Спосіб виготовлення дошки для підлоги



Формула / Реферат
1. Спосіб виготовлення дошки для підлоги, який полягає у виготовленні заготовки з високосортного дерева, її сушінні і остаточній обробці верхньої, нижньої і бічних довгих поверхонь, який відрізняється тим, що додатково виготовляють заготовку з низькосортного дерева таким чином, щоб напрямок річних кілець в неї не збігався з напрямком річних кілець у заготовці з високосортного дерева, сушать заготовку з низькосортного дерева, після сушіння заготовок з високосортного і низькосортного дерева попередньо обробляють верхні, нижні і довгі бічні поверхні кожної, а перед остаточною обробкою поверхонь склеюють заготовки з високосортного і низькосортного дерева один з одним під тиском.
2. Спосіб за п.1, який відрізняється тим, що відношення товщин заготовок із високосортного дерева і низькосортного дерева складає 1:1-2 відповідно.
3. Спосіб за п.1, який відрізняється тим, що в заготовках із високосортного і/або низькосортного дерева після сушіння видаляють сучки шляхом обрізання заготовки по всій ширині по обидва боки від сучків.
4. Спосіб за п.3, який відрізняється тим, що після видалення сучків частини заготовок із високосортного і/або низькосортного дерева зрощують шляхом нарізування зубчатих шипів на торцях частин, що з'єднуються, і склеювання їх один з одним протягом 30-40 сек під тиском 110-120 кг/см2, що впливає з кінців заготовок.
5. Спосіб за п.1, який відрізняється тим, що заготовки з високосортного і низькосортного дерева склеюють один з одним під тиском 75-120 кг/см2 протягом 25-30 хвилин.
6. Спосіб за п.1, який відрізняється тим, що при остаточній обробці поверхонь одночасно нарізають на довгих бічних поверхнях з однієї сторони шип, з іншої сторони співвісно йому паз.
Текст
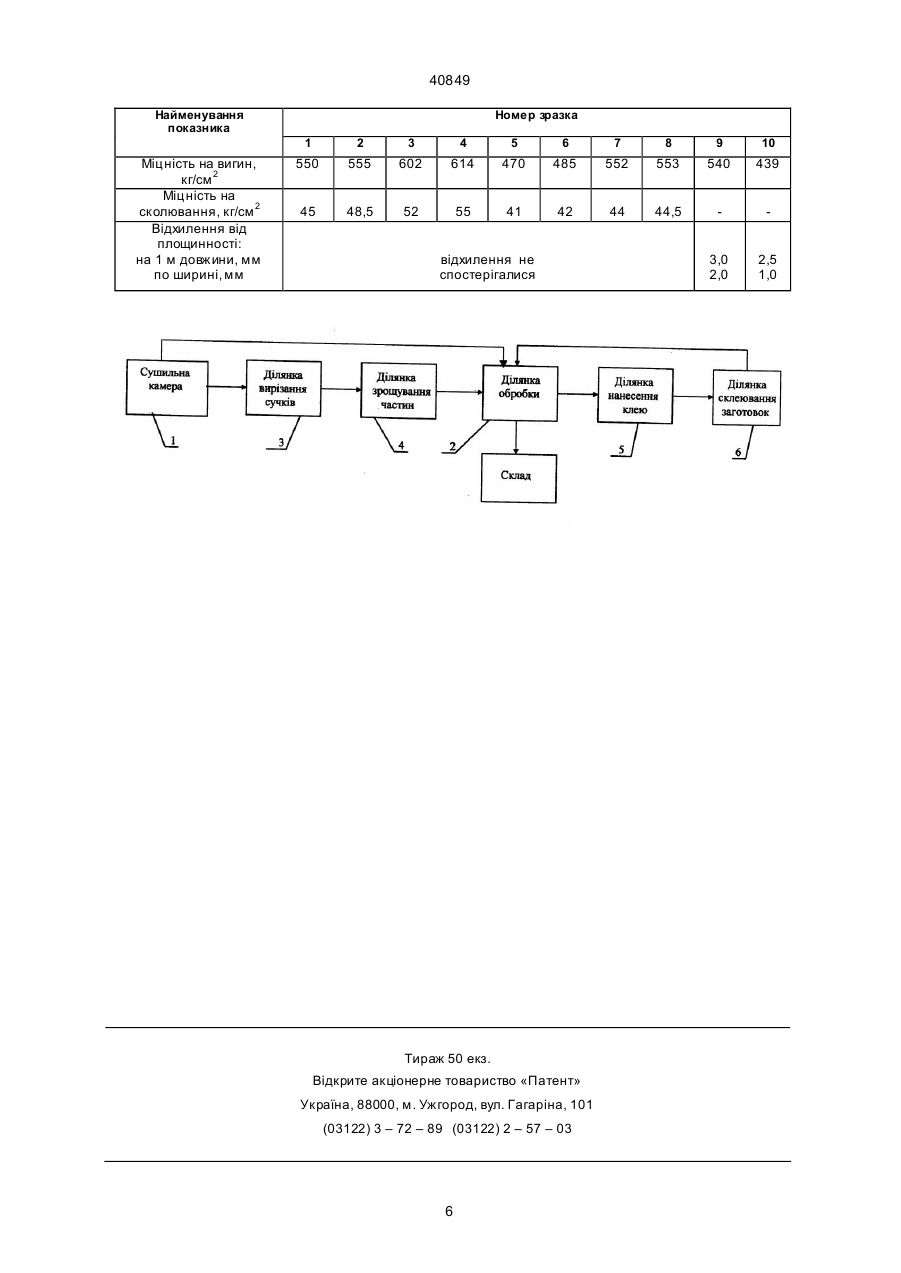
1. Спосіб виготовлення дошки для підлоги, який полягає у виготовленні заготовки з високосортного дерева, її сушінні і остаточній обробці верхньої, нижньої і бічних довгих поверхонь, який відрізняє ться тим, що додатково виготовляють заготовку з низькосортного дерева таким чином, щоб напрямок річних кілець в неї не збігався з напрямком річних кілець у заготовці з високосортного дерева, суша ть заготовку з низькосортного дерева, після сушіння заготовок з високосортного і низькосортного дерева попередньо обробляють верхні, нижні і довгі бічні поверхні кожної, а перед остаточною обробкою поверхонь склеюють заготовки з високосортного і низькосортного дерева один з одним під тиском. 2. Спосіб за п.1, який відрізняється тим, що відношення товщин заготовок із високосортного Зоя (11) UA того, що під час досихання готової дошки після виготовлення або висихання після її збереження у вологих умовах можливо короблення дошки, тобто відхи лення від площинності, що позначається на її якості і, отже, на якості підлоги. Крім того, замазування сучків шпаклівкою або забивання пробкою порушує зовнішній вигляд підлоги, особливо при прозорому покритті лицевої поверхні, а під час його експлуа тації можливо руй нація шпаклівки і випадання пробок, що негативно позначається на естетичному вигляді підлоги і міцності дошки в цьому місці. В основу ви находу поставлена задача створити такий спосіб виготовлення дошки для підлоги, в якому використання нової складової дошки і введення нових прийомів дозволили забезпечити економію високосортних цінних м'яких і твердих порід дерева, при цьому виключити короблення дошки і збільшити її міцність і жорсткість. Поставлена задача вирішуєть ся тим, що в способі виготовлення дошки для підлоги який по (19) Винахід відноситься до технології виготовлення довгомірних дерев'яних виробів, а саме дошок для настилу підлоги. Відомий спосіб виготовлення дошки для підлоги за ДЕСТ 8242-88, при якому виготовляють заготовку з високосортного дерева, сушать і остаточно обробляють верхню, нижню і бічні поверхні. При наявності на лицевій поверхні в заготовці сучків останні висвердлюють, а отвори, що утворилися, забивають пробкою або замазують шпаклівкою. Недоліками відомого способу є те, що він передбачає виготовлення дошки суцільної з високосортного дерева, що веде до неекономного використання цінних порід деревини. При цьому дошка, виготовлена з високосортної м'якої породи, відрізняється зниженими міцністю і жорсткістю, тому для забезпечення необхідних зазначених характеристик необхідно збільшувати товщи ну заготовки, що також є неекономним. Виготовлення дошки із суцільної заготовки призводить також до 40849 ____________________ 40849 лягає у ви готовленні заготовки з високосортного дерева, її сушінні і остаточній обробці верхньої, нижньої і бічних довгих поверхонь, згідно з винаходом додатково виготовляють заготовку з низькосортного дерева таким чином, щоб напрямок річних кілець в неї не збігався з напрямком річних кілець у заготовці з високосортного дерева, сушать заготовку з низькосортного дерева, після сушіння заготовок з високосортного і низькосортного дерева попередньо обробляють верхні, нижні і довгі бічні поверхні кожної, а перед остаточною обробкою поверхонь склеюють заготовки з високосортного і низькосортного дерева один з одним під тиском. Відношення товщин загото вок із високосортного дерева і низькосортного дерева складає 1:1-2 відповідно. В заготовках із високосортного і/або низькосортного дерева після сушіння видаляють сучки шляхом обрізання заготовки по всій ширині по обидва боки від сучків. Після видалення сучків частини заготовок із високосортного і/або низькосортного дерева зрощують шля хом нарізування зубчатих шипів на торцях частин, що з'єднуються, і склеювання їх один з одним протягом 30-40 сек під тиском 110-120 кг/см, що впливає з кінців заготовок. Заготовки з високосортного і низькосортного дерева склеюють один з одним під тиском 75-120 кг/см 2 протягом 25-30 хви лин. При остаточній обробці поверхонь одночасно нарізають на довгих бічних поверхнях з однієї сторони шип, з іншої сторони співвісно йому паз. Перевага способу, що заявляється, полягає в то му, що він дозволяє одержувати якісні дошки для підлоги й одночасно економити високосортну цінну деревину. Це пояснюється тим, що виготовлення дошки шляхом склеювання двох заготовок: заготовки з високосортної деревини в якості верхнього ша ру і заготовки з більш низького сорту дерева в якості нижнього шару, сприяє значної економії високосортних цінних порід дерева, при цьому місце склеювання заготівель, яке є свого роду ребром жорсткості дошки, і не збіг напрямку річних кілець в заготовках дозволяють підвищити жорсткість і міцність дошки, а також уникнути короблення дошки в процесі досихання після виготовлення або після збереження її у вологих умовах. Крім того, видалення сучків у заготовках шляхом обрізання заготовки по всій ширині з обох боків від сучка і подальшого склеювання частин виключає руйнацію дошки в цьому місці при експлуа тації підлоги, а з'єднання частин заготовки "у шип" не впливає на міцність і жорсткість дошки і не порушує естетичний вигляд підлоги. но однакової довжини у залежності від числа сучків, що потребують ви далення, і їх розмірів. Заготовки можуть бути виконані з дерева твердих порід, наприклад дуб, ясен, бук, або м'яких порід, наприклад сосна, і для виготовлення дошки можуть використовува тися в будь-якому сполучен ні: тверда порода дерева з твердою, м'яка порода дерева з м'якою, тверда порода дерева з м'якою, м'яка порода дерева з твердою. Заготовки направляють у сушильну камеру 1 і сушать при температурі 90-95°С. Заготовки з твердих порід дерева сушать протягом 420-590 годин, заготовки з м'яких порід сушать протягом 165255 годин. Вологість готової заготовки з твердої породи дерева має складати 8-10%, із м'якої породи дерева 8-12%. Висуше ні заготовки сортирують у залежності від необхідності видалення сучків. При цьому в заготовках з високосортного дерева сучки видаляють усі, у заготовках із низькосортного дерева живі сучки видаляти не обов'язково. Якщо заготовки не мають сучків або мають сучки, які не потребують видалення, то їх відразу переміщають на ділянку 2 обробки, де на чотирибічному стругальному верстаті попередньо обробляють верхню, нижню і довгі бічні поверхні кожної заготовки. Якщо в однієї з двох заготовок сучків немає або вони не потребують видалення, а в другій заготовці є сучки, які треба видалити, то першу із зазначених заготовок переміщають відразу на ді лянку 2 обробки, де на чотирибічному стругальному верстаті попередньо обробляють її верхню, нижню і довгі бічні поверхні, а другу направляють на ділянку 3 вирізання сучків. Якщо обидві заготовки мають сучки, які потребують видалення, то їх спрямовують на ділянку 3 вирізання сучків. На ділянці 3 вирізання сучків сучки видаляють обрізанням заготовки по всій ширині по обидва боки від сучка, після чого частини кожної заготовки направляють на ділянку .4 зрощування частин. На ділянці 4 зрощування частин ши порізним верстатом на торцях частин заготовки нарізають зубчаті ши пи довжиною до 10 мм, при цьому на одному із торців двох крайніх частин шипи не нарізають. Промазують шипи водостійким клеєм, наприклад водорозчинним полімерним, набирають із частин заготовку і склеюють їх один з одним за допомогою преса, що впливає з торців заготовки. Частини заготовки склеюють протягом 30-40 секунд під тиском преса 110-120 кг/см 2, після чого заготовку звільняють від тиску і лишають висихати протягом 25-30 хвилин при кімнатній температурі. При необхідності склеєну заготовку обрізають з одного кінця до зазначеної довжини. Далі склеєну заготовку виробляємої дошки, або обидві склеєні заготовки виробляємої дошки направляють на ділянку 2 обробки заготовки 4, де на чотирибічному стругальному верстаті попередньо обробляють верхню, нижню і довгі бічні поверхні кожної заготовки. Обидві попередньо оброблені заготовки з ділянки 2 переміщують на ділянку 5 нанесення клею. На поверхні, що склеюються, загото вок наносять водостійкий клей, наприклад водорозчинний полімерний, і направляють на ділянку 6 склеювання загото вок. Суть способу виготовлення дошки для підлоги, що заявляється, пояснюється наданою схемою технологічної лінії виробництва дошок для підлоги. Спосіб здійснюється таким чином. Виготовляють дві заготовки методом радіального або тангентального розпила для уникнення збігання напрямків річних кілець у заготовках. Одну заготовку виробляють з високосортного дерева, другу - із дерева на один-два сорти нижче, при цьому відношення товщин загото вок із високосортного дерева і низькосортного дерева складає 1:1-2 відповідно. Заготовки мають бути однакової ширини і приблиз 2 40849 На ділянці 6 склеювання заготовки накладають один на одного поверхнями, що склеюються, і склеюють під пресом протягом 25-30 хвилин під тиском 75-120 кг/см 2. Для зручності в подальшій обробки, при накладанні двох заготовок один на одного їх ви рівнюють по довжині з одного торця. Склеєні заготовки витягають із преса і лишають ви сихати протягом 60-80 хвилин при кімнатній температурі. Після цього, якщо довжини заготовок не співпадають або довжина дошки більше необхідної, дошку обрізають з одного кінця. Після висихання отриману дошку повертають на ділянку 2 обробки і на чотирибічному стругальному верстаті одночасно остаточно обробляють верхню і нижню поверхні до заданої товщини дошки, довгі бічні поверхні до заданої ширини дошки і нарізають на довги х бічних поверхнях з однієї сторони шип, а з іншої сто рони співвісно йому паз. Готовий ви ріб спрямовують на склад. Таким способом можна виготовляти дошки для підлоги шириною 40-200 мм, товщи ною 28-50 мм і довжиною до 6000 мм. Приклад 1. Виготовляли дошку для підлоги товщиною 35 мм, шириною 70 мм і довжиною 3000 мм. Виготовляли дві заготовки шляхом радіального розпила: одну з високосортного дуба, другу із сосни 1-го сорту. Ши рина загото вок складала 79 мм, довжина заготовки з дуба -3150 мм, довжина заготовки із сосни - 3000 мм, товщи на заготовки з дуба - 16 мм, товщи на заготовки із сосни - 27 мм. Напрямки річних кілець у заготовках не збігалися. Заготовки сушили в сушильній камері при температурі 90°С. Заготовку з дуба сушили протягом 420 годин, заготовку із сосни сушили протягом 250. Вологість заготовки з дуба після сушіння складала 10%, вологість заготовки із сосни складала 9%. На заготовці з дуба був один сучок, що підлягав видаленню, на заготовці із сосни сучки не потребува ли видалення. Заготовку з дуба направляли на ділянку вирізання сучків, де сучок видаляли обрізанням заготовки по всій ширині по обидва боки від сучка. Потім на одному із торців кожній із двох частин заготовки на ділянці зрощування частин шипорізним верстатом нарізали зубчаті шипи, промащували їх клеєм Durolook (Німеччина), з'єднували частини і склеювали один з одним, діючи пресом із торців заготовки, під тиском 115 кг/см 2 протягом 35 сек, потім витягали з преса і сушили при кімнатній температурі 25 хвилин. Далі на ділянці обробки на чотирибічному стругальному верстаті попередньо обробляли верхню, нижню і довгі бічні поверхні кожної заготовки і на ділянці нанесення клея на поверхні заготовок, що склеюються, наносили валиком клей Durolook. На ділянці склеювання заготовки накладали один на одного поверхнями, що склеюються, і склеювали під пресом протягом 30 хвилин під тиском 84 кг/см 2. Склеєні заготовки звільняли від тиску і давали висохнути протягом 70 хвилин при кімнатній температурі. Отриману дошку знову обробляли на чотирибічному стругальному верстаті до заданих розмірів ширини і товщи ни й одночасно на довгих бічних поверхнях нарізали шип висотою 11 мм і шириною 10 мм і паз глибиною 11,5 мм і шириною 10,5 мм. У готовій дошці для підлоги товщина верхнього ша ру з високосортного дуба складала 12,5 мм, Приклад 2. Виготовляли дошку для підлоги товщиною 35 мм, шириною 100 мм і довжиною 1000 мм. Виготовляли дві заготовки шляхом радіального розпила: одну з високосортного дуба, другу із сосни 1-го сорту. Ширина заготовок складала 109 мм, довжина заготовок - 1000 мм, товщина заготовки з дуба - 21 мм, товщи на заготовки із сосни - 22 мм. Напрямки річних кілець у заготовках не збігалися. Заготовки сушили в сушильній камері при температурі 90°С. Заготовку з дуба сушили протягом 500 годин, заготовку із сосни сушили протягом 250 годин. Вологість заготовки з дуба після сушіння складала 10%, вологість заготовки зі сосни складала 8%. На заготовці з дуба сучків не було, на заготовці із сосни сучки не потребували видалення. Тому обидві заготовки відразу спрямовували на ділянку обробки і на чотирибічному стругальному верстаті попередньо обробляли верхню, нижню і довгі бічні поверхні кожної заготовки. Далі на ділянці нанесення клею на поверхні заготовок, що склеюються, наносили валиком клей Durolook, після чого на ділянці склеювання заготовки складали поверхнями, що склеюються, друг до др уга і склеювали під пресом протягом 30 хвилин під тиском 93 кг/см 2. Склеєні заготовки звільняли з преса і давали висохнути протягом 70 хвилин при кімнатній температурі. Отриману дошку знову обробляли на чотирибічному стругальному верстаті до заданих розмірів ширини і товщи ни й одночасно на довгих бічних поверхнях нарізали шип висотою 11 мм і шириною 10 мм і паз глибиною 11,5 мм і шириною 10,5 мм. У готовій дошці для підлоги товщина верхнього ша ру з високосортного дуба складала 17 мм. Приклад 3. Виготовляли дошку для підлоги товщиною 28 мм, шириною 200 мм і довжиною 6000 мм. Виготовляли дві заготовки шляхом радіального розпила: одну з високосортного бука, другу із дуба 1-го сорту. Ширина заготовок складала 209 мм, довжина заготовки з бука -6300 мм, довжина заготовки з дуба - 6000 мм, товщи на заготовки з бука - 14 мм, товщи на заготовки з дуба - 23 мм. Напрямки річних кілець у заготовках не збігалися. Заготовки сушили в сушильній камері при температурі 95°С. Заготовки сушили протягом 590 годин. Вологість кожної заготовки після сушіння складала 8%. На заготовці з бука було два сучки, що підлягали видаленню, на заготовці з дуба сучки не потребува ли видалення. Заготовку з бука спрямовували на ділянку вирізання сучків, де їх видаляли обрізанням заготовки по всій ширині по обидва боки від сучків. Потім на одній частині заготовки з двох торців і на одному із торців кожній із двох частин заготовки на ділянці зрощування частин шипорізним верстатом нарізали зубчаті шипи, промащували їх клеєм Durolook, з'єднували частини і склеювали один з одним, діючи пресом із торців заготовки, під тиском 120 кг/см 2 протягом 40 сек, потім витягали з преса і сушили при кімнатній 3 40849 температурі 40 хвилин. Далі на ділянці обробки на чотирибічному стругальному верстаті попередньо обробляли верхню, нижню і довгі бічні поверхні кожної заготовки і на ділянці нанесення клею на поверхні загото вок, що склеюються, наносили валиком клей Durolook. На ділянці склеювання заготовки накладали один на одного поверхнями, що склеюються, і склеювали під пресом протягом 30 хви лин під тиском 120 кг/см 2. Склеєні заготовки звільняли з преса і давали ви сохнути протягом 80 хви лин при кімнатній температурі. Отриману дошку знову обробляли на чотирибічному стругальному верстаті до заданих розмірів ширини і товщи ни й одночасно на довгих бічних поверхнях нарізали шип висотою 9 мм і шириною 10 мм і паз глибиною 9,5 мм і шириною 10,5 мм. У готовій дошці для підлоги товщина верхнього ша ру з ви сокосортного бука складала 9,5 мм. Приклад 4. Виготовляли дошку для підлоги товщиною 28 мм, шириною 90 мм і довжиною 1500мм. Виготовляли дві заготовки шляхом радіального розпила: одну з високосортного дуба, другу із бука 2-го сорту. Ширина загото вок складала 99 мм, довжина заготовки з дуба -1500 мм, довжина заготовки з бука - 2000 мм, товщи на заготовки з дуба - 18 мм, товщина заготовки з бука - 18 мм. Напрямки річних кілець у заготовках не збігалися. Заготовки -сушили в сушильній камері при температурі 90°С. Заготовки сушили протягом 590 годин. Вологість кожної заготовки після сушіння складала 9%. На заготовці з дуба сучків не було, на заготовці з бука було два сучки, що потребува ли видалення. Заготовку з бука спрямовували на ділянку ви різання сучків, де їх ви даляли обрізанням заготовки по всій ширині по обидва боки від сучків. Потім на одній частині заготовки з двох торців і на однім із торців кожній із двох частин заготовки на ділянці зрощування частин шипорізним верстатом нарізали зубчаті ши пи, промащували їх клеєм Durolook , з'єднували частини і склеювали один з одним, діючи пресом із торців заготовки, під тиском 120 кг/см 2 протягом 40 сек, після чого ви тягали з преса і сушили при кімнатній температурі 30 хвилин. Потім заготовки спрямовували на ділянку обробки і на чотирибічному стругальному верстаті попередньо обробляли верхню, нижню і довгі бічні поверхні кожної заготовки. Далі на ділянці нанесення клею на поверхні заготовок, що склеюються, наносили валиком клей Durolook, після чого на ділянці склеювання заготовки складали поверхнями, що склеюються, друг до друга і склеювали під пресом протягом ЗО хвилин під тиском 90 кг/см 2. Склеєні заготовки звільняли з преса і давали висохнути протягом 80 хвилин при кімнатній температурі. Отриману дошку знову обробляли на чотирибічному стругальному верстаті до заданих розмірів ширини і товщи ни й одночасно на довгих бічних поверхнях нарізали шип висотою 9 мм і шириною 10 мм і паз глибиною 9,5 мм і шириною 10,5 мм. У готовій дошці для підлоги товщи на верхнього ша ру з ви сокосортного дуба складала 14 мм. Виготовляли дві заготовки шляхом радіального розпила; одну з високосортної сосни, другу із сосни 2-го сорту. Ширина заготовок складала 159 мм, довжина заготовки з високосортної сосни 2650 мм, довжина заготовки із сосни 2-го сорту 2900 мм, товщи на заготовки з високосортної сосни - 20 мм, товщи на заготовки із сосни 2-го сорту - 36 мм. Напрямки річних кілець у заготовках не збігалися. Заготовки сушили в сушильній камері при температурі 95 °С протягом 200 годин. Вологість заготовок після сушіння складала 9%. На заготовці з високосортної сосни був один сучок, що підлягав ви даленню, на заготовці із сосни 2-го сорту було три сучки, що потребува ли видалення. Обидві заготовки спрямовували на ділянку вирізання сучків, де сучки видаляли обрізанням кожної заготовки по всій ширині по обидва боки від сучків. Потім на ділянці зрощування частин шипорізним верстатом нарізали зубчаті шипи: на частинах заготовки з високосортної сосни на однім із торців кожній із двох частин заготовки, на частинах заготовки із сосни 2-го сорту - із двох торців на двох частинах заготовки і на однім із торців кожній із двох інших частин заготовки. Торці частин заготовок із шипами промащували клеєм Durolook. Частини кожної заготовки з'єднували і склеювали один з одним, діючи пресом із торців заготовок, під тиском 110 кг/см 2 протягом 30 сек. Зрощені заготовки витягали з преса і сушили при кімнатній температурі 25 хвилин. Далі на ділянці обробки на чотирибічному стругальному верстаті попередньо обробляли верхню, нижню і довгі бічні поверхні кожної заготовки і на ділянці нанесення клею на поверхні загото вок, що склеюються, наносили валиком клей Durolook. На ділянці склеювання заготовки накладали один на одного поверхнями, що склеюються, і склеювали під пресом протягом 25 хви лин під тиском 107 кг/см 2. Склеєні заготовки звільняли з преса і давали ви сохнути протягом 60 хви лин при кімнатній температурі. Отриману дошку знову обробляли на чотирибічному стругальному верстаті до заданих розмірів ширини і товщи ни й одночасно на довгих бічних поверхнях нарізали шип висотою 16 мм і шириною 10 мм і паз глибиною 16,5 мм і шириною 10,5 мм. У готовій дошці для підлоги товщина верхнього ша ру з ви сокосортної сосни складала 16 мм. Приклад 6. Виготовляли дошку для підлоги товщиною 50 мм, шириною 40 мм і довжиною 1000мм. Виготовляли дві заготовки шляхом радіального розпила: одну з високосортної сосни, другу із сосни 1-го сорту. Ши рина загото вок складала 49 мм, довжина заготовок - 1000 мм, товщи на заготовки з високосортної сосни - 28 мм, товщи на заготовки із сосни 1-го сорту - 28 мм. Напрямки річних кілець у заготівлях не збігалися. Заготовки сушили в сушильній камері при температурі 90°С протягом 255 годин. Вологість заготовок після сушіння складала 8%. На заготовці з високосортної сосни сучків не було, на заготовці із сосни 1-го сорту сучки не потребували видалення. Тому обидві заготовки відразу спрямовували на ділянку обробки і на чотирибічному стругальному верстаті попередньо обробляли верхню, нижню і довгі бічні поверхні кожної заготовки. Далі на ділянці нанесення клею на по Приклад 5. Виготовляли дошку для підлоги товщиною 50 мм, шириною 150 мм і довжиною 2500 мм. 4 40849 верхні заготовок, що склеюються, наносили валиком клей Durolook, після чого на ділянці склеювання заготовки складали поверхнями, що склеюються, друг до друга і склеювали під пресом протягом 25 хвилин під тиском 75 кг/см 2. Склеєні заготовки звільняли з преса і давали висохнути протягом 60 хвилин при кімнатній температурі. Отриману дошку знову обробляли на чотирибічному стругальному верста ті до заданих розмірів ширини і товщи ни й одночасно на довгих бічних поверхнях нарізали шип висотою 16 мм і шириною 10 мм і паз глибиною 16,5 мм і шириною 10,5 мм. У готовій дошці для підлоги товщина верхнього ша ру з високосортної сосни складала 20 мм. Приклад 7. Виготовляли дошку для підлоги товщиною 45 мм, шириною 120 мм і довжиною 4000 мм. Виготовляли дві заготовки шляхом радіального розпила: одну з високосортної сосни, другу із ясена 1-го сорту. Ширина заготовок складала 129 мм, довжина заготовки із сосни -4300 мм, довжина заготовки з ясена - 4000 мм, товщина заготовки із сосни - 19 мм, товщи на заготовки з ясена - 34 мм. Напрямки річних кілець у заготовках не збігалися. Заготовки сушили в сушильній камері при температурі 95°С. Заготовку із сосни сушили протягом 165 годин, заготовку з ясена сушили протягом 420 годин. Вологість заготовки із сосни після сушіння складала 12%, вологість заготовки з ясена після сушіння складала 10%. На заготовці із сосни було два сучки, що підлягали видаленню, на заготовці з ясена сучки не потребува ли видалення. Заготовку із сосни спрямовували на ділянку вирізання сучків, де їх видаляли обрізанням заготовки по всій ширині по обидва боки від сучків. Потім на одній частині заготовки із сосни з двох торців і на однім із торців кожній із двох частин заготовки на ділянці зрощуван ня частин шипорізним верстатом нарізали зубчаті ши пи, промащували їх клеєм Durolook, з'єднували частини і склеювали один з одним, діючи пресом із торців заготовки, під тиском 115 кг/см 2 протягом 35 сек, потім витягали з преса і сушили при кімнатній температурі 25 хвилин. Далі на ділянці обробки на чотирибічному стругальному верстаті попередньо обробляли верхню, нижню і довгі бічні поверхні кожної заготовкиі на ділянці нанесення клею на поверхні заготовок, що склеюються, наносили валиком клей Durolook. На ділянці склеювання заготовки накладали один на одного поверхнями, що склеюються, і склеювали під пресом протягом 25 хвилин під тиском 100 кг/см 2. Склеєні заготовки звільняли з преса і давали висохнути протягом 70 хвилин при кімнатній температурі. Отриману дошку знову обробляли на чотирибічному стругальному верстаті до заданих розмірів ширини і товщи ни й одночасно на довгих бічних поверхнях нарізали шип висотою 15 мм і шириною 10 мм і паз глибиною 15,5 мм і шириною 10,5 мм. У готовій дошці для підлоги товщина верхнього шару з високосортної сосни складала 15 мм. Приклад 8. Виготовляли дошку для підлоги товщиною 45 мм, шириною 50 мм і довжиною 2000 мм. Виготовляли дві заготовки шляхом радіального розпила: одну з високосортної сосни, другу із ясена 1-го сорту. Ши рина загото вок складала 59 мм, довжина заготовок - 2000 мм, товщи на заготовки з високосортної сосни - 27 мм, товщи на заготовки з ясена - 27 мм. Напрямки річних кілець у заготовках не збігалися. Заготовки сушили в сушильній камері при температурі 95°С. Заготовку із сосни сушили протягом 165 годин, заготовку з ясена сушили протягом 500 годин. Вологість заготовки із сосни після сушіння складала 12%, вологість заготовки з ясена після сушіння складала 10%. На заготовці з високосортної сосни сучків не було, на заготовці з ясена сучки не потребува ли видалення. Тому обидві заготовки відразу спрямовували на ділянку обробки і на чотирибічному стругальному верста ті попередньо обробляли верхню, нижню і довгі бічні поверхні кожної заготовки. Далі на ділянці нанесення клею на поверхні заготовок, що склеюються, наносили валиком клей Durolook, після чого на ділянці склеювання заготовки складали поверхнями, що склеюються, друг до друга і склеювали під пресом протягом 25 хвилин під тиском 78 кг/см 2. Склеєні заготовки звільняли з преса і давали висохнути протягом 70 хвилин при кімнатній температурі. Отриману дошку знову обробляли на чотирибічному стругальному верста ті до заданих розмірів ширини і товщи ни й одночасно на довгих бічних поверхнях нарізали шип висотою 15 мм і шириною 10 мм і паз глибиною 15,5 мм і шириною 10,5 мм. У готовій дошці для підлоги товщина верхнього ша ру з високосортної сосни складала 23 мм. Виготовлені дошки для підлоги перевіряли на міцність на вигин, на міцність на сколювання вздовж волокон у місці клеєвого з'єднання і на відхилення від площинності (покоробленість). Для порівняння виготовили дві дошки за способом-прототипом; дошку з дуба товщиною 28 мм, шириною 100 мм і довжиною 1000 мм (зразок 9) і дошку із сосни товщиною 35 мм, шириною 100 мм і довжиною 1000 мм, Результа ти перевірки приведені в таблиці. З таблиці видно, що показники міцності на вигин дошок, виготовлених способом, що заявляється, перевищує ці показники дошок, виготовлених за відомим способом, ознак покоробленості не спостерігалося, то ді як в дошках, ви готовлених за способом-прототи пом, такі ознаки мали місце. Результа ти перевірки на міцність на сколювання уз довж волокон показали, що дошки, виготовлені способом, що заявляється, відповідають вимогам ДЕСТу на клеєві з'єднання. 5 40849 Найменування показника Номер зразка 1 Міцність на вигин, кг/см 2 Міцність на сколювання, кг/см 2 Відхилення від площинності: на 1 м довжини, мм по ширині, мм 2 3 4 5 6 7 8 9 10 550 555 602 614 470 485 552 553 540 439 45 48,5 52 55 41 42 44 44,5 3,0 2,0 2,5 1,0 відхилення не спостерігалися Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 6 40849 7
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of the board for floor
Автори англійськоюVovk Volodymyr Yakovych
Назва патенту російськоюСпособ изготовления доски для пола
Автори російськоюВовк Владимир Яковлевич
МПК / Мітки
МПК: B32B 37/00
Мітки: підлоги, спосіб, виготовлення, дошки
Код посилання
<a href="https://ua.patents.su/7-40849-sposib-vigotovlennya-doshki-dlya-pidlogi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення дошки для підлоги</a>
Дошка для підлоги
Номер патенту: 703
Опубліковано: 15.11.2000
Автор: Вовк Володимир Якович
МПК: B32B 21/00, E04F 15/04
Формула / Реферат:
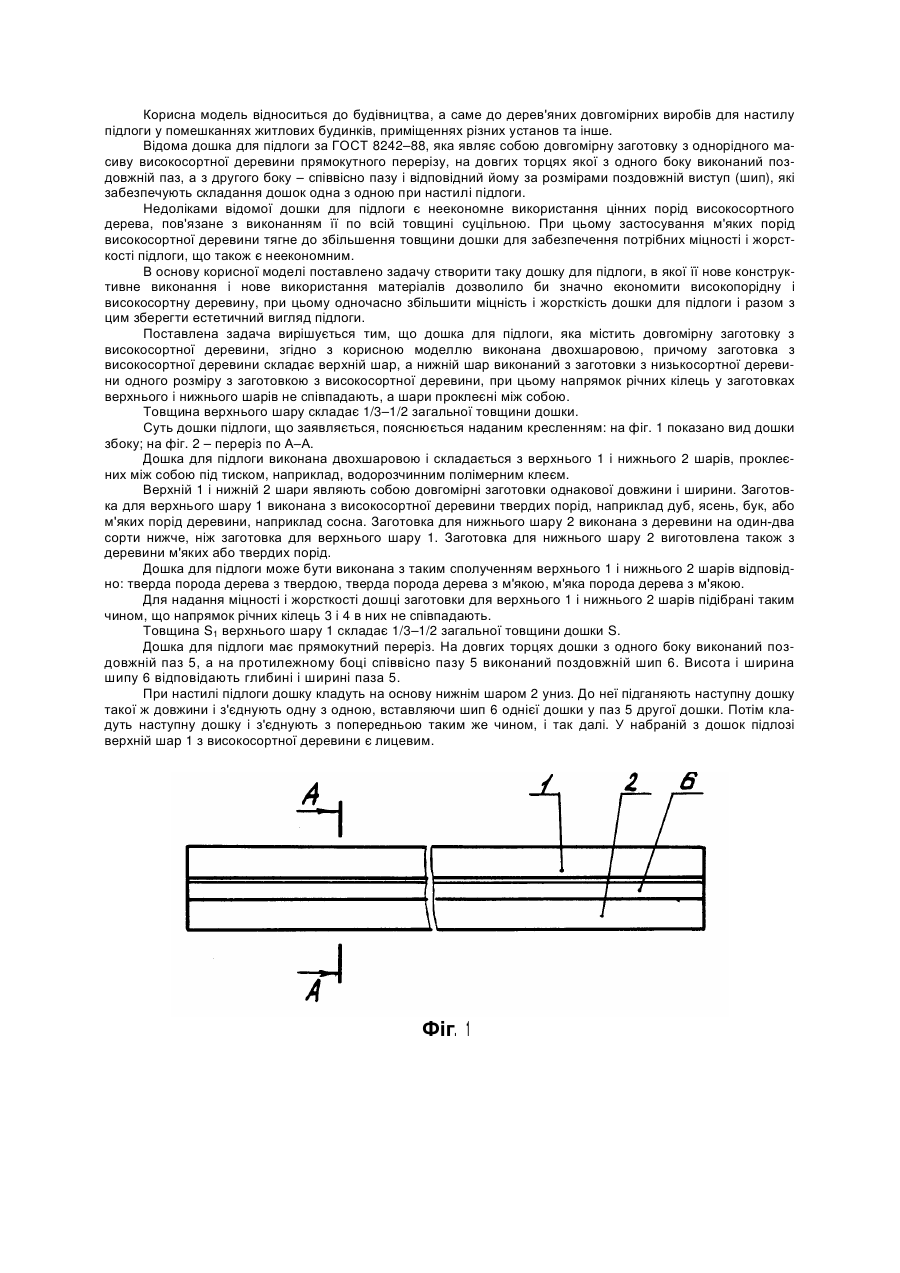
1. Дошка для підлоги, що містить довгомірну заготовку з високосортної деревини, яка відрізняється тим, що вона виконана двошаровою, причому заготовка з високосортної деревини складає верхній шар, а нижній шар виконаний з заготовки з низькосортної деревини одного розміру з заготовкою з високосортної деревини, при цьому напрямок річних кілець у заготовках верхнього і нижнього шарів не співпадають, а шари проклеєні між собою.2. Дошка для...
Спосіб формування основи паркетної дошки
Номер патенту: 19849
Опубліковано: 25.12.1997
Автори: Онуфрик Петро Петрович, Сениш Юрій Ярославович
МПК: B27M 3/04
Мітки: спосіб, основі, дошки, паркетної, формування
Формула / Реферат:
Спосіб формування основи паркетної дошки, що містить вкладання багатошарової основи, який відрізняється тим, що середній її шар вкладають впритул iз армованих з поздовжніх сторін ребровим шпоном сотових картонних елементів паралелепіпедної форми, вертикальні стінки комірок яких обволочені затверділою водостійкою клейовою речовиною i орієнтовані перпендикулярно до поверхні лицьового • покриття через зміцнювальний шар шпону, змащений з двох...
Керамічна маса для виготовлення плиток для підлоги при швидкісному режимі сушки та випалу
Номер патенту: 9741
Опубліковано: 30.09.1996
Автори: Дигдалович Андрій Михайлович, Пона Мирон Григорович, Боровець Зенон Іванович, Чернікова Ірина Валеріївна, Бек Юрій Маркіянович, Бек Маркіян Васильович
МПК: C04B 33/00
Мітки: підлоги, випалу, плиток, виготовлення, швидкісному, сушки, режимі, керамічна, маса
Формула / Реферат:
Керамічна маса для виготовлення плиток для підлоги при швидкісному режимі сушки та випалу, що містить глинистий компонент і перліт, яка відрізняється тим, що вона містить в якості глинистого компоненту гідрослюдисто-монтморилонітову глину та каолін і додатково - шлак ТЕС та склобій при такому співвідношенні компонентів, мас.%:Гідрослюдисто-монтморилонітова глина 30-50Каолін...
Керамічна маса для виготовлення плиток для підлоги і фасадних плиток за швидкісною технологією
Номер патенту: 22802
Опубліковано: 21.04.1998
Автори: Трач Юрій Богданович, Бек Маркіян Васильович, Боровець Зенон Іванович, Бек Юрій Маркіянович, Дигдалович Андрій Михайлович, Котур Марія Григорівна, Пиріг Ігор Юрійович
МПК: C04B 18/12, C04B 33/00
Мітки: маса, швидкісною, фасадних, підлоги, керамічна, виготовлення, плиток, технологією
Формула / Реферат:
Керамічна маса для виготовлення плиток для підлоги і фасадних плиток за швидкісною технологією, що містить глину, шлак і топник, яка відрізняється тим, що містить як лугомісткий топник гранітні відсіви і додатково містить гальванічні відпадки при такому співвідношенні компонентів, мас.%:
Спосіб виготовлення покриттів для підлоги
Номер патенту: 583
Опубліковано: 15.12.1993
Автори: Сірко Зіновій Степанович, Головащук Микола Йосипович, Єфіменко Юрій Іванович
МПК: B27M 3/08
Мітки: покриттів, виготовлення, спосіб, підлоги
Формула / Реферат:
Способ изготовления покрытий для пола, включающий проклеивание кусков шпона, формирование их в пакет и прессование, отличающиеся тем, что перед проклеиванием куски шпона сортируют по размерам, а формирование пакета осуществляют путем чередования лицевой и оборотной стороны кусков шпона.
Попередній патент: Гідрозмішувач для полімерних матеріалів
Наступний патент: Пристрій для захисту людини від негативного впливу відеотерміналів персональних комп’ютерів, телевізорів та іншої електронної техніки
Випадковий патент: Комбінований ґрунтообробний робочий орган