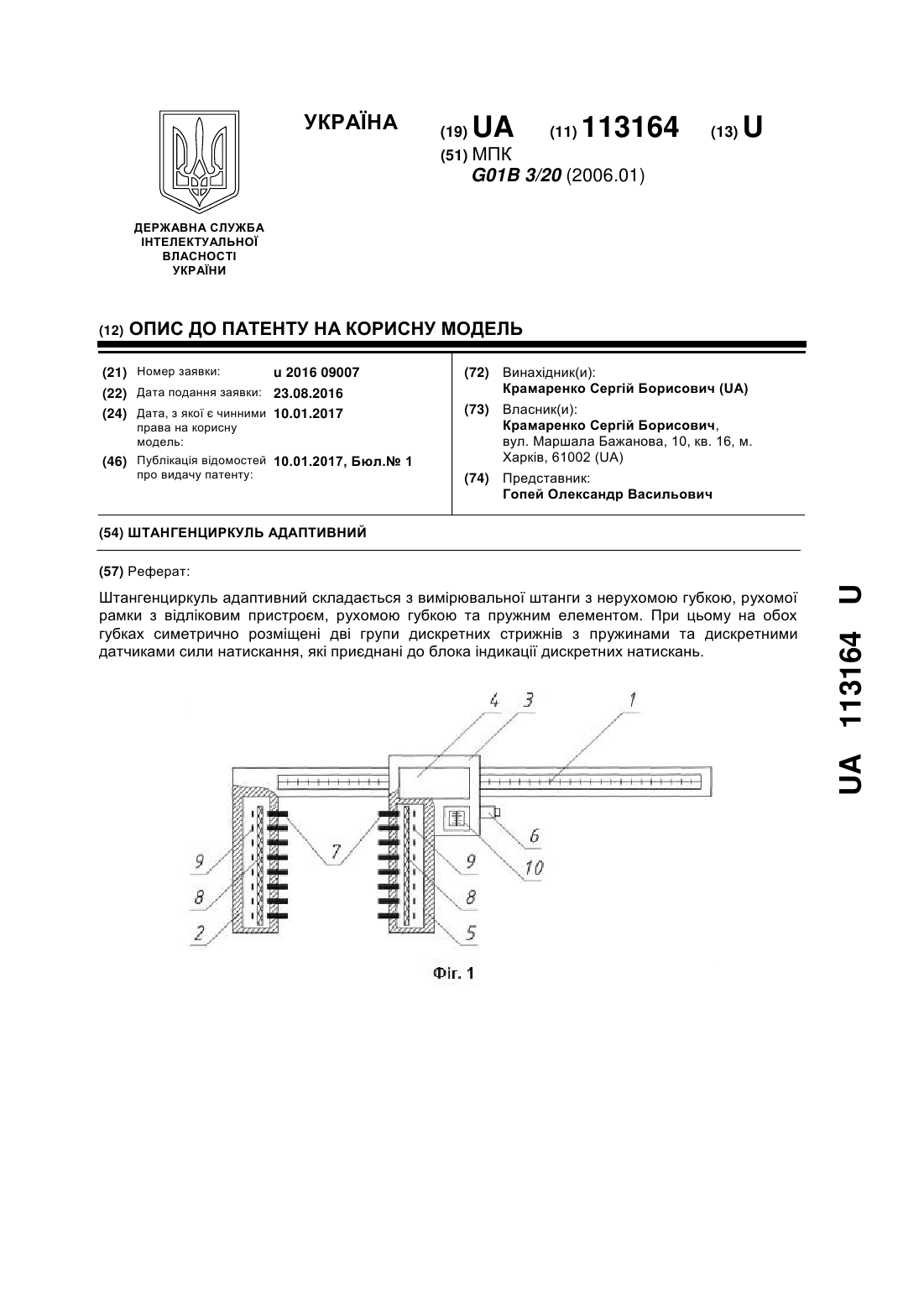
Штангенциркуль адаптивний, що складається з вимірювальної штанги з нерухомою губкою, рухомої рамки з відліковим пристроєм, рухомою губкою та пружним елементом, який відрізняється тим, що на обох губках симетрично розміщені дві групи дискретних стрижнів з пружинами та дискретними датчиками сили натискання, які приєднані до блока індикації дискретних натискань.
Штангенциркуль адаптивний

Номер патенту: 112195
Опубліковано: 12.12.2016
Автор: Крамаренко Сергій Борисович
МПК: G01B 3/20
Мітки: штангенциркуль, адаптивний
Формула / Реферат:
Штангенциркуль адаптивний, що містить вимірювальну штангу, поєднану через фланці та подовжувачі з нерухомою губкою, також рухому рамку з відліковим пристроєм та рухому губку, який відрізняється тим, що вимірювальна штанга та подовжувачі встановлені на регульовані опори, мають переставні приціли, з вільного краю вимірювальної штанги встановлена горизонтальна зорова труба, а обидві губки мають вертикальні ампули, що встановлені на двох...