Модуль профілезгинального стану
Номер патенту: 2806
Опубліковано: 16.08.2004
Автори: Пивовар Віктор Семенович, Янчинський Анатолій Петрович, Халін Микола Іванович
Формула / Реферат
1. Модуль профілезгинального стану, що містить закріплену на станині профілезгинальну кліть, яка має опорні стійки і встановлені в них на підшипникових опорах верхній і нижній вали з профілювальними валками, який відрізняється тим, що модуль містить від двох до восьми профілезгинальних клітей, закріплених на єдиній станині, яку виконано зі скріплених між собою прокатних профілів, стінки яких обернено одна до одної, причому кожну опорну стійку профілезгинальної кліті виготовлено у вигляді окремих вертикальних стійок, які закріплено на відповідних стінках прокатних профілів у заданих координатними штифтами місцях з утворенням пазів для підшипникових опор і з'єднано між собою поворотними траверсами з установленими на них натискними гвинтами для підшипникових опор верхніх валів, при цьому модуль оснащено індивідуальним приводом і розподільною шестеренною коробкою для з'єднання з приводом нижніх валів кожної профілезгинальної кліті і оснащено фланцями, які закріплено на кінцях кожного прокатного профілю станини.
2. Модуль за п. 1, який відрізняється тим, що він містить переважно чотири профілезгинальні кліті.
3. Модуль за п. 1 або п. 2, який відрізняється тим, що розподільну шестеренну коробку з'єднано з приводом через ланцюгову передачу.
Текст
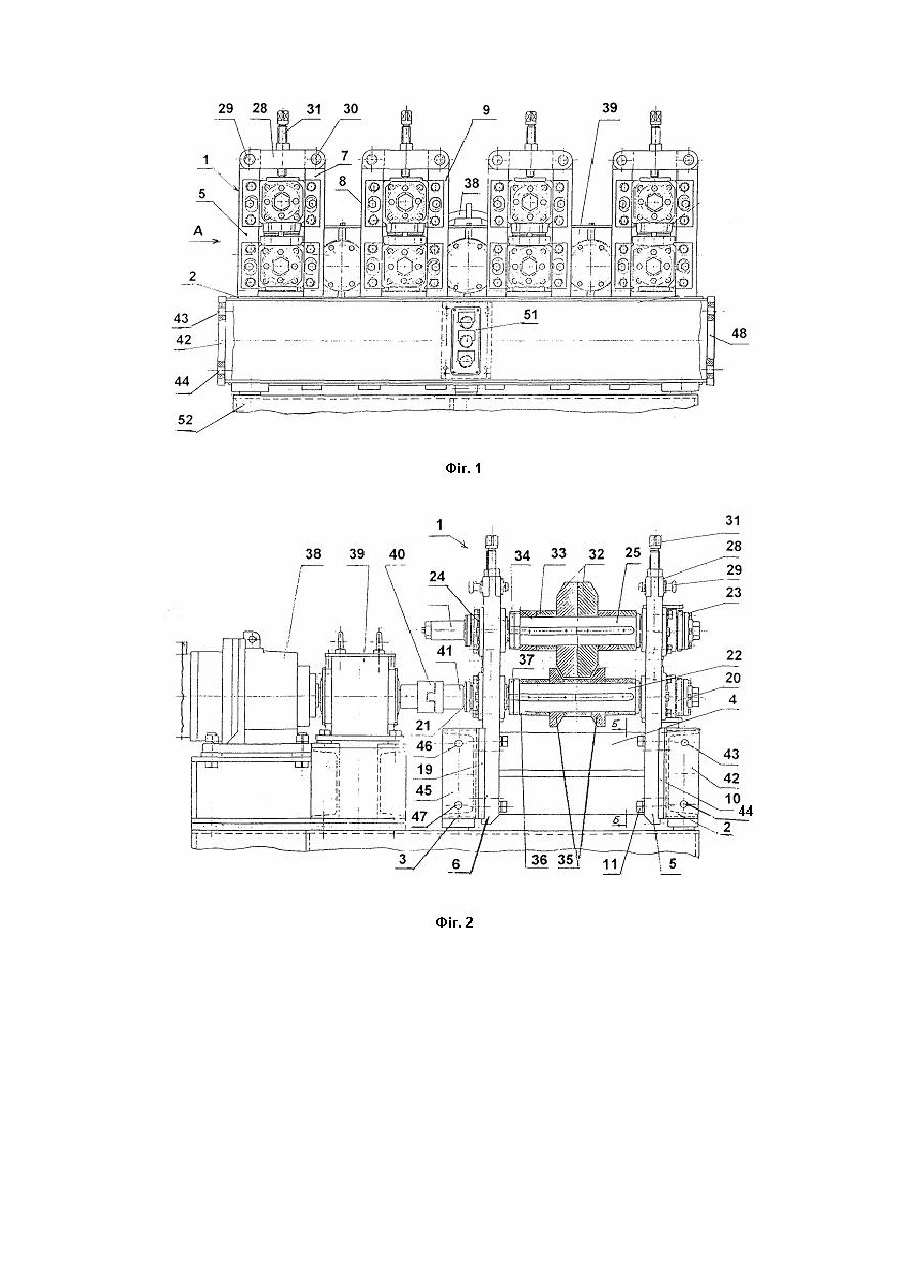
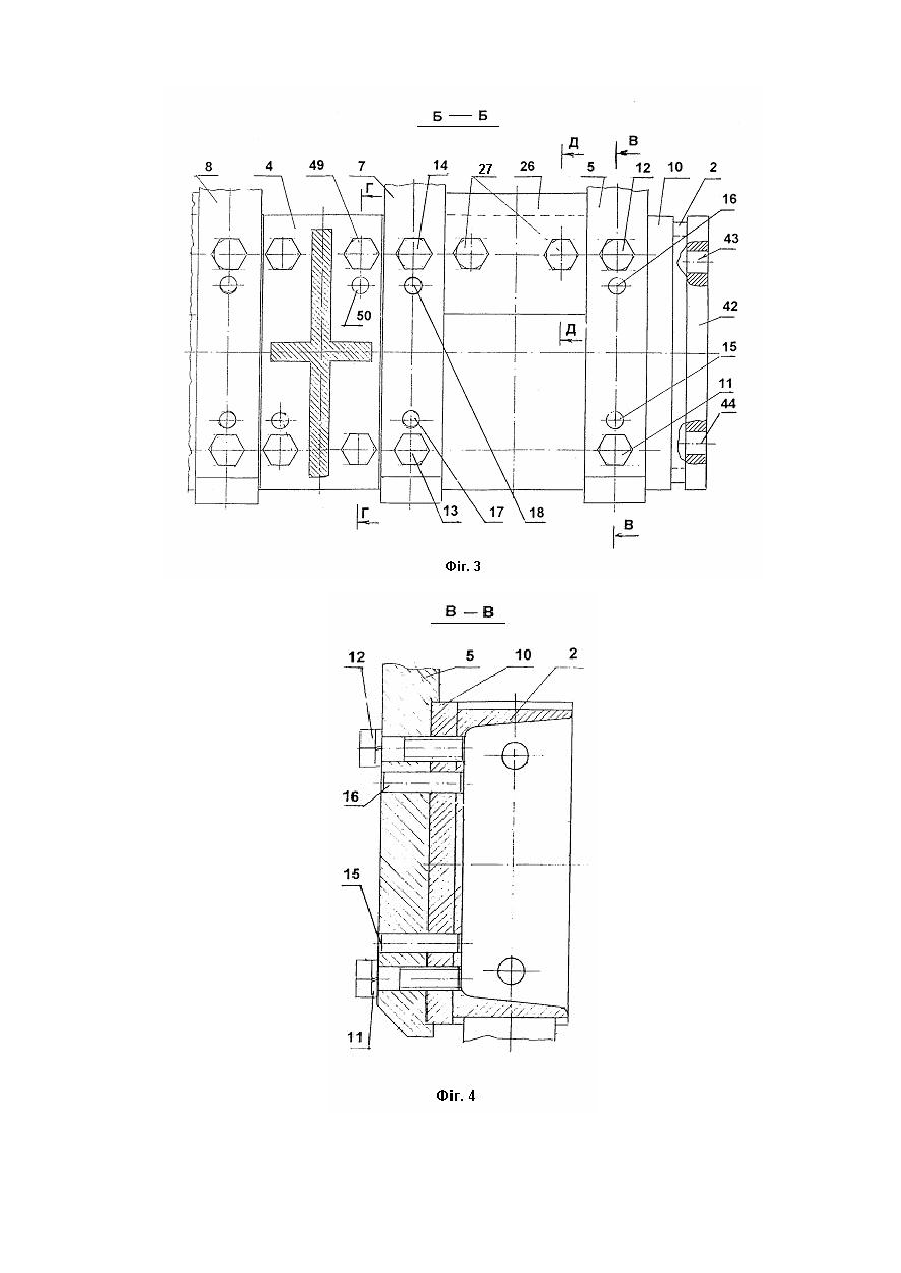
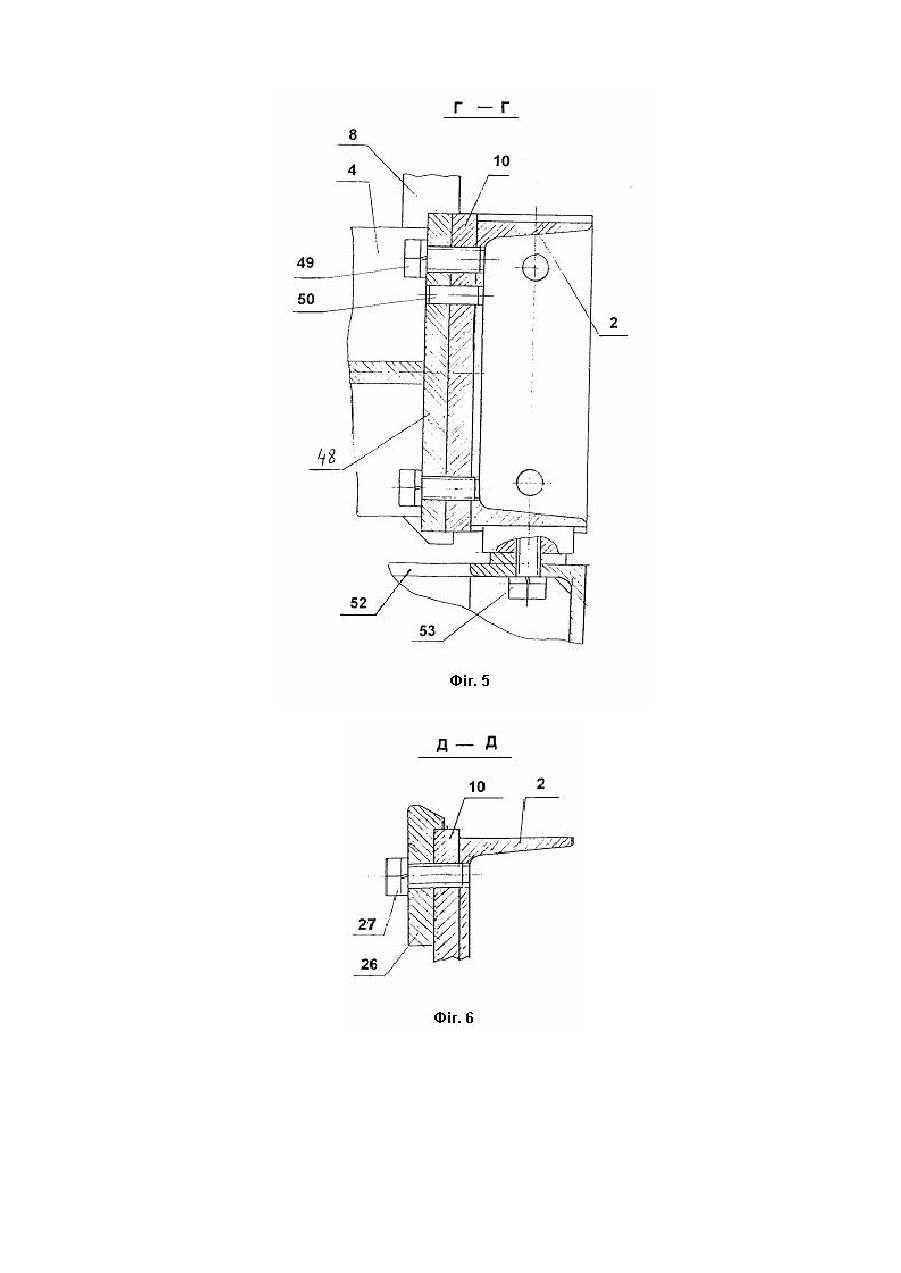
Об'єкт, що заявляється, відноситься до устаткування для обробки металів тиском і може бути використаний для утворення профілезгинального стану при виробництві гнути х профілів різної конфігурації із смугового чи стрічкового матеріалу. Відома конструкція профілезгинального стану, що входить до складу профілезгинального агрегату 2-8х100600, який утворений послідовно встановленими на єдиній основі профілезгинальними клітями “дуо”. Кожна профілезгинальна кліть має литі опорні стійки і встановлені в них на підшипникових опорах верхній і нижній вали з профілювальними валками. Профілювальні валки приводяться в обертання від єдиного для профілезгинального стану приводу, який зв'язаний з валками профілезгинальних клітей через шпинделі і шестеренні кліті. Такі профілезгинальні стани призначені, як правило, для виробництва гнути х профілів постійного сортаменту і великими партіями. У залежності від форми і типорозміру гнутих профілів, які треба виготовити, профілезгинальний стан утворено із 20-30 профілезгинальних клітей. Кожну таку профілезгинальну кліть можна розглядати як модуль профілезгинального стану. [Див. книгу И.С. Тришевский, М.Е. Докторов "Теоретические основы процесса профилирования", Μ. "Металлургия", 1980, с.12-13, мал.13]. У об'єкта, що заявляється, і аналога збігаються такі суттєві ознаки: модулі профілезгинального стану містять закріплену профілезгинальну кліть, яка має опорні стійки і встановлені в них на підшипникових опорах вер хній і нижній вали із профілювальними валками. Одержанню очікуваного технічного результату при використанні аналога перешкоджають такі причини. При утворенні профілезгинального стану відомої конструкції, як модуль, використовуються профілезгинальні кліті складної конструкції. В результаті складним в експлуатації виходить весь стан, утворений відносно великою кількістю цих клітей і розрахований на виробництво гнутого профілю самої складної конфігурації. Через це у відомому профілезгинальному агрегаті ускладнена перевалка профілювальних валків і переналагодження профілезгинальних клітей і всього профілезгинального стану в цілому при змінюванні форми чи типорозміру гнутого профілю. Це приводить і до зниження продуктивності при виробництві на одному стані гнутих профілів різноманітного сортаменту, особливо профілів відносно малих розмірів і ти х профілів, що вип ускаються малими партіями. Крім того, наявність єдиного для усього профілезгинального стану приводу, що зв'язаний з валками численних профілезгинальних клітей через шпинделі і шестеренні кліті, приводить до великих витрат електроенергії при виробництві гнути х профілів простої конфігурації, для виробництва яких досить декількох профілезгинальних клітей. Найбільш близької по сукупності ознак до об'єкта, що заявляється, є обрана, як прототип, робоча кліть профілезгинального стану, яку можна розглядати як модуль профілезгинального стану, для утворення якого такі кліті встановлюють послідовно. Прототип містить закріплену на станині профілезгинальну кліть, яка має опорні стійки і встановлені в них на підшипникових опорах верхній і нижній вали з профілювальними валками. Профілювальні валки виконано з дискових формуючих елементів і постачено шпинделями для з'єднання з приводом профілезгинального стану. Для спрощення переналагодження, пов'язаного з аксіальним зсувом дискових профільних елементів, відома робоча кліть має пристрій для аксіального зсуву дискових формуючи х елементів [див. опис винаходу до авторського свідоцтва СРСР №1551443, МПК В21D5/06, опубл. 23.03.90. Бюл. №11]. У об'єкта, що заявляється, і прототипу збігаються такі суттєві ознаки: модулі профілезгинального стану містять закріплену на станині профілезгинальну кліть, яка мас· опорні стійки і встановлені в них на підшипникових опорах верхній і нижній вали з профілювальними валками. Одержанню очікуваного технічного результату при використанні прототипу перешкоджають такі причини. Через складну конструкцію кожної окремої профілезгинальної кліті і, отже, профілезгинального стану в цілому, утвореного по відомим з рівня техніки принципам із 20-30 таких клітей і розрахованого на виробництво профілів максимально складної конфігурації, через наявність єдиного для профілезгинального стану приводу, який зв'язаний з валками численних профілезгинальних клітей через шпинделі і шестеренні кліті, ускладнена перевалка профілювальних валків і переналагодження профілезгинальних клітей і всього стану в цілому при змінюванні форми чи типорозміру гн уто го профілю. Це приводить і до зниження продуктивності при виробництві в тих самих робочих клітях гн ути х профілів різноманітного сортаменту, особливо профілів відносно малих розмірів і профілів, які виготовляються малими партіями. Крім того, наявність єдиного для усього профілезгинального стану приводу, який через шпинделі і шестеренні кліті зв'язаний з верхніми і нижніми валками численних профілезгинальних клітей, що утворюють профілезгинальний стан для виробництва гнутого профілю самої складної конфігурації, приводить до великих витрат електроенергії при виробництві гнути х профілів простої конфігурації, для виробництва яких досить декількох профілезгинальних клітей. В основу об'єкта, що заявляється, поставлено задачу створити такий модуль профілезгинального стану, у якому удосконалення шляхом зміни розташування елементів, уведення нових елементів і зміни форми виконання елементів, дозволило б при використанні цього об'єкта забезпечити досягнення технічного результату, що полягає в спрощенні переналагодження і підвищенні продуктивності при виробництві гнути х профілів різноманітного сортаменту, особливо профілів відносно малих розмірів і профілів, що виготовляються малими партіями. Модуль профілезгинального стану, що заявляється, містить від двох до восьми профілезгинальних клітей, закріплених на єдиній станині. Кожна профілезгинальна кліть містить опорні стійки і встановлені в них на підшипникових опорах верхній і нижній вали з профілювальними валками. Станина виконана із скріплених між собою прокатних профілів, стінки яких звернені одна до одної. Такими профілями можуть бути двотаврові чи швелерні профілі. Кожна опорна стійка профілезгинальної кліті виконана у вигляді окремих вертикальних стійок, що закріплені на відповідних стінках прокатних профілів у заданих координатними штифтами місцях з утворенням пазів для підшипникових опор. Опорні стійки з'єднано між собою поворотними траверсами, на яких установлено натискні гвинти для підшипникових опор верхніх валів. При цьому модуль профілезгинального стану постачено індивідуальним приводом і роздавальною шестеренною коробкою для з'єднання з приводом нижніх валів кожної профілезгинальної кліті. Крім того, модуль профілезгинального стану постачено фланцями, які закріплено на кінцях кожного прокатного профілю. Ці фланці призначені для з'єднання модулів між собою при утворенні профілезгинального стану і для з'єднання модулів із пристроями профілезгинального агрегату. У ряді випадків доцільно щоб модуль профілезгинального стану містив чотири профілезгинальні кліті, закріплених на єдиній станині. Розподільну шестеренну коробку, призначену для з'єднання з приводом нижніх валів кожної профілезгинальної кліті, у ряді випадків доцільно з'єднати з цим приводом через ланцюгову передачу. Станину модуля профілезгинального стану доцільно виконати зі скріплених між собою швелерних прокатних профілів, стінки яких звернені одна до одної. При використанні об'єкта, що заявляється, очікується досягнення технічного результату, що полягає в спрощенні переналагодження і підвищенні продуктивності при виробництві гнутих профілів різноманітного сортаменту, особливо профілів відносно малих розмірів і профілів, що виробляються малими партіями. Крім того, при використанні об'єкта, що заявляється, очікується також досягнення додаткового технічного результату, що полягає в зниженні витрат електроенергії при виробництві гнути х профілів простої конфігурації. Між сукупністю відмітних ознак об'єкта, що заявляється, і технічним результатом, що досягається, є такий причинно-наслідковий зв'язок. Виконання модуля профілезгинального стану не з однієї, а від двох до восьми, переважно з чотирьох, закріплених на єдиній станині профілезгинальних клітей, постачання модуля індивідуальним приводом і фланцями для стикування модулів, забезпечують такому модулю універсальність. Один такий модуль може бути використаний як, наприклад. чотирьох або восьми-клітьовий профілезгинальний стан для виробництва гнути х профілів не складної форми, наприклад, з одним місцем вигину таких, як кутові гн уті профілі з однаковими чи не однаковими полицями. Профілезгинальний стан, утворений двома з'єднаними модулями, може бути використаний для виробництва гнутих профілів із двома місцями вигину, наприклад, швелерних і зетових гнутих профілів. Профілезгинальний стан, утворений трьома з'єднаними між собою модулями, може бути використаний для виробництва коритоподібних, С-подібних і замкнутих не зварених гнутих профілів. Утворення профілезгинального стану з чотирьох, п'яти чи шести модулів доцільно при виробництві гнутих профілів складної конфігурації, наприклад, сортових гн ути х профілів з гофрами і елементами подвійної товщини, гофрованих листових гн утих профілів і т.п. Таким чином, маючи в наявності всього шість модулів із загальною кількістю профілезгинальних клітей такою ж, як і в профілезгинальному стані, відомому з рівня техніки, можна забезпечити виробництво гнути х профілів різноманітного сортаменту, використовуючи не всі профілезгинальні кліті, із яких створено стан, а тільки необхідні модулі. При змінюванні типорозміру чи форми гнуто го профілю переналагодження здійснюють тільки тих модулів, які потрібні для виробництва нового профілю. При цьому вільні, не задіяні модулі, можна використовувати для виробництва поруч такого ж гнутого профілю чи гнутого профілю іншої форми, що суттєво підвищує продуктивність, особливо, при виробництві профілів відносно малих розмірів і малими партіями. Виконання опорних стійок профілезгинальних клітей модуля у вигляді окремих вертикальних стійок, що закріплені на відповідних стінках прокатних профілів, з яких виконана станина, у заданому координатними штифтами місцях з утворенням пазів для підшипникових опор і з'єднання стійок між собою поворотними траверсами з установленими на них натискними гвинтами для підшипникових опор верхніх валів, дозволяє при повороті траверс у неробоче положення легко виймати з опорних стійок профілювальні валки для їхнього переналагодження чи заміни на вже підготовлені валки при змінюванні сортаменту гнутого профілю. Це суттєво скорочує час переналагодження і підвищує продуктивність, особливо при частій зміні сортаменту і виробництві профілів відносно малих розмірів і профілів, що випускаються малими партіями. Крім того, при виробництві гнути х профілів простої конфігурації суттєво знижуються витрати електроенергії, тому що використовується не потужний електропривод єдиний для усього профілезгинального стану, розрахованого на виробництво гнути х профілів максимально складної конфігурації, а використовуються тільки індивідуальні відносно малопотужні електроприводи тільки тих модулів, що задіяні при виробництві даного гнутого профілю простої конфігурації. У ряді випадків, з'єднання роздавальної шестеренної коробки з приводом через ланцюгову передачу дозволяє зробити модуль профілезгинального стану більш компактним за рахунок вибору найбільш доцільного місця розташування приводу відносно профілезгинальних клітей. Таке компонування модуля особливо доцільно, коли, як привід, необхідно використовува ти планетарний мотор-редуктор. Сутність об'єкта, що заявляється, пояснюється кресленнями, на яких зображено: на фіг.1 - фронтальний вид на модуль профілезгинального стану; на фіг.2 - вид збоку на модуль профілезгинального стану; на фіг.3 - розріз по Б-Б на фіг.2; на фіг.4 - розріз по В-В на фіг.3; на фіг.5 - розріз по Г-Г на фіг.3; на фіг.6 - перетин по Д-Д на фіг.3. На кресленнях проставлені такі позначення: 1 - Профілезгинальна кліть; 2 - Швелерний прокатний профіль; 3 - Швелерний прокатний профіль; 4 - Балка; 5 - Вертикальна стійка; 6 - Вертикальна стійка; 7 - Вертикальна стійка; 8 - Вертикальна стійка; 9 - Вертикальна стійка; 10 - Базова площадка; 11 - Болт; 12 - Болт; 13 - Болт; 14 - Болт; 15 - Координатний штифт; 16 - Координатний штифт; 17 - Координатний штифт; 18 - Координатний штифт; 19 - Базова площадка; 20 - Підшипникова опора; 21 - Підшипникова опора; 22 - Нижній вал профілезгинальної кліті; 23 - Підшипникова опора; 24 - Підшипникова опора; 25 - Верхній вал профілезгинальної кліті; 26 - Опора нижнього вала; 27 - Болт; 28 - Поворотна траверса; 29 - Палець; 30 - Штир; 31 - Натискний гвинт; 32 - Формуючі елементи; 33 - Дистанційні елементи; 34 - Гайка; 35 - Формуючі елементи; 36 - Дистанційні елементи; 37 - Гайка; 38 - Планетарний мотор-редуктор; 39 - Роздавальна шестеренна коробка; 40 - Півмуфта; 41 - Півмуфта; 42 - Фланець; 43 - Отвір; 44 - Отвір; 45 - Фланець; 46 - Отвір; 47 - Отвір; 48 - Фланець; 49 - Болт; 50 - Координатний штифт; 51 - Блок керування; 52 - Рама; 53 - Болт. У конкретному прикладі виконання модуль профілезгинального стану, що заявляється, містить закріплені на єдиній станині чотири профілезгинальні кліті, перша з яких позначена позицією 1 (фіг.1). Станину, на якій закріплено профілезгинальні кліті, виконано із скріплених між собою швелерних прокатних профілів 1 і 2, стінки яких звернені одна до одної. Швелерні прокатні профілі1 і 2 з'єднані між собою двома балками, одна з яких позначена позицією 4 (фіг.2 і 3). Опорні стійки профілезгинальних клітей виконано у вигляді окремих вертикальних стійок, деякі з яких для двох перших профілезгинальних клітей позначені на фіг. 1-3 позиціями 5-9. Вертикальні стійки попарно закріплено на відповідних стінках швелерних прокатних профілів 1 і 2 з використанням базових площадок і болтів у заданих координатними штифтами місцях. Наприклад, вертикальні стійки 5 і 7, що утворюють праву опорну стійку першої профілезгинальної кліті (фіг.1-4), закріпленої на стінці швелерного прокатного профілю 2 з використанням базової площадки 10, болтів 11-14 і координатних штифтів 15-18. Аналогічним образом на стінці швелерного прокатного профілю 3 із використанням базової площадки 19 закріплена пара вертикальних стінок, що утворюють ліву опорну стійку профілезгинальної кліті 1. Так закріплено, наприклад, вертикальну стійку 6, що показана на фіг. 2. Попарно установлені вертикальні стійки кожної профілезгинальної кліті утворюють пази для підшипникових опор. Між попарно установленими вертикальними стійками кожної профілезгинальної кліті встановлено на болтах підшипникові опори відповідно для нижнього і верхнього вала цієї кліті. Так, наприклад, встановлено підшипникові опори 20 і 21 для нижнього вала 22 профілезгинальної кліті 1 і підшипникові опори 23 і 24 для верхньої о вала 25 цієї кліті, що показані на фіг. 2. Під кожною підшипниковою опорою для нижніх валів профілезгинальних клітей на стінках швелерних прокатних профілів 2 і 3 закріплено відповідні опори нижніх валів. На фіг. 3 позицією 26 позначена права опора нижнього вала 22 профілезгинальної кліті 1. Ця опора розташована між вертикальними стійками 5 і 7 і через базову площадку 10 прикріплена болтами 27 до швелерного прокатного профілю 2. Попарно установлені вертикальні стійки кожної профілезгинальної кліті з'єднані між собою поворотними траверсами. На цих траверсах встановлено натискні гвинти для підшипникових опор верхніх валів. Так, наприклад, вертикальні стійки 5 і 7 профілезгинальної кліті 1 з'єднано між собою поворотною траверсою 28, що встановлено на вертикальній стійці 5 з можливістю повороту навколо пальця 29 і зафіксовано у вертикальній стійці 7 швидко знімним штирем 30. На поворотній траверсі 28 установлено натискний гвинт 3 1 для підшипникової опори 23 верхнього вала 25 профілезгинальної кліті 1 (фіг.1 і 2). У підшипникових опорах, що закріплені в кожній профілезгинальної кліті між вертикальними стійками, встановлено верхній і нижній вали з профілювальними валками. У кожній профілезгинальної кліті верхній і нижній профілювальні валки утворені змінними формуючими елементами, які зафіксовано на відповідних валах за допомогою дистанційних елементів і гайки. Так, наприклад, верхній профілювальний валок профілезгинальної кліті 1 утворено змінними формуючими елементами 32, які зафіксовано на верхньому валу 25 профілезгинальної кліті 1 за допомогою дистанційних елементів 33 і гайки 34. Нижній профілювальний валок цієї кліті утворено змінними формуючими елементами 35, які зафіксовано на нижньому валу 22 за допомогою дистанційних елементів 36 і гайки 37. Модуль профілезгинального стану оснащено індивідуальним планетарним мотор-редуктором 38 і кінематично зв'язаної з ним розподільною шестеренною коробкою 39, що за допомогою півмуфт з'єднано з нижніми валами кожної профілезгинальної кліті. Так, наприклад, роздавальну шестеренну коробку 39 з'єднано з нижнім валом 22 профілезгинальної кліті 1 за допомогою півмуфт 40 і 41. Модуль профілезгинального стану оснащено фланцями, закріпленими на кінцях кожного швелерного прокатного профілю. Ці фланці мають отвори, які скоординовано відносно базових поверхонь відповідних базових площадок і призначено для стикування за допомогою болтів модулів між собою чи з іншими пристроями профілезгинального агрегату. Так, на передньому кінці швелерного прокатного профілю 2 закріплено фланець 42 з отворами 43 і 44, які скоординовано відносно базової поверхні базової площадки 10. На передньому кінці швелерного прокатного профілю 3 закріплено фланець 45 з отворами 46 і 47, які скоординовано відносно базової поверхні базової площадки 19. Аналогічні фланці закріплено на задніх кінцях швелерних прокатних профілів 2 і 3, один із яких, позначений позицією 48, показано на фіг. 1. Єдина для всіх профілезгинальних клітей модуля станина утворена швелерними прокатними профілями 2 і 3, які за допомогою болтів і координатних штифтів з'єднано між собою двома балками. Таку балку, що позначена позицією 4, з'єднано зі швелерним прокатним профілем 2 (фіг.2, 3 і 5) за допомогою болтів 49 і координатних шти фтів 50. На швелерному прокатному профілі 2 розташовано блок керування 51 модулем профілезгинального стану (фіг.1). Модуль профілезгинального стану працює так. Профілезгинальний стан з необхідним для виробництва гнутого профілю заданої конфігурації кількістю профілезгинальних клітей складається з одного чи декількох модулів, які закріплені на звареній рамі 52. Окремі модулі стикуються між собою болтами з використанням фланців, закріплених на кінцях швелерних прокатних профілів 2 і 3. Станини модулів фіксуються на рамі 52 болтами 53 (фіг.5). Заго товка із стрічкового матеріалу, що призначена для виготовлення гнутого профілю, послідовно заправляється в кожну профілезгинальну кліть модуля профілезгинального стану. При обертанні зв'язаних із приводом 38 нижніх валів із профілювальними валками заготовка із стрічкового матеріалу послідовно переміщається в калібрах, що утворені формуючими елементами нижніх і верхні х профілювальних валків усі х профілезгинальних клітей модуля профілезгинального стану. У кожному такому калібрі, наприклад, утвореному формуючими елементами 35 і 32 (фіг.2) здійснюється підгинання елементів гнутого профілю на задані кути. Після послідовного підгинання елементів гнутого профілю у всі х профілезгинальних клітях модуля профілезгинального стану одержують гнутий профіль заданої конфігурації, який потім розрізають на мірні довжини. Пристрій для різки гнутих профілів на мірні довжини може бути встановлений і між модулями профілезгинального стану з використанням фланців, закріплених на кінцях швелерних прокатних профілів 2 і 3. При необхідності виробляти гнутий профіль іншого типорозміру чи нової конфігурації переналагодження модуля профілезгинального стану здійснюється дуже просто. Поворотні траверси на всіх профілезгинальних клітях модуля профілезгинального стану повертають у неробоче положення, при якому відкривається доступ до верхніх і нижніх профілювальних валків із змінними формуючими елементами. Верхній і нижній профілювальні валки разом з підшипниковими опорами послідовно виймають із профілезгинальних клітей. Після заміни формуючих елементів зборка профілезгинальних клітей здійснюється в зворотному порядку. Наприклад, для виймання профілювальних валків із профілезгинальної кліті 1 (фіг.1-2) на кожній опорній стійці послабляють натискний гвинт 31, витягають штир 30 і повертають у неробоче положення поворотну траверсу 28. Потім відкручують болти, якими до вертикальних стійок кріпляться підшипникові опори 20, 21, 23 і 24, відповідно нижнього і верхнього вала профілезгинальної кліті. Після цього, попередньо від'єднав півмуфту 41, виймають верхній і нижній вали профілезгинальної кліті з установленими на них змінними формуючими елементами 32 і 35. Для заміни формуючих елементів, наприклад, на верхньому профілювальному валку, знімають знімну підшипникову опору 24, відкручують гайку 34, знімають дистанційні елементи 33 і формуючі елементи 32. Установивши нові формуючі елементи, зборку профілезгинальних клітей кожного модуля профілезгинального стану здійснюють у зворотному порядку відповідно до карти налагодження. При цьому можна використовувати профілювальні валки із заздалегідь укомплектованими формуючими елементами, необхідними для виробництва гнутого профілю нової конфігурації. Так при використанні об'єкта, що заявляється, забезпечується досягнення технічного результату, що полягає в спрощенні переналагодження і підвищенні продуктивності при виробництві гнутих профілів різноманітного асортименту, особливо профілів відносно малих розмірів і профілів, що вип ускаються малими партіями.
ДивитисяДодаткова інформація
Автори англійськоюPyvovar Viktor Semenovych, Khalin Mykola Ivanovych
Автори російськоюПивовар Виктор Семенович, Халин Николай Иванович
МПК / Мітки
МПК: B21D 5/06
Мітки: стану, профілезгинального, модуль
Код посилання
<a href="https://ua.patents.su/7-2806-modul-profilezginalnogo-stanu.html" target="_blank" rel="follow" title="База патентів України">Модуль профілезгинального стану</a>
Робоча кліть профілезгинального стану
Номер патенту: 54186
Опубліковано: 17.02.2003
Автори: Левченко Володимир Миколайович, Ахлестін Олександр Володимирович
МПК: B21D 5/06
Мітки: стану, профілезгинального, робоча, кліть
Формула / Реферат:
Спосіб виробництва м'ясного фаршу з морськими водоростями фукусами, що передбачає подрібнення м'ясної сировини, перемішування, фасування, який відрізняється тим, що при приготуванні м'ясного фаршу на стадії перемішування додають морські водорості фукуси у кількості 2% до загальної маси фаршу, попередньо їх замочивши у воді у співвідношенні 1:3.
Модульний профілезгинальний стан
Номер патенту: 2802
Опубліковано: 16.08.2004
Автор: Пивовар Віктор Семенович
МПК: B21D 5/06
Мітки: модульний, профілезгинальний, стан
Формула / Реферат:
1. Модульний профілезгинальний стан, що містить ряд профілезгинальних клітей з верхніми і нижніми профілювальними валками, який відрізняється тим, що профілезгинальний стан складений з модулів, кожний з яких містить станину, на якій закріплено від двох до восьми профілезгинальних клітей, причому кожен модуль оснащено індивідуальним приводом і роздавальною шестеренною коробкою для з'єднання приводу з нижніми профілювальними валками кожної...
Модульний профілезгинальний агрегат
Номер патенту: 2805
Опубліковано: 16.08.2004
Автор: Пивовар Віктор Семенович
МПК: B21D 5/06
Мітки: модульний, профілезгинальний, агрегат
Формула / Реферат:
1. Модульний профілезгинальний агрегат, що містить розмотувач рулонної заготовки, профілезгинальний стан, утворений послідовно встановленими профілезгинальними клітями з верхніми і нижніми профілювальними валками, і пристрій для поділу профілів на мірні довжини, який відрізняється тим, що профілезгинальний стан скомпонований з модулів, кожний з яких містить станину і закріплені на ній від двох до восьми профілезгинальних клітей, причому...
Модульний профілезгинальний комплекс
Номер патенту: 2803
Опубліковано: 16.08.2004
Автор: Пивовар Віктор Семенович
МПК: B21D 5/06
Мітки: модульний, комплекс, профілезгинальний
Формула / Реферат:
1. Модульний профілезгинальний комплекс, що містить профілезгинальний агрегат, який включає розмотувач рулонної заготовки, профілезгинальний стан, утворений послідовно встановленими профілезгинальними клітями з верхніми і нижніми профілювальними валками, і пристрій для поділу профілів на мірні довжини, який відрізняється тим, що комплекс оснащено щонайменше одним додатковим профілезгинальним станом, котрий розташовано поруч із...
Спосіб виробництва гнутих профілів
Номер патенту: 39549
Опубліковано: 15.06.2001
Автори: Гринавцев Олег Валерійович, Кобиляков Денис Анатолійович
МПК: B21D 5/08
Мітки: спосіб, гнутих, виробництва, профілів
Формула / Реферат:
Спосіб виробництва гнутих профілів, що включає поступове надання плоскій заготівці необхідної конфігурації поперечного перерізу при послідовному проходженні через двовалкові кліті профілезагинального агрегата, який відрізняється тим, що надання кінцевої конфігурації заготівці виконують в двох універсальних чотиривалкових зинальних калібрах.
Попередній патент: Модульний профілезгинальний агрегат
Наступний патент: Верхня опора інформаційного елемента демонстраційної установки
Випадковий патент: Спіральний кабель управління рухомих відносно одна одної частин транспортних засобів