Модульний профілезгинальний комплекс
Формула / Реферат
1. Модульний профілезгинальний комплекс, що містить профілезгинальний агрегат, який включає розмотувач рулонної заготовки, профілезгинальний стан, утворений послідовно встановленими профілезгинальними клітями з верхніми і нижніми профілювальними валками, і пристрій для поділу профілів на мірні довжини, який відрізняється тим, що комплекс оснащено щонайменше одним додатковим профілезгинальним станом, котрий розташовано поруч із профілезгинальним агрегатом, при цьому профілезгинальний стан профілезгинального агрегату і додатковий профілезгинальний стан складені зі взаємозамінних профілезгинальних модулів, кожний з яких містить станину і закріплені на ній від двох до восьми профілезгинальних клітей, причому кожен профілезгинальний модуль оснащено індивідуальним приводом і роздавальною шестеренною коробкою для з'єднання з нижніми профілювальними валками кожної профілезгинальної кліті, що входить до складу даного профілезгинального модуля, при цьому профілезгинальні модулі і пристрій для поділу профілів на мірні довжини оснащено елементами для скріплення профілезгинальних модулів між собою і з пристроєм для поділу профілів на мірні довжини.
2. Модульний профілезгинальний комплекс за п. 1, який відрізняється тим, що кожний профілезгинальний модуль містить переважно чотири профілезгинальні кліті.
3. Модульний профілезгинальний комплекс за п. 1 або п. 2, який відрізняється тим, що в кожному профілезгинальному модулі роздавальна шестеренна коробка з'єднана з приводом через ланцюгову передачу.
4. Модульний профілезгинальний комплекс за кожним із пп. 1-3, який відрізняється тим, що він оснащений правильною машиною, яку розташовано в профілезгинальному агрегаті за останнім профілезгинальним модулем по ходу переміщення заготовки і оснащено елементами для скріплення з профілезгинальним модулем.
5. Модульний профілезгинальний комплекс за кожним із пп. 1-4, який відрізняється тим, що пристрій для поділу профілів на мірні довжини розташовано в профілезгинальному агрегаті перед першим профілезгинальним модулем по ходу переміщення заготовки.
6. Модульний профілезгинальний комплекс за кожним із пп. 1-4, який відрізняється тим, що пристрій для поділу профілів на мірні довжини розташовано в профілезгинальному агрегаті перед останнім профілезгинальним модулем по ходу переміщення заготовки.
7. Модульний профілезгинальний комплекс за кожним із пп. 1-3, який відрізняється тим, що пристрій для поділу профілів на мірні довжини розташовано в профілезгинальному агрегаті за останнім профілезгинальним модулем по ходу переміщення заготовки.
8. Модульний профілезгинальний комплекс за п. 4, який відрізняється тим, що пристрій для поділу профілів на мірні довжини розташовано в профілезгинальному агрегаті по ходу переміщення заготовки за правильною машиною, яка оснащена елементами для скріплення з цим пристроєм.
Текст
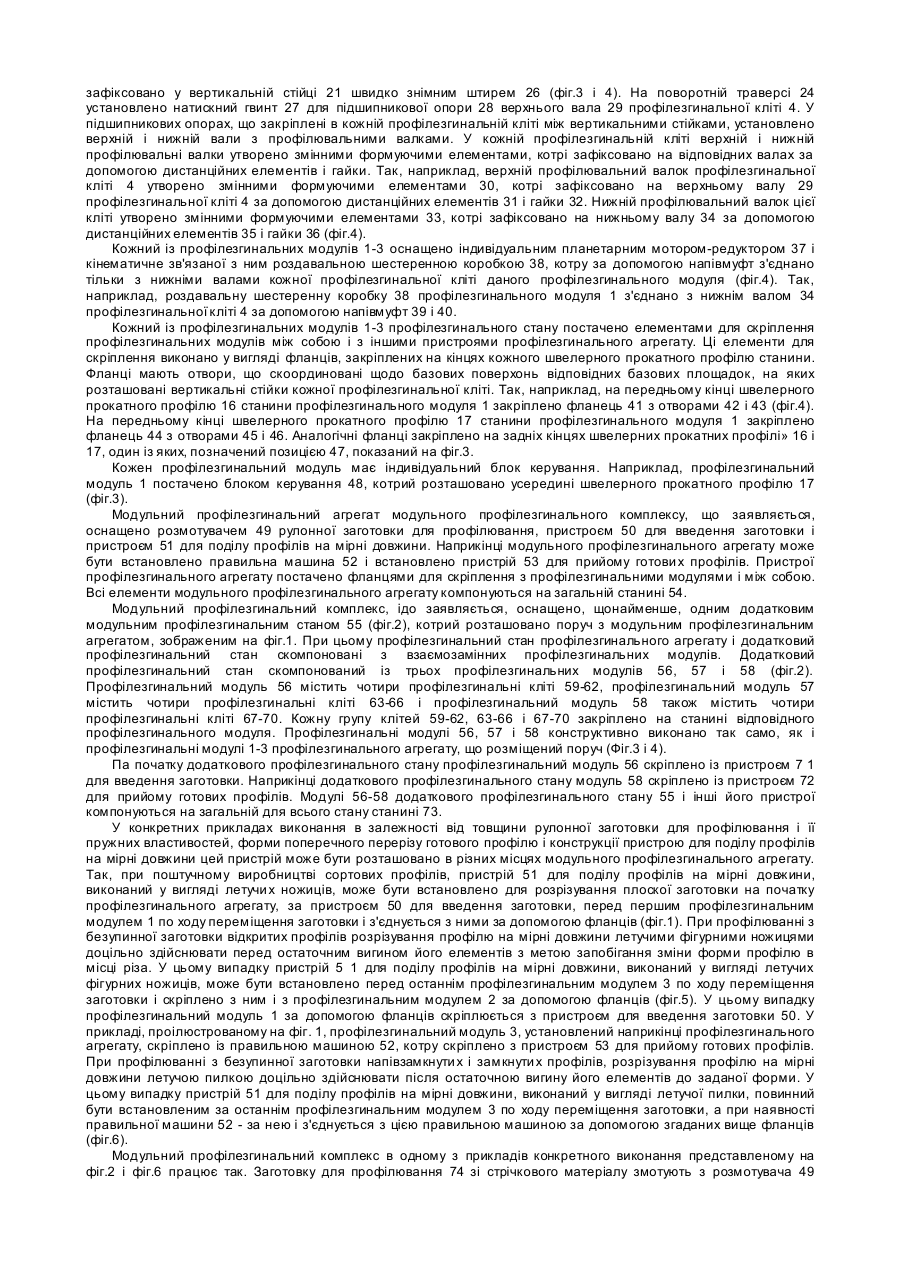
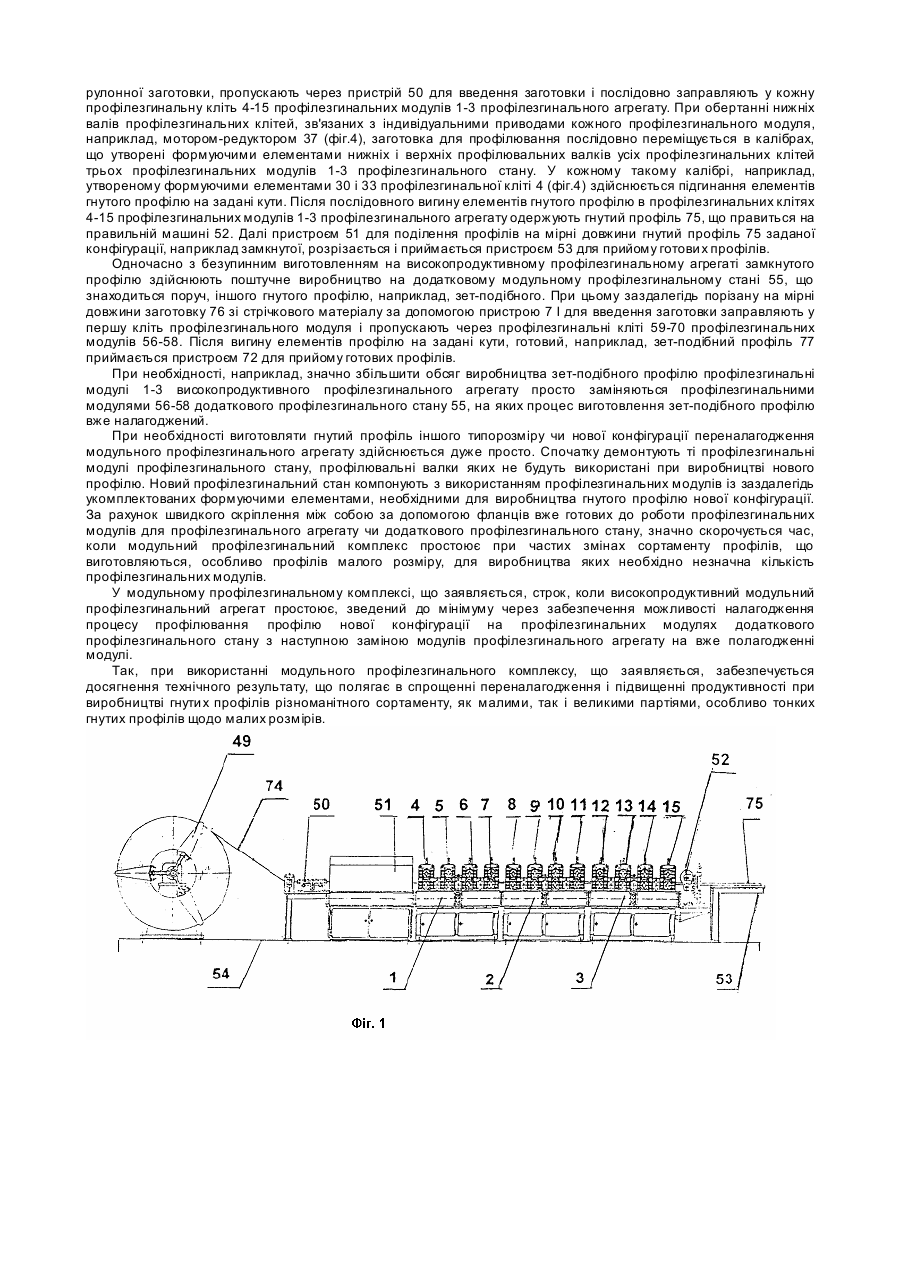
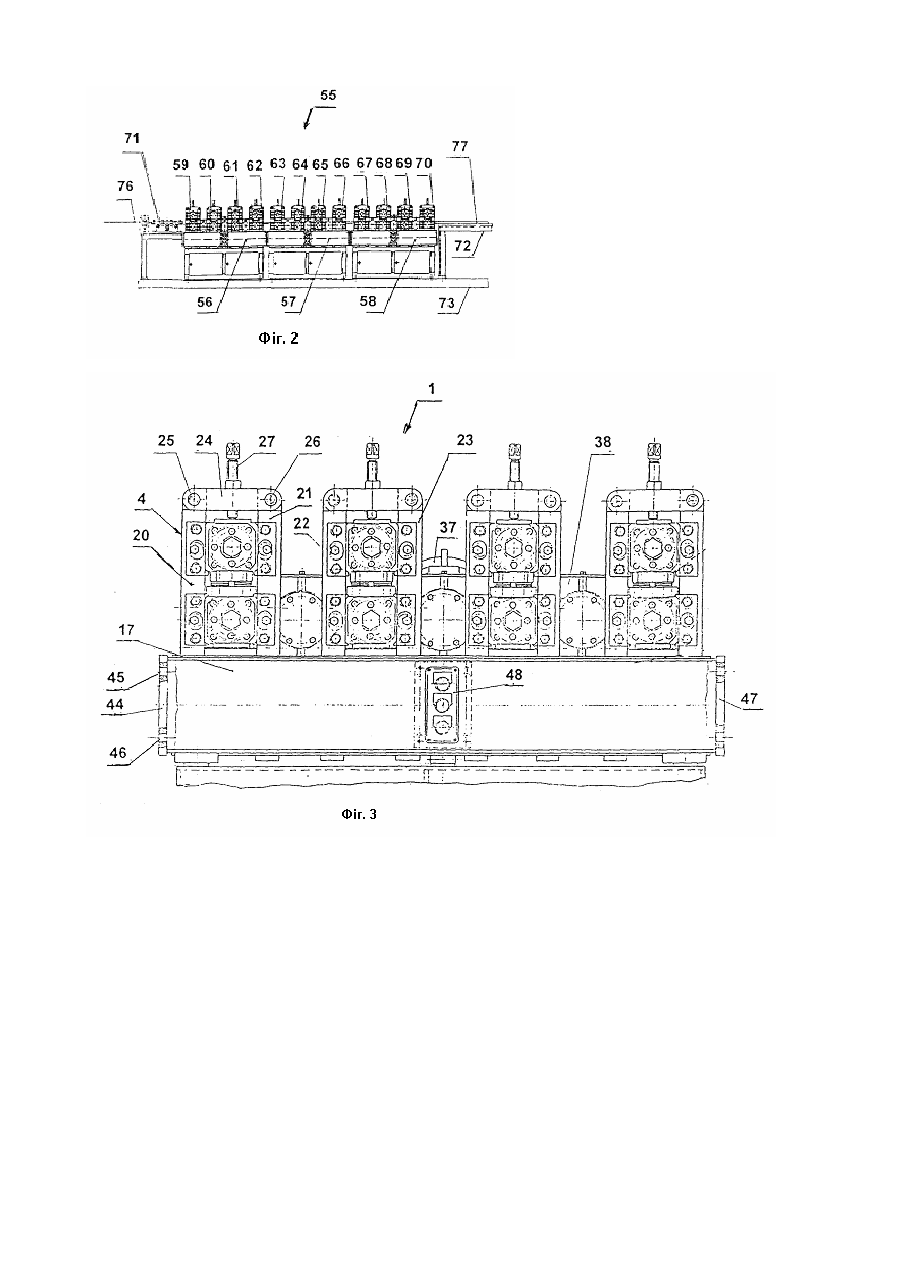
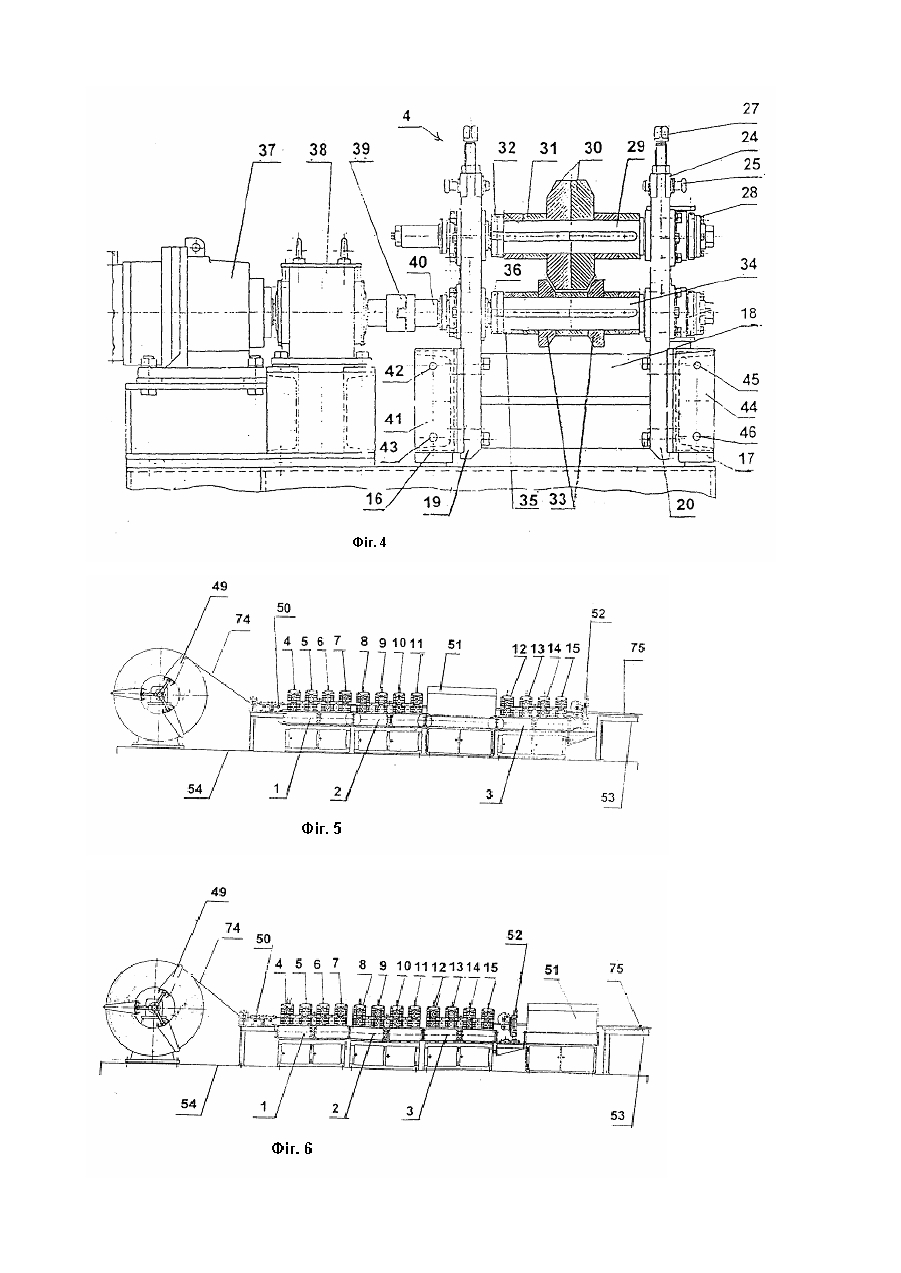
Об'єкт, що заявляється, відноситься до устаткування для обробки металів тиском, зокрема до устаткування для виробництва гнути х профілів і може бути використаний при виробництві гнути х профілів різноманітної конфігурації зі смугового чи стрічкового матеріалу. Відомий профілезгинальний стан, переважно середнього типу, що містить станину, на якій закріплено ряд профілезгинальних клітей з верхніми і нижніми валами з профілювальними валками. Верхні і нижні вали кожної профілезгинальної кліті приводяться в протилежне обертання від єдиного для профілезгинального стану приводу. Для розширення технологічних можливостей і спрощення зміни профілювальних валків при переналагодженні одну з опорних стійок кожної профілезгинальної кліті виконано рухомою у горизонтальній площині, а вали профілезгинальних клітей виконані складеними рознімними [див. опис винаходу до патенту України №19872, МПК В21D5/06, 25.12.97, Бюл. №6]. У об'єкта, що заявляється, і аналога збігаються наступні суттєві ознаки: профілезгинальні стани містять ряд профілезгинальних клітей з верхніми і нижніми профілювальними валками. Одержанню очікуваного технічного результату при використанні аналога перешкоджають такі причини. При утворенні профілезгинального стану відомої конструкції, як профілезгинальний модуль, використовується одна профілезгинальна кліть складної конструкції. У результаті складним в експлуатації виходить весь стан, утворений відносно великою кількістю цих клітей, розрахованих на виробництво гнутого профілю самої складної конфігурації. Через це у відомому профілезгинальному стані ускладнена перевалка профілювальних валків і переналагодження профілезгинальних клітей і всього профілезгинального стану в цілому при частій зміні форми чи типорозміру гнутого профілю, для виробництва якого необхідна нова кількість профілезгинальних клітей. При переналагодженні профілезгинальних клітей і налагодженні технології виробництва гнутого профілю нової конфігурації профілезгинальний стан відомої конструкції простоює. Це приводить до зниження продуктивності при виробництві на одному стані гнути х профілів різноманітного сортаменту, особливо, профілів щодо малих розмірів, вироблених малими партіями. Крім того, наявність загального для всього профілезгинального стану приводу, що зв'язаний із профілювальними валками численних профілезгинальних клітей через шпинделі і шестеренні кліті, приводить до великих витрат електроенергії при виробництві гнути х профілів простої конфігурації, для виробництва яких досить декількох профілезгинальних клітей. Найбільш близьким по сукупності ознак до об'єкта, що заявляється, є обраний, як прототип, профілезгинальний агрегат, що містить розмотувач р улонної заготовки, правильний пристрій, відрізний пристрій, стикозварювальну машину, профілезгинальний стан, правильну машину і пристрій для поділу профілів на мірні довжини. Профілезгинальний стан утворений послідовно встановленими на загальній станині профілезгинальними клітями з верхніми і нижніми профілювальними валками. Кожна профілезгинальна кліть має литі опорні стійки і встановлені в них на підшипникових опорах верхній і нижній вали з профілювальними валками. Профілювальні валки виконано з дискових формуючи х елементів і приводяться в обертання від загального для профілезгинального стану приводу, що зв'язаний з валками профілезгинальних клітей через шпинделі і шестеренні кліті. У залежності від форми і типорозміру гнути х профілів, що виробляються, профілезгинальний стан може містити 20-30 профілезгинальних клітей. Кожну таку профілезгинальну кліть можна розглядати як профілезгинальний модуль профілезгинального стану. У прототипі розмотувач р улонної заготовки, правильний пристрій, відрізний пристрій і стикозварювальна машина закріплено на загальній рамі, котру установлено з можливістю поперечного переміщення щодо осі профілезгинального стану. Видалення при необхідності зі складу профілезгинального агрегату частини устаткування його вхідної частини для забезпечення вільного доступу до першої профілезгинальної кліті дозволяє розширити сортамент профілів, що виготовляються, за рахунок поштучного виробництва замкнутих профілів із заздалегідь виготовлених зварених труб. Високопродуктивні профілезгинальні агрегати через складність переналагодження, як правило, призначені для виробництва гнутих профілів великими партіями [див. опис винаходу до патенту Російської Федерації №2088357, МПК В21D5/06, 1997]. У об'єкта, що заявляється, і прототипу збігаються наступні суттєві ознаки: профілезгинальні агрегати містять розмотувач рулонної заготовки, профілезгинальний стан, утворений послідовно встановленими профілезгинальними клітями з верхніми і нижніми профілювальними валками, і пристрій для поділу профілів на мірні довжини. Одержанню очікуваного технічного результату при використанні прототипу перешкоджають наступні причини. Через складну конструкцію профілезгинального стану в цілому, утвореному профілезгинальними клітями но відомим з рівня техніки принципам відносно великою кількістю (20-30) цих клітей, розрахованих на виробництво профілю дуже складної конфігурації, через наявність загального для профілезгинального стану приводу, що зв'язаний з валками численних профілезгинальних клітей через шпинделі і шестеренні кліті, ускладнене переналагодження профілезгинальних клітей і всього профілезгинального агрегату в цілому при частих змінах сортаменту гнутих профілів. У процесі послідовної тривалої перевалки всіх профілезгинальних клітей і налагодження технології виробництва гнутого профілю нової конфігурації профілезгинальний агрегат відомої конструкції простоює. Це приводить до зниження продуктивності при забезпеченні виробництва на одному профілезгинальному агрегаті гн ути х профілів різноманітного сортаменту, для виготовлення яких необхідно налагоджувати щораз різну кількість профілезгинальних клітей. Особливо сильно ці недоліки прототипу виявляються при виготовленні малими партіями гнутих профілів щодо малих розмірів, коли профілезгинальний агрегат більше часу простоює на переналагодженні, чим працює. Крім того, наявність загального для всього профілезгинального стану приводу, що через шпинделі і шестеренні кліті зв'язаний з верхніми і нижніми валками численних профілезгинальних клітей, що можуть утворити профілезгинальний стан для виробництва гнутого профілю самої складної конфігурації, приводить до великих витрат електроенергії при виробництві тонких гн ути х профілів простої конфігурації, для виробництва яких досить декількох профілезгинальних клітей. В основу об'єкта, що заявляється, поставлено задачу створити такий профілезгинальний модульний профілезгинальний комплекс, у якому удосконалення шляхом зміни розташування елементів, уведення нових елементів і зміни форми виконання елементів, дозволило б при використанні цього об'єкта забезпечити досягнення технічного результату, що полягає в спрощенні переналагодження і підвищенні продуктивності при виробництві гнути х профілів різноманітного сортаменту як великими, так і малими партіями. Модульний профілезгинальний комплекс, що заявляється, містить профілезгинальний агрегат, який включає розмотувач рулонної заготовки, профілезгинальний стан, утворений послідовно встановленими профілезгинальними клітями з верхніми і нижніми профілювальними валками, і пристрій для поділу профілів на мірні довжини. Модульний профілезгинальний комплекс оснащений, щонайменше, одним додатковим профілезгинальним станом, котрий розташовано поруч із профілезгинальним агрегатом. При цьому профілезгинальний стан профілезгинального агрегату і додатковий профілезгинальний стан складений з окремих взаємозамінних профілезгинальних модулів. Кожен профілезгинальний модуль містить с танину і закріплені на ній від двох до восьми профілезгинальних клітей. Причому кожен профілезгинальний модуль оснащено індивідуальним приводом і роздавальною шестеренною коробкою для з'єднання з нижніми профілювальними валками кожної профілезгинальної кліті, що входить до складу даного профілезгинального модуля. При цьому профілезгинальні модулі і пристрій для поділу профілів па мірні довжини оснащено елементами для скріплення профілезгинальних модулів між собою і з пристроєм для поділу профілів на мірні довжини. Як такі елементи для скріплення можуть бути використані фланці. Переважно, щоб кожен профілезгинальний модуль містив чотири профілезгинальні кліті, і щоб у кожному профілезгинальному модулі роздавальна шестеренна коробка була з'єднана з приводом через ланцюгову передачу. Кількість додаткових профілезгинальних станів в одному модульному профілезгинальному комплексі і кількість профілезгинальних модулів у кожному профілезгинальному стані даного комплексу визначається з умов забезпечення одночасного виробництва гнутих профілів заданого сортаменту. При необхідності правки гнути х профілів складної конфігурації модульний профілезгинальний комплекс доцільно оснастити правильною машиною, котру треба встановити у профілезгинальному агрегаті за останнім профілезгинальним модулем по ходу переміщення заготовки. Правильну машину постачено елементами для скріплення із сусіднім профілезгинальним модулем та з пристроєм для поділу профілів на мірні довжини. У залежності від товщини рулонної заготовки, форми поперечного переріза готового гнутого профілю і конструкції пристрою для поділу профілів на мірні довжини цей пристрій може бути розташовано: - на початку профілезгинального агрегату перед першим профілезгинальним модулем по ходу переміщення заготовки для розрізування плоскої заготовки на мірні довжини; - перед останнім профілезгинальним модулем профілезгинального агрегату по ходу переміщення заготовки для розрізування профілю на мірні довжини перед остаточним вигином його елементів; - за останнім профілезгинальним модулем профілезгинального агрегату по ходу переміщення заготовки для розрізування профілю на мірні довжини після остаточного вигину його елементів; - за правильною машиною профілезгинального агрегату по ходу переміщення заготовки для розрізування на мірні довжини профілю після його правки. В окремому випадку виконання кожна профілезгинальна кліть профілезгинального модуля містить опорні стійки і встановлені в них на підшипникових опорах верхній і нижній вали з профілювальними валками. Станину кожного профілезгинального модуля виконано зі скріплених між собою швелерних прокатних профілів, стінки яких звернені одна до одної. Як такі профілі можуть бути використані двотаврові чи швелерні профілі. Кожну опорну стійку профілезгинальної кліті виконано у вигляді окремих вертикальних стійок, котрі закріплено на відповідних стінках прокатних профілів у заданому координатними штифтами місці з утворенням пазів для підшипникових опор. Опорні стійки з'єднано між собою поворотними траверсами, на яких установлено натискні гвинти для підшипникових опор верхніх валів. При використанні модульного профілезгинального комплексу, що заявляється, очікується досягнення технічного результату, що полягає в спрощенні переналагодження і підвищенні продуктивності при виробництві гнутих профілів різноманітного сортаменту як великими, так і малими партіями. Крім того, при використанні модульного профілезгинального комплексу очікується також досягнення додаткового технічного результату, що полягає в зниженні витрат електроенергії при виробництві тонких гнутих профілів простої конфігурації, для виготовлення яких необхідна невелика кількість профілезгинальних клітей. Між сукупністю суттєви х ознак модульного профілезгинального комплексу, що заявляється, і технічним результатом, що досягається, існує наступний причинно-наслідковий зв'язок. Об'єднання високопродуктивного профілезгинального агрегату і розташованого поруч додаткового профілезгинального стану в єдиний профілезгинальний комплекс, у якому профілезгинальний стан профілезгинального агрегату і додатковий профілезгинальний стан скомпоновані з окремих взаємозамінних профілезгинальних модулів, які містять переважно чотири профілезгинальні кліті, що закріплені на станині профілезгинального модуля, постачання кожного профілезгинального модуля індивідуальним приводом і елементами для скріплення профілезгинальних модулів між собою і з іншими пристроями профілезгинального агрегату, забезпечує профілезгинальному комплексу, скомпонованому з таких профілезгинальних модулів, нові можливості. Один такий профілезгинальний модуль у профілезгинальному агрегаті і такий же профілезгинальний модуль у додатковому профілезгинальному стані можуть бути використані як, наприклад, два 4-х клітєви х профілезгинальних стана для виробництва різних гнутих профілів не складної форми, наприклад, з одним місцем вигину, таких як рівнополочні чи ні рівнополочні кутові гн уті профілі. Профілезгинальний стан профілезгинального агрегату чи додатковий профілезгинальний стан, що утворені двома скріпленими профілезгинальними модулями, можуть бути використані кожний для виробництва різних гнути х профілів із двома місцями вигину, наприклад, швелерних чи зет-подібних гнутих профілів. Профілезгинальні стани, скомпоновані з трьох скріплених профілезгинальних модулів, можуть бути одночасно використані для виробництва коритних, зет-подібних чи замкнутих не зварених гнутих профілів. Використання профілезгинальних станів, скомпонованих з чотирьох, п'яти чи шести профілезгинальних модулів, доцільно при виробництві гнутих профілів складної конфігурації, наприклад, сортових гн ути х профілів з гофрами й елементами подвійної товщини, гофрованих листових гн ути х профілів. Кількість додаткових профілезгинальних станів в одному модульному профілезгинальному комплексі і різна кількість профілезгинальних модулів у кожному профілезгинальному стані даного комплексу визначається з необхідності одночасного виробництва гнутих профілів різноманітного сортаменту і необхідних обсягів виробництва. Таким чином, маючи в наявності невелику кількість профілезгинальних модулів із загальною кількістю профілезгинальних клітей такою же, як і в профілезгинальному агрегаті, відомому з рівня техніки, можна забезпечити для об'єднаних у комплекс високопродуктивного модульного профілезгинального агрегату і додаткового модульного профілезгинального стану виробництво гнути х профілів різноманітного сортаменту як великими, так і малими партіями, використовуючи одночасно не всі профілезгинальні кліті, а тільки необхідні профілезгинальні модулі. При зміні типорозміру чи форми гнутого профілю переналагоджують тільки ті профілезгинальні модулі, що необхідні для виробництва нового профілю. Такі профілезгинальні модулі можна заздалегідь укомплектувати необхідними профільними елементами і при переході на виробництво нового профілю необхідно просто замінити старі профілезгинальні модулі на нові чи скомпонувати з них, наприклад, новий додатковий профілезгинальний стан. При цьому вільні профілезгинальні модулі можна використовувати для компонування додаткового профілезгинального стану для здійснення поштучного виробництва гнутого профілю іншої форми, наприклад, замкнутого профілю із заздалегідь виготовленої звареної труби як у прототипі. При необхідності виробництва нового гнутого профілю у великих обсягах на високопродуктивному профілезгинальному агрегаті модульного профілезгинального комплексу, що заявляється, необхідне переналагодження задіяних профілезгинальних модулів і налагодження процесу профілювання здійснюють спочатку на додатковому профілезгинальному стані цього комплексу, не зупиняючи високопродуктивний профілезгинальний агрегат. Після налагодження процесу профілювання нового гнутого профілю на додатковому профілезгинальному стані, задіяні профілезгинальні модулі просто переставляють у профілезгинальний стан профілезгинального агрегату. Модульний профілезгинальний агрегат і додатковий модульний профілезгинальний стан, що скомпоновані із взаємозамінних профілезгинальних модулів, повинні бути розташовані поруч для спрощення взаємного переміщення профілезгинальних модулів при переналагодженні. Усе це істотно підвищує продуктивність, особливо, при частій зміні сортаменту гнутих профілів, що виробляються як малими, так і великими партіями. Крім того, при виробництві тонких гнути х профілів простої конфігурації суттєво знижуються витрати електроенергії, тому що використовується не загальний дуже могутній електропривод для всього профілезгинального стану, розрахованого на виробництво гнутих профілів складної конфігурації, а тільки індивідуальний, відносно малопотужний, електропривод того профілезгинального модуля, що задіяний при виробництві даного гнутого профілю простої конфігурації. У ряді випадків, з'єднання в профілезгинальному модулі роздавальної шестеренної коробки з приводом через ланцюгову передачу дозволяє зробити профілезгинальний модуль і, отже, модульний профілезгинальний стан у цілому, більш компактним за рахунок більш доцільного вибору місця розташування приводу щодо профілезгинальних клітей. Таке компонування профілезгинального модуля особливо доцільно, коли, як привод, необхідно використовувати, наприклад, планетарний мотор-редуктор. Суть модульного профілезгинального комплексу, що заявляється, пояснюється графічними матеріалами, на яких зображено: на фіг.1 - фронтальний вид на модульний профілезгинальний агрегат модульного профілезгинального комплексу; на фіг.2 - фронтальний вид на додатковий модульний профілезгинальний стан модульного профілезгинального комплексу; на фіг.3 - фронтальний вид на профілезгинальний модуль; на фіг.4 - вид збоку на профілезгинальний модуль. на фіг.5 - фронтальний вид на модульний профілезгинальний агрегат, у якому пристрій для поділу профілів па мірні довжини встановлено перед останнім профілезгинальним модулем по ходу переміщення заготовки; на фіг.6 - фронтальний вид па модульний профілезгинальний агрегат, у якому пристрій для поділу профілів па мірні довжини встановлено за правильною машиною після останнього профілезгинального модуля по ходу переміщення заготовки; На графічних матеріалах проставлені наступні позначення: 1 - Профілезгинальний модуль; 2 - Профілезгинальний модуль; 3 - Профілезгинальний модуль; 4 - Профілезгинальна кліть; 5 - Профілезгинальна кліть; 6 - Профілезгинальна кліть; 7 - Профілезгинальна кліть; 8- Вертикальна стійка; 9 - Вертикальна стійка; 10 - Профілезгинальна кліть; 11 - Профілезгинальна кліть; 12 - Профілезгинальна кліть; 13 - Профілезгинальна кліть; 14 - Профілезгинальна кліть; 15 - Профілезгинальна кліть; 16 - Швелерний прокатний профіль; 17 - Швелерний прокатний профіль; 18 - Балка; 19 - Вертикальна стійка; 20 - Вертикальна стійка; 21 - Вертикальна стійка; 22 - Вертикальна стійка; 23 - Вертикальна стійка; 24 - Поворотна траверса; 25 - Палець; 26 - Штир; 27 - Натискний гвинт; 28 - Підшипникова опора; 29 - Верхній вал; 30 - Формуючі елементи; 31 - Дистанційні елементи; 32 - Гайка; 33 - Формуючі елементи; 34 - Нижній вал; 35 - Дистанційні елементи; 36 - Гайка; 37 - Планетарний мотор-редуктор; 38 - Роздавальна шестеренна коробка; 39 - Напівмуфта; 40 - Напівмуфта; 41 - Фланець; 42 - Отвір; 43 - Отвір; 44 - Фланець; 45 - Отвір; 46 - Отвір; 47 - Фланець; 48 - Блок керування; 49 - Розмотувач р улонної заготовки; 50 - Пристрій для введення заготовки; 51 - Пристрій для поділу профілів на мірні довжини; 52 - Правильна машина; 53 - Пристрій для прийому готови х профілів; 54 - Станина; 55 - Додатковий профілезгинальний стан; 56 - Профілезгинальний модуль; 57 - Профілезгинальний модуль; 58 - Профілезгинальний модуль; 59 - Профілезгинальна кліть; 60 - Профілезгинальна кліть; 61 - Профілезгинальна кліть; 62 - Профілезгинальна кліть; 63 - Профілезгинальна кліть; 64 - Профілезгинальна кліть; 65 - Профілезгинальна кліть; 66 - Профілезгинальна кліть; 67 - Профілезгинальна кліть; 68 - Профілезгинальна кліть; 69 - Профілезгинальна кліть, 70 - Профілезгинальна кліть; 71 - Пристрій для введення заготовки; 72 - Пристрій для прийому готови х профілів; 73 - Станина; 74 - Заготовка для профілювання; 75 - Профіль; 76 - Заготовка для профілювання; 77 - Профіль. У конкретних прикладах виконання модульний профілезгинальний комплекс, що заявляється, містить модульний профілезгинальний агрегат, який складений із трьох профілезгинальних модулів 1, 2 і 3 (фіг.1, 5 і 6). Профілезгинальний модуль і містить чотири профілезгинальні кліті 4-7, профілезгинальний модуль 2 містить чотири профілезгинальні кліті 8-1 1 і профілезгинальний модуль 3 також містить чотири профілезгинальні кліті 1215. Кожну групу клітей 4-7, 8-11 і 12-15 закріплено на станині відповідного профілезгинального модуля 1, 2 і 3. Станина кожного профілезгинального модуля, на якій закріплені профілезгинальні кліті, виконано зі скріплених між собою швелерних прокатних профілів, наприклад, 16 і 17, стінки яких звернені одна до одної. Швелерні прокатні профілі 16 і 17 з'єднано між собою двома балками, одну з яких на фіг.4 позначено позицією 18. Опорні стійки всіх профілезгинальних клітей виконано у вигляді окремих вертикальних стійок, деякі з яких для двох перших профілезгинальних клітей 4 і 5 профілезгинального модуля 1 позначено на фіг.3 і 4 позиціями 19-23. Вертикальні стійки попарно закріплено на відповідних стінках швелерних прокатних профілів 16 і 17 з використанням базових площадок і болтів у заданому координатними штифтами місцях. Попарно установлені вертикальні стійки кожної профілезгинальної кліті з'єднано між собою поворотними траверсами. На цих траверсах установлено натискні гвинти для підшипникових опор верхніх валів. Так, наприклад, вертикальні стійки 19 і 20 профілезгинальної кліті 4 профілезгинального модуля і з'єднано між собою поворотною траверсою 24, котру закріплено на вертикальній стійці 20 з можливістю повороту навколо пальця 25 і зафіксовано у вертикальній стійці 21 швидко знімним штирем 26 (фіг.3 і 4). На поворотній траверсі 24 установлено натискний гвинт 27 для підшипникової опори 28 верхнього вала 29 профілезгинальної кліті 4. У підшипникових опорах, що закріплені в кожній профілезгинальній кліті між вертикальними стійками, установлено верхній і нижній вали з профілювальними валками. У кожній профілезгинальній кліті верхній і нижній профілювальні валки утворено змінними формуючими елементами, котрі зафіксовано на відповідних валах за допомогою дистанційних елементів і гайки. Так, наприклад, верхній профілювальний валок профілезгинальної кліті 4 утворено змінними формуючими елементами 30, котрі зафіксовано на верхньому валу 29 профілезгинальної кліті 4 за допомогою дистанційних елементів 31 і гайки 32. Нижній профілювальний валок цієї кліті утворено змінними формуючими елементами 33, котрі зафіксовано на нижньому валу 34 за допомогою дистанційних елементів 35 і гайки 36 (фіг.4). Кожний із профілезгинальних модулів 1-3 оснащено індивідуальним планетарним мотором-редуктором 37 і кінематичне зв'язаної з ним роздавальною шестеренною коробкою 38, котру за допомогою напівмуфт з'єднано тільки з нижніми валами кожної профілезгинальної кліті даного профілезгинального модуля (фіг.4). Так, наприклад, роздавальну шестеренну коробку 38 профілезгинального модуля 1 з'єднано з нижнім валом 34 профілезгинальної кліті 4 за допомогою напівмуфт 39 і 40. Кожний із профілезгинальних модулів 1-3 профілезгинального стану постачено елементами для скріплення профілезгинальних модулів між собою і з іншими пристроями профілезгинального агрегату. Ці елементи для скріплення виконано у вигляді фланців, закріплених на кінцях кожного швелерного прокатного профілю станини. Фланці мають отвори, що скоординовані щодо базових поверхонь відповідних базових площадок, на яких розташовані вертикальні стійки кожної профілезгинальної кліті. Так, наприклад, на передньому кінці швелерного прокатного профілю 16 станини профілезгинального модуля 1 закріплено фланець 41 з отворами 42 і 43 (фіг.4). На передньому кінці швелерного прокатного профілю 17 станини профілезгинального модуля 1 закріплено фланець 44 з отворами 45 і 46. Аналогічні фланці закріплено на задніх кінцях швелерних прокатних профілі» 16 і 17, один із яких, позначений позицією 47, показаний на фіг.3. Кожен профілезгинальний модуль має індивідуальний блок керування. Наприклад, профілезгинальний модуль 1 постачено блоком керування 48, котрий розташовано усередині швелерного прокатного профілю 17 (фіг.3). Модульний профілезгинальний агрегат модульного профілезгинального комплексу, що заявляється, оснащено розмотувачем 49 рулонної заготовки для профілювання, пристроєм 50 для введення заготовки і пристроєм 51 для поділу профілів на мірні довжини. Наприкінці модульного профілезгинального агрегату може бути встановлено правильна машина 52 і встановлено пристрій 53 для прийому готови х профілів. Пристрої профілезгинального агрегату постачено фланцями для скріплення з профілезгинальними модулями і між собою. Всі елементи модульного профілезгинального агрегату компонуються на загальній станині 54. Модульний профілезгинальний комплекс, ідо заявляється, оснащено, щонайменше, одним додатковим модульним профілезгинальним станом 55 (фіг.2), котрий розташовано поруч з модульним профілезгинальним агрегатом, зображеним на фіг.1. При цьому профілезгинальний стан профілезгинального агрегату і додатковий профілезгинальний стан скомпоновані з взаємозамінних профілезгинальних модулів. Додатковий профілезгинальний стан скомпонований із трьох профілезгинальних модулів 56, 57 і 58 (фіг.2). Профілезгинальний модуль 56 містить чотири профілезгинальні кліті 59-62, профілезгинальний модуль 57 містить чотири профілезгинальні кліті 63-66 і профілезгинальний модуль 58 також містить чотири профілезгинальні кліті 67-70. Кожну групу клітей 59-62, 63-66 і 67-70 закріплено на станині відповідного профілезгинального модуля. Профілезгинальні модулі 56, 57 і 58 конструктивно виконано так само, як і профілезгинальні модулі 1-3 профілезгинального агрегату, що розміщений поруч (Фіг.3 і 4). Па початку додаткового профілезгинального стану профілезгинальний модуль 56 скріплено із пристроєм 7 1 для введення заготовки. Наприкінці додаткового профілезгинального стану модуль 58 скріплено із пристроєм 72 для прийому готових профілів. Модулі 56-58 додаткового профілезгинального стану 55 і інші його пристрої компонуються на загальній для всього стану станині 73. У конкретних прикладах виконання в залежності від товщини рулонної заготовки для профілювання і її пружних властивостей, форми поперечного перерізу готового профілю і конструкції пристрою для поділу профілів на мірні довжини цей пристрій може бути розташовано в різних місцях модульного профілезгинального агрегату. Так, при поштучному виробництві сортових профілів, пристрій 51 для поділу профілів на мірні довжини, виконаний у вигляді летучи х ножиців, може бути встановлено для розрізування плоскої заготовки на початку профілезгинального агрегату, за пристроєм 50 для введення заготовки, перед першим профілезгинальним модулем 1 по ходу переміщення заготовки і з'єднується з ними за допомогою фланців (фіг.1). При профілюванні з безупинної заготовки відкритих профілів розрізування профілю на мірні довжини летучими фігурними ножицями доцільно здійснювати перед остаточним вигином його елементів з метою запобігання зміни форми профілю в місці різа. У цьому випадку пристрій 5 1 для поділу профілів на мірні довжини, виконаний у вигляді летучих фігурних ножиців, може бути встановлено перед останнім профілезгинальним модулем 3 по ходу переміщення заготовки і скріплено з ним і з профілезгинальним модулем 2 за допомогою фланців (фіг.5). У цьому випадку профілезгинальний модуль 1 за допомогою фланців скріплюється з пристроєм для введення заготовки 50. У прикладі, проілюстрованому на фіг. 1, профілезгинальний модуль 3, установлений наприкінці профілезгинального агрегату, скріплено із правильною машиною 52, котру скріплено з пристроєм 53 для прийому готових профілів. При профілюванні з безупинної заготовки напівзамкнути х і замкнути х профілів, розрізування профілю на мірні довжини летучою пилкою доцільно здійснювати після остаточною вигину його елементів до заданої форми. У цьому випадку пристрій 51 для поділу профілів на мірні довжини, виконаний у вигляді летучої пилки, повинний бути встановленим за останнім профілезгинальним модулем 3 по ходу переміщення заготовки, а при наявності правильної машини 52 - за нею і з'єднується з цією правильною машиною за допомогою згаданих вище фланців (фіг.6). Модульний профілезгинальний комплекс в одному з прикладів конкретного виконання представленому на фіг.2 і фіг.6 працює так. Заготовку для профілювання 74 зі стрічкового матеріалу змотують з розмотувача 49 рулонної заготовки, пропускають через пристрій 50 для введення заготовки і послідовно заправляють у кожну профілезгинальну кліть 4-15 профілезгинальних модулів 1-3 профілезгинального агрегату. При обертанні нижніх валів профілезгинальних клітей, зв'язаних з індивідуальними приводами кожного профілезгинального модуля, наприклад, мотором-редуктором 37 (фіг.4), заготовка для профілювання послідовно переміщується в калібрах, що утворені формуючими елементами нижніх і верхніх профілювальних валків усіх профілезгинальних клітей трьох профілезгинальних модулів 1-3 профілезгинального стану. У кожному такому калібрі, наприклад, утвореному формуючими елементами 30 і 33 профілезгинальної кліті 4 (фіг.4) здійснюється підгинання елементів гнутого профілю на задані кути. Після послідовного вигину елементів гнутого профілю в профілезгинальних клітях 4-15 профілезгинальних модулів 1-3 профілезгинального агрегату одержують гнутий профіль 75, що правиться на правильній машині 52. Далі пристроєм 51 для поділення профілів на мірні довжини гнутий профіль 75 заданої конфігурації, наприклад замкнутої, розрізається і приймається пристроєм 53 для прийому готови х профілів. Одночасно з безупинним виготовленням на високопродуктивному профілезгинальному агрегаті замкнутого профілю здійснюють поштучне виробництво на додатковому модульному профілезгинальному стані 55, що знаходиться поруч, іншого гнутого профілю, наприклад, зет-подібного. При цьому заздалегідь порізану на мірні довжини заготовку 76 зі стрічкового матеріалу за допомогою пристрою 7 І для введення заготовки заправляють у першу кліть профілезгинального модуля і пропускають через профілезгинальні кліті 59-70 профілезгинальних модулів 56-58. Після вигину елементів профілю на задані кути, готовий, наприклад, зет-подібний профіль 77 приймається пристроєм 72 для прийому готових профілів. При необхідності, наприклад, значно збільшити обсяг виробництва зет-подібного профілю профілезгинальні модулі 1-3 високопродуктивного профілезгинального агрегату просто заміняються профілезгинальними модулями 56-58 додаткового профілезгинального стану 55, на яких процес виготовлення зет-подібного профілю вже налагоджений. При необхідності виготовляти гнутий профіль іншого типорозміру чи нової конфігурації переналагодження модульного профілезгинального агрегату здійснюється дуже просто. Спочатку демонтують ті профілезгинальні модулі профілезгинального стану, профілювальні валки яких не будуть використані при виробництві нового профілю. Новий профілезгинальний стан компонують з використанням профілезгинальних модулів із заздалегідь укомплектованих формуючими елементами, необхідними для виробництва гнутого профілю нової конфігурації. За рахунок швидкого скріплення між собою за допомогою фланців вже готових до роботи профілезгинальних модулів для профілезгинального агрегату чи додаткового профілезгинального стану, значно скорочується час, коли модульний профілезгинальний комплекс простоює при частих змінах сортаменту профілів, що виготовляються, особливо профілів малого розміру, для виробництва яких необхідно незначна кількість профілезгинальних модулів. У модульному профілезгинальному комплексі, що заявляється, строк, коли високопродуктивний модульний профілезгинальний агрегат простоює, зведений до мінімуму через забезпечення можливості налагодження процесу профілювання профілю нової конфігурації на профілезгинальних модулях додаткового профілезгинального стану з наступною заміною модулів профілезгинального агрегату на вже полагодженні модулі. Так, при використанні модульного профілезгинального комплексу, що заявляється, забезпечується досягнення технічного результату, що полягає в спрощенні переналагодження і підвищенні продуктивності при виробництві гнути х профілів різноманітного сортаменту, як малими, так і великими партіями, особливо тонких гнутих профілів щодо малих розмірів.
ДивитисяДодаткова інформація
Автори англійськоюPyvovar Viktor Semenovych
Автори російськоюПивовар Виктор Семенович
МПК / Мітки
МПК: B21D 5/06
Мітки: профілезгинальний, комплекс, модульний
Код посилання
<a href="https://ua.patents.su/8-2803-modulnijj-profilezginalnijj-kompleks.html" target="_blank" rel="follow" title="База патентів України">Модульний профілезгинальний комплекс</a>
Модульний профілезгинальний стан
Номер патенту: 2802
Опубліковано: 16.08.2004
Автор: Пивовар Віктор Семенович
МПК: B21D 5/06
Мітки: профілезгинальний, стан, модульний
Формула / Реферат:
1. Модульний профілезгинальний стан, що містить ряд профілезгинальних клітей з верхніми і нижніми профілювальними валками, який відрізняється тим, що профілезгинальний стан складений з модулів, кожний з яких містить станину, на якій закріплено від двох до восьми профілезгинальних клітей, причому кожен модуль оснащено індивідуальним приводом і роздавальною шестеренною коробкою для з'єднання приводу з нижніми профілювальними валками кожної...
Профілезгинальний стан

Номер патенту: 39073
Опубліковано: 15.05.2001
Автори: Пшенична Наталя Веніамінівна, Ряснов Валерій Миколайович, Смоляров Анатолій Михайлович, Докторов Марк Юхимович, Березовський Семен Фриделевич
МПК: B21D 5/06
Мітки: стан, профілезгинальний
Формула / Реферат:
Профілезгинальний стан, що містить ряд послідовно встановлених робочих клітей із спареними в кожній з них по калібру валками, що мають в робочих рівчаках висупи – циліндричні ділянки, які поєднані із торцями завдяки тороїдальних ділянок, який відрізняється тим, що згадані торці виступних циліндричних ділянок валків, принаймі одного валка, виконані конусної форми з кутом нахилу твірної їх конусної поверхні в калібрі до осі валка під кутом, що...
Причіпний модульний агрегат
Номер патенту: 55537
Опубліковано: 15.04.2003
Автори: Левчук Микола Сидорович, Адамчук Валерій Васильович, Попко Володимир Йосипович
МПК: A01B 73/00, A01C 5/00, A01B 51/00
Мітки: агрегат, модульний, причіпний
Формула / Реферат:
Причіпний модульний агрегат, що містить зчіпку, з'єднані з нею причіпні машини-модулі, з'єднані між собою універсальними шарнірами, і транспортну сницю, причому зчіпка має шарнірну робочу сницю, самоустановні бокові колеса та середнє колесо, який відрізняється тим, що кожна з машин-модулів обладнана самоустановними колесами із стопорами вертикальних осей, середнє колесо сниці встановлене на шарнірному кронштейні, а транспортна сниця...
Спосіб виробництва гнутих профілів
Номер патенту: 39549
Опубліковано: 15.06.2001
Автори: Кобиляков Денис Анатолійович, Гринавцев Олег Валерійович
МПК: B21D 5/08
Мітки: гнутих, спосіб, профілів, виробництва
Формула / Реферат:
Спосіб виробництва гнутих профілів, що включає поступове надання плоскій заготівці необхідної конфігурації поперечного перерізу при послідовному проходженні через двовалкові кліті профілезагинального агрегата, який відрізняється тим, що надання кінцевої конфігурації заготівці виконують в двох універсальних чотиривалкових зинальних калібрах.
Профілезгинальний стан
Номер патенту: 19872
Опубліковано: 25.12.1997
Автори: Гулько Альбєрт Ізраіловіч, Овчіннікова Татьяна Алєксандровна, Лютов Віталій Дмітрієвіч, Свєтлічний Віталій Фьодоровіч, Бєрман Гаррі Захаровіч, Кузьмін Віктор Максімовіч
МПК: B21D 5/06
Мітки: стан, профілезгинальний
Формула / Реферат:
1. Профилегибочный стан, преимущественно среднего типа, содержащий станину с размещенными на ней корпусами клетей с рабочими валами, установленными в подушках опорных стоек с приводом, и столами вспомогательного инструмента, в котором верхние рабочие валы выполнены регулируемыми по высоте посредством нажимного механизма с регулировочным валом, отличающийся тем, что одна из опорных стоек каждой клети выполнена подвижной в горизонтальной...
Попередній патент: Модульний профілезгинальний стан
Наступний патент: Пристрій для затиску матеріалу на токарно-револьверних верстатах та автоматах
Випадковий патент: Спосіб детонаційного напилювання покриттів і пристрій для його здійснення