Перевантажувач преформ

Формула / Реферат
Перевантажувач преформ, що включає основу, оснащену захватами для преформ, та привод переміщення основи між позицією завантаження преформ і позицією їх вивантаження, який відрізняється тим, що основа оснащена не менше ніж трьома захватами, спорядженими засобом їх розведення, виконаним у вигляді закріплених на основі поступальних направляючих та повзунів, які встановлені у цих направляючих і оснащені проводом їх зворотно-поступального переміщення, що виконаний у вигляді пневмоциліндра, при цьому кожен захват закріплений на повзуні, один крайній повзун встановлений нерухомо відносно направляючих, другий крайній повзун прикріплений до кінця штока пневмоциліндра, а кожен із середніх рухомих повзунів оснащений отвором, крізь який вільно проходить стрижень, кінець якого прикріплений до наступного рухомого повзуна, при цьому кожен із стрижнів має два упори, які розташовані по різні боки від повзуна, крізь отвір якого він проходить, а відстань між упорами дорівнює кроку між гніздами видувної машини.
Текст
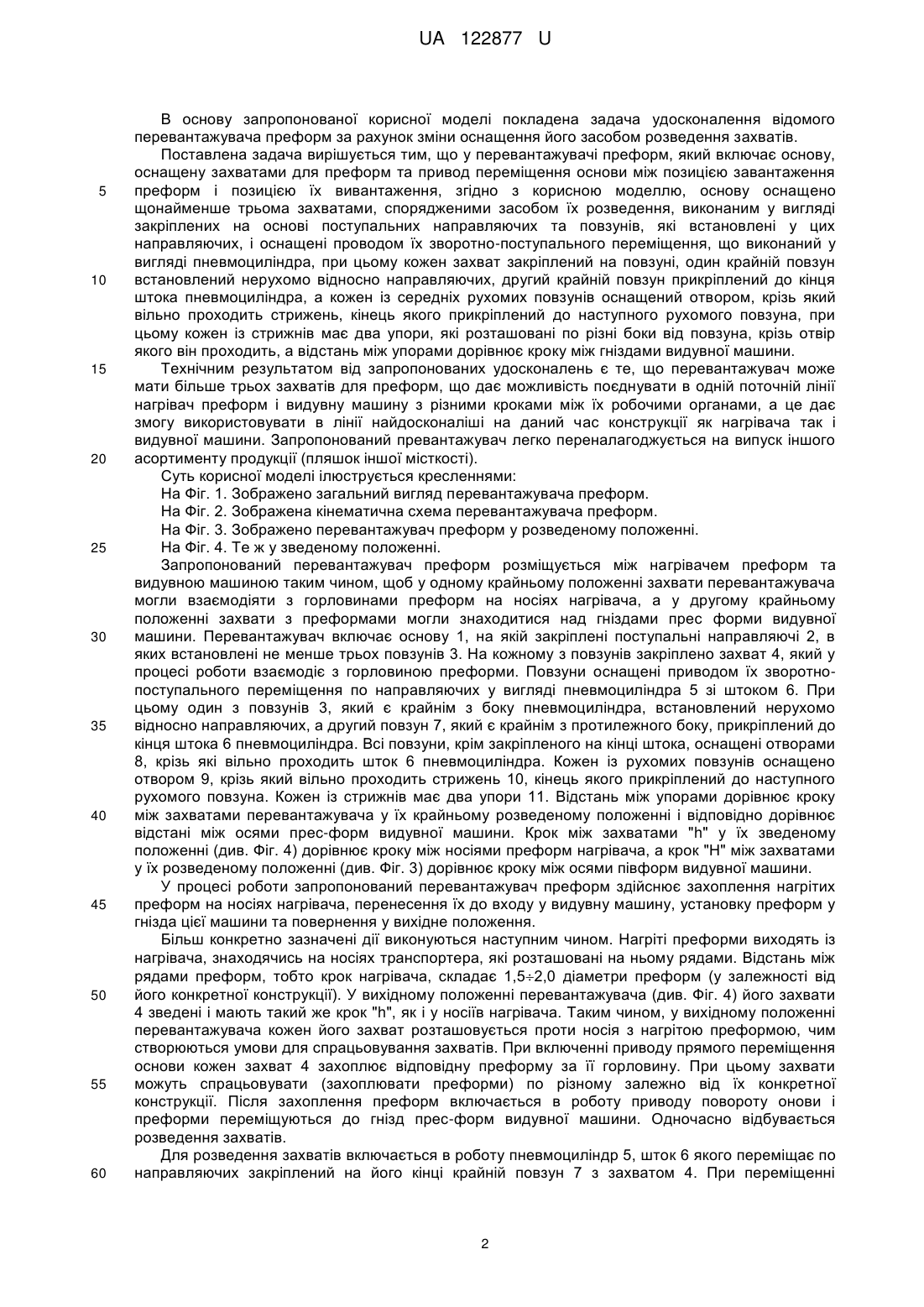
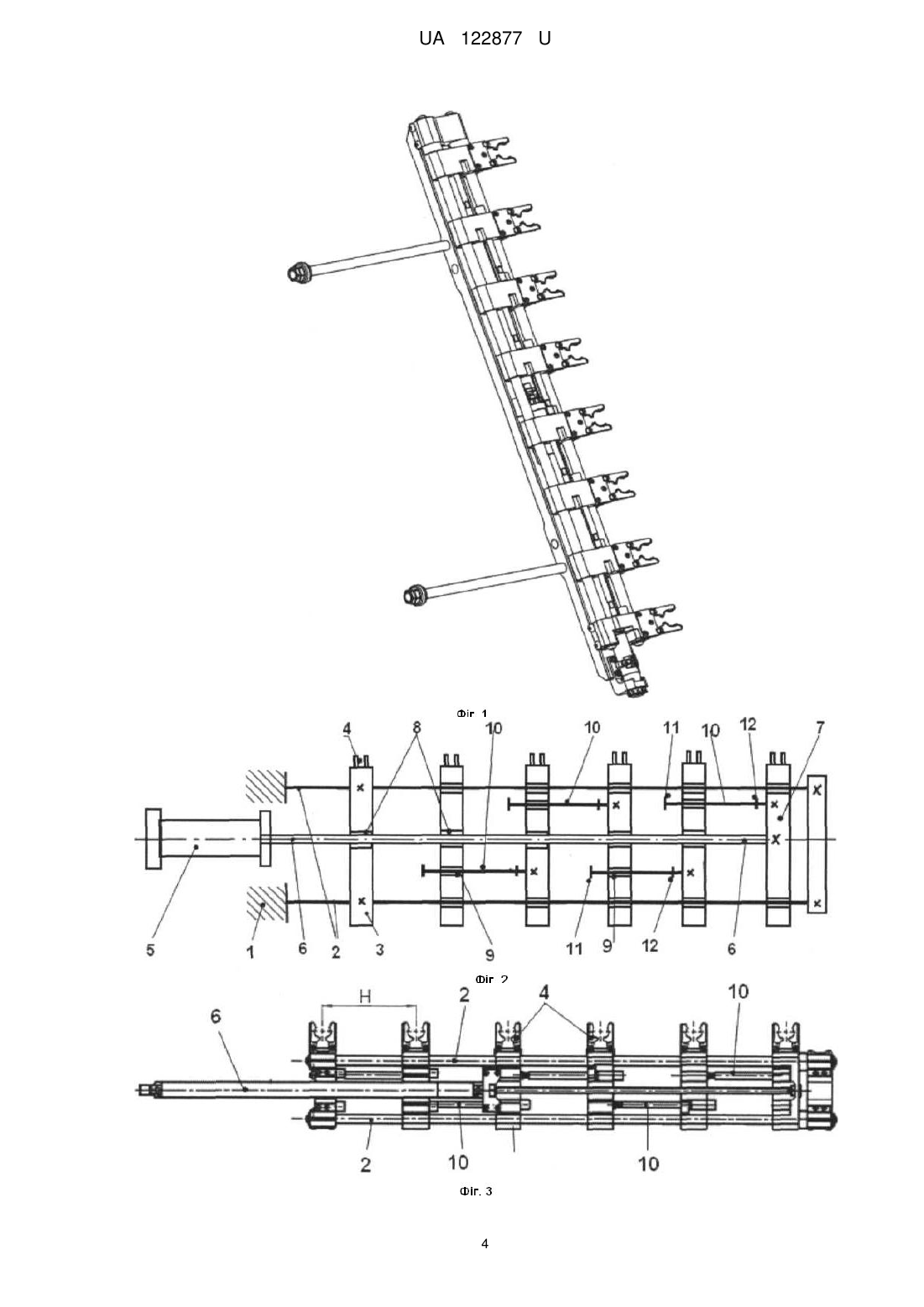
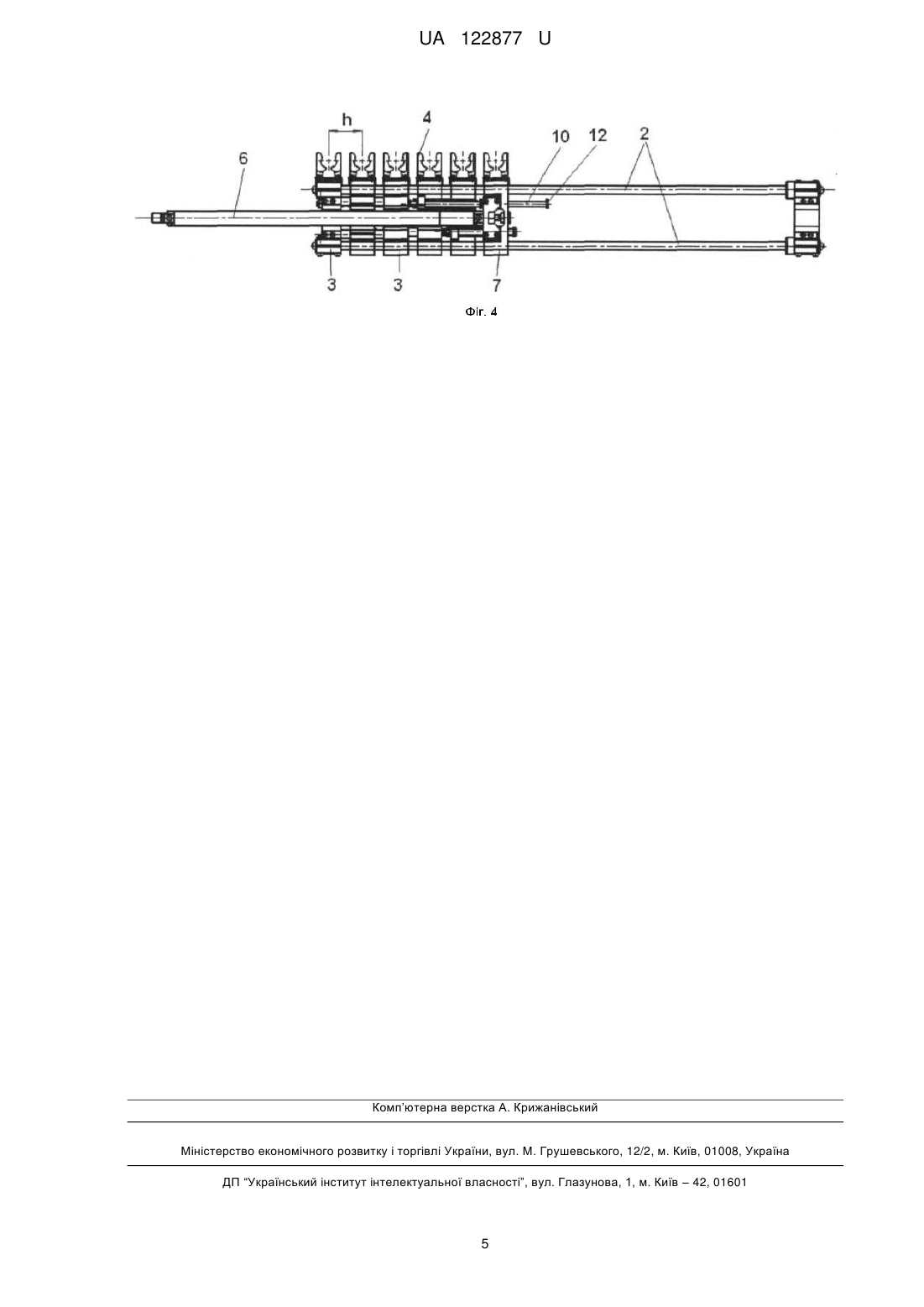
Реферат: UA 122877 U UA 122877 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до устаткування для виготовлення пластикових місткостей, переважно ПЕТ-пляшок, методом роздування з витягуванням попередньо нагрітих преформ, а більш конкретно вона стосується конструкції перевантажувачів преформ. Відомо, що ПЕТ-пляшки виробляють на автоматичних лініях або напівавтоматах. Основними елементами як одних, так і других є нагрівач преформ та видувна установка. При цьому автоматичні лінії [1] виконують весь виробничий процес без участі людини, а напівавтомати передбачають ручне завантаження преформ в нагрівач, з наступною передачею нагрітих преформ з гнізд нагрівача в гнізда форми видувної установки та послідуюче виймання готових виробів. У практиці найпоширенішими є саме напівавтомати, оскільки вони найбільш привабливі для найчисленнішої категорії виробників, тобто суб'єктів малого та середнього бізнесу, що пояснюється їх низькою вартістю, надійністю і кращою адаптованістю до різних умов виробництва і попиту. Напівавтомати з однією парою півформ [2] повністю обслуговуються одним оператором. Більш потужні установки, тобто з двома парами півформ [3, 4], вимагають для обслуговування дуже інтенсивної роботи оператора з високим професійним досвідом. Напівавтомати з трьома і більше парами півформ на практиці майже не зустрічаються. З точки зору продуктивності та витрат на обслуговуючий персонал автоматичні лінії для виготовлення ПЕТ-пляшок значно вигідніші. Вони мають не менше двох пар півформ та здійснюють весь виробничий процес від контейнера з преформами до контейнера з готовими пляшками без ручних операцій. При цьому висока продуктивність та низька собівартість виробів цілком виправдовує високу ціну таких ліній. Однак серйозною технічною проблемою при створенні автоматичних ліній для виробництва ПЕТ-пляшок є поєднання у єдиному виробничому процесі двох пристроїв (видувної установки та нагрівача), кожен з яких має свою величину кроку (відстань) між робочими органами. Сучасні нагрівачі преформ мають крок між робочими органами всього 1,52,0 діаметри преформ, тоді як у видувних установках крок між робочими органами, тобто відстань між осями сусідніх форм, становить 1,52,0 діаметри готової пляшки. Оскільки діаметр готової пляшки у 38 разів більший діаметра преформи, то і крок між робочими органами (гніздами) нагрівача у 38 разів менший ніж крок між робочими органами (гніздами) видувної установки. Оскільки зменшити крок робочих органів видувної установки неможливо, то узгодження зазначених параметрів в одній виробничій лінії перетворилося в складну технічну проблему. Не випадково широкого поширення набули лінії, в яких операцію перевантаження нагрітих преформ виконує оператор, хоча всі інші операції виконуються автоматично. Виходячи з низького рівня заробітної плати, поєднання ручних операцій з повною автоматизацією всіх інших вважається виправданим. Другий шлях вирішення цієї проблеми полягає у використанні маніпуляторів для перевантаження преформ з нагрівача в гнізда видувної установки. Відомо багато різних конструкцій маніпуляторів, але всі вони дуже складні і ненадійні в роботі та потребують постійної уваги наладчиків для підтримання їх працездатності. Третій шлях полягає у штучному збільшенні кроку робочих органів нагрівача, що приводить до зниження його ККД, та збільшення габаритів, однак при цьому суттєво спрощується конструкція маніпуляторів та підвищується надійність їх роботи. Найближчою до запропонованої лінії серед відомих, за технічною суттю та досягнутим результатом, є автоматична лінія для виготовлення пластикових пляшок місткістю від 0,5 до 5,0 л російської фірми "SCORPOGROUP" (м. Москва). Ця лінія складається з видувної установки, нагрівача преформ та, змонтованого між ними механічного перевантажувача преформ. Дана лінія може мати дві або три пари півформ. При цьому крок між рядами гнізд нагрівача складає 1,52,0 діаметри преформ. Перевантажувач нагрітих преформ змонтовано на вихідному кінці транспортера нагрівача. Він має відповідно два, або три захвати преформ, що встановлені на поворотному кронштейні, який споряджено приводом повороту навколо осі, розміщеної впоперек транспортера в горизонтальній площині. В процесі роботи лінії, перевантажувач своїми захватами захоплює нагріті преформи з гнізд транспортера нагрівача і, виконавши половину повного оберту, переносить їх в гнізда форм видувної машини, розімкнутих на даний момент. В момент змикання півформ нагріті преформи звільняються з захватів і фіксуються в гніздах форми, а кронштейн з захватами, виконавши половину оберту в зворотному напрямку, повертається у вихідне положення, тобто в зону розвантаження транспортера нагрівача, де він захоплює наступну партію нагрітих преформ. Недоліками перевантажувача, описаної вище лінії для виготовлення ПЕТ-пляшок є те, що він може мати не більше трьох захватів, що суттєво обмежує продуктивність даної лінії. 1 UA 122877 U 5 10 15 20 25 30 35 40 45 50 55 60 В основу запропонованої корисної моделі покладена задача удосконалення відомого перевантажувача преформ за рахунок зміни оснащення його засобом розведення захватів. Поставлена задача вирішується тим, що у перевантажувачі преформ, який включає основу, оснащену захватами для преформ та привод переміщення основи між позицією завантаження преформ і позицією їх вивантаження, згідно з корисною моделлю, основу оснащено щонайменше трьома захватами, спорядженими засобом їх розведення, виконаним у вигляді закріплених на основі поступальних направляючих та повзунів, які встановлені у цих направляючих, і оснащені проводом їх зворотно-поступального переміщення, що виконаний у вигляді пневмоциліндра, при цьому кожен захват закріплений на повзуні, один крайній повзун встановлений нерухомо відносно направляючих, другий крайній повзун прикріплений до кінця штока пневмоциліндра, а кожен із середніх рухомих повзунів оснащений отвором, крізь який вільно проходить стрижень, кінець якого прикріплений до наступного рухомого повзуна, при цьому кожен із стрижнів має два упори, які розташовані по різні боки від повзуна, крізь отвір якого він проходить, а відстань між упорами дорівнює кроку між гніздами видувної машини. Технічним результатом від запропонованих удосконалень є те, що перевантажувач може мати більше трьох захватів для преформ, що дає можливість поєднувати в одній поточній лінії нагрівач преформ і видувну машину з різними кроками між їх робочими органами, а це дає змогу використовувати в лінії найдосконаліші на даний час конструкції як нагрівача так і видувної машини. Запропонований превантажувач легко переналагоджується на випуск іншого асортименту продукції (пляшок іншої місткості). Суть корисної моделі ілюструється кресленнями: На Фіг. 1. Зображено загальний вигляд перевантажувача преформ. На Фіг. 2. Зображена кінематична схема перевантажувача преформ. На Фіг. 3. Зображено перевантажувач преформ у розведеному положенні. На Фіг. 4. Те ж у зведеному положенні. Запропонований перевантажувач преформ розміщується між нагрівачем преформ та видувною машиною таким чином, щоб у одному крайньому положенні захвати перевантажувача могли взаємодіяти з горловинами преформ на носіях нагрівача, а у другому крайньому положенні захвати з преформами могли знаходитися над гніздами прес форми видувної машини. Перевантажувач включає основу 1, на якій закріплені поступальні направляючі 2, в яких встановлені не менше трьох повзунів 3. На кожному з повзунів закріплено захват 4, який у процесі роботи взаємодіє з горловиною преформи. Повзуни оснащені приводом їх зворотнопоступального переміщення по направляючих у вигляді пневмоциліндра 5 зі штоком 6. При цьому один з повзунів 3, який є крайнім з боку пневмоциліндра, встановлений нерухомо відносно направляючих, а другий повзун 7, який є крайнім з протилежного боку, прикріплений до кінця штока 6 пневмоциліндра. Всі повзуни, крім закріпленого на кінці штока, оснащені отворами 8, крізь які вільно проходить шток 6 пневмоциліндра. Кожен із рухомих повзунів оснащено отвором 9, крізь який вільно проходить стрижень 10, кінець якого прикріплений до наступного рухомого повзуна. Кожен із стрижнів має два упори 11. Відстань між упорами дорівнює кроку між захватами перевантажувача у їх крайньому розведеному положенні і відповідно дорівнює відстані між осями прес-форм видувної машини. Крок між захватами "h" у їх зведеному положенні (див. Фіг. 4) дорівнює кроку між носіями преформ нагрівача, а крок "Н" між захватами у їх розведеному положенні (див. Фіг. 3) дорівнює кроку між осями півформ видувної машини. У процесі роботи запропонований перевантажувач преформ здійснює захоплення нагрітих преформ на носіях нагрівача, перенесення їх до входу у видувну машину, установку преформ у гнізда цієї машини та повернення у вихідне положення. Більш конкретно зазначені дії виконуються наступним чином. Нагріті преформи виходять із нагрівача, знаходячись на носіях транспортера, які розташовані на ньому рядами. Відстань між рядами преформ, тобто крок нагрівача, складає 1,52,0 діаметри преформ (у залежності від його конкретної конструкції). У вихідному положенні перевантажувача (див. Фіг. 4) його захвати 4 зведені і мають такий же крок "h", як і у носіїв нагрівача. Таким чином, у вихідному положенні перевантажувача кожен його захват розташовується проти носія з нагрітою преформою, чим створюються умови для спрацьовування захватів. При включенні приводу прямого переміщення основи кожен захват 4 захоплює відповідну преформу за її горловину. При цьому захвати можуть спрацьовувати (захоплювати преформи) по різному залежно від їх конкретної конструкції. Після захоплення преформ включається в роботу приводу повороту онови і преформи переміщуються до гнізд прес-форм видувної машини. Одночасно відбувається розведення захватів. Для розведення захватів включається в роботу пневмоциліндр 5, шток 6 якого переміщає по направляючих закріплений на його кінці крайній повзун 7 з захватом 4. При переміщенні 2 UA 122877 U 5 10 15 20 25 30 35 зазначеного повзуна стрижень 10, який закріплено на цьому повзуні, теж переміщається, вільно проходячи в отворі 9 сусіднього з ним повзуна. Коли упор 11 на стрижні крайнього повзуна дійде до сусіднього з крайнім повзуна, цей повзун теж починає переміщуватися по направляючих. При переміщенні цього повзуна, закріплений на ньому стрижень вільно проходить в отворі наступного повзуна до моменту коли його упор 11 дійде до наступного за ним повзуна і почне його переміщати по направляючих. Описаний процес послідовно поширюється на всі повзуни. У кінцевому підсумку (Див. Фіг. 1 та 3) повзуни з захватами займають розведене положення з кроком між ними "Н", який дорівнює кроку між гніздами прес-форм видувної машини. Звільнившись від преформ, перевантажувач повертається у вихідне положення, тобто до виходу преформ з нагрівача. Одночасно з цим відбувається зведення повзунів з захватами. Для цього включається зворотний хід пневмоциліндра 5, шток 6 якого переміщає по направляючих закріплений на його кінці крайній повзун 7 з захватом у зворотному напрямку. При переміщенні зазначеного повзуна стрижень 10, який закріплено на цьому повзуні, теж переміщається, вільно проходячи в отворі 9 сусіднього з ним повзуна. Коли упор 12 на стрижні крайнього повзуна дійде до сусіднього з крайнім повзуна, цей повзун теж починає переміщуватися по направляючих. При переміщенні цього повзуна, закріплений на ньому стрижень вільно проходить в отворі наступного повзуна до моменту, коли його упор 12 дійде до наступного за ним повзуна і почне його переміщати по направляючих. Описаний процес послідовно поширюється на всі повзуни. У кінцевому підсумку (Див. Фіг. 4) повзуни з захватами займають зведене положення з кроком між ними "h", який дорівнює кроку між рядами гнізд нагрівача преформ. В цьому положенні перевантажувач готовий до наступного циклу роботи. Запропоновані удосконалення перевантажувача забезпечують можливість поєднувати в одній поточній лінії нагрівач преформ і видувну машину з різними кроками між їх робочими органами, що дає змогу використовувати в лінії найдосконаліші на даний час конструкції як нагрівача так і видувної машини. Перевантажувач при переході легко переналагоджується на випуск іншого асортименту продукції (пляшок іншої місткості). Застосування запропонованого перевантажувача забезпечує повну автоматизацію процесу передачі нагрітих преформ з носіїв нагрівача до гнізд прес-форм видувної машини. Джерела інформації: прийняті до уваги Перелік джерел прийнятих до уваги при експертизі: 1. UA 52767, МПК В29С 49/00, 49/02, 49/28 2. RU 2129957, МПК В29С 49/28 3. UA 23266, МПК В29С 49/10 4. RU 2140853, МПК В29С 49/28 5. Проспект російської фірми "SCORPOGROUP" (м. Москва) на автоматичну лінію для виготовлення пластикових пляшок місткістю від 0,5 до 5,0 л. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 50 Перевантажувач преформ, що включає основу, оснащену захватами для преформ, та привод переміщення основи між позицією завантаження преформ і позицією їх вивантаження, який відрізняється тим, що основа оснащена не менше ніж трьома захватами, спорядженими засобом їх розведення, виконаним у вигляді закріплених на основі поступальних направляючих та повзунів, які встановлені у цих направляючих і оснащені проводом їх зворотно-поступального переміщення, що виконаний у вигляді пневмоциліндра, при цьому кожен захват закріплений на повзуні, один крайній повзун встановлений нерухомо відносно направляючих, другий крайній повзун прикріплений до кінця штока пневмоциліндра, а кожен із середніх рухомих повзунівоснащений отвором, крізь який вільно проходить стрижень, кінець якого прикріплений до наступного рухомого повзуна, при цьому кожен із стрижнів має два упори, які розташовані по різні боки від повзуна, крізь отвір якого він проходить, а відстань між упорами дорівнює кроку між гніздами видувної машини. 3 UA 122877 U 4 UA 122877 U Комп’ютерна верстка А. Крижанівський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B29C 49/00, B29C 49/28
Мітки: преформ, перевантажувач
Код посилання
<a href="https://ua.patents.su/7-122877-perevantazhuvach-preform.html" target="_blank" rel="follow" title="База патентів України">Перевантажувач преформ</a>
Нагрівач преформ
Номер патенту: 70065
Опубліковано: 25.05.2012
Автори: Волчко Анатолій Іванович, Юхно Михайло Іванович, Гавва Олександр Миколайович, Дороніна Катерина Михайлівна, Павлов Сергій Олексійович
МПК: B29C 49/38, B29C 39/00
Формула / Реферат:
Нагрівач преформ, що включає камеру з інфрачервоними випромінювачами, вздовж якої розміщено вертикально замкнутий конвеєр з гніздами у вигляді штирів, встановленими перпендикулярно його поверхні хоча б двома паралельними рядами, при цьому на вхідному кінці конвеєра змонтовано механізм завантаження преформ в гнізда конвеєра, який відрізняється тим, що механізм завантаження преформ виконано у вигляді ложементів, розміщених впоперек конвеєра...
Нагрівач преформ
Номер патенту: 70064
Опубліковано: 25.05.2012
Автори: Волчко Анатолій Іванович, Павлов Сергій Олексійович, Юхно Михайло Іванович, Волчко Андрій Анатолійович, Дороніна Катерина Михайлівна
МПК: B29C 39/00, B29C 49/38
Формула / Реферат:
Нагрівач преформ, що включає камеру з інфрачервоними випромінювачами, вздовж якої розміщено вертикально замкнутий конвеєр з гніздами у вигляді штирів, встановленими перпендикулярно його поверхні хоча б двома паралельними рядами, при цьому на вхідному кінці конвеєра змонтовано механізм завантаження преформ в гнізда конвеєра, який відрізняється тим, що конвеєр має робочий контур, виконаний у вигляді рівнобедреного або рівностороннього...
Нагрівач преформ
Номер патенту: 100338
Опубліковано: 10.12.2012
Автори: Юхно Михайло Іванович, Волчко Анатолій Іванович, Волчко Андрій Анатолійович, Павлов Сергій Олексійович, Дороніна Катерина Михайлівна
МПК: B29C 39/00, B29C 49/38
Формула / Реферат:
Нагрівач преформ, що включає камеру з інфрачервоними випромінювачами, вздовж якої розміщено вертикально замкнутий конвеєр з гніздами у вигляді штирів, встановленими перпендикулярно його поверхні хоча б двома паралельними рядами, при цьому на вхідному кінці конвеєра змонтовано механізм завантаження преформ в гнізда конвеєра, який відрізняється тим, що конвеєр має робочий контур у вигляді рівнобедреного або рівностороннього трикутника, а...
Нагрівач преформ
Номер патенту: 70475
Опубліковано: 15.10.2004
Автори: Пастушенко Віталій Денисович, Суворов Олександр Володимирович, Раловець Микола Мартинович
МПК: B29C 39/38
Формула / Реферат:
1. Нагрівач преформ, виконаний у вигляді камери з інфрачервоними випромінювачами, вздовж якої розміщено вертикально замкнутий транспортер з гніздами у вигляді штирів, встановленими перпендикулярно його поверхні хоча б двома паралельними рядами, і споряджений приводом переміщення, при цьому на вхідному кінці нагрівача змонтовано механізм завантаження преформ в гнізда транспортера, який включає вхідний бункер для преформ, механізм поштучної...
Нагрівач преформ
Номер патенту: 70062
Опубліковано: 25.05.2012
Автори: Осадчий Ярослав Олександрович, Павлов Сергій Олексійович, Дубовик Євгеній Сергійович, Волчко Андрій Анатолійович, Дороніна Катерина Михайлівна, Волчко Анатолій Іванович
МПК: B29C 39/00, B29C 49/00
Формула / Реферат:
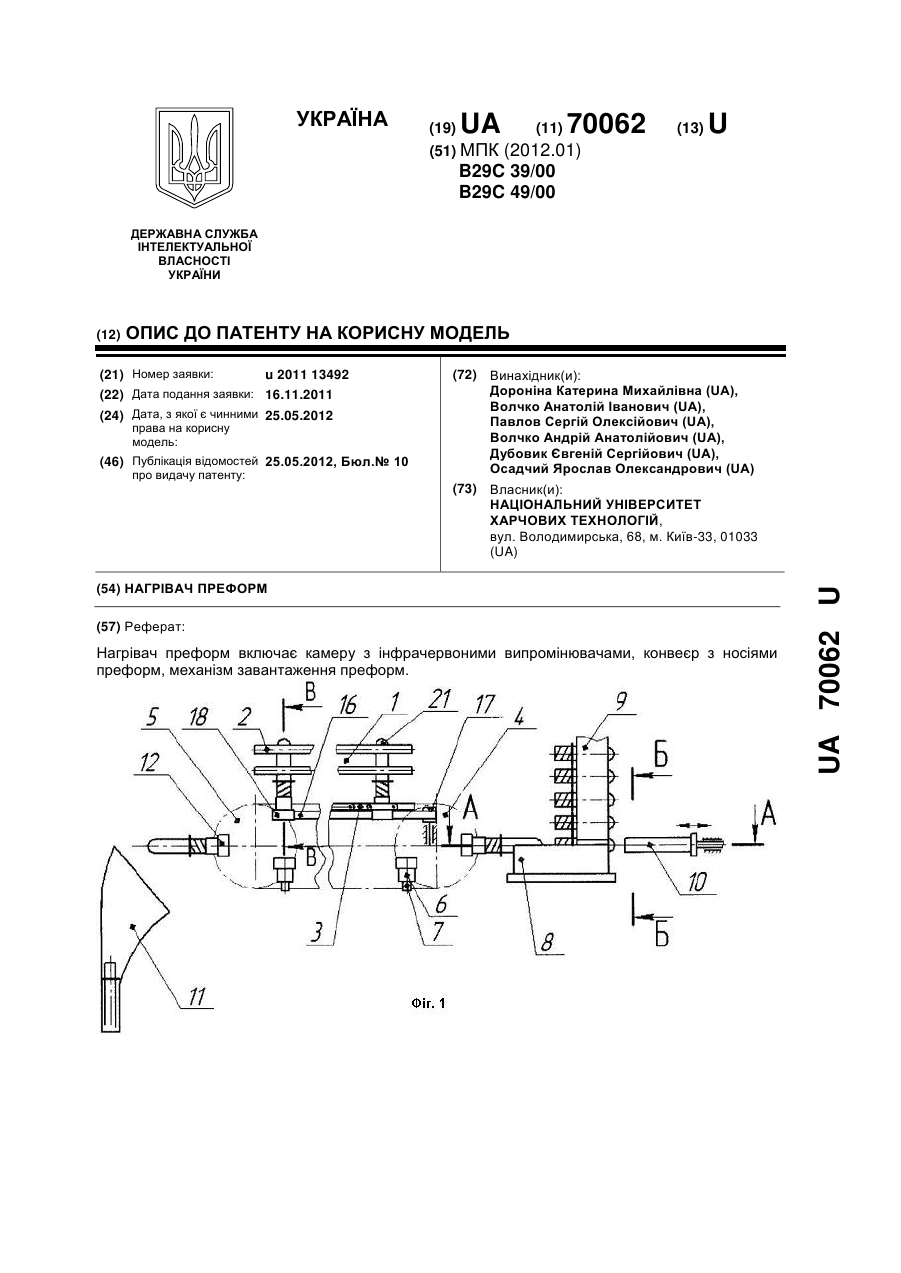
Нагрівач преформ, що включає камеру з інфрачервоними випромінювачами, вздовж якої розміщено вертикально замкнутий конвеєр з носіями преформ, встановленими перпендикулярно його поверхні хоча б двома паралельними рядами, при цьому, на вхідному кінці конвеєра змонтовано механізм завантаження преформ, який відрізняється тим, що носії преформ виконані у вигляді осі, встановленої з можливістю обертання в опорі, закріпленій на планці, при цьому...
Попередній патент: Узв-комплекс біоплато-пульсатор aqua-puls.140
Наступний патент: 5-(4-гідрокси-3-метоксибензиліден)-2-[5-(4-хлорофеніл)-1,3,4-оксадіазол-2-іліміно]тіазолідин-4-он, що виявляє противірусну активність
Випадковий патент: Спосіб біологічної індикації дії низьких рівнів іонізуючої радіації