Нагрівач преформ
Номер патенту: 70475
Опубліковано: 15.10.2004
Автори: Суворов Олександр Володимирович, Пастушенко Віталій Денисович, Раловець Микола Мартинович
Формула / Реферат
1. Нагрівач преформ, виконаний у вигляді камери з інфрачервоними випромінювачами, вздовж якої розміщено вертикально замкнутий транспортер з гніздами у вигляді штирів, встановленими перпендикулярно його поверхні хоча б двома паралельними рядами, і споряджений приводом переміщення, при цьому на вхідному кінці нагрівача змонтовано механізм завантаження преформ в гнізда транспортера, який включає вхідний бункер для преформ, механізм поштучної видачі їх з бункера та засіб встановлення преформ у гнізда транспортера, який відрізняється тим, що механізм завантаження преформ в гнізда транспортера споряджено вертикально замкнутим транспортером з приводом крокового переміщення і фіксатором положення, розташованим впоперек транспортера нагрівача і спорядженим гніздами у вигляді ложементів, розташованих впоперек нього, при цьому на одному з кінців цього транспортера встановлено пристрій для поштучної видачі преформ в його гнізда, крок між його гніздами виконано рівним кроку між рядами гнізд на транспортері нагрівача, а засіб встановлення преформ у гнізда транспортера виконано у вигляді перештовхувача преформ з ложементів у гнізда транспортера в положенні перевантаження преформ.
2. Нагрівач преформ за п. 1, який відрізняється тим, що перештовхувач виконано у вигляді штоків, встановлених співвісно ложементам транспортера і споряджених приводом зворотно-поступального переміщення.
3. Нагрівач преформ за п. 1, який відрізняється тим, що ложементи виконано у вигляді півциліндричних жолобів.
Текст
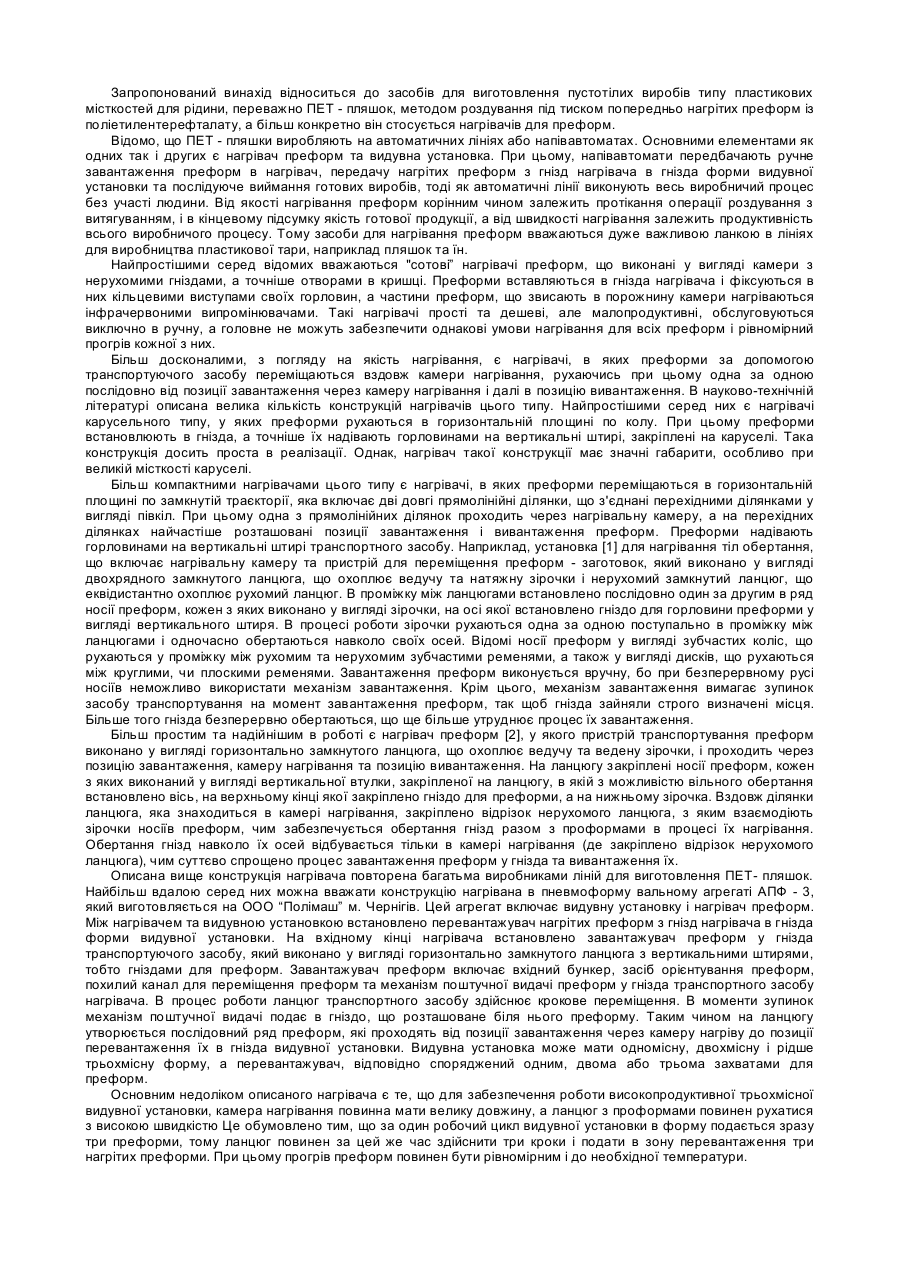
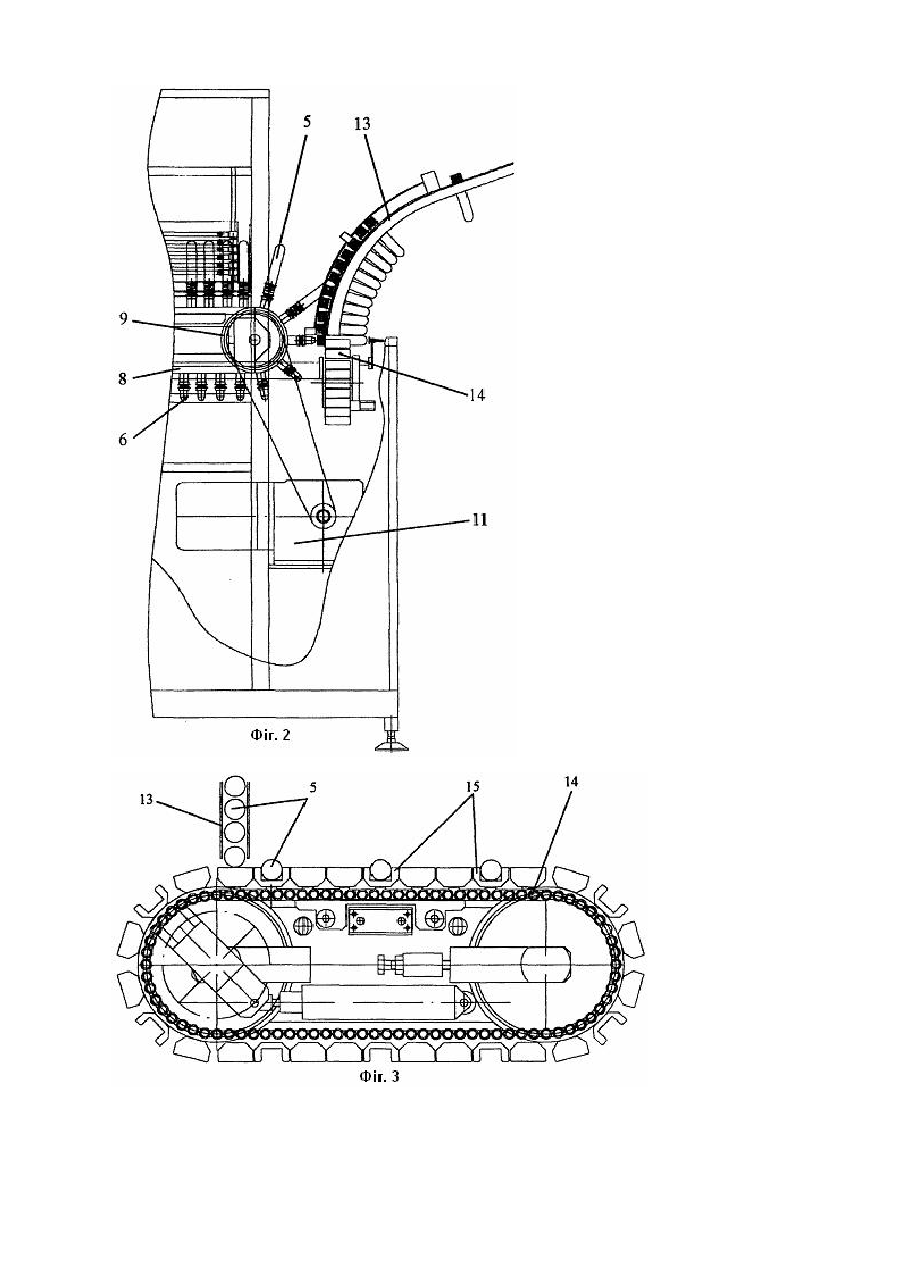
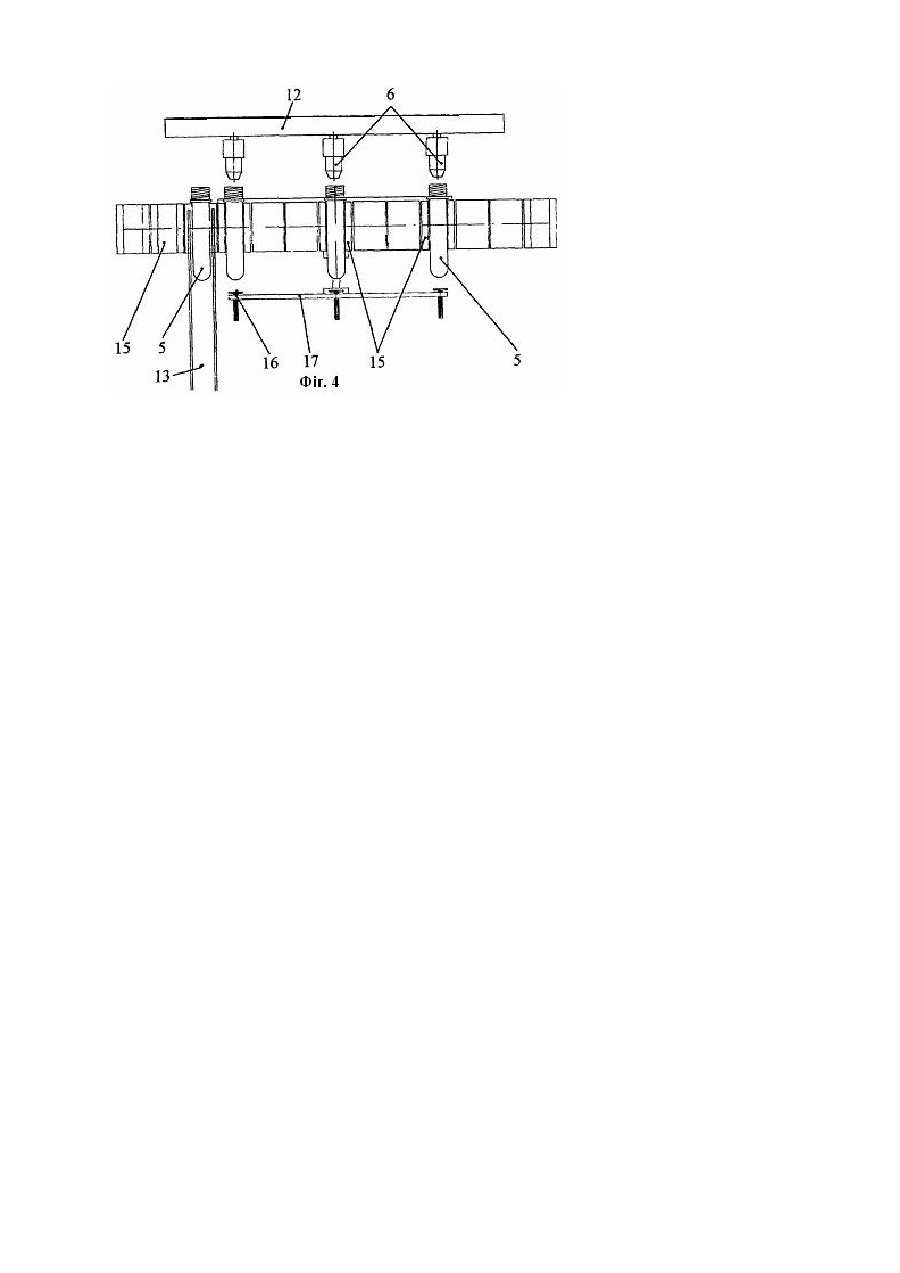
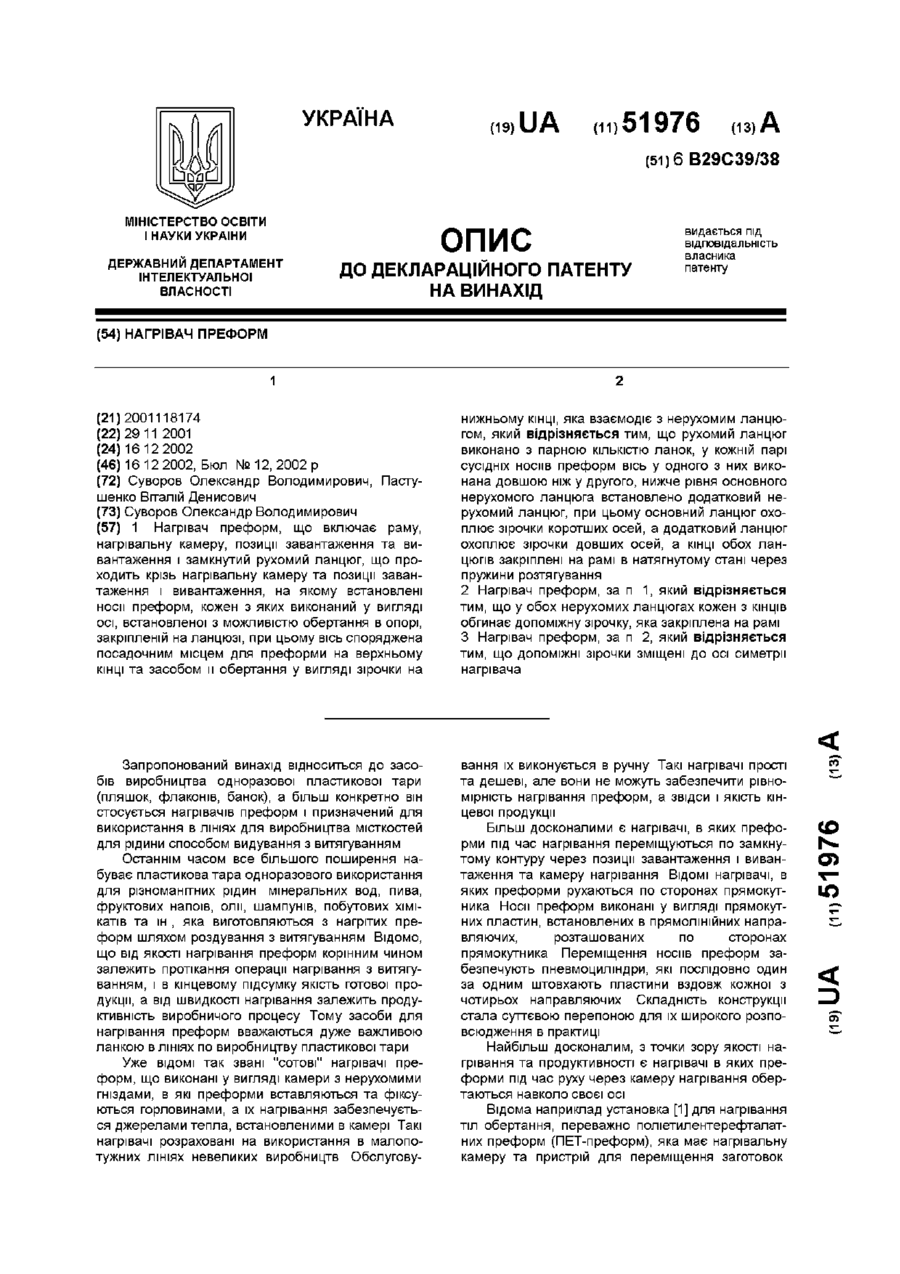
Запропонований винахід відноситься до засобів для виготовлення пустотілих виробів типу пластикових місткостей для рідини, переважно ПЕТ - пляшок, методом роздування під тиском попередньо нагрітих преформ із поліетилентерефталату, а більш конкретно він стосується нагрівачів для преформ. Відомо, що ПЕТ - пляшки виробляють на автоматичних лініях або напівавтоматах. Основними елементами як одних так і других є нагрівач преформ та видувна установка. При цьому, напівавтомати передбачають ручне завантаження преформ в нагрівач, передачу нагрітих преформ з гнізд нагрівача в гнізда форми видувної установки та послідуюче виймання готових виробів, тоді як автоматичні лінії виконують весь виробничий процес без участі людини. Від якості нагрівання преформ корінним чином залежить протікання операції роздування з витягуванням, і в кінцевому підсумку якість готової продукції, а від швидкості нагрівання залежить продуктивність всього виробничого процесу. Тому засоби для нагрівання преформ вважаються дуже важливою ланкою в лініях для виробництва пластикової тари, наприклад пляшок та їн. Найпростішими серед відомих вважаються "сотові” нагрівачі преформ, що виконані у вигляді камери з нерухомими гніздами, а точніше отворами в кришці. Преформи вставляються в гнізда нагрівача і фіксуються в них кільцевими виступами своїх горловин, а частини преформ, що звисають в порожнину камери нагріваються інфрачервоними випромінювачами. Такі нагрівачі прості та дешеві, але малопродуктивні, обслуговуються виключно в ручну, а головне не можуть забезпечити однакові умови нагрівання для всіх преформ і рівномірний прогрів кожної з них. Більш досконалими, з погляду на якість нагрівання, є нагрівачі, в яких преформи за допомогою транспортуючого засобу переміщаються вздовж камери нагрівання, рухаючись при цьому одна за одною послідовно від позиції завантаження через камеру нагрівання і далі в позицію вивантаження. В науково-технічній літературі описана велика кількість конструкцій нагрівачів цього типу. Найпростішими серед них є нагрівачі карусельного типу, у яких преформи рухаються в горизонтальній площині по колу. При цьому преформи встановлюють в гнізда, а точніше їх надівають горловинами на вертикальні штирі, закріплені на каруселі. Така конструкція досить проста в реалізації. Однак, нагрівач такої конструкції має значні габарити, особливо при великій місткості каруселі. Більш компактними нагрівачами цього типу є нагрівачі, в яких преформи переміщаються в горизонтальній площині по замкнутій траєкторії, яка включає дві довгі прямолінійні ділянки, що з'єднані перехідними ділянками у вигляді півкіл. При цьому одна з прямолінійних ділянок проходить через нагрівальну камеру, а на перехідних ділянках найчастіше розташовані позиції завантаження і вивантаження преформ. Преформи надівають горловинами на вертикальні штирі транспортного засобу. Наприклад, установка [1] для нагрівання тіл обертання, що включає нагрівальну камеру та пристрій для переміщення преформ - заготовок, який виконано у вигляді двохрядного замкнутого ланцюга, що охоплює ведучу та натяжну зірочки і нерухомий замкнутий ланцюг, що еквідистантно охоплює рухомий ланцюг. В проміжку між ланцюгами встановлено послідовно один за другим в ряд носії преформ, кожен з яких виконано у вигляді зірочки, на осі якої встановлено гніздо для горловини преформи у вигляді вертикального штиря. В процесі роботи зірочки рухаються одна за одною поступально в проміжку між ланцюгами і одночасно обертаються навколо своїх осей. Відомі носії преформ у вигляді зубчастих коліс, що рухаються у проміжку між рухомим та нерухомим зубчастими ременями, а також у вигляді дисків, що рухаються між круглими, чи плоскими ременями. Завантаження преформ виконується вручну, бо при безперервному русі носіїв неможливо використати механізм завантаження. Крім цього, механізм завантаження вимагає зупинок засобу транспортування на момент завантаження преформ, так щоб гнізда зайняли строго визначені місця. Більше того гнізда безперервно обертаються, що ще більше утруднює процес їх завантаження. Більш простим та надійнішим в роботі є нагрівач преформ [2], у якого пристрій транспортування преформ виконано у вигляді горизонтально замкнутого ланцюга, що охоплює ведучу та ведену зірочки, і проходить через позицію завантаження, камеру нагрівання та позицію вивантаження. На ланцюгу закріплені носії преформ, кожен з яких виконаний у вигляді вертикальної втулки, закріпленої на ланцюгу, в якій з можливістю вільного обертання встановлено вісь, на верхньому кінці якої закріплено гніздо для преформи, а на нижньому зірочка. Вздовж ділянки ланцюга, яка знаходиться в камері нагрівання, закріплено відрізок нерухомого ланцюга, з яким взаємодіють зірочки носіїв преформ, чим забезпечується обертання гнізд разом з проформами в процесі їх нагрівання. Обертання гнізд навколо їх осей відбувається тільки в камері нагрівання (де закріплено відрізок нерухомого ланцюга), чим суттєво спрощено процес завантаження преформ у гнізда та вивантаження їх. Описана вище конструкція нагрівача повторена багатьма виробниками ліній для виготовлення ПЕТ- пляшок. Найбільш вдалою серед них можна вважати конструкцію нагрівана в пневмоформу вальному агрегаті АПФ - 3, який виготовляється на ООО “Полімаш” м. Чернігів. Цей агрегат включає видувну установку і нагрівач преформ. Між нагрівачем та видувною установкою встановлено перевантажувач нагрітих преформ з гнізд нагрівача в гнізда форми видувної установки. На вхідному кінці нагрівача встановлено завантажувач преформ у гнізда транспортуючого засобу, який виконано у вигляді горизонтально замкнутого ланцюга з вертикальними штирями, тобто гніздами для преформ. Завантажувач преформ включає вхідний бункер, засіб орієнтування преформ, похилий канал для переміщення преформ та механізм поштучної видачі преформ у гнізда транспортного засобу нагрівача. В процес роботи ланцюг транспортного засобу здійснює крокове переміщення. В моменти зупинок механізм поштучної видачі подає в гніздо, що розташоване біля нього преформу. Таким чином на ланцюгу утворюється послідовний ряд преформ, які проходять від позиції завантаження через камеру нагріву до позиції перевантаження їх в гнізда видувної установки. Видувна установка може мати одномісну, двохмісну і рідше трьохмісну форму, а перевантажувач, відповідно споряджений одним, двома або трьома захватами для преформ. Основним недоліком описаного нагрівача є те, що для забезпечення роботи високопродуктивної трьохмісної видувної установки, камера нагрівання повинна мати велику довжину, а ланцюг з проформами повинен рухатися з високою швидкістю Це обумовлено тим, що за один робочий цикл видувної установки в форму подається зразу три преформи, тому ланцюг повинен за цей же час здійснити три кроки і подати в зону перевантаження три нагрітих преформи. При цьому прогрів преформ повинен бути рівномірним і до необхідної температури. Останнім часом були створені високоефективні нагрівачі преформ тунельного типу, у яких через одну камеру нагрівання на транспортері проходить два, або три ряди преформ. Однак при цьому виникає проблема завантаження гнізд транспортера проформами. Для дворядного нагрівача проблема була вирішена за рахунок встановлення двох однорядних завантажувачів преформ, тобто по одному на кожен ряд. Для трьохрядних нагрівачів ця проблема взагалі не знайшла придатного технічного вирішення, бо встановити три завантажувачі на вході в нагрівач неможливо. Найближчим серед відомих до запропонованого винаходу за технічною суттю та досягнутим результатом є нагрівач преформ, що входить до складу автоматичної ліні для виготовлення пластикових пляшок місткістю 0,5 5,0 літрів, російської фірми "SCORPOGROUP" м. Москва 09.10.2000 р. Ця лінія включає видувну установку з формою на два гнізда, нагрівач преформ тунельного типу та перевантажувач нагрітих преформ з двома захватами. Нагрівач виконано у вигляді камери з інфрачервоними випромінювачами, вздовж якої розміщено верхню горизонтальну ділянку вертикально замкнутого транспортеру з гніздами у вигляді штирів, що встановлені перпендикулярно його поверхні. Зазначені штирі парами закріплені на поперечних планках транспортера, утворюючи два паралельні ряди. Транспортер споряджено приводом крокового переміщення та фіксатором положення. При цьому на вхідному кінці нагрівача змонтовано механізм завантаження преформ в його гнізда, а на вихідному кінці згаданий вище перевантажувач нагрітих преформ. Механізм завантаження включає вхідний бункер для преформ, засіб їх орієнтування в ряд, два транспортних канали, на кінці кожного з яких встановлено механізм поштучної видачі преформ. При цьому, перед транспортними каналами встановлено розподілювач, який розділяє на два потоки ряд преформ, що виходить з засобу їх орієнтування. Описаний нагрівач має обмежені можливості, оскільки виконаний двохрядним, а створити завантажувач на три ряди за рахунок розподілювача ряду преформ на три потоки до цього часу не створено. В основу винаходу покладена задача удосконалення відомого нагрівача преформ, в якому за рахунок зміні конструкції завантажувача забезпечена можливість виконання нагрівач з трьома і більше рядами гнізд під преформи, чим суттєво розширено його функціональні можливості, насамперед підвищено продуктивність. Поставлена задача вирішується тим, що у відомому нагрівачі преформ, виконаному у вигляді камери з інфрачервоними випромінювачами, вздовж якої розміщено вертикально замкнутий транспортер з гніздами у вигляді штирів, встановленими перпендикулярно його поверхні хоча б двома паралельними рядами, і спорядженого приводом переміщення положення, при цьому на вхідному кінці нагрівача змонтовано механізм завантаження преформ в гнізда транспортера, який включає вхідний бункер для преформ, механізм поштучної видачі їх з бункера та засіб встановлення преформ у гнізда транспортера, запропоновано механізм завантаження преформ в гнізда транспортера спорядити вертикально замкнутим транспортером з приводом крокового переміщення і фіксатором положення, та розташувати впоперек транспортера нагрівача і спорядити гніздами у вигляді ложементів, розташованих впоперек нього, при цьому на одному з кінців цього транспортера встановити пристрій для поштучної видачі преформ в його гнізда, крок між його гніздами виконати рівним кроку між рядами гнізд на транспортері нагрівача. а засіб встановлення преформ у гнізда транспортера виконати у вигляді перештовхувача преформ з ложементів у гнізда транспортера в положенні перевантаження преформ. Суттєвими ознаками запропонованого нагрівача преформ спільними з прототипомв такі Нагрівач преформ; Нагрівач виконано v вигляді камери з інфрачервоними випромінювачами; Вздовж камери розміщено вертикально замкнутий транспортер з гніздам; Гнізда виконані у вигляді штирів, встановлених перпендикулярно поверхні транспротера; Гнізда встановлені хоча б двома паралельними рядами; Транспортер споряджено приводом переміщення; На вхідному кінці нагрівача змонтовано механізм завантаження преформ в гнізда транспортера, Механізм завантаження включає вхідний бункер для преформ, механізм поштучної видачі їх з бункера та засіб встановлення преформ у гнізда транспортера. До нових суттєвих ознак запропонованого нагрівача слід віднести: Механізм завантаження преформ в гнізда транспортера споряджено вертикально замкнутим транспортером з приводом крокового переміщення і фіксатором положення; Транспортер розташованого впоперек транспортера нагрівача; Транспортер споряджено гніздами у вигляді ложементів; Ложементи розташовані впоперек транспортера; На одному з кінців транспортера встановлено пристрій для поштучної видачі преформ в його гнізда. Крок між гніздами транспортера виконано рівним кроку між рядами гнізд на транспортері нагрівача; Засіб встановлення преформ у гнізда транспортера виконано у вигляді перештовхувача преформ з ложементів у гнізда транспортера в положенні перевантаження преформ. Технічним результатом від запропонованих удосконалень є те, що значно розширено можливості нагрівача, який без проблем може бути виконаним трьохрядним. чотирьох рядним і більше. При цьому, без якихось змін в конструкції нагрівач легко переналагоджується на роботу з одним, чи двома рядами преформ. Суть винаходу ілюструється кресленнями: На фіг.1 зображено загальний вигляд лінії для виготовлення пластикових місткостей. На фіг.2 зображено вхідну частину нагрівача. На фіг.3 зображено транспортер з ложементами. На фіг.4 зображено транспортер з ложементами (вид зверху). Запропонований нагрівач є головною складовою частиною лінії для виготовлення пляшок та інших місткостей з нагрітих преформ шляхом їх роздування з витягуванням. Лінія включає (див. фіг.1) видувну установку 1 з роз'ємною у вертикальній площині формою 2, нагрівач 3 для преформ і механізм 4 перевантаження преформ 5 з гнізд 6 нагрівача у гнізда форми. Форма споряджена не менш ніж двома гніздами, тобто складається з двох чи більше пар напівформ (в реальній конструкції лінії форма має три гнізда). Нагоівач преформ виконано у вигляді поздовжньої камери 7 з інфрачервоними випромінювачами та транспортуючого засобу для переміщення преформ вздовж цієї камери. Зазначений транспортуючий засіб виконано у вигляді вертикально замкнутого транспортера з гніздами, що розміщені перпендикулярно його поверхні паралельними рядами, відстань між якими дорівнює відстані між осями гнізд форми, а кількість рядів відповідає кількості її гнізд. Транспортер нагрівача виконано у вигляді двох паралельних вертикально замкнутих ланцюгів 8, які охоплюють пару ведучих 9 та пару натяжних 10 зірочок, що з'єднані поперечними планками, на кожній з яких встановлено три гнізда для преформ. Транспортер споряджено приводом 11, зв'язаним з ведучою зірочкою, а гнізда виконані у вигляді штирів, перпендикулярних планкам 12. Іншими словами, пристрій транспортування преформ являє собою транспортер з не менш ніж двома, (в реальній конструкції трьома) паралельними рядами гнізд для преформ. При цьому гнізда в кожному з рядів встановлені з кроком, який складає 1,5 – 2,0 діаметри преформ, а відстань між рядами дорівнює кроку між гніздами видувної установки. Механізм перевантаження нагрітих преформ у видувну установку може мати будь-яку відому для цієї функції конструкцію Механізм завантаження преформ в гнізда транспортера нагрівача включає вхідний бункер з запасом преформ та засіб формування послідовного ряду преформ, будь-якої відомої для цього випадку конструкції (на кресленнях не показані) Крім цього, механізм завантаження має похилий канал 13 для переміщення преформ від бункера до механізму подачі преформ в гнізда транспортера. Канал виконано у вигляді двох паралельних направляючих пластин, що утворюють між краями проміжок з шириною рівною діаметру преформ. Механізм подачі преформ включає пристрій поштучної видачі преформ, змонтований в кінці каналу, та допоміжний вертикально замкнутий транспортер 14 з приводом крокового переміщення і фіксатором положення, який встановлено впоперек транспортера нагрівача і споряджено гніздами у вигляді ложементів 15. що розташовані впоперек нього. При цьому верхня горизонтальна ділянка даного транспортера розташована в площині осей зірочок транспортера нагрівача. Над допоміжним транспортером на одному з його кінців розташований вихідний кінець каналу з пристроєм для поштучної видачі преформ (див. Фіг.3). Крок між гніздами цього транспортера виконано рівним кроку між рядами гнізд на транспортері нагрівача. Крім цього, до складу механізму подачі преформ в гнізда транспортера нагрівача входить перештовхувач преформ, виконаний у вигляді упорів 16, встановлених співвісно ложементам транспортера і закріплених на основі 17, яка споряджена приводом зворотно поступального переміщення, наприклад у вигляді керованого пневмо-циліндра. Запропонований нагрівач преформ працює наступним чином. Перед пуском лінії всі її робочі органи переводять у вихідне положення та перевіряють їх стан, оскільки попередня зупинка лінії могла відбутися не штатно. Після цього вмикають привод 11 та живлення інфрачервоних випромінювачів. Після виходу нагрівача на робочий температурний режим по всіх зонах нагрівальної камери 7, на вхідному його кінці (див. фіг.2) починають завантажувати гнізда 6 транспортера холодними преформами 5. При цьому преформи з вхідного бункера одна за одною у вигляді послідовного ряду переміщуються по каналу 13 до механізму подачі преформ в гнізда транспортера нагрівача. З каналу 13 через пристрій поштучної видачі преформи 5 потрапляють (падають) в ложементи 15 допоміжного транспортера 14. В момент, коли проти кожного ряду гнізд 6 транспортера 8 нагрівача (див. фіг.4) розташуються ложементи з преформами, зупиняється допоміжний транспортер 14 і здійснюється його фіксація в цьому положенні від випадкових зрушень, і одночасно включається привод переміщення основи 17 При цьому упори 16 перештовхують преформи з ложементів 15 на штирі 6, тобто в гнізда транспортера нагрівача. За цим опора з упорами повертається у вихідне положення і включається приводи допоміжного транспортера. Преформи, що були встановлені в гнізда 6 переміщуються в камеру 7 нагрівання, а допоміжний транспортер рухаючись приймає в свої ложементи чергову партію колодних преформ з каналу 13. Таким чином, транспортер нагрівача приймає в свої гнізда холодні преформи і переміщує їх вздовж нагрівальної камери повз інфрачервоні випромінювачі, забезпечуючи їх нагрівання до необхідної температури. Коли перші преформи вийдуть з цієї камери, включають в роботу перевантажувач, який переносить нагріті преформи в гнізда форми 2 видувної установки 1. За цим напівформи змикається і видувна установка виконує робочий цикл по роздуванню нагрітих преформ з витягуванням, по закінченню якого форма розмикається (рухома напівформа відводиться в крайнє положення) і готові вироби (пляшки) випадають з форми в збірний бункер, або на транспортер (на кресленнях не показано). Запропонований нагрівач може виконуватися з двома, трьома і більше рядами гнізд для преформ, що дає можливість комплектувати лінії для виробництва тари різної продуктивності, виходячи з конкретних вимог виробництва. При цьому важливо, що багаторядний нагрівач може використовуватися з меншим числом рядів, для чого потрібні дуже незначні його переналагоджування. Конструкція нагрівача проста і тому не викликає проблем при виготовленні та монтажі. Механізм завантаження набагато надійніший в роботі в порівнянні з відомими механізмами. Крім цього, запропонований винахід дає змогу модернізувати вже працюючі нагрівачі. 1. Патент України на винахід №23266 по М. кл.6 - В29С49/10, 2. Проспект ВАТ «Термопластавтомат» (м. Хмельницький. - "Напівавтомат видувний МР - 5" - Восьма міжнародна спеціалізована виставка «ПАК Україна - 2000»
ДивитисяДодаткова інформація
Назва патенту англійськоюHeater of preliminary molds
Назва патенту російськоюНагреватель преформ
МПК / Мітки
МПК: B29C 39/38
Код посилання
<a href="https://ua.patents.su/6-70475-nagrivach-preform.html" target="_blank" rel="follow" title="База патентів України">Нагрівач преформ</a>
Нагрівач преформ
Номер патенту: 51976
Опубліковано: 16.12.2002
Автори: Пастушенко Віталій Денисович, Суворов Олександр Володимирович
МПК: B29C 39/38
Формула / Реферат:
1. Нагрівач преформ, що включає раму, нагрівальну камеру, позиції завантаження та вивантаження і замкнутий рухомий ланцюг, що проходить крізь нагрівальну камеру та позиції завантаження і вивантаження, на якому встановлені носії преформ, кожен з яких виконаний у вигляді осі, встановленої з можливістю обертання в опорі, закріпленій на ланцюзі, при цьому вісь споряджена посадочним місцем для преформи на верхньому кінці та засобом її обертання у...
Форма для виготовлення пет-пляшок із нагрітих преформ
Номер патенту: 58705
Опубліковано: 15.08.2003
Автори: Пастушенко Віталій Денисович, Суворов Олександр Володимирович
МПК: B29C 49/28
Мітки: преформ, виготовлення, форма, пет-пляшок, нагрітих
Формула / Реферат:
1. Форма для виготовлення ПЕТ - пляшок із нагрітих преформ, що виконана у вигляді двох півформ, розділених вертикальною площиною рознімання, одна з яких нерухома, а інша встановлена в поступальних напрямних, перпендикулярних площині рознімання, при цьому півформи обладнані симетричними щодо площини рознімання порожнинами, які у зімкнутому положенні півформ утворюють робочу порожнину, нижня частина якої повторює форму пляшки, а верхня частина...
Нагрівач
Номер патенту: 2772
Опубліковано: 16.08.2004
Автор: Ротнер Сергій Михайлович
МПК: H05B 3/06
Мітки: нагрівач
Формула / Реферат:
Нагрівач, який містить підкладку, одна з поверхонь якого містить шар діелектрика, на поверхні якого розташовано нагрівальний елемент із легованої алмазоподібної плівки, і контактні площадки, які розташовані на кінцях нагрівального елемента, який відрізняється тим, що підкладка виконана у вигляді ділянки труби, а шар діелектрика та нагрівальний елемент розташовані на зовнішній поверхні підкладки і по всій площі її поверхні.
Індукційний нагрівач
Номер патенту: 60119
Опубліковано: 15.09.2003
Автор: Чеславський Володимир Федорович
МПК: H05B 3/06
Мітки: нагрівач, індукційний
Формула / Реферат:
Індукційний нагрівач, що містить сердечник у вигляді двох коаксіально розташованих труб, на бічній зовнішній поверхні труба з більшим діаметром має гвинтові канали, які покриті електроізоляцією, наприклад тонким шаром оксиду алюмінію, у каналах закладено нагрівальний елемент - витки залізного дроту, керамічну теплоізоляційну трубку та теплоізоляційний корпус, який відрізняється тим, що з метою збільшення теплового потоку, теплосприймаючий...
Гідродинамічний нагрівач
Номер патенту: 1865
Опубліковано: 16.06.2003
Автор: Осипенко Сергій Борисович
МПК: F24H 1/10, F24H 1/48, F24H 1/24
Мітки: гідродинамічний, нагрівач
Формула / Реферат:
1. Гідродинамічний нагрівач, що містить циркуляційний насос і привід обертання, вал якого з'єднаний з віссю циркуляційного насоса, вхід і вихід якого сполучені між собою механізмом нагріву рідини, який відрізняється тим, що привід обертання виконаний у вигляді лопатевого механізму. 2. Гідродинамічний нагрівач за п. 1, який відрізняється тим, що зв'язок між віссю циркуляційного насоса та валом приводу обертання виконаний гнучким....
Попередній патент: Випарний конденсатор
Наступний патент: Спосіб охолодження безперервнолитої заготовки
Випадковий патент: Силовий ступеневий перемикач