Спосіб виготовлення полімерного ізолятора
Номер патенту: 29893
Опубліковано: 15.05.2002
Автори: Чурсінов Олександр Віталійович, Чурсінов Віталій Михайлович
Формула / Реферат
1. Спосіб виготовлення полімерного ізолятора, який полягає в тому, що на склоепоксидний циліндр встановлюють по посадці і урівень з його торцями верхній та нижній металеві фланці і після цього до склоепоксидного циліндра встановлюють заливальні форми для заливання ребер кремнієполімерною сполукою, якою заповнюють заливальні форми, який відрізняється тим, що склоепоксидний циліндр встановлюють на стіл і епоксидний компаунд заливають у відкриту вертикальну порожнину, розташовану між внутрішньою поверхнею фланця і склоепоксидним циліндром, після полімеризації вищезазначеного епоксидного компаунда, склоепоксидний циліндр, що обертається, перевертають і своїм верхнім фланцем встановлюють на стіл, який обертається, операцію заливання фланця епоксидним компаундом повторюють, по закінченні полімеризації вищезазначеного епоксидного компаунда, на внутрішній торець верхнього фланця встановлюють першу заливальну форму, яку базують в горизонтальній площині за зовнішню поверхню фланця, і в неї заливають кремнієполімерну сполуку для утворення першого ребра, після цього, негайно, не очікуючи полімеризації вищезазначеної кремнієполімерної сполуки, на встановлені поверхні попередніх заливальних форм встановлюють другу, третю та інші заливальні форми, що базують на базову поверхню кожної попередньої форми, при цьому в по черзі встановлювані заливальні форми заливають кремнієполімерну сполуку для утворення другого, третього і та інших ребер, також, не очікуючи полімеризації вищезазначеної кремнієполімерної сполуки під час заливання попереднього і наступного ребер, після цього, після заливання і полімеризації кремнієполімерної сполуки, заливальні форми демонтують і ізолятор знімають зі стола, що обертається.
2. Спосіб за п. 1, який відрізняється тим, що верхній і нижній фланці встановлюють на склоепоксидний циліндр по посадці без зазору до виготовлення ребер.
3. Спосіб за п. 1, який відрізняється тим, що другу, третю та інші заливальні форми, окрім першої, встановлюють одна на одну на встановлювальну поверхню попередньої заливальної форми.
4. Спосіб за п. 1 або п. 3, який відрізняється тим, що лінію рознімання наступної заливальної форми зміщують по колу відносно лінії рознімання попередньої заливальної форми на кут, наприклад, 30°.
5. Спосіб за п. 1, який відрізняється тим, що першу заливальну форму складають з двох напівформ, зроблених, наприклад, із алюмінієвого сплаву або сталі.
6. Спосіб за п. 1 або п. 3, який відрізняється тим, що другу, третю та інші заливальні форми складають з двох напівформ, зроблених, наприклад, із алюмінієвого сплаву або сталі, і всі заливальні форми здійснюють однаковими, окрім першої, або різними.
7. Спосіб за п. 5 або п. 6, який відрізняється тим, що напівформи збирають на двох колонках і кріплять одну до одної за допомогою кріпильних елементів, наприклад болтів, шайб і гайок.
8. Спосіб за п. 1 або п. 7, який відрізняється тим, що співвісність заливальних форм по відношенню до склоепоксидного циліндра забезпечують за допомогою елементів, що його підтримують.
9. Спосіб за п. 1, який відрізняється тим, що кожне заливальне наступне ребро з кожним попереднім ребром з'єднують по неполімеризованій ще кремнієполімерній сполуці.
10. Спосіб за п. 1, який відрізняється тим, що склоепоксидний циліндр із встановленими на ньому верхнім та нижнім фланцями обертають навколо вертикальної осі під час заливання епоксидного компаунда.
11. Спосіб за п. 1, який відрізняється тим, що заливальні форми мають базові поверхні, за допомогою яких однозначно визначають їхнє положення відносно одна одної.
12. Спосіб за п. 1 або п. 11, який відрізняється тим, що між склоепоксидним циліндром і заливальною формою одержують кільцевий зазор для заливання в нього кремнієполімерної сполуки.
13. Спосіб за п. 1 або п. 6, який відрізняється тим, що встановлюють зазор, який по поверхнях з'єднань заливальних напівформ і поверхнях встановлення заливальних форм одна на одну забезпечує герметичність рознімних з'єднань.
14. Спосіб за п. 1, який відрізняється тим, що контактуючі з епоксидним компаундом поверхні верхнього та нижнього фланців і склоепоксидного циліндра протирають знежирювальним розчином.
15. Спосіб за п. 1, який відрізняється тим, що внутрішні поверхні заливальних форм покривають змащувальною рідиною.
16. Спосіб за п. 1, який відрізняється тим, що верхній і нижній фланці зроблені з алюмінієвого сплаву.
17. Спосіб за п. 1, який відрізняється тим, що кремнієполімерну сполуку заливають у заливальні форми, що обертаються навколо вертикальної осі.
18. Спосіб за п. 1, який відрізняється тим, що епоксидний компаунд заливають між внутрішньою поверхнею фланців і склоепоксидним циліндром, що дегазувався.
19. Спосіб за п. 1, який відрізняється тим, що кремнієполімерну сполуку заливають у заливальні форми, що дегазувалися.
Текст
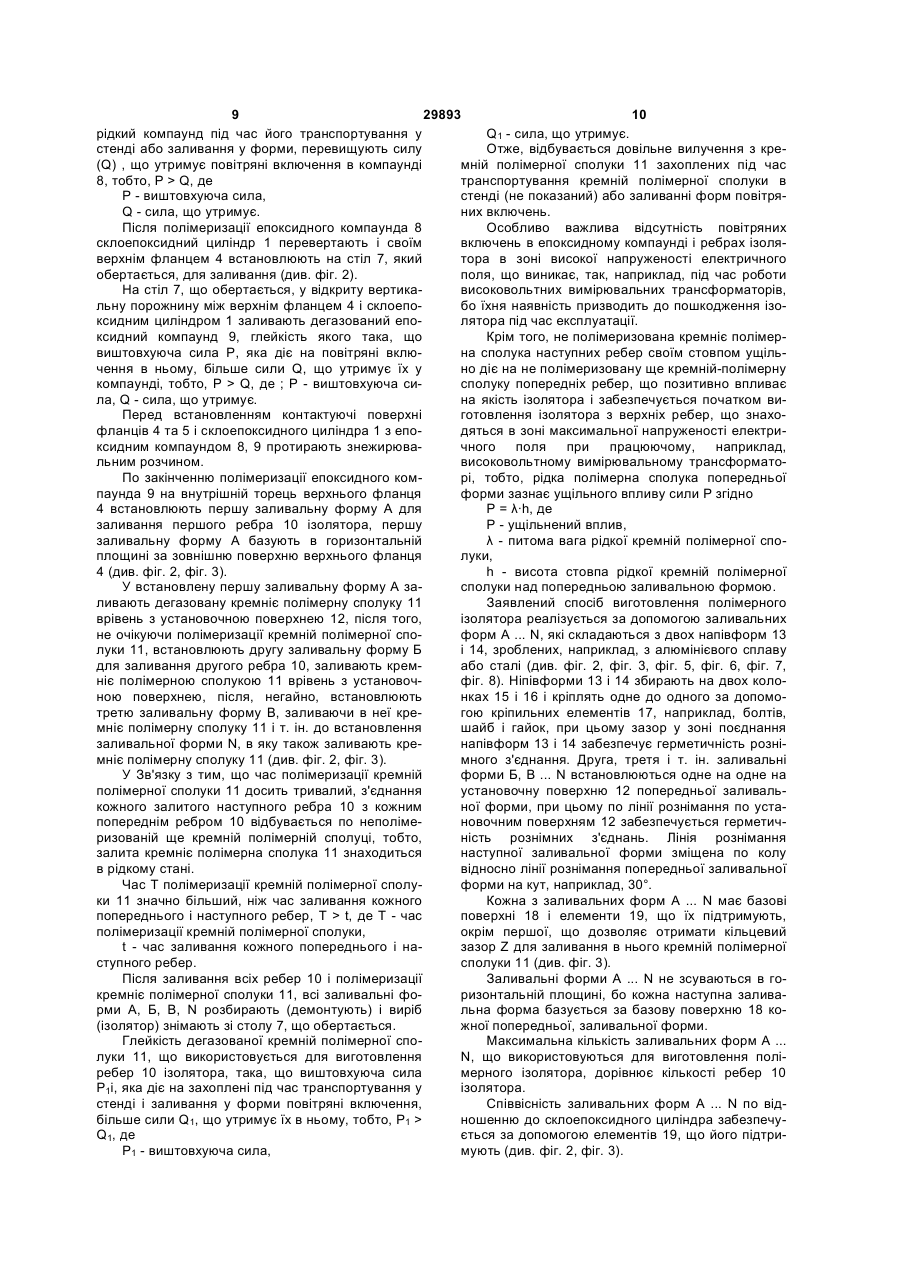
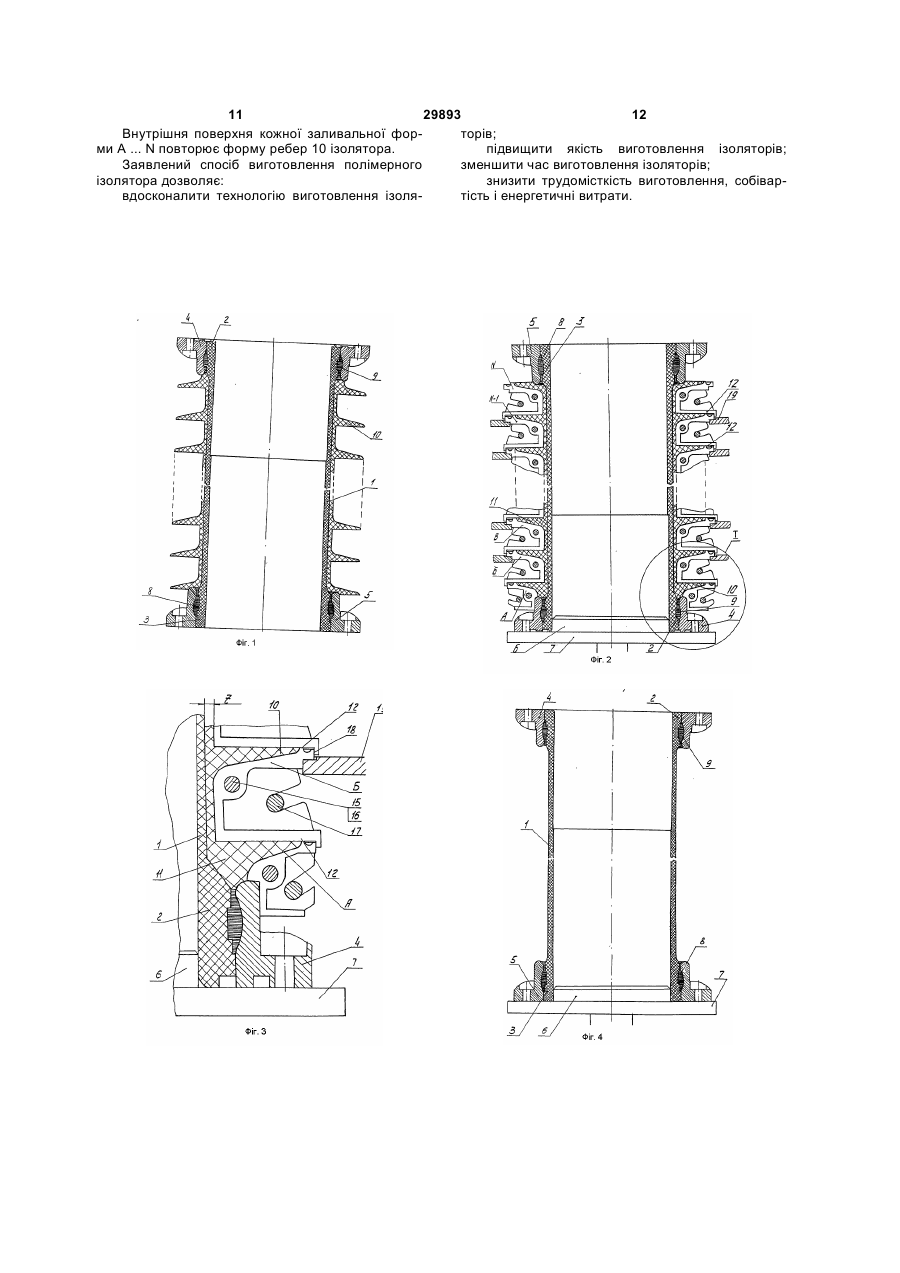
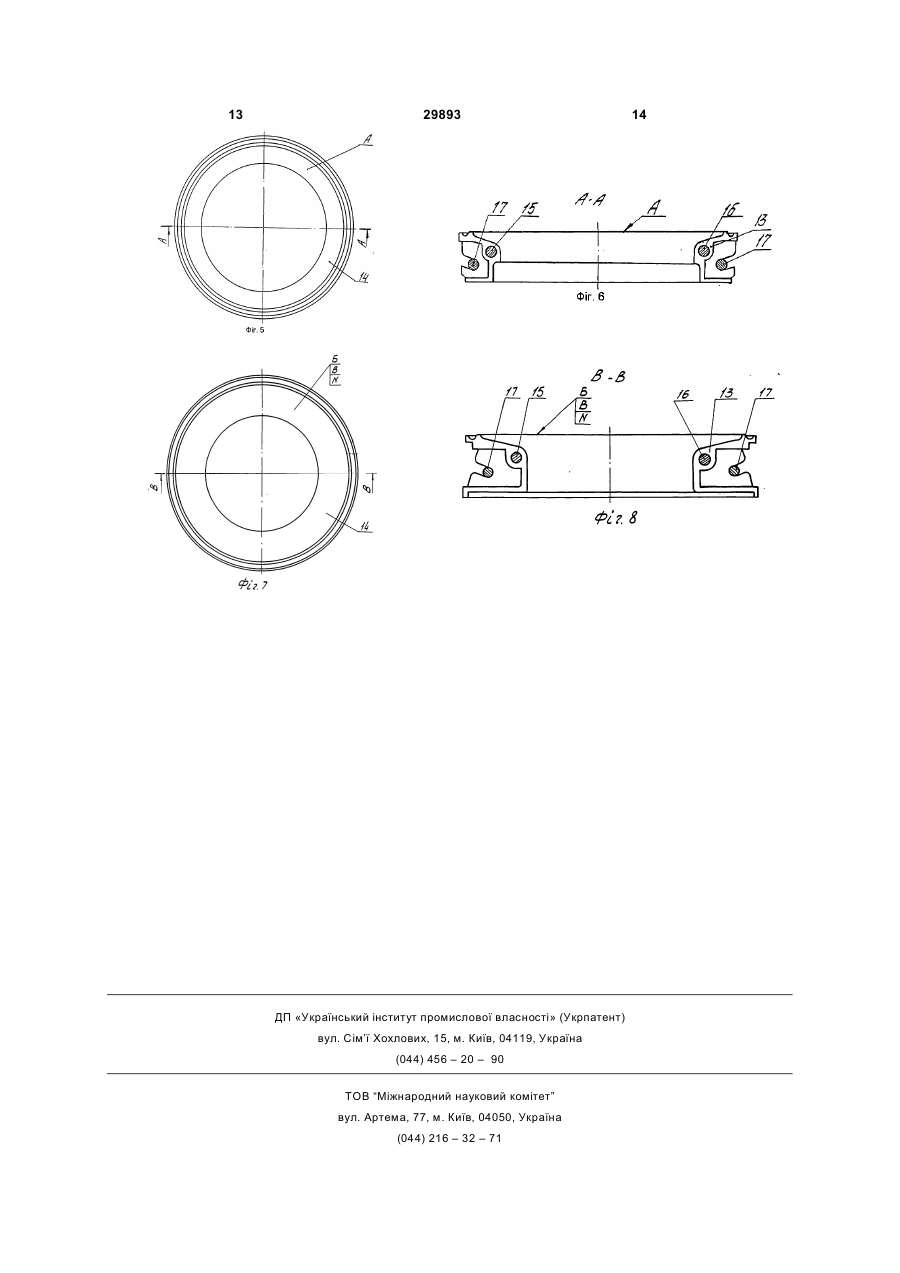
1. Спосіб виготовлення полімерного ізолятора, який полягає в тому, що на склоепоксидний циліндр встановлюють по посадці і урівень з його торцями верхній та нижній металеві фланці і після цього до склоепоксидного циліндра встановлюють заливальні форми для заливання ребер кремнієполімерною сполукою, якою заповнюють заливальні форми, який відрізняється тим, що склоепоксидний циліндр встановлюють на стіл і епоксидний компаунд заливають у відкриту вертикальну порожнину, розташовану між внутрішньою поверхнею фланця і склоепоксидним циліндром, після полімеризації вищезазначеного епоксидного компаунда, склоепоксидний циліндр, що обертається, перевертають і своїм верхнім фланцем встановлюють на стіл, який обертається, операцію заливання фланця епоксидним компаундом повторюють, по закінченні полімеризації вищезазначеного епоксидного компаунда, на внутрішній торець верхнього фланця встановлюють першу заливальну форму, яку базують в горизонтальній площині за зовнішню поверхню фланця, і в неї заливають кремнієполімерну сполуку для утворення першого ребра, після цього, негайно, не очікуючи полімеризації вищезазначеної кремнієполімерної сполуки, на встановлені поверхні попередніх заливальних форм встановлюють другу, третю та інші заливальні форми, що базують на базову поверхню кожної попередньої форми, при цьому в по черзі встановлювані заливальні форми заливають кремнієполімерну сполуку для утворення другого, третього і та інших ребер, також, не очікуючи полімеризації вищезазначеної кремнієполімерної сполуки під час заливання попереднього і наступного ребер, після цього, після заливання і полімеризації кремнієполімерної сполуки, заливальні форми 2 (19) 1 3 29893 4 льною формою одержують кільцевий зазор для 16. Спосіб за п. 1, який відрізняється тим, що заливання в нього кремнієполімерної сполуки. верхній і нижній фланці зроблені з алюмінієвого 13. Спосіб за п. 1 або п. 6, який відрізняється сплаву. тим, що встановлюють зазор, який по поверхнях 17. Спосіб за п. 1, який відрізняється тим, що з'єднань заливальних напівформ і поверхнях кремнієполімерну сполуку заливають у заливальні встановлення заливальних форм одна на одну форми, що обертаються навколо вертикальної осі. забезпечує герметичність рознімних з'єднань. 18. Спосіб за п. 1, який відрізняється тим, що 14. Спосіб за п. 1, який відрізняється тим, що епоксидний компаунд заливають між внутрішньою контактуючі з епоксидним компаундом поверхні поверхнею фланців і склоепоксидним циліндром, верхнього та нижнього фланців і склоепоксидного що дегазувався. циліндра протирають знежирювальним розчином. 19. Спосіб за п. 1, який відрізняється тим, що 15. Спосіб за п. 1, який відрізняється тим, що кремнієполімерну сполуку заливають у заливальні внутрішні поверхні заливальних форм покривають форми, що дегазувалися. змащувальною рідиною. Винахід відноситься до технології виготовлення електротехнічних виробів, зокрема, до виготовлення полімерних ізоляторів, наприклад, високовольтних порожнистих газонаповнених або маслонаповнених ізоляторів (див. патент України № 20507, дата подання 30.12.1996 p.). Задачею винаходу є вдосконалення технології виготовлення полімерних ізоляторів, що покращує експлуатаційну надійність, знижує трудомісткість, собівартість і енергетичні витрати. Відомий спосіб виготовлення ребристих електричних ізоляторів з різноманітних пластмас (див. патент ФРГ № 3029462, кл. НОІВ 19/00, заявл. 02.08.1980 р., опубл. 25.02.1982 p.) виконується шляхом формування вказаного виробу у формі, поділеній на частини перпендикулярно площинам. Спосіб реалізується за рахунок закраїн постійного поперечного перетину, що зроблені зі зворотними ухилами, що орієнтувалися в одному напрямі. Для витягу профільованого виробу, що формувався з форми, кожну частину форми можна пересувати в певному напрямку відносно площини рознімання форми. Причини, що перешкоджають отриманню необхідного технічного результату: Складність технології формування за рахунок заміни частин литтєвої форми. Невдосконалена заливальна форма, яка застосовується тільки для стрижня невеликого діаметра і неможлива для склопластикових циліндрів більших діаметрів. Не виключена можливість появи облоя в одній площині в місцях рознімання литтєвої форми, що погіршує поверхову електричну міцність ізолятора. Відомий спосіб виготовлення полімерного ізолятора (див. патент Російської Федерації № 2080675, кл. НОІВ 19/00, заявл. 20.04.93 p., опубл. 27.05.1997 p.), що був взятий за прототип, полягає в тому, що на склоепоксидний циліндр вставляють по насадці і урівень з його торцями верхній та нижній металеві фланці і після цього p склоепоксидного циліндра встановлюють заливальні форми для заливана суцільного захисного ребристого покриття, наприклад, оболонки вигляді ребер двокомпонентною кремніє полімерною сполукою, якою заповнюють заливальні форми. Вісь склоепоксидного циліндра розміщують вертикально. У відомому способі використовують прес-форму, утворену двома коаксиально розташованими циліндрами і розміщеними в зазорі між ним вкладишами, верхній і нижній з яких зроблені не рознімними, проміжні - рознімними, Пресформу заповнюють, наприклад, сирою кремніє полімерною сполукою шляхом послідовного встановлення рознімних вкладишів, що утворюють порожнини, в які вміщують заготівлю з сирої кремній органічної гуми, пресують заготівлю до змикання вкладишів і проводять попередню вулканізацію у прес формі після цього прес форму охолоджують і знімають з виробу, після чого проводять остаточну вулканізацію. Причини, що перешкоджають отриманню необхідного технічного результату: Складність технології виготовлення. Вимагається встановлення пресформи і локального нагрівання, тобто, додаткового складного обладнання і додаткової витрати, енергії на створення тиску і нагрівання. Вимагаються герметично закриті порожнини в прес формі, що витримують робочий тиск не менше 30атм. Підвищена трудомісткість виготовлення ребер оболонки ізолятора. Висока трудомісткість і собівартість ізолятора. В основу винаходу покладено задачу створення (або вдосконалення) способу виготовлення полімерного ізолятора, в якому заливання ребер виконується, як безперервний процес, з'єднання ребер іде "рідкої" кремній полімерної сполуки по "рідкому" складу, що скорочує час виготовлення ізолятора, знижує трудомісткість. Спосіб реалізується за допомогою заливальних форм, як складаються з двох напівформ, зручних для збирання і демонтажу. Виключається пошкодження ізоляторів, підвищується їхня якість, зменшуються виробничі площі, при виготовленні використовується дешеве обладнання, температура в приміщенні, наприклад, + 20°С - + 25 С. У споживача високовольтних трансформаторів будуть відсутні такі проблеми, як забруднення, вибухи. 5 29893 6 Перераховуємо конструкційні елементи (детаелементів, наприклад, болтів, шайб і гайок. лі, вузли), що є загальними за аналогом (або проСпіввісність заливальних форм по відношенню тотипом): до склоепоксидного циліндра забезпечують за Спосіб виготовлення полімерного ізолятора допомогою елементів , що його підтримують. полягає в тому, що на склоепоксидний циліндр Кожне заливальне наступне ребро з кожним встановлюють по посадці і урівень з його торцями попереднім ребром з'єднується по не полімеризоверхній та нижній металеві фланці і після цього до ваній ще кремній полімерній сполуці. склоепоксидного циліндра встановлюють заливаВнутрішня поверхня кожної заливальної форльні форми для заливання ребер кремніє полімерми повторює форму ребра ізолятора. ною сполукою, якою заповнюють заливальні форСклоепоксидний циліндр із встановленими на ми. ньому верхнім та нижнім фланцями обертають Перераховуємо конструкційні елементи (детанавколо вертикальної осі під час заливання епоклі, вузли), що вперше виконані в об'єкті, що заявсидного компаунда. ляється: Заливальні форми мають базові поверхні, за Склоепоксидний циліндр нижнім фланцем допомогою яких визначають їхнє положення відвстановлюють на стіл і епоксидний компаунд заносно одне одного. ливають у відкриту вертикальну порожнину, розМіж склоепоксидним циліндром і заливальною ташовану між внутрішньою поверхнею фланця і формою залишають кільцевий зазор для заливанскло-епоксидним циліндром, після полімеризації ня в нього кремній полімерної сполуки. вищезазначеного епоксидного компаунда, склоЗазор по поверхням з'єднань заливальних наепоксидний циліндр, що обертається, перевертапівформ і поверхням встановлення заливальних ють і своїм верхнім фланцем встановлюють на форм одне на одного забезпечує герметичність стіл, що обертається, операцію заливання фланця рознімних з'єднань. епоксидним компаундом повторюють, після закінКонтактуючі з епоксидним компаундом поверчення полімеризації вищезазначеного епоксидного хні верхнього та нижнього фланців і склоепоксидкомпаунда, на внутрішній торець верхнього фланного циліндра протирають знежирювальним розця встановлюють першу заливальну форму, яку чином. базують в горизонтальній площині за зовнішню Внутрішні поверхні заливальних форм покриповерхню фланця і в неї заливають кремній полівають змащувальною рідиною. мерну сполуку для утворення першого ребра, пісВерхній і нижній фланці зроблені з алюмінієволя цього, негайно, не очікуючи полімеризації виго сплаву. щезазначеної кремній полімерної сполуки, на Кремніє полімерну сполуку заливають у заливстановлені поверхні попередніх заливальних вальні форми, що обертаються навколо вертикаформ встановлюють другу, третю і т. ін. заливальльної осі. ні форми, що базують на базову поверхню кожної Епоксидний компаунд заливають у відкриту попередньої заливальної форми, при цьому в по вертикальну порожнину, між внутрішньою поверхчерзі встановлювані заливальні форми заливають нею фланців і склоепоксидним циліндром, що декремнiє полімерну сполуку для утворення другого, газувався. третього і т. ін. ребер, також, не очікуючи полімеКремніє полімерну сполуку заливають у залиризації вищезазначеної кремній полімерної сполувальні форми, що дегазувалися. ки під час заливання попереднього і наступного Технічний результат, отриманий при здійсненребер. Після цього, після заливання і полімеризані винаходу: ції кремній полімерної сполуки, заливальні форми Вдосконалена технологія збирання і кріплення демонтують і ізолятор знімають зі столу, що оберфланців, зроблених із алюмінієвих сплавів, до тається. склоепоксидного циліндра ізолятора, тобто, у відВерхній і нижній фланці встановлюють на криту вертикальну порожнину між внутрішньою склоепоксидний циліндр по посадці без зазору до поверхнею фланців і склоепоксидним циліндром виготовлення ребер. заливають дегазований компаунд і по закінченню Другу, третю і т. ін. заливальні форми, окрім його полімеризації на внутрішній торець виступу першої, встановлюють одне на одного на установерхнього фланця встановлюють першу заливавочну поверхню попередньої заливальної форми і льну форму і базують її за його зовнішню поверхбазують на базову поверхню попередньої заливаню, при цьому глейкість дегазованого епоксидного льної форми. компаунда така, що виштовхуюча сила (Ρ) , яка діє Лінія рознімання наступної заливальної форми на повітряні включення, що потрапляють в рідкий зміщена по колу відносно лінії рознімання попереепоксидний компаунд під час його транспортувандньої заливальної форми на кут, наприклад, 30°. ня у стенді або заливання у форми, більше сили Першу заливальну форму складають з двох (Q), що утримує повітряні включення в компаунді, напівформ, зроблених, наприклад із алюмінієвого тобто, P > Q, де сплаву, або сталі. P - виштовчуюча сила, Другу, третю і т. ін. заливальні форми складаQ - сила, що утримує. ють з двох напівформ, зроблених, наприклад, з Вдосконалена технологія способу виготовленалюмінієвого сплаву, або сталі і всі заливальні ня ребер ізолятора, при цьому з'єднання кожного форми здійснюють однаковими, окрім першої, або наступного ребра з кожним попереднім ребром різними. відбувається по не полімеризованій ще кремній Напівформи збирають на двох колонках і кріпполімерній сполуці, тобто, час (Т) полімеризації лять одне до одного за допомогою кріпильних кремній полімерної сполуки набагато більший, 7 29893 8 тому з'єднання кожного залитого наступного ребра Заливальні форми заливаються дегазованою з кожним попереднім ребром відбувається по не кремніє полімерною сполукою і її глейкість така, полімеризованій ще кремній полімерній сполуці, що виштовхуюча сила, яка діє на захоплені під час тобто, T > t, де транспортування і заливання повітряні включення/ T - час полімеризації кремній полімерної спобільше сили, що утримує їх, тобто, повітряні вклюлуки, чення довільно виділяються з залитої в заливальні t - час заливання кожного попереднього і наформи кремній полімерної сполуки до її полімериступного ребра. зації. За рахунок того, що друга, третя і τ.ін. заливаЗа рахунок безперервності процесу заливання льні форми по черзі встановлюються після встакожного наступного і попереднього ребер скорочуновлення першої заливальної форми і по черзі у ється час виготовлення ізолятора і знижується встановлені заливальні форми заливають кремніє трудомісткість. полімерну сполуку, з'єднання кожного залитого За рахунок встановлення підтримуючих елеребра з кожним залитим попереднім ребром відментів забезпечується співвісність заливальних бувається по не полімеризованій сполуці, бо після форм по відношенню до склоепоксидного циліндзаливання кожної заливальної форми не очікують ра, при цьому заливальні форми мають базові і процесу полімеризації, при цьому забезпечується установочні поверхні, що контактують з відповідєдність технологічного процесу. ними поверхнями наступних заливальних форм, Форми заливають дегазованою кремніє політобто, базові поверхні контактують по посадці мерною сполукою, і її глейкість така, що виштовруху. хуюча сила (Р1), яка діє на захоплені під час За рахунок того, що контактуючі поверхні метранспортування у стенді і заливання у форми талевих фланців і склоепоксиднго циліндра оброповітряні включення, більше сили (Q1) , що утрибляються знежирюючим розчином, створюється мує, тобто, P1>Q1, де гарне зціплення їх з дегазованим епоксидним комР1 - виштовхуюча сила, паундом. Q1 - сила, що утримує, За рахунок того, що внутрішні поверхні залитаким чином, повітряні включення довільно видівальних форм покривають змащувальною рідиляються з залитої в заливальні форми кремній ною, не виникає прилипання до них дегазованої полімерної сполуки до її полімеризації. кремній полімерної сполуки. Відсутність, при експлуатації полімерних ізоПричинно-наслідковий зв'язок полягає в тому, ляторів, як, наприклад, в високовольтних вимірющо вся вищезазначена сукупність істотних ознак вальних трансформаторах, наявності повітряних винаходу, як кожної окремо, так і в цілому, забезвключень в епоксидному компаунді і ребрах випечує виконання поставленого завдання винаходу: ключає в електричному полі високої напруженості, - вдосконалення технології виготовлення полімервиникнення навколо них електричної корони і, отних ізоляторів, що покращує їхню якість, підвищує же, пошкодження ізоляторів. експлуатаційну надійність, знижує трудомісткість, Підвищується якість виготовлення ізолятора. собівартість і енергетичні витрати. За рахунок з'єднання попереднього і наступноЗаявлений спосіб виготовлення полімерного го ребер по не полімеризованій кремній полімерній ізолятора пояснюється графічно: сполуці, забезпечується безперервний процес Фіг. 1 - полімерний ізолятор, загальний вигляд. заливання форм, що скорочує час виготовлення Фіг. 2 - встановлення заливальних форм по ізолятора в цілому. висоті склоепоксидного циліндра ізолятора. Економія виробничих площ, бо скорочується Фіг. 3 - виноска 1 по фіг. 2. кількість встановлюваних стендів для заливання. Фіг. 4 - встановлення металевих фланців на Знижується трудомісткість виготовлення. склоепоксидному циліндрі. За рахунок зміщення лінії рознімання наступФіг. 5 - перша заливальна форма А. ної заливної форми по відношенню до лінії розніФіг. 6 - перетин А - А по фіг. 5. мання попередньої заливальної форми, наприФіг. 7 - друга, третя і т. ін. заливальні форми Б, клад, на кут 30°, виключається утворення облоя в Е... одній площині, що позитивно впливає на якість Фіг. 8 - перетин В - В по фіг.7. ізоляторів; конструкція заливальних форм, які Винахід - спосіб виготовлення полімерного складаються з двох напівформ, зручна для збиізолятора, який містить склоепоксидний циліндр 1, рання і монтажу. полягає в тому, що на стовщення 2 і 3 склоепоксиЗабезпечується виготовлення виробу (ізолядного циліндра 1 по посадці без зазору і врівень з тора) на більш дешевому обладнанні у порівнянні його торцями встановлюють верхній та нижній з аналогами. фланці 4 і 5, зроблені з алюмінієвого сплаву (див. Виготовлення полімерних ізоляторів дозволяє фіг. 1, фіг. 4). створити високовольтні апарати нового технічного Склоепоксидний циліндр 1 нижнім фланцем 5 рівня, наприклад, газонаповнені вимірювальні встановлюють на виступ 6 стола 7, що обертаєтьтрансформатори струму і напруги. ся для заливання (див. фіг.2, фіг. 3). Характер прояву нових властивостей винахоПід час обертання столу 7, у відкриту вертикаду: льну порожнину між внутрішньою поверхнею нижЗа рахунок застосування для заливання деганього фланця 5 і склоепоксидним циліндром 1 зазованого епоксидного компаунда певної глейкості, ливають дегазований епоксидний компаунд 8, забезпечується виключення в полімеризованому глейкість якого така, що виштовхуюча сила Р, яка епоксидному компаунді повітряних включень. діє на повітряні включення, що потрапляють на 9 29893 10 рідкий компаунд під час його транспортування у Q1 - сила, що утримує. стенді або заливання у форми, перевищують силу Отже, відбувається довільне вилучення з кре(Q) , що утримує повітряні включення в компаунді мній полімерної сполуки 11 захоплених під час 8, тобто, P > Q, де транспортування кремній полімерної сполуки в P - виштовхуюча сила, стенді (не показаний) або заливанні форм повітряQ - сила, що утримує. них включень. Після полімеризації епоксидного компаунда 8 Особливо важлива відсутність повітряних склоепоксидний циліндр 1 перевертають і своїм включень в епоксидному компаунді і ребрах ізоляверхнім фланцем 4 встановлюють на стіл 7, який тора в зоні високої напруженості електричного обертається, для заливання (див. фіг. 2). поля, що виникає, так, наприклад, під час роботи На стіл 7, що обертається, у відкриту вертикависоковольтних вимірювальних трансформаторів, льну порожнину між верхнім фланцем 4 і склоепобо їхня наявність призводить до пошкодження ізоксидним циліндром 1 заливають дегазований еполятора під час експлуатації. ксидний компаунд 9, глейкість якого така, що Крім того, не полімеризована кремніє полімервиштовхуюча сила Р, яка діє на повітряні вклюна сполука наступних ребер своїм стовпом ущільчення в ньому, більше сили Q, що утримує їх у но діє на не полімеризовану ще кремній-полімерну компаунді, тобто, P > Q, де ; Р - виштовхуюча сисполуку попередніх ребер, що позитивно впливає ла, Q - сила, що утримує. на якість ізолятора і забезпечується початком виПеред встановленням контактуючі поверхні готовлення ізолятора з верхніх ребер, що знахофланців 4 та 5 і склоепоксидного циліндра 1 з еподяться в зоні максимальної напруженості електриксидним компаундом 8, 9 протирають знежирювачного поля при працюючому, наприклад, льним розчином. високовольтному вимірювальному трансформатоПо закінченню полімеризації епоксидного комрі, тобто, рідка полімерна сполука попередньої паунда 9 на внутрішній торець верхнього фланця форми зазнає ущільного впливу сили P згідно 4 встановлюють першу заливальну форму А для Ρ = λ·h, де заливання першого ребра 10 ізолятора, першу Ρ - ущільнений вплив, заливальну форму А базують в горизонтальній λ - питома вага рідкої кремній полімерної споплощині за зовнішню поверхню верхнього фланця луки, 4 (див. фіг. 2, фіг. 3). h - висота стовпа рідкої кремній полімерної У встановлену першу заливальну форму А засполуки над попередньою заливальною формою. ливають дегазовану кремніє полімерну сполуку 11 Заявлений спосіб виготовлення полімерного врівень з установочною поверхнею 12, після того, ізолятора реалізується за допомогою заливальних не очікуючи полімеризації кремній полімерної споформ А ... N, які складаються з двох напівформ 13 луки 11, встановлюють другу заливальну форму Б і 14, зроблених, наприклад, з алюмінієвого сплаву для заливання другого ребра 10, заливають кремабо сталі (див. фіг. 2, фіг. 3, фіг. 5, фіг. 6, фіг. 7, ніє полімерною сполукою 11 врівень з установочфіг. 8). Ніпівформи 13 і 14 збирають на двох колоною поверхнею, після, негайно, встановлюють нках 15 і 16 і кріплять одне до одного за допомотретю заливальну форму В, заливаючи в неї крегою кріпильних елементів 17, наприклад, болтів, мніє полімерну сполуку 11 і т. ін. до встановлення шайб і гайок, при цьому зазор у зоні поєднання заливальної форми N, в яку також заливають кренапівформ 13 і 14 забезпечує герметичність рознімніє полімерну сполуку 11 (див. фіг. 2, фіг. 3). много з'єднання. Друга, третя і т. ін. заливальні У Зв'язку з тим, що час полімеризації кремній форми Б, В ... N встановлюються одне на одне на полімерної сполуки 11 досить тривалий, з'єднання установочну поверхню 12 попередньої заливалькожного залитого наступного ребра 10 з кожним ної форми, при цьому по лінії рознімання по устапопереднім ребром 10 відбувається по неполіменовочним поверхням 12 забезпечується герметичризованій ще кремній полімерній сполуці, тобто, ність рознімних з'єднань. Лінія рознімання залита кремніє полімерна сполука 11 знаходиться наступної заливальної форми зміщена по колу в рідкому стані. відносно лінії рознімання попередньої заливальної Час Т полімеризації кремній полімерної сполуформи на кут, наприклад, 30°. ки 11 значно більший, ніж час заливання кожного Кожна з заливальних форм А ... N має базові попереднього і наступного ребер, T > t, де Т - час поверхні 18 і елементи 19, що їх підтримують, полімеризації кремній полімерної сполуки, окрім першої, що дозволяє отримати кільцевий t - час заливання кожного попереднього і назазор Z для заливання в нього кремній полімерної ступного ребер. сполуки 11 (див. фіг. 3). Після заливання всіх ребер 10 і полімеризації Заливальні форми А ... N не зсуваються в гокремніє полімерної сполуки 11, всі заливальні форизонтальній площині, бо кожна наступна заливарми А, Б, В, N розбирають (демонтують) і виріб льна форма базується за базову поверхню 18 ко(ізолятор) знімають зі столу 7, що обертається. жної попередньої, заливальної форми. Глейкість дегазованої кремній полімерної споМаксимальна кількість заливальних форм А ... луки 11, що використовується для виготовлення N, що використовуються для виготовлення поліребер 10 ізолятора, така, що виштовхуюча сила мерного ізолятора, дорівнює кількості ребер 10 P1і, яка діє на захоплені під час транспортування у ізолятора. стенді і заливання у форми повітряні включення, Співвісність заливальних форм А ... N по відбільше сили Q1, що утримує їх в ньому, тобто, P1 > ношенню до склоепоксидного циліндра забезпечуQ1, де ється за допомогою елементів 19, що його підтриP1 - виштовхуюча сила, мують (див. фіг. 2, фіг. 3). 11 29893 12 Внутрішня поверхня кожної заливальної форторів; ми А ... N повторює форму ребер 10 ізолятора. підвищити якість виготовлення ізоляторів; Заявлений спосіб виготовлення полімерного зменшити час виготовлення ізоляторів; ізолятора дозволяє: знизити трудомісткість виготовлення, собіварвдосконалити технологію виготовлення ізолятість і енергетичні витрати. 13 29893 ДП «Український інститут промислової власності» (Укрпатент) вул. Сім’ї Хохлових, 15, м. Київ, 04119, Україна (044) 456 – 20 – 90 ТОВ “Міжнародний науковий комітет” вул. Артема, 77, м. Київ, 04050, Україна (044) 216 – 32 – 71 14
ДивитисяДодаткова інформація
Автори англійськоюChursinov Vitalii Mykhailovych
Автори російськоюЧурсинов Виталий Михайлович
МПК / Мітки
МПК: H01B 19/00
Мітки: спосіб, полімерного, виготовлення, ізолятора
Код посилання
<a href="https://ua.patents.su/7-29893-sposib-vigotovlennya-polimernogo-izolyatora.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення полімерного ізолятора</a>
Спосіб виготовлення штиревого ізолятора
Номер патенту: 11544
Опубліковано: 25.12.1996
Автори: Шинкевич Євген Іванович, Злаказов Олександр Борисович, Сторчевой Володимир Степанович
МПК: H01B 19/00
Мітки: ізолятора, штиревого, спосіб, виготовлення
Формула / Реферат:
1. Способ изготовления штыревого изолятора, в гнезде изоляционной детали которого размещен колпачок, при котором изготавливают изоляционную деталь с гнездом и образуют колпачок, отличающийся тем, что, с целью упрощения технологии изготовления, используют пуансон с каналом, устанавливают его в гнезде с зазором, через указанный канал в зазор подают материал, из которого изготавливают колпачок, последний формообразуют, после чего извлекают...
Багатошарова панель із полімерного композиційного матеріалу (варіанти) та спосіб її виготовлення
Номер патенту: 45606
Опубліковано: 15.04.2002
Автори: Тарасов Геннадій Васильович, Рассамакін Борис Михайлович, Немінський Георгій Вікентійович, Старіков Леонід Михайлович
Мітки: варіанти, полімерного, багатошарова, композиційного, виготовлення, матеріалу, спосіб, панель
Формула / Реферат:
1. Багатошарова панель із полімерного композиційного матеріалу, що містить зовнішні обшивки, між якими розміщено заповнювач, яка відрізняється тим, що заповнювач виконано принаймні із трьох гофрованих шарових пакетів, що стикаються між собою, причому повздовжні осі гофрів суміжних шарових пакетів розташовані у взаємно-перехресних напрямках.2. Багатошарова панель із полімерного композиційного матеріалу, що містить зовнішні обшивки, між...
Спосіб “поліпромсинтез” виготовлення полімерного бандажа при ремонті магістрального та технологічного трубопроводу
Номер патенту: 40605
Опубліковано: 15.08.2001
Автори: Башун Вадим Васильович, Кадай Сергій Іванович
МПК: F16L 59/00, F16L 59/02, F16L 58/02
Мітки: спосіб, магістрального, ремонті, трубопроводу, бандажа, технологічного, полімерного, поліпромсинтез, виготовлення
Формула / Реферат:
1. Спосіб виготовлення полімерного бандажа при ремонті магістрального та технологічного трубопроводу, що включає шпаклювання трубної поверхні, намотку армуючого матеріалу на основі скловолокна та нанесення поліефірної смоли , який відрізняється тим, що на трубну поверхню намотують армуючий матеріал у вигляді скломати та склотканини, а поліефірну смолу наносять на відшпакльовану трубну поверхню та армуючий матеріал після його...
Спосіб виготовлення полімерного матеріалу

Номер патенту: 4568
Опубліковано: 28.12.1994
Автори: Столяр Ігор Анатолійович, Дзюра Євген Антонович, Науменко Олександр Петрович
МПК: B29D 30/00, B29B 11/16
Мітки: матеріалу, виготовлення, спосіб, полімерного
Пристрій для виготовлення виробів з полімерного матеріалу
Номер патенту: 11648
Опубліковано: 25.12.1996
Автори: Горюнов Николай Андреевич, Ратнер Ісаак Срулевич, Кавин Евгений Васильевич, Лобжанидзе Виталий Антонович, Подольський Юзеф Ківович, Грачев Владимир Владимирович, Данилов Владимир Иванович
МПК: B29K 105/04, B29C 67/20
Мітки: виробів, полімерного, матеріалу, пристрій, виготовлення
Формула / Реферат:
Устройство для изготовления изделий из полимерного материала методом заливки, включающее корпус формы, установленную в нем с возможностью попорота втулку с литьевым каналом и средства заливки и попорота втулки, отличающееся тем, что, с целью механизации процесса заливки, средства заливки и поворота втулки выполнены в виде установленного с возможностью возвратно-поступательного перемещения штуцера с конической головкой и закрепленным на...
Попередній патент: Спосіб уповільненого коксування
Наступний патент: Мікрокапсула для біологічно активних сполук та спосіб її одержання
Випадковий патент: Процес профілактики та лікування післяопераційних гнійно-запальних ускладнень