Пристрій для нанесення полімерного покриття на внутрішню поверхню труб
Формула / Реферат
1. Пристрій для нанесення полімерного покриття на внутрішню поверхню труб, зокрема трубопроводів для охолоджувальної рідини в пароконденсаторах і теплообмінниках, який містить блок постачання, призначений для забору і подачі матеріалу покриття, блок нанесення покриття, призначений для розподілу матеріалу, що надходить із блока постачання у внутрішню поверхню труби, а також блок управління, призначений для контролю і регулювання подачі матеріалу покриття і нанесення матеріалу на внутрішні поверхні труби, який відрізняється тим, що блок нанесення покриття має напрямний рукав з насадкою, що насаджується на трубу, яка покривається, і рухомий робочий шланг із розпилювальною форсункою, що направляється в напрямному рукаві і уводиться в трубу через насадку напрямного рукава, а блок управління має можливість контролювати і регулювати витрати матеріалу покриття на усмоктування і розпилення і робочий тиск у пристрої, а також запрограмований на задані значення довжини введення, швидкості введення і/або швидкості виведення робочого шланга.
2. Пристрій за п. 1, який відрізняється тим, що робочий шланг може цілеспрямовано уводитись всередину труби, що покривається, на усю свою довжину і виводитися назад через напрямний рукав.
3. Пристрій за п. 1 або 2, який відрізняється тим, що робочий шланг є шлангом високого тиску для безповітряного розпилення, який має форсунку для безповітряного розпилення, призначену для нанесення покриття під час виведення робочого шланга з труби.
4. Пристрій за кожним із попередніх пунктів, який відрізняється тим, що напрямний рукав закінчується в ручному пістолеті з надягнутою на нього насадкою, при цьому ручний пістолет з'єднаний з напрямним рукавом через плоский шарнір, а робочий шланг проходить через ручний пістолет і насадку.
5. Пристрій за п. 4, який відрізняється тим, що конструкція насадки забезпечує центрування робочого шланга в трубі, і для з'єднання з трубою, що покривається, насадка має приблизно овальну форму.
6. Пристрій за кожним із попередніх пунктів, який відрізняється тим, що робочий шланг у районі розпилювальної форсунки має фільтр і зворотний клапан.
7. Пристрій за п. 4 або 5, який відрізняється тим, що на ручному пістолеті є органи ручного управління.
8. Пристрій за кожним із попередніх пунктів, який відрізняється тим, що тиск подачі матеріалу складає від 5 до 500 бар (0,5 - 50 МПа), переважно - від 10 до 250 бар (1 - 25 МПа).
9. Пристрій за кожним із попередніх пунктів, який відрізняється тим, що блок постачання має усмоктувальний шланг із фільтром грубого очищення, підключений до живильного насоса, який працює в залежності від тиску на виході.
10. Пристрій за кожним із попередніх пунктів, який відрізняється наявністю зворотного клапана і вузла здвоєних фільтрів в області підведення матеріалу до блока нанесення покриття.
11. Пристрій за кожним із попередніх пунктів, який відрізняється тим, що в області блока нанесення покриття є барабан з приводом для намотування робочого шланга.
12. Пристрій за п.1, який відрізняється тим, що блок управління запрограмований на задані значення швидкості розпилення і витрати матеріалу покриття.
13. Пристрій за кожним із попередніх пунктів, який відрізняється тим, що він виконаний мобільним.
14. Пристрій за кожним із попередніх пунктів, який відрізняється тим, що блок управління і блок постачання розміщені на одному, а блок нанесення покриття - на іншому рухомому візку, які з'єднані між собою шлангом подачі матеріалу.
Текст
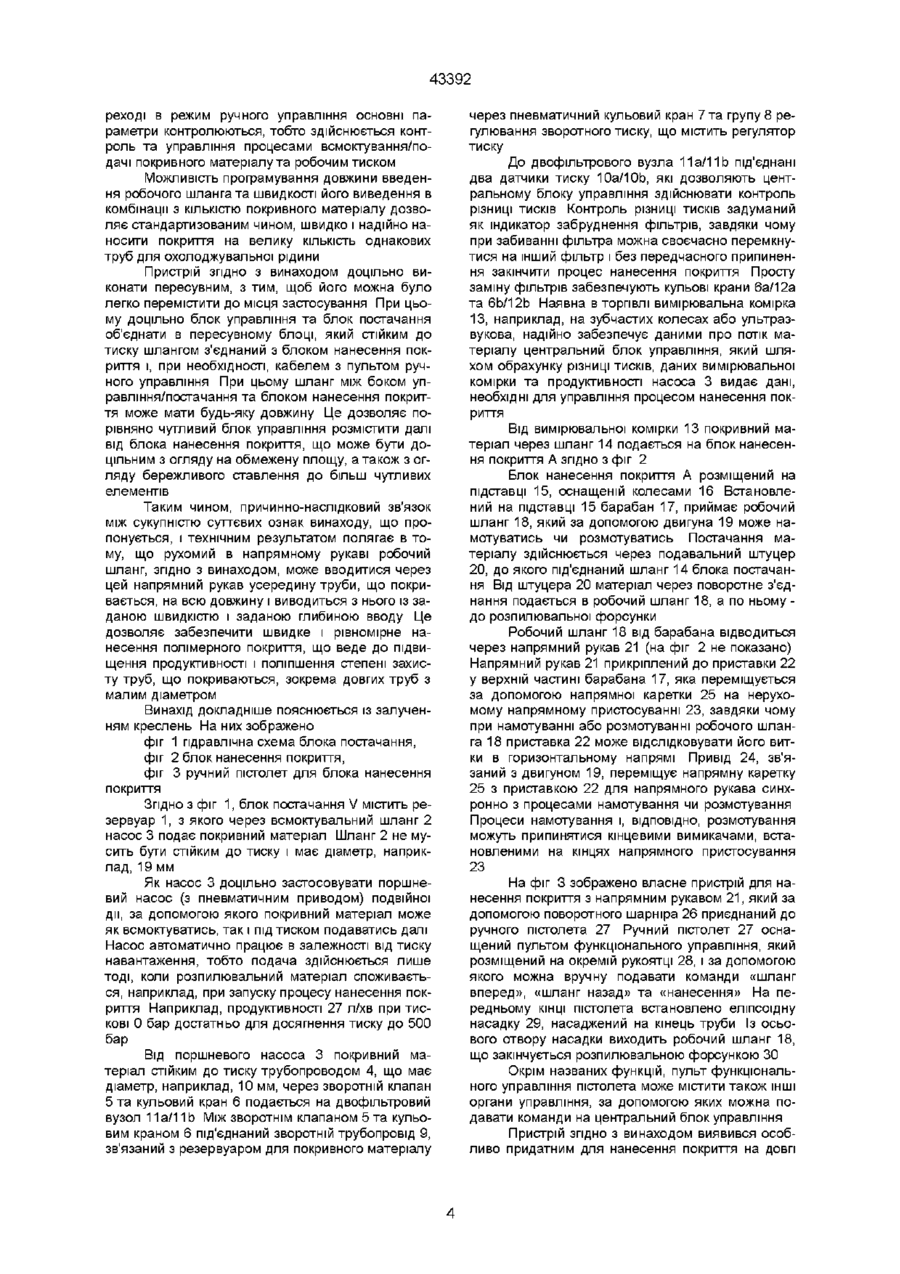
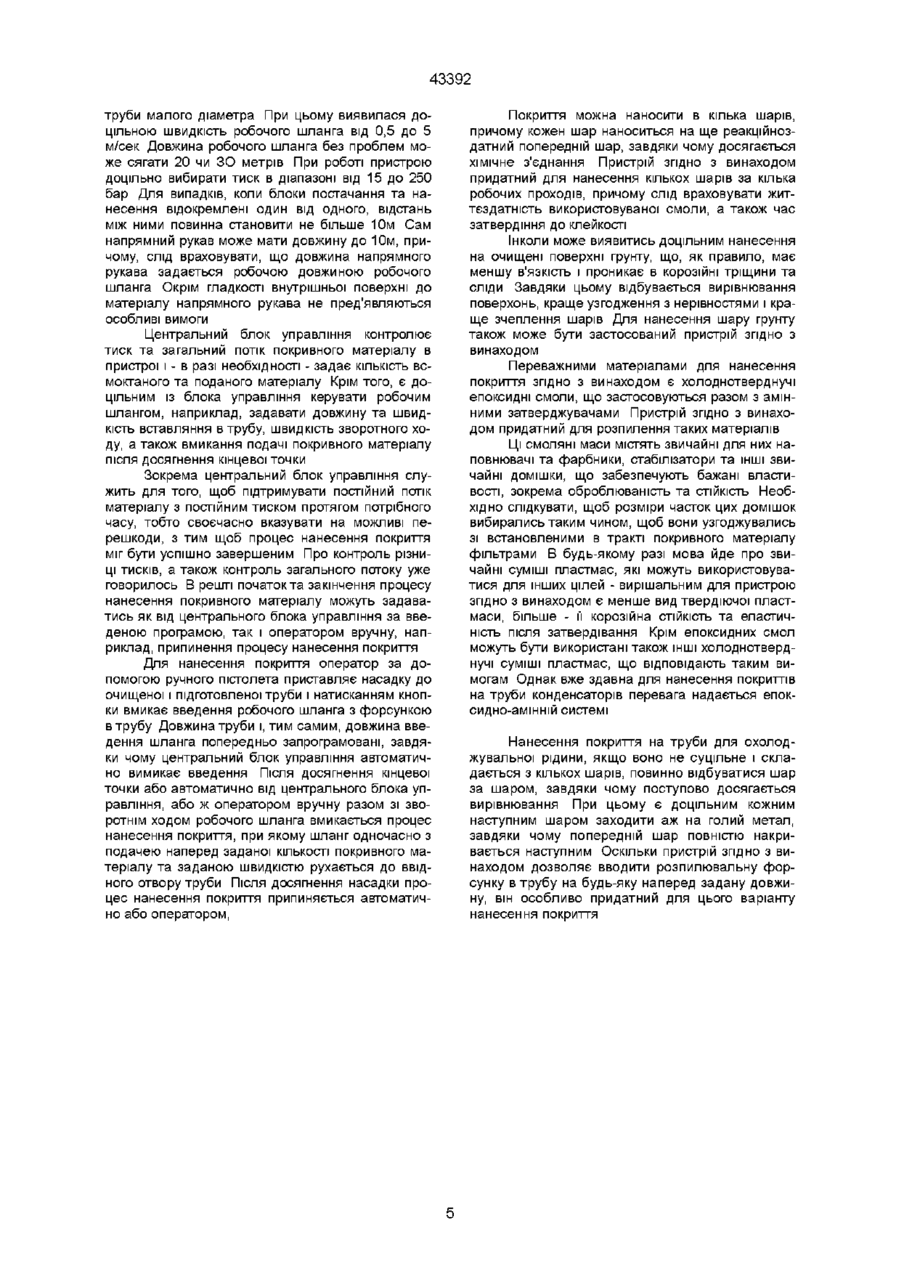
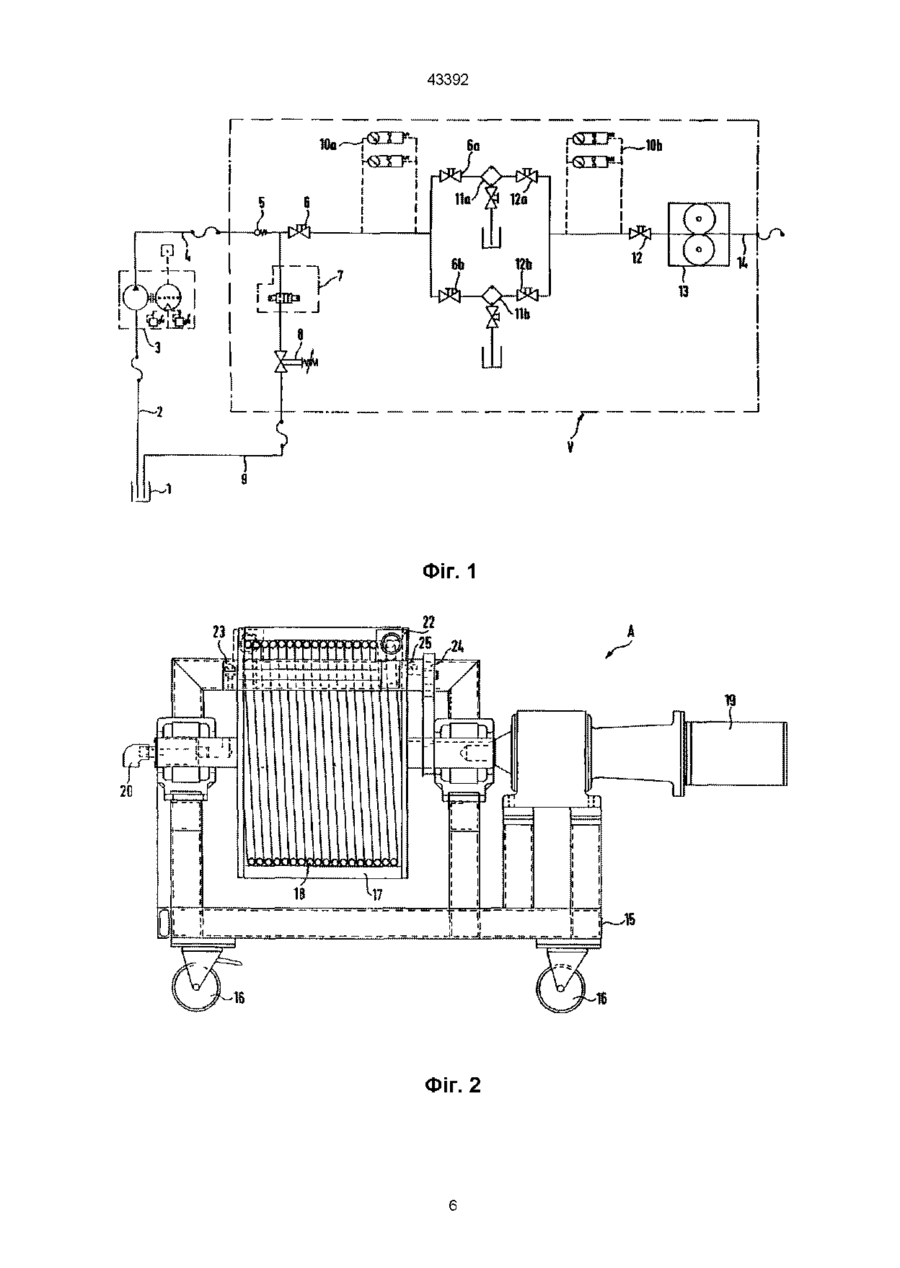
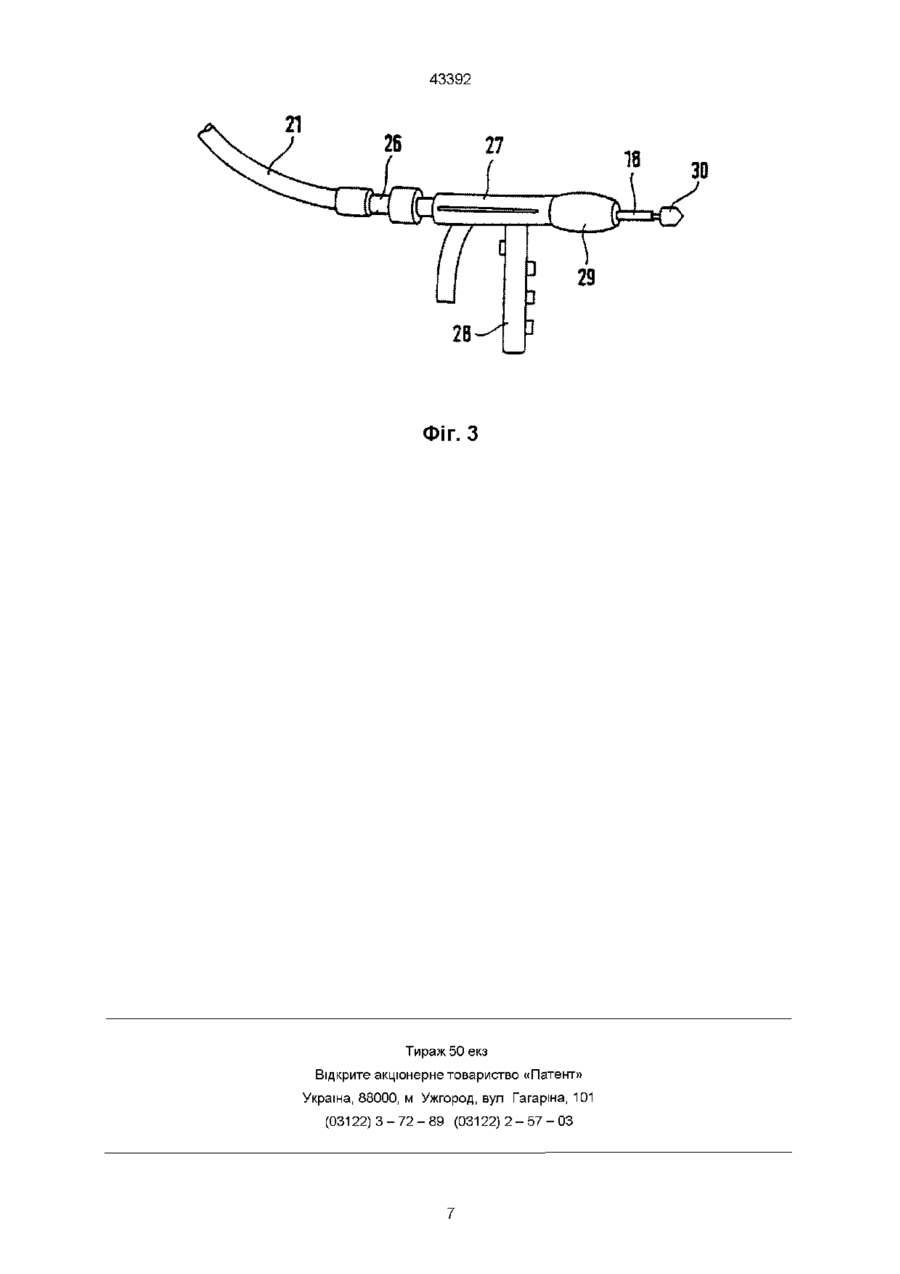
1 Пристрій для нанесення полімерного покриття на внутрішню поверхню труб, зокрема трубопроводів для охолоджувальної рідини в пароконденсаторах і теплообмінниках, який містить блок постачання, призначений для забору і подачі матеріалу покриття, блок нанесення покриття, призначений для розподілу матеріалу, що надходить із блока постачання у внутрішню поверхню труби, а також блок управління, призначений для контролю і регулювання подачі матеріалу покриття і нанесення матеріалу на внутрішні поверхні труби, який відрізняється тим, що блок нанесення покриття має напрямний рукав з насадкою, що насаджується на трубу, яка покривається, і рухомий робочий шланг із розпилювальною форсункою, що направляється в напрямному рукаві і уводиться в трубу через насадку напрямного рукава, а блок управління має можливість контролювати і регулювати витрати матеріалу покриття на усмоктування і розпилення і робочий тиск у пристрої, а також запрограмований на задані значення довжини введення, швидкості введення і/або швидкості виведення робочого шланга 2 Пристрій за п 1, який відрізняється тим, що робочий шланг може цілеспрямовано уводитись всередину труби, що покривається, на усю свою довжину і виводитися назад через напрямний рукав 3 Пристрій за п 1 або 2, який відрізняється тим, що робочий шланг є шлангом високого тиску для безповітряного розпилення, який має форсунку для безповітряного розпилення, призначену для нанесення покриття під час виведення робочого шланга з труби 4 Пристрій за кожним із попередніх пунктів, який відрізняється тим, що напрямний рукав закінчу вш ється в ручному пістолеті з надягнутою на нього насадкою, при цьому ручний пістолет з'єднаний з напрямним рукавом через плоский шарнір, а робочий шланг проходить через ручний пістолет і насадку 5 Пристрій за п 4, який відрізняється тим, що конструкція насадки забезпечує центрування робочого шланга в трубі, і для з'єднання з трубою, що покривається, насадка має приблизно овальну форму 6 Пристрій за кожним із попередніх пунктів, який відрізняється тим, що робочий шланг у районі розпилювальної форсунки має фільтр і зворотний клапан 7 Пристрій за п 4 або 5, який відрізняється тим, що на ручному пістолеті є органи ручного управління 8 Пристрій за кожним із попередніх пунктів, який відрізняється тим, що тиск подачі матеріалу складає від 5 до 500 бар (0,5 - 50 МПа), переважно - від 10 до 250 бар (1 - 25 МПа) 9 Пристрій за кожним із попередніх пунктів, який відрізняється тим, що блок постачання має усмоктувальний шланг із фільтром грубого очищення, підключений до живильного насоса, який працює в залежності від тиску на виході 10 Пристрій за кожним із попередніх пунктів, який відрізняється наявністю зворотного клапана і вузла здвоєних фільтрів в області підведення матеріалу до блока нанесення покриття 11 Пристрій за кожним із попередніх пунктів, який відрізняється тим, що в області блока нанесення покриття є барабан з приводом для намотування робочого шланга 12 Пристрій за п 1, який відрізняється тим, що блок управління запрограмований на задані значення швидкості розпилення і витрати матеріалу покриття 13 Пристрій за кожним із попередніх пунктів, який відрізняється тим, що він виконаний мобільним 14 Пристрій за кожним із попередніх пунктів, який відрізняється тим, що блок управління і блок постачання розміщені на одному, а блок нанесення покриття - на іншому рухомому візку, які з'єднані між собою шлангом подачі матеріалу О со го 43392 Винахід стосується пристрою для нанесення покриття із суміші пластмас на внутрішні поверхні труб, зокрема труб для охолоджувальної рідини в пароконденсаторах та теплообмінниках Відомо, ЩО пароконденсатори, які застосовуються, наприклад, в установках для виробництва електроенергії, для протистояння корозійним явищам, зокрема також ерозії, оснащені пластмасовим покриттям Трубні решітки та труби для охолоджувальної рідини, що виходять із них, піддаються багатьом ЗОВНІШНІМ впливам, зокрема механічним, ХІМІЧНИМ та електромеханічним навантаженням Механічні навантаження виникають внаслідок захоплюваних охолоджувальною рідиною твердих часток, наприклад, піску Крім того, внаслідок перепаду температури між охолоджувальною рідиною та конденсованою парою, який може перевищувати 100°С, виникають розширення, які особливо в зоні розвальцьовування труб для охолоджувальної рідини ведуть до механічних навантажень ХІМІЧНІ навантаження зумовлені природою охолоджуючого середовища, наприклад, внаслідок додавання до нього солей, основних чи кислих речовин Особливо тут слід назвати відому корозійну дію використовуваних для цілей охолодження морської води чи сильно забрудненої річкової води Під електрохімічною чи гальванічною корозією слід розуміти ефект утворення гальванічних елементів на металевих граничних поверхнях, наприклад, на переходах від трубних решіток до труб для охолоджувальної рідини, при наявності електропровідних рідин, наприклад морської води, До того ж, негативний вплив на функціональну здатність пароконденсаторів має відкладення небажаних матеріалів, утворення грибків і т п , чому сприяє шершавість, визвана корозією Наслідком цього є те, що явища корозії та відкладення в процесі роботи парогенератора прискорюються, тому що в наростаючій КІЛЬКОСТІ утворюються «затравки» для корозії та відкладення Тому вже давно в пароконденсаторах застосовують покриття із пластмасових матеріалів, що знижують рівень корозії Зокрема, застосовують товстий шар епоксидної смоли Спочатку покриття наносили переважно лише на трубні решітки, що, одначе, не вирішувало проблем, пов'язаних із корозійними явищами та утворенням відкладень Пізніше почали покривати також впускні та випускні патрубки, щоб захистити особливо навантажені перехідні зони Заходи вказаного виду ВІДОМІ, наприклад, із патенту Великобританії А-1 125 157, патентів ФРН U-1 939 665 та U-7 702 562, європейських патентів А-0 236 388 та А-94 106304 В авторському СВІДОЦТВІ SU 1 618 453, опубл 07 01 91, кл В 05 В 13/06, описаний подібний пристрій для нанесення полімерних покрить на внутрішню поверхню труб, зокрема трубопроводів для охолоджувальної рідини в пароконденсаторах і теплообмінниках, прийнятий як прототип , який містить блок постачання, призначений для забору і подачі матеріалу покриття, блок нанесення покриття, призначений для розподілу матеріалу, що надходить із блоку постачання у внутрішню поверхню труби, а також блок управління, призначений для контролю і регулювання подачі матеріалу покриття і нанесення матеріалу на внутрішні поверхні труби Пристрій згідно з цим авторським свідоцтвом має той недолік, що він не забезпечує достатньо швидкого і рівномірного покриття особливо труб, що мають малий діаметр і велику довжину Виявилося, що лише нанесення суцільного покриття і на труби для охолоджувальної рідини може забезпечити тривалий захист від корозії та термін служби Але нанесення покриття на внутрішні поверхні таких труб для охолоджувальної рідини представляє собою велику проблему внаслідок значної їх довжини та малого діаметру, особливо, якщо врахувати, що покриття мусить бути якомога рівномірнішим і суцільним, щоб не створювати «затравок» для відкладень та корозії Разом з тим, нанесення покриття мусить бути виконане на МІСЦІ та в максимально короткий термін, щоб максимально скоротити простій установки Зважаючи на велику КІЛЬКІСТЬ труб для охолоджувальної рідини в пароконденсаторах, що містять тисячі труб, це означає, що нанесення покриття має бути максимально автоматизованим та стандартизованим Зважаючи на вказану вище проблему, в основу винаходу покладено задачу розробки пристрою для нанесення полімерного покриття на внутрішні поверхні труб, в якому би за рахунок того, що блок нанесення покриття мав би напрямний рукав з насадкою, що насаджується на трубу, яка покривається, і рухомий робочий шланг із розпилювальною форсункою, що направляється в напрямному рукаві і уводиться в трубу через насадку напрямного рукава, а блок управління мав би можливість контролювати і регулювати витрати матеріалу покриття на усмоктуванні і розпиленні і робочий тиск у пристрої, а також запрограмований на задані значення довжини введення, швидкості введення і/або швидкості виведення робочого шланга, забезпечувалося би підвищення швидкості і якості нанесення покриття, що, у свою чергу, забезпечувало би підвищення продуктивності і поліпшення степені захисту труб, що покриваються, зокрема, довгих труб з малим діаметром Ця задача вирішується за допомогою пристрою для нанесення полімерного покриття на внутрішню поверхню труб, зокрема трубопроводів для охолоджувальної рідини в пароконденсаторах і теплообмінниках, який містить блок постачання, призначений для забору і подачі матеріалу покриття, блок нанесення покриття, призначений для розподілу матеріалу, що надходить із блоку постачання у внутрішню поверхню труби, а також блок управління, призначений для контролю і регулювання подачі матеріалу покриття і нанесення матеріалу на внутрішні поверхні труби, тим, що блок нанесення покриття має напрямний рукав з насадкою, що насаджується на трубу, яка покривається, і рухомий робочий шланг із розпилювальною форсункою, що направляється в напрямному рукаві і уводиться в трубу через насадку напрямного рукава, а блок управління має можливість контролювати і регулювати витрати матеріалу покриття на усмоктуванні і розпиленні і робочий тиск у пристрої, а також запрограмований на задані значен 43392 ня довжини введення, швидкості введення і/або швидкості виведення робочого шланга Пристрій згідно з винаходом, спеціально призначений для швидкого і значною мірою стандартизованого нанесення рівномірного внутрішнього покриття на труби для охолоджувальної рідини Згідно З винаходом, є можливим ВІДПОВІДНИМ чином очищені та підготовлені труби одна за іншою оснастити пластмасовим покриттям, причому, при довжині труб у кілька метрів час нанесення покриття на одну трубу становить максимум кілька хвилин Без проблем можливе також лише часткове нанесення покриття, наприклад, на кінцях труби, або також нанесення кількох шарів різних матеріалів, наприклад, у формі грунту, основного та поверхневого шарів Для досягнення ЦІЛІ робочий шланг має можливість входити і виходити із наперед заданою швидкістю крізь напрямний рукав по всій його довжині і, тим самим, по всій довжині труби, що підлягає нанесенню покриття Для виконання нанесення під високим тиском шланг мусить мати достатню СТІЙКІСТЬ до тиску, крім того, для входження в трубу, що підлягає нанесенню покриття, він мусить мати достатню жорсткість, що, як правило, виконується у випадку шлангів, стійких до тиску Для досягнення ЦІЛІ пристрій згідно з винаходом і, ВІДПОВІДНО, його робочий Шланг та розпилювальна форсунка, розраховані для нанесення покриття способом безповітряного розпилення При цьому розпилювальна форсунка повинна бути розрахована таким чином, щоб нанесення покривного матеріалу здійснювалось в режимі зворотного ходу шланга, з тим, щоб забезпечити покриття, не ушкоджене слідами витягування шланга Для забезпечення однакової відстані до стінок труби розпилювальна форсунка може бути оснащена розпірками Для нанесення покриття форсунка формує із розпилювального матеріалу пустотілий конус, що утворює зі стінками труби потрібний кут Для полегшення обходження з пристроєм згідно з винаходом, і особливо з робочим шлангом, на КІНЦІ напрямного рукава розміщений ручний пістолет, зв'язаний з напрямним рукавом поворотним шарніром і на який насаджено насадку За допомогою ручного пістолета насадка може бути притиснена до кінця труби, завдяки чому робочий шланг, що концентрично проходить крізь насадку, може входити безпосередньо в трубу Для узгодження з розкривом труби насадку доцільно виконати в формі сфери або еліпсоїда, що полегшить, по-перше, центрування, а по-друге - узгодження з трубами різного діаметра Зв'язана з ручним пістолетом насадка одночасно служить як центрувальна розпірка і як реперна точка для робочого шланга, що входить в трубу конкретної довжини В робочому шланзі, в безпосередній близькості від розпилювальної форсунки, встановлений тонкий фільтр, призначений для запобігання забиванню форсунки твердими частинками, а також зворотній клапан, який припиняє потік матеріалу без значної затримки, з тим щоб запобігти витіканню покривного матеріалу по закінченні нанесення Ручний пістолет містить органи функціонального управління, з тим щоб можна було подавати принаймні такі робочі команди, як початок введен ня та виведення робочого шланга, а також початок процесу нанесення Доцільно також пульт ручного функціонального управління оснастити органом перемикання з автоматичного режиму на ручний, з тим, щоб в особливих випадках управління всім процесом нанесення покриття можна було здійснювати вручну Пристрій згідно з винаходом, розрахований на нанесення покриття під високим тиском, наприклад, 5-500 бар, переважно 10-250 бар Це означає, що всі вузли та елементи від всмоктувального насоса до розпилювальної форсунки повинні бути розраховані на такий тиск, потрібні для цього складові ВІДОМІ і є в продажу У блоці постачання - у всмоктувальному штуцері або у всмоктувальному шланзі -доцільно встановити грубий фільтр, щоб очистити всмоктуваний із резервуара покривний матеріал від великих часток Як насос доцільно застосовувати поршневий насос із вимиканням при граничному тискові, який працює доти, доки розпилювальний матеріал виходить із форсунки На поршневий насос поступає інформація про необхідний для роботи пристрою тиск, при якому здійснюється нанесення В тракті транспортування матеріалу від насоса до розпилювальної форсунки знаходиться зворотній клапан разом з перемикальним фільтровим вузлом Він МІСТИТЬ два паралельно ввімкнених фільтри і схему контролю різниці тисків, яка служить для індикації забруднення фільтрів Аналіз різниці тисків та індикацію значень, а також контроль потоку матеріалу за допомогою вимірювальної комірки здійснює блок управління, який керує також перемиканням фільтрів Таким чином забезпечується подача покривного матеріалу протягом тривалого часу і своєчасне виявлення та індикація забруднення фільтра, що дозволяє без перешкод здійснити до кінця процес нанесення покриття, передчасно його не припиняючи Зрозуміло, що окремі складові пристрою згідно з винаходом з обох боків оснащені кранами, переважно кульовими, завдяки чому можна швидко замінити окремі складові Від блока постачання з фільтрами та вимірювальною коміркою покривний матеріал через стійкий до тиску шланг подається до блока нанесення покриття, в якому знаходиться намотаний на барабан робочий шланг Барабан приводиться в дію електродвигуном за командами блока управління В залежності від конкретної команди, робочий шланг намотується на барабан або змотується з нього, причому безпосередньо біля барабана він входить в напрямний рукав Третім блоком пристрою згідно з винаходом є блок управління, за допомогою якого здійснюються, зокрема, контроль, управління та індикація КІЛЬКОСТІ всмоктаного/поданого покривного матеріалу, а також робочого тиску Блок управління забезпечує функціональну здатність пристрою та його безперебійну роботу Його можна запрограмувати на потрібну довжину, швидкість введення, та швидкість виведення робочого шланга, а також на швидкість розпилення та КІЛЬКІСТЬ розпилювального матеріалу, причому, як уже було вказано, оператор може вимкнути програму і перевести пристрій в режим ручного управління При пе 43392 реході в режим ручного управління основні параметри контролюються, тобто здійснюється контроль та управління процесами всмоктування/подачі покривного матеріалу та робочим тиском Можливість програмування довжини введення робочого шланга та швидкості його виведення в комбінації з КІЛЬКІСТЮ покривного матеріалу дозволяє стандартизованим чином, швидко і надійно наносити покриття на велику КІЛЬКІСТЬ однакових труб для охолоджувальної рідини Пристрій згідно з винаходом доцільно виконати пересувним, з тим, щоб його можна було легко перемістити до місця застосування При цьому доцільно блок управління та блок постачання об'єднати в пересувному блоці, який стійким до тиску шлангом з'єднаний з блоком нанесення покриття і, при необхідності, кабелем з пультом ручного управління При цьому шланг між боком управління/постачання та блоком нанесення покриття може мати будь-яку довжину Це дозволяє порівняно чутливий блок управління розмістити далі від блока нанесення покриття, що може бути доцільним з огляду на обмежену площу, а також з огляду бережливого ставлення до більш чутливих елементів Таким чином, причинно-наслідковий зв'язок між сукупністю суттєвих ознак винаходу, що пропонується, і технічним результатом полягає в тому, що рухомий в напрямному рукаві робочий шланг, згідно з винаходом, може вводитися через цей напрямний рукав усередину труби, що покривається, на всю довжину і виводиться з нього із заданою швидкістю і заданою глибиною вводу Це дозволяє забезпечити швидке і рівномірне нанесення полімерного покриття, що веде до підвищення продуктивності і поліпшення степені захисту труб, що покриваються, зокрема довгих труб з малим діаметром Винахід докладніше пояснюється із залученням креслень На них зображено фіг 1 гідравлічна схема блока постачання, фіг 2 блок нанесення покриття, фіг 3 ручний пістолет для блока нанесення покриття Згідно З фіг 1, блок постачання V містить резервуар 1, з якого через всмоктувальний шланг 2 насос 3 подає покривний матеріал Шланг 2 не мусить бути стійким до тиску і має діаметр, наприклад, 19 мм Як насос 3 доцільно застосовувати поршневий насос (з пневматичним приводом) подвійної дії, за допомогою якого покривний матеріал може як всмоктуватись, так і під тиском подаватись далі Насос автоматично працює в залежності від тиску навантаження, тобто подача здійснюється лише тоді, коли розпилювальний матеріал споживається, наприклад, при запуску процесу нанесення покриття Наприклад, продуктивності 27 л/хв при тискові 0 бар достатньо для досягнення тиску до 500 бар Від поршневого насоса 3 покривний матеріал стійким до тиску трубопроводом 4, що має діаметр, наприклад, 10 мм, через зворотній клапан 5 та кульовий кран 6 подається на двофільтровий вузол 11 а/11 b Між зворотнім клапаном 5 та кульовим краном 6 під'єднаний зворотній трубопровід 9, зв'язаний з резервуаром для покривного матеріалу через пневматичний кульовий кран 7 та групу 8 регулювання зворотного тиску, що містить регулятор тиску До двофільтрового вузла 11 а/11 b під'єднані два датчики тиску 10а/10Ь, які дозволяють центральному блоку управління здійснювати контроль різниці тисків Контроль різниці тисків задуманий як індикатор забруднення фільтрів, завдяки чому при забиванні фільтра можна своєчасно перемкнутися на інший фільтр і без передчасного припинення закінчити процес нанесення покриття Просту заміну фільтрів забезпечують кульові крани 6а/12а та 6b/12b Наявна в торгівлі вимірювальна комірка 13, наприклад, на зубчастих колесах або ультразвукова, надійно забезпечує даними про потік матеріалу центральний блок управління, який шляхом обрахунку різниці тисків, даних вимірювальної комірки та продуктивності насоса 3 видає дані, необхідні для управління процесом нанесення покриття Від вимірювальної комірки 13 покривний матеріал через шланг 14 подається на блок нанесення покриття А згідно з фіг 2 Блок нанесення покриття А розміщений на підставці 15, оснащеній колесами 16 Встановлений на підставці 15 барабан 17, приймає робочий шланг 18, який за допомогою двигуна 19 може намотуватись чи розмотуватись Постачання матеріалу здійснюється через подавальний штуцер 20, до якого під'єднаний шланг 14 блока постачання Від штуцера 20 матеріал через поворотне з'єднання подається в робочий шланг 18, а по ньому до розпилювальної форсунки Робочий шланг 18 від барабана відводиться через напрямний рукав 21 (на фіг 2 не показано) Напрямний рукав 21 прикріплений до приставки 22 у верхній частині барабана 17, яка переміщується за допомогою напрямної каретки 25 на нерухомому напрямному пристосуванні 23, завдяки чому при намотуванні або розмотуванні робочого шланга 18 приставка 22 може відслідковувати його витки в горизонтальному напрямі Привід 24, зв'язаний з двигуном 19, переміщує напрямну каретку 25 з приставкою 22 для напрямного рукава синхронно з процесами намотування чи розмотування Процеси намотування і, ВІДПОВІДНО, розмотування можуть припинятися кінцевими вимикачами, встановленими на кінцях напрямного пристосування 23 На фіг 3 зображено власне пристрій для нанесення покриття з напрямним рукавом 21, який за допомогою поворотного шарніра 26 приєднаний до ручного пістолета 27 Ручний пістолет 27 оснащений пультом функціонального управління, який розміщений на окремій рукоятці 28, і за допомогою якого можна вручну подавати команди «шланг вперед», «шланг назад» та «нанесення» На передньому КІНЦІ пістолета встановлено еліпсоїдну насадку 29, насаджений на кінець труби Із осьового отвору насадки виходить робочий шланг 18, що закінчується розпилювальною форсункою ЗО Окрім названих функцій, пульт функціонального управління пістолета може містити також ІНШІ органи управління, за допомогою яких можна подавати команди на центральний блок управління Пристрій згідно з винаходом виявився особливо придатним для нанесення покриття на довгі 43392 труби малого діаметра При цьому виявилася доцільною швидкість робочого шланга від 0,5 до 5 м/сек Довжина робочого шланга без проблем може сягати 20 чи ЗО метрів При роботі пристрою доцільно вибирати тиск в діапазоні від 15 до 250 бар Для випадків, коли блоки постачання та нанесення відокремлені один від одного, відстань між ними повинна становити не більше 10м Сам напрямний рукав може мати довжину до 10м, причому, слід враховувати, що довжина напрямного рукава задається робочою довжиною робочого шланга Окрім гладкості внутрішньої поверхні до матеріалу напрямного рукава не пред'являються особливі вимоги Центральний блок управління контролює тиск та загальний потік покривного матеріалу в пристрої і - в разі необхідності - задає КІЛЬКІСТЬ всмоктаного та поданого матеріалу Крім того, є доцільним із блока управління керувати робочим шлангом, наприклад, задавати довжину та швидкість вставляння в трубу, швидкість зворотного ходу, а також вмикання подачі покривного матеріалу після досягнення кінцевої точки Зокрема центральний блок управління служить для того, щоб підтримувати постійний потік матеріалу з постійним тиском протягом потрібного часу, тобто своєчасно вказувати на можливі перешкоди, з тим щоб процес нанесення покриття міг бути успішно завершеним Про контроль різниці тисків, а також контроль загального потоку уже говорилось В решті початок та закінчення процесу нанесення покривного матеріалу можуть задаватись як від центрального блока управління за введеною програмою, так і оператором вручну, наприклад, припинення процесу нанесення покриття Для нанесення покриття оператор за допомогою ручного пістолета приставляє насадку до очищеної і підготовленої труби і натисканням кнопки вмикає введення робочого шланга з форсункою в трубу Довжина труби і, тим самим, довжина введення шланга попередньо запрограмовані, завдяки чому центральний блок управління автоматично вимикає введення Після досягнення кінцевої точки або автоматично від центрального блока управління, або ж оператором вручну разом зі зворотнім ходом робочого шланга вмикається процес нанесення покриття, при якому шланг одночасно з подачею наперед заданої КІЛЬКОСТІ покривного матеріалу та заданою швидкістю рухається до ввідного отвору труби Після досягнення насадки процес нанесення покриття припиняється автоматично або оператором, Покриття можна наносити в кілька шарів, причому кожен шар наноситься на ще реакційноздатний попередній шар, завдяки чому досягається хімічне з'єднання Пристрій згідно з винаходом придатний для нанесення кількох шарів за кілька робочих проходів, причому слід враховувати життєздатність використовуваної смоли, а також час затвердіння до клейкості Інколи може виявитись доцільним нанесення на очищені поверхні грунту, що, як правило, має меншу в'язкість І проникає в корозійні тріщини та сліди Завдяки цьому відбувається вирівнювання поверхонь, краще узгодження з нерівностями і краще зчеплення шарів Для нанесення шару грунту також може бути застосований пристрій згідно з винаходом Переважними матеріалами для нанесення покриття згідно з винаходом є холоднотверднучі епоксидні смоли, що застосовуються разом з змінними затверджувачами Пристрій згідно з винаходом придатний для розпилення таких матеріалів Ці СМОЛЯНІ маси містять звичайні для них наповнювачі та фарбники, стабілізатори та ІНШІ звичайні домішки, що забезпечують бажані властивості, зокрема оброблюваність та СТІЙКІСТЬ Необхідно слідкувати, щоб розміри часток цих домішок вибирались таким чином, щоб вони узгоджувались зі встановленими в тракті покривного матеріалу фільтрами В будь-якому разі мова йде про звичайні суміші пластмас, які можуть використовуватися для інших цілей - вирішальним для пристрою згідно з винаходом є менше вид твердіючої пластмаси, більше - її корозійна СТІЙКІСТЬ та еластичність після затвердівання Крім епоксидних смол можуть бути використані також ІНШІ холоднотверднучі суміші пластмас, що відповідають таким вимогам Однак вже здавна для нанесення покриттів на труби конденсаторів перевага надається епоксидно-амінній системі Нанесення покриття на труби для охолоджувальної рідини, якщо воно не суцільне і складається з кількох шарів, повинно відбуватися шар за шаром, завдяки чому поступово досягається вирівнювання При цьому є доцільним кожним наступним шаром заходити аж на голий метал, завдяки чому попередній шар повністю накривається наступним Оскільки пристрій згідно з винаходом дозволяє вводити розпилювальну форсунку в трубу на будь-яку наперед задану довжину, він особливо придатний для цього варіанту нанесення покриття 43392 Г ба Фіг. 1 Фіг. 2 43392 Фіг. З Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 5 7 - 0 3
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for application of polymeric coating on the internal surface of pipes
Автори англійськоюKreizelmeir Rihard
Назва патенту російськоюУстройство для нанесения полимерного покрытия на внутреннюю поверхность труб
Автори російськоюКрайзельмайер Рихард
МПК / Мітки
МПК: F16L 58/02, B05B 13/06
Мітки: нанесення, пристрій, полімерного, внутрішню, покриття, поверхню, труб
Код посилання
<a href="https://ua.patents.su/7-43392-pristrijj-dlya-nanesennya-polimernogo-pokrittya-na-vnutrishnyu-poverkhnyu-trub.html" target="_blank" rel="follow" title="База патентів України">Пристрій для нанесення полімерного покриття на внутрішню поверхню труб</a>
Пристрій для нанесення антикорозійного покриття на внутрішню поверхню резервуара
Номер патенту: 584
Опубліковано: 16.10.2000
Автори: Радзієвський Василь Володимирович, Глоба Володимир Мойсеєвич
Мітки: внутрішню, нанесення, поверхню, пристрій, резервуара, покриття, антикорозійного
Формула / Реферат:
1. Пристрій для нанесення антикорозійного покриття на внутрішню поверхню резервуара, що складається з насоса, підставки у вигляді триноги з поворотним пристроєм і коромислом на ньому, який відрізняється тим, що поворотний пристрій виконано у вигляді телескопічної стріли, на вершині якої розміщено коромисло, оснащене форсунками на кінцях, причому телескопічна стріла встановлена з можливістю обертання навколо своєї осі та пов'язана з...
Пристрій для детонаційного нанесення покриття на внутрішню поверхню виробів
Номер патенту: 5432
Опубліковано: 28.12.1994
Автори: Яковлев Валерій Анатольович, Вольвач Юрій Олександрович, Погорілий Анатолій Григорович
МПК: B05B 7/16
Мітки: внутрішню, виробів, покриття, детонаційного, пристрій, нанесення, поверхню
Формула / Реферат:
Устройство для детонационного нанесення покрытий на внутреннюю поверхность изделий, содержащее основной ствол с прямолинейным каналом разгона и разогрева частиц порошка, сообщающимся с выходной камерой изогнутой формы, открытый торец которой обращен в сторону внутренней поверхности изделий, а также систему подачи газовой смеси и узел инициирования взрыва, отличающееся тем, что устройство снабжено, по меньшей мере, одним вспомогательным...
Пристрій для нанесення покриттів з іодідів металів на внутрішню поверхню труб
Номер патенту: 13656
Опубліковано: 25.04.1997
Автори: Руденький Сергій Георгійович, Криворучко Вадим Михайлович, Огієнко Дмитро Миколайович
МПК: C23C 14/14
Мітки: пристрій, нанесення, металів, іодідів, труб, внутрішню, покриттів, поверхню
Формула / Реферат:
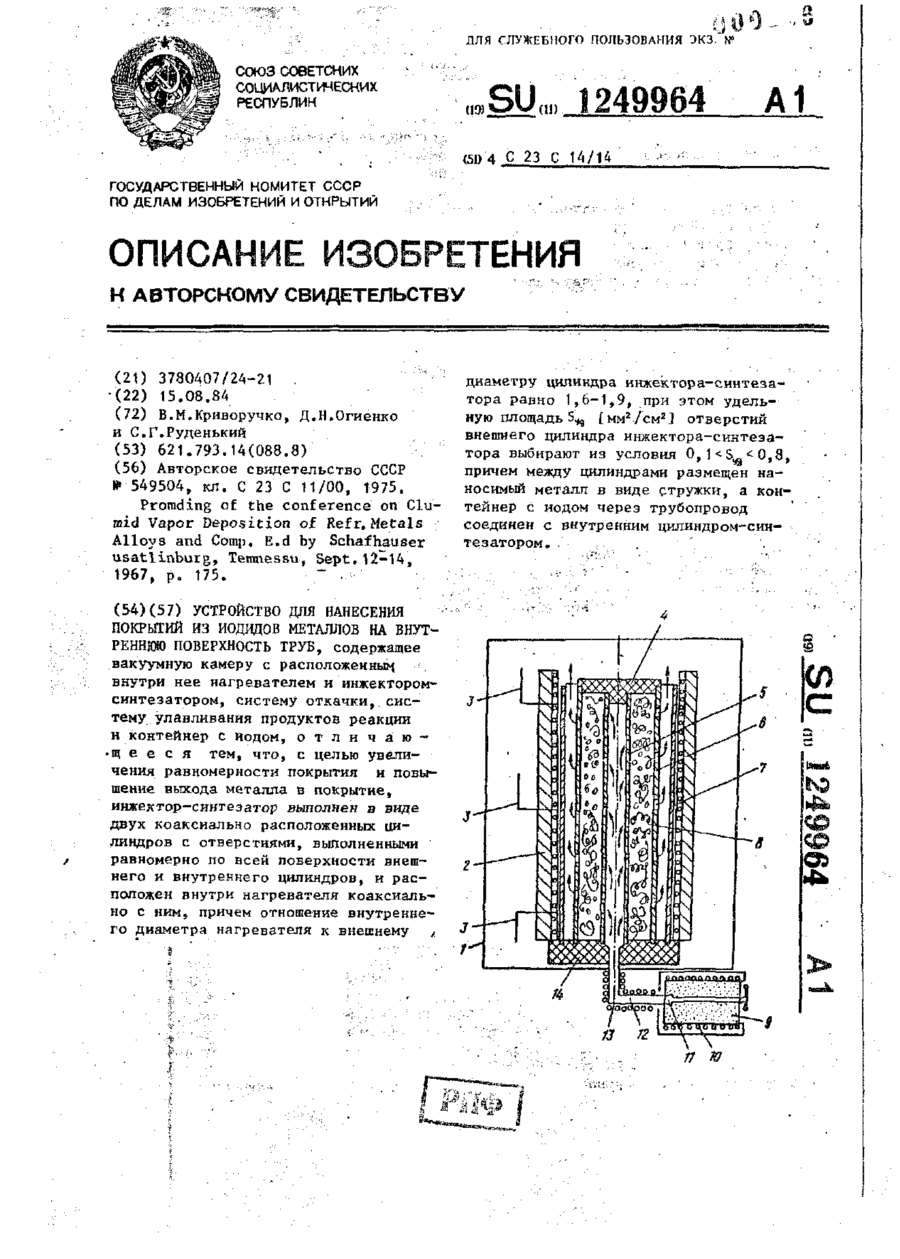
Устройство для нанесения покрытий из иодидов металлов на внутреннюю поверхность труб, содержащее вакуумную камеру с расположенным внутри нее нагревателем и инжектором-синтезатором, систему откачки, систему улавливания продуктов реакции и контейнер с иодом, отличающееся тем, что, с целью увеличения равномерности покрытия и повышение выхода металла в покрытие, инжектор-синтезатор выполнен в виде двух коаксиально расположенных цилиндров с...
Пристрій для нанесення покриття на зовнішню та внутрішню поверхню труби
Номер патенту: 12955
Опубліковано: 28.02.1997
Автор: Борченко Дмитро Миколайович
МПК: B05C 19/00
Мітки: внутрішню, трубі, покриття, зовнішню, пристрій, поверхню, нанесення
Формула / Реферат:
(57) 1. Устройство для нанесения покрытия на наружную и внутреннюю поверхность трубы, содержащее трубчатую камеру нанесения с опорами для изделия, присоединительный патрубок конфузорного типа, заслонку и вентилятор, отличающееся тем, что оно снабжено установленным в присоединительном патрубке распылителем, а вентилятор установлен перед распылителем и снабжен нагревателем.2. Устройство по п.1,отличающеес я тем, что оно снабжено...
Спосіб виготовлення і нанесення футеровки на внутрішню поверхню металургійних ковшів і пристрій для його здійснення
Номер патенту: 15729
Опубліковано: 30.06.1997
Автори: Сідоров Валєрій Пєтровіч, Пісчанський Олексій Олексійович, Ларіонов Євген Давидович, Бородін Микола Олексійович, Сапожко Валентин Володимирович, Луговскіх Анатолій Валєнтіновіч, Хрєнов Євгєній Борісовіч, Бичкова Світлана Григоровна
МПК: F27D 1/16
Мітки: виготовлення, ковшів, поверхню, нанесення, металургійних, здійснення, пристрій, спосіб, футеровки, внутрішню
Формула / Реферат:
(57) 1. Способ изготовления и нанесения футеровки на внутреннюю поверхность металлургических ковшей, включающий приготовление торкрет порошка и затворителя, подачу торкрет порошка в материалопровод манипулятора с одновременным его смачиванием затворителем в нижней части материалопровода и последующее шаговое послойное нанесение торкрет смеси на внутреннюю подогретую поверхность ковша при помощи форсунок, отличающийся тем, что торкрет смесь...
Наступний патент: Прохідницький комбайн виїмкової дії з обезпилюючим агрегатом
Випадковий патент: Джерело живлення з імпульсним перетворенням енергії