Обладнання для виготовлення сирових шин для транспортних засобів
Номер патенту: 49846
Опубліковано: 15.10.2002
Автори: Граф Мартін де, Регтерсот Мартінюс, Хйосман Хенк, Вріс Вубба Пітер де
Формула / Реферат
1. Обладнання для виготовлення сирових шин для транспортних засобів, яке складається з
першого машинного приміщення, в якому встановлені два розташованих коаксіально у першому головному горизонтальному напрямку поясовиробні вали, один з яких несе поясовиробний барабан, а другий - протекторовиробний барабан, та поясовиробний привід приведення у дію обох поясовиробних валів, причому протекторовиробний барабан, якщо дивитися у першому головному горизонтальному напрямку, знаходиться на більшій відстані від першого машинного приміщення, ніж поясовиробний барабан,
другого машинного приміщення, що має каркасний вал, який розташований паралельно першому горизонтальному головному напрямку і який несе каркасний барабан та привід каркасного вала, який приводить у дію каркасний вал, причому друге машинне приміщення, якщо дивитися у першому головному горизонтальному напрямку, знаходиться на більшій відстані від першого машинного приміщення, ніж протекторовиробний барабан,
передавальної колії, напрямок передавання якої є паралельним першому горизонтальному головному напрямку, і яка, якщо дивитися у вертикальному напрямку, розміщена під поясовиробним барабаном та протектовиробним барабаном та простягається, якщо дивитися у вертикальному напрямку під каракасний барабан,
першого передавального кільця, яке розміщене на передавальній колії з можливістю пересуватися між поясовиробним барабаном та протекторовиробним барабаном,
другого передавального кільця, яке розміщене на передавальній колії з можливістю пересуватися між протекторовиробним барабаном та каркасним барабаном,
сервісного механізму брекерів для подавання брекерів до поясовиробного барабана,
блока покривного шару для подавання прогумованого нейлонового корду до поясовиробного барабана,
сервісного механізму протекторів для подавання протекторів до протекторовиробного барабана,
навивного блока для подання нейлонових покривних шарів до поясо- або протекторовиробного барабанів,
сервісного механізму каркасних компонентів для подавання каркасних компонентів до каркасного барабана,
швейної машини протектора, яка має принаймні одну швейну котушку для зшивання у єдиний вузол, у числі інших, брекерного пояса та протектора з каркасними компонентами, поданими до каркасного барабана, для виготовлення сирових шин,
яке відрізняється тим, що друге машинне приміщення має поворотний вал, встановлений з можливістю обертання навколо другого горизонтального головного напрямку, паралельно першому головному горизонтальному напрямку, і головний привід вала, що примушує обертатися поворотний вал, причому поворотний вал несе каркасний вал і другий каркасний вал, який несе другий каркасний барабан і розташований паралельно і на деякій відстані від першого каркасного вала, має другий привід другого каркасного вала, причому приводи каркасних валів виконані з можливістю роздільного приведення в дію каркасних валів, а перший та другий каркасні вали, відповідно, виконані з можливістю бути провернутими за допомогою поворотного вала до встановлення на лінію першого головного горизонтального напрямку,
блок покривного шару, якщо дивитися у вертикальному напрямку, знаходиться під сервісним механізмом брекерів,
обладнання, крім того, містить блок для утримання та встановлення бортів, яке виконане з можливістю пересування вздовж передавальної колії і подавання бортів до каркасного барабана встановленого на лінію першого головного напрямку, та
знімальний блок, встановлений з можливістю знімання шин з другого передавального кільця, а швейна машина протектора розміщена під сервісним механізмом контактних компонентів.
2. Обладнання за п. 1, яке відрізняється тим, що друге передавальне кільце оснащене воротами, огородженими з усіх боків для забезпечення радіального проходження принаймні одної швейної котушки.
3. Обладнання за п. 1, яке відрізняється тим, що друге передавальне кільце оснащене воротами, відкритими з одного боку для забезпечення радіального проходження принаймні одної швейної котушки.
Текст
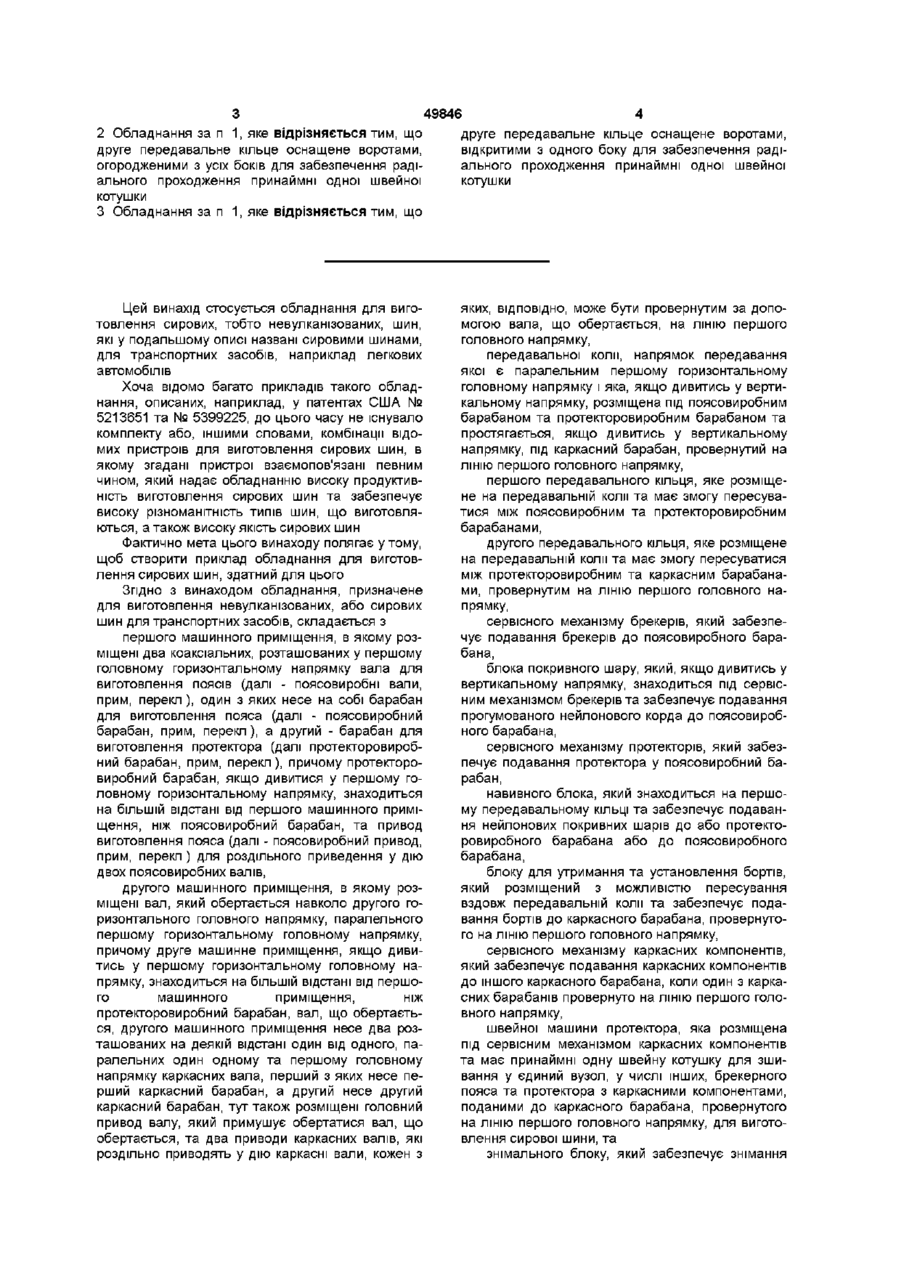
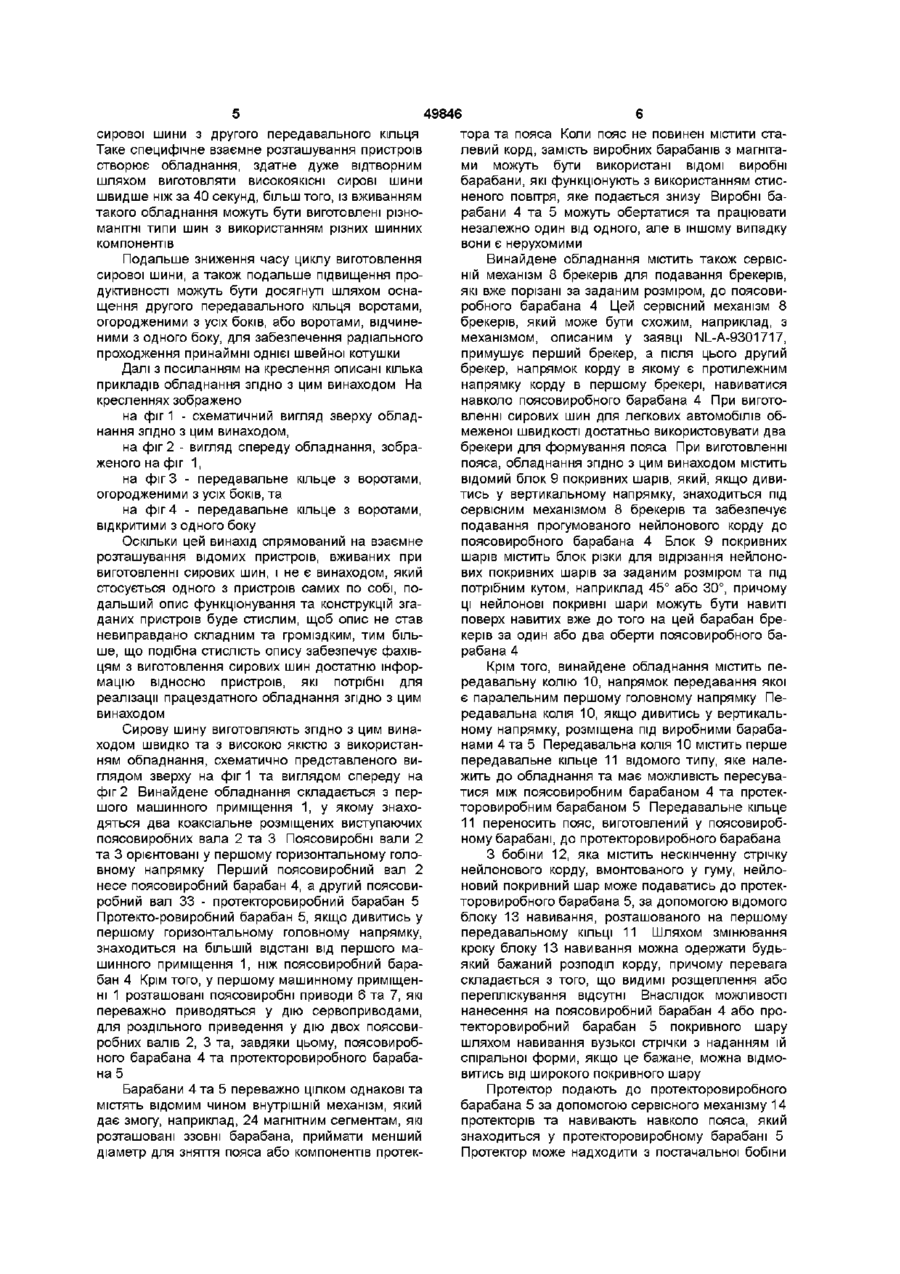
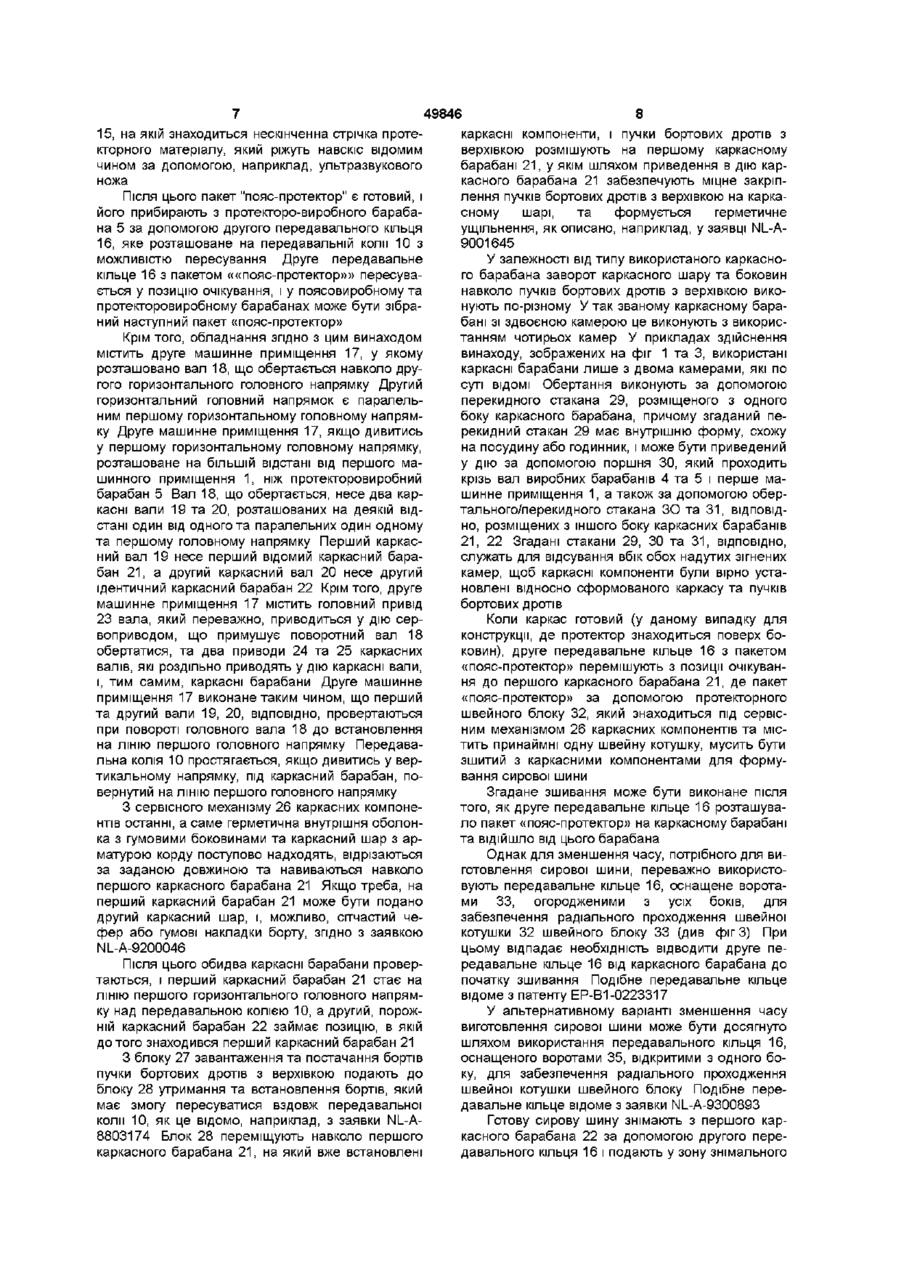
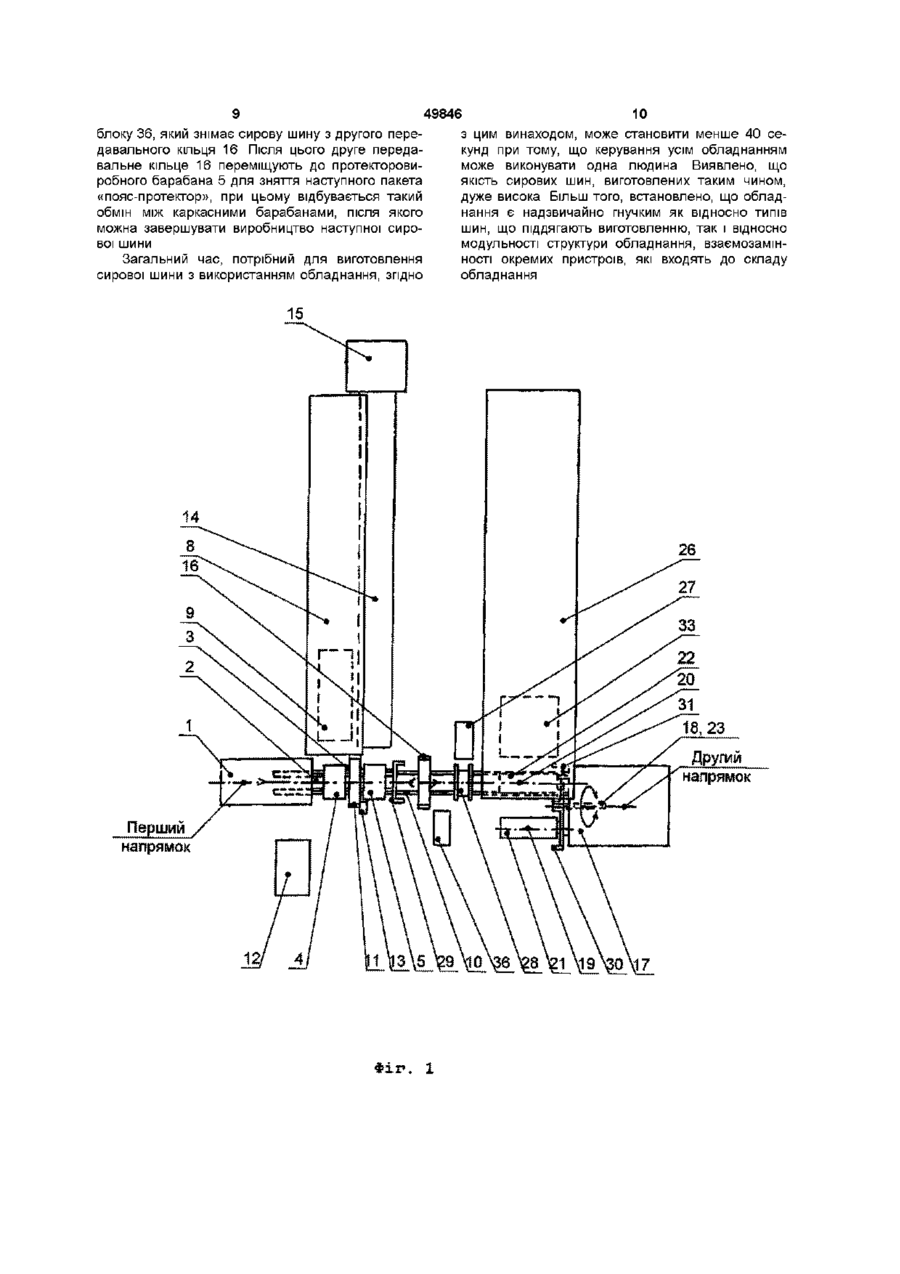
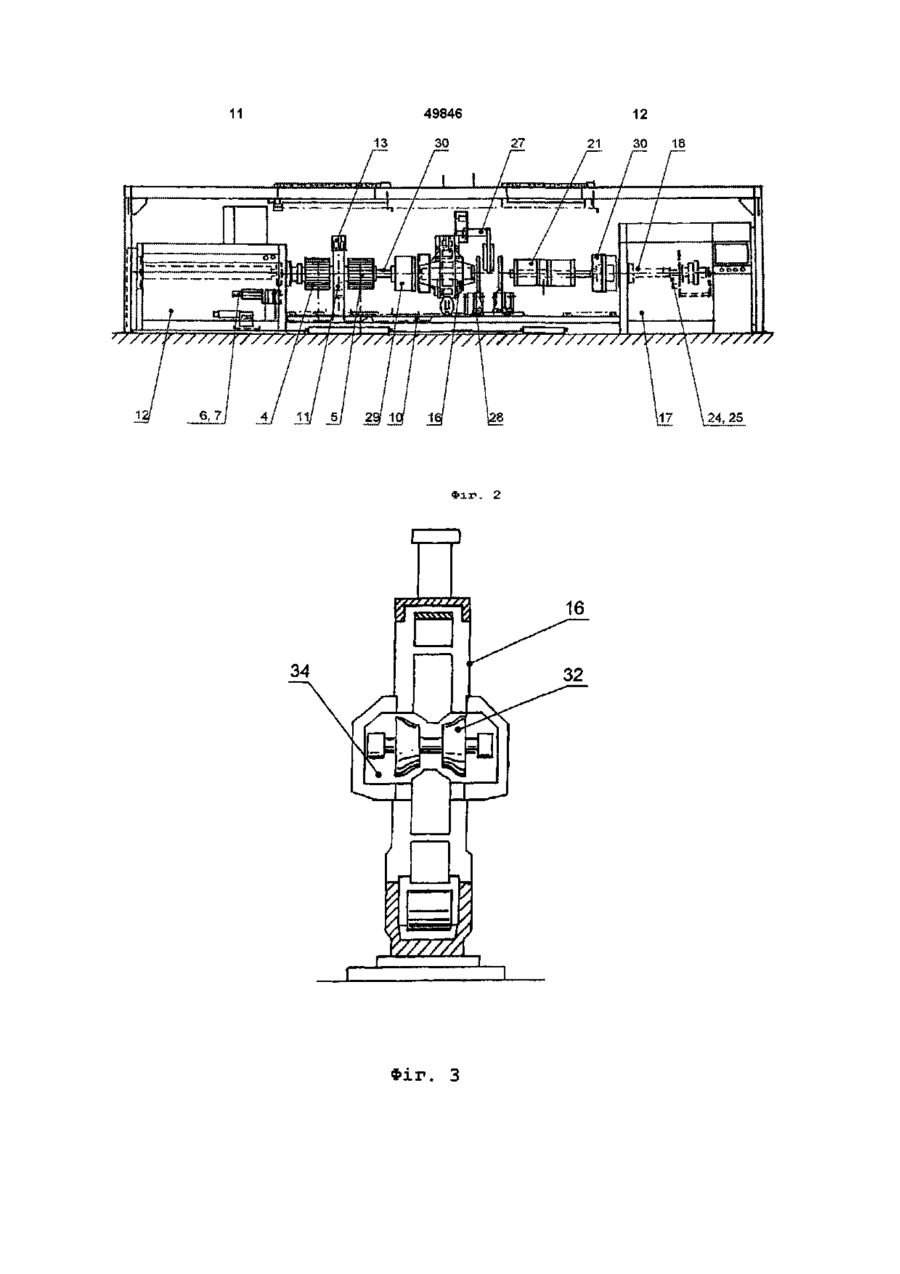
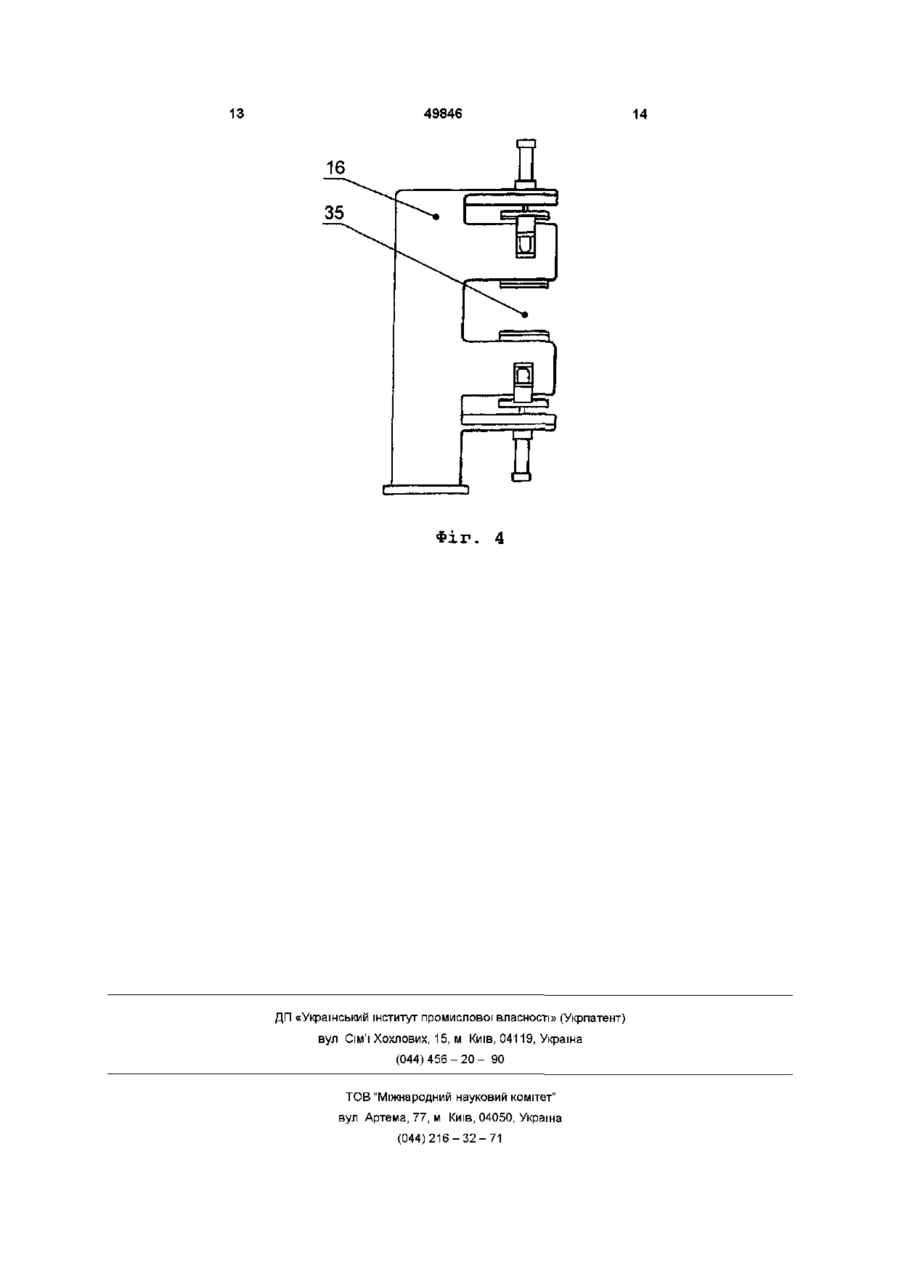
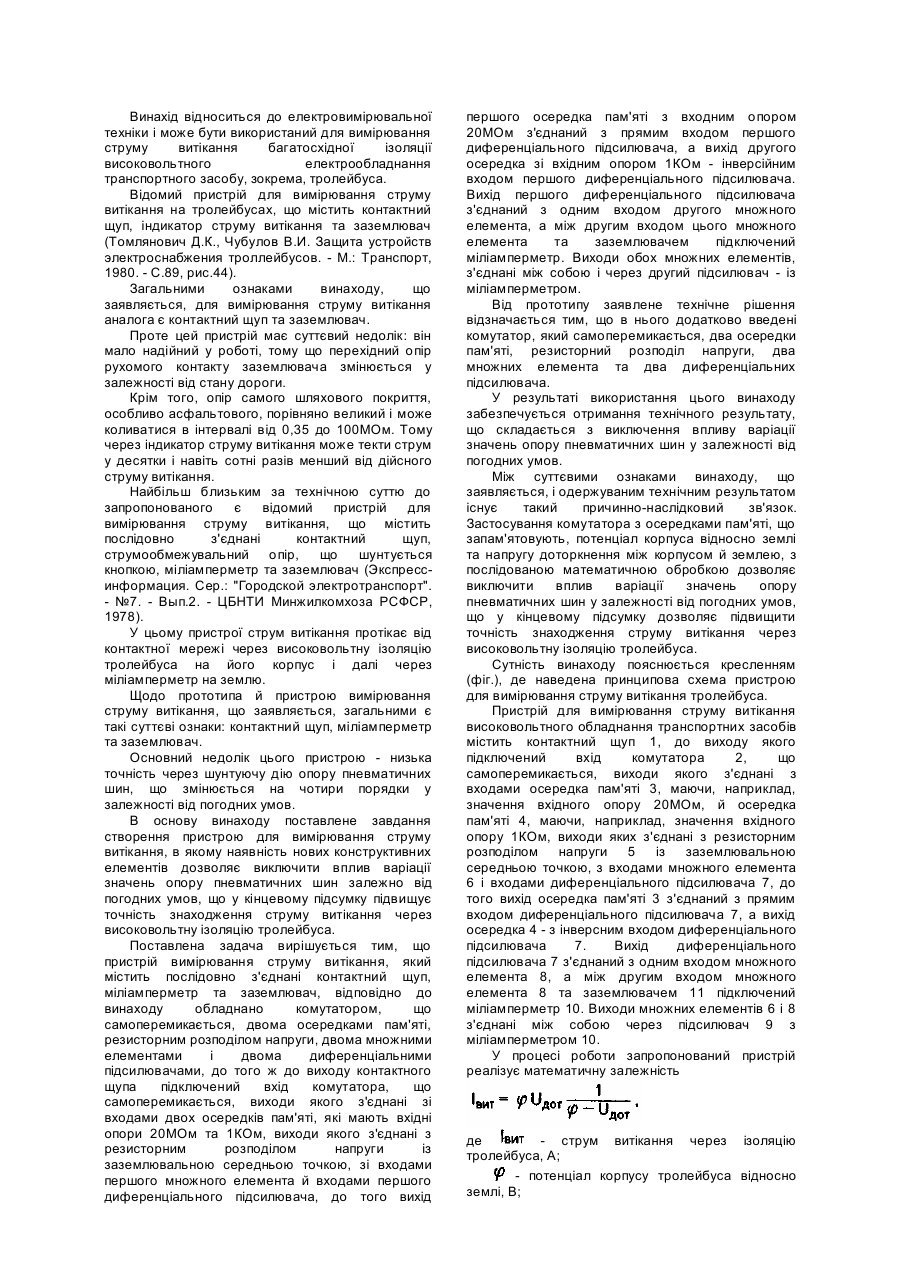
1 Обладнання для виготовлення сирових шин для транспортних засобів, яке складається з першого машинного приміщення, в якому встановлені два розташованих коаксіально у першому головному горизонтальному напрямку поясовиробні вали, один з яких несе поясовиробний барабан, а другий - протекторовиробний барабан, та поясовиробний привід приведення у дію обох поясовиробних валів, причому протекторовиробний барабан, якщо дивитися у першому головному горизонтальному напрямку, знаходиться на більшій відстані від першого машинного приміщення, ніж поясовиробний барабан, другого машинного приміщення, що має каркасний вал, який розташований паралельно першому горизонтальному головному напрямку і який несе каркасний барабан та привід каркасного вала, який приводить у дію каркасний вал, причому друге машинне приміщення, якщо дивитися у першому головному горизонтальному напрямку, знаходиться на більшій відстані від першого машинного приміщення, ніж протекторовиробний барабан, передавальної коли, напрямок передавання якої є паралельним першому горизонтальному головному напрямку, і яка, якщо дивитися у вертикальному напрямку, розміщена під поясовиробним барабаном та протектовиробним барабаном та простягається, якщо дивитися у вертикальному напрямку під каракасний барабан, першого передавального кільця, яке розміщене на передавальній коли з можливістю пересуватися між поясовиробним барабаном та протекторовиробним барабаном, другого передавального кільця, яке розміщене на передавальній коли з можливістю пересуватися між протекторовиробним барабаном та каркасним барабаном, сервісного механізму брекерів для подавання брекерів до поясовиробного барабана, блока покривного шару для подавання прогумованого нейлонового корду до поясовиробного барабана, сервісного механізму протекторів для подавання протекторів до протекторовиробного барабана, навивного блока для подання нейлонових покривних шарів до поясо- або протекторовиробного барабанів, сервісного механізму каркасних компонентів для подавання каркасних компонентів до каркасного барабана, швейної машини протектора, яка має принаймні одну швейну котушку для зшивання у єдиний вузол, у числі інших, брекерного пояса та протектора з каркасними компонентами, поданими до каркасного барабана, для виготовлення сирових шин, яке відрізняється тим, що друге машинне приміщення має поворотний вал, встановлений з можливістю обертання навколо другого горизонтального головного напрямку, паралельно першому головному горизонтальному напрямку, і головний привід вала, що примушує обертатися поворотний вал, причому поворотний вал несе каркасний вал і другий каркасний вал, який несе другий каркасний барабан і розташований паралельно і на деякій відстані від першого каркасного вала, має другий привід другого каркасного вала, причому приводи каркасних валів виконані з можливістю роздільного приведення в дію каркасних валів, а перший та другий каркасні вали, ВІДПОВІДНО, виконані з можливістю бути провернутими за допомогою поворотного вала до встановлення на ЛІНІЮ першого головного горизонтального напрямку, блок покривного шару, якщо дивитися у вертикальному напрямку, знаходиться під сервісним механізмом брекерів, обладнання, крім того, містить блок для утримання та встановлення бортів, яке виконане з можливістю пересування вздовж передавальної коли і подавання бортів до каркасного барабана встановленого налінію першого головного напрямку, та знімальний блок, встановлений з можливістю знімання шин з другого передавального кільця, а швейна машина протектора розміщена під сервісним механізмом контактних компонентів О (О ^00 2 Обладнання за п 1, яке відрізняється тим, що друге передавальне кільце оснащене воротами, огородженими з усіх боків для забезпечення радіального проходження принаймні одної швейної котушки 3 Обладнання за п 1, яке відрізняється тим, що Цей винахід стосується обладнання для виготовлення сирових, тобто невулканізованих, шин, які у подальшому описі названі сировими шинами, для транспортних засобів, наприклад легкових автомобілів Хоча відомо багато прикладів такого обладнання, описаних, наприклад, у патентах США № 5213651 та № 5399225, до цього часу не існувало комплекту або, іншими словами, комбінації відомих пристроїв для виготовлення сирових шин, в якому згадані пристрої взаємопов'язані певним чином, який надає обладнанню високу продуктивність виготовлення сирових шин та забезпечує високу різноманітність типів шин, що виготовляються, а також високу якість сирових шин Фактично мета цього винаходу полягає утому, щоб створити приклад обладнання для виготовлення сирових шин, здатний для цього Згідно З винаходом обладнання, призначене для виготовлення невулканізованих, або сирових шин для транспортних засобів, складається з першого машинного приміщення, в якому розміщені два коаксіальних, розташованих у першому головному горизонтальному напрямку вала для виготовлення поясів (далі - поясовиробні вали, прим, перекл), один з яких несе на собі барабан для виготовлення пояса (далі - поясовиробний барабан, прим, перекл), а другий - барабан для виготовлення протектора (далі протекторовиробний барабан, прим, перекл), причому протекторовиробний барабан, якщо дивитися у першому головному горизонтальному напрямку, знаходиться на більшій відстані від першого машинного приміщення, ніж поясовиробний барабан, та привод виготовлення пояса (далі - поясовиробний привод, прим, перекл) для роздільного приведення у дію двох поясовиробних валів, другого машинного приміщення, в якому розміщені вал, який обертається навколо другого горизонтального головного напрямку, паралельного першому горизонтальному головному напрямку, причому друге машинне приміщення, якщо дивитись у першому горизонтальному головному напрямку, знаходиться на більшій відстані від першого машинного приміщення, ніж протекторовиробний барабан, вал, що обертається, другого машинного приміщення несе два розташованих на деякій відстані один від одного, паралельних один одному та першому головному напрямку каркасних вала, перший з яких несе перший каркасний барабан, а другий несе другий каркасний барабан, тут також розміщені головний привод валу, який примушує обертатися вал, що обертається, та два приводи каркасних валів, які роздільно приводять у дію каркасні вали, кожен з 49846 друге передавальне кільце оснащене воротами, відкритими з одного боку для забезпечення радіального проходження принаймні одної швейної котушки яких, ВІДПОВІДНО, може бути провернутим за допомогою вала, що обертається, на ЛІНІЮ першого головного напрямку, передавальної коли, напрямок передавання якої є паралельним першому горизонтальному головному напрямку і яка, якщо дивитись у вертикальному напрямку, розміщена під поясовиробним барабаном та протекторовиробним барабаном та простягається, якщо дивитись у вертикальному напрямку, під каркасний барабан, провернутий на ЛІНІЮ першого головного напрямку, першого передавального кільця, яке розміщене на передавальній коли та має змогу пересуватися між поясовиробним та протекторовиробним барабанами, другого передавального кільця, яке розміщене на передавальній коли та має змогу пересуватися між протекторовиробним та каркасним барабанами, провернутим на ЛІНІЮ першого головного напрямку, сервісного механізму брекерів, який забезпечує подавання брекерів до поясовиробного барабана, блока покривного шару, який, якщо дивитись у вертикальному напрямку, знаходиться під сервісним механізмом брекерів та забезпечує подавання прогумованого нейлонового корда до поясовиробного барабана, сервісного механізму протекторів, який забезпечує подавання протектора у поясовиробний барабан, навивного блока, який знаходиться на першому передавальному КІЛЬЦІ та забезпечує подавання нейлонових покривних шарів до або протекторовиробного барабана або до поясовиробного барабана, блоку для утримання та установлення бортів, який розміщений з можливістю пересування вздовж передавальній коли та забезпечує подавання бортів до каркасного барабана, провернутого на ЛІНІЮ першого головного напрямку, сервісного механізму каркасних компонентів, який забезпечує подавання каркасних компонентів до іншого каркасного барабана, коли один з каркасних барабанів провернуто на ЛІНІЮ першого головного напрямку, швейної машини протектора, яка розміщена під сервісним механізмом каркасних компонентів та має принаймні одну швейну котушку для зшивання у єдиний вузол, у числі інших, брекерного пояса та протектора з каркасними компонентами, поданими до каркасного барабана, провернутого на ЛІНІЮ першого головного напрямку, для виготовлення сирової шини, та знімального блоку, який забезпечує знімання 49846 тора та пояса Коли пояс не повинен містити стасирової шини з другого передавального кільця левий корд, замість виробних барабанів з магнітаТаке специфічне взаємне розташування пристроїв ми можуть бути використані ВІДОМІ виробні створює обладнання, здатне дуже відтворним барабани, які функціонують з використанням стисшляхом виготовляти ВИСОКОЯКІСНІ сирові шини неного повітря, яке подається знизу Виробні башвидше ніж за 40 секунд, більш того, із вживанням рабани 4 та 5 можуть обертатися та працювати такого обладнання можуть бути виготовлені різнонезалежно один від одного, але в іншому випадку манітні типи шин з використанням різних шинних вони є нерухомими компонентів Подальше зниження часу циклу виготовлення Винайдене обладнання містить також сервіссирової шини, а також подальше підвищення проній механізм 8 брекерів для подавання брекерів, дуктивності можуть бути досягнуті шляхом оснаякі вже порізані за заданим розміром, до поясовищення другого передавального кільця воротами, робного барабана 4 Цей сервісний механізм 8 огородженими з усіх боків, або воротами, відчинебрекерів, який може бути схожим, наприклад, з ними з одного боку, для забезпечення радіального механізмом, описаним у заявці NL-A-9301717, проходження принаймні однієї швейної котушки примушує перший брекер, а після цього другий брекер, напрямок корду в якому є протилежним Далі з посиланням на креслення описані кілька напрямку корду в першому брекері, навиватися прикладів обладнання згідно з цим винаходом На навколо поясовиробного барабана 4 При виготокресленнях зображено вленні сирових шин для легкових автомобілів обна фіг 1 - схематичний вигляд зверху обладмеженої швидкості достатньо використовувати два нання згідно з цим винаходом, брекери для формування пояса При виготовленні на фіг 2 - вигляд спереду обладнання, зобрапояса, обладнання згідно з цим винаходом містить женого на фіг 1, відомий блок 9 покривних шарів, який, якщо дивина фіг 3 - передавальне кільце з воротами, тись у вертикальному напрямку, знаходиться під огородженими з усіх боків, та сервісним механізмом 8 брекерів та забезпечує на фіг 4 - передавальне кільце з воротами, подавання прогумованого нейлонового корду до відкритими з одного боку поясовиробного барабана 4 Блок 9 покривних Оскільки цей винахід спрямований на взаємне шарів містить блок різки для відрізання нейлонорозташування відомих пристроїв, вживаних при вих покривних шарів за заданим розміром та під виготовленні сирових шин, і не є винаходом, який потрібним кутом, наприклад 45° або 30°, причому стосується одного з пристроїв самих по собі, поці нейлонові покривні шари можуть бути навиті дальший опис функціонування та конструкцій згаповерх навитих вже до того на цей барабан бреданих пристроїв буде стислим, щоб опис не став керів за один або два оберти поясовиробного баневиправдано складним та громіздким, тим більрабана 4 ше, що подібна стислість опису забезпечує фахівцям з виготовлення сирових шин достатню інфорКрім того, винайдене обладнання містить пемацію відносно пристроїв, які потрібні для редавальну колію 10, напрямок передавання якої реалізації працездатного обладнання згідно з цим є паралельним першому головному напрямку Певинаходом редавальна колія 10, якщо дивитись у вертикальному напрямку, розміщена під виробними барабаСирову шину виготовляють згідно з цим винанами 4 та 5 Передавальна колія 10 містить перше ходом швидко та з високою якістю з використанпередавальне кільце 11 відомого типу, яке наленям обладнання, схематично представленого вижить до обладнання та має можливість пересуваглядом зверху на фіг 1 та виглядом спереду на тися між поясовиробним барабаном 4 та протекфіг 2 Винайдене обладнання складається з перторовиробним барабаном 5 Передавальне кільце шого машинного приміщення 1, у якому знахо11 переносить пояс, виготовлений у поясовиробдяться два коаксіальне розміщених виступаючих ному барабані, до протекторовиробного барабана поясовиробних вала 2 та 3 Поясовиробні вали 2 та 3 орієнтовані у першому горизонтальному голоЗ бобіни 12, яка містить нескінченну стрічку вному напрямку Перший поясовиробний вал 2 нейлонового корду, вмонтованого у гуму, нейлонесе поясовиробний барабан 4, а другий поясовиновий покривний шар може подаватись до протекробний вал 33 - протекторовиробний барабан 5 торовиробного барабана 5, за допомогою відомого Протекто-ровиробний барабан 5, якщо дивитись у блоку 13 навивання, розташованого на першому першому горизонтальному головному напрямку, передавальному КІЛЬЦІ 11 Шляхом змінювання знаходиться на більшій відстані від першого макроку блоку 13 навивання можна одержати будьшинного приміщення 1, ніж поясовиробний бараякий бажаний розподіл корду, причому перевага бан 4 Крім того, у першому машинному приміщенскладається з того, що видимі розщеплення або ні 1 розташовані поясовиробні приводи 6 та 7, які перепліскування відсутні Внаслідок можливості переважно приводяться у дію сервоприводами, нанесення на поясовиробний барабан 4 або продля роздільного приведення у дію двох поясовитекторовиробний барабан 5 покривного шару робних валів 2, 3 та, завдяки цьому, поясовиробшляхом навивання вузької стрічки з наданням їй ного барабана 4 та протекторовиробного барабаспіральної форми, якщо це бажане, можна відмона 5 витись від широкого покривного шару Барабани 4 та 5 переважно цілком однакові та містять відомим чином внутрішній механізм, який дає змогу, наприклад, 24 магнітним сегментам, які розташовані ззовні барабана, приймати менший діаметр для зняття пояса або компонентів протек Протектор подають до протекторовиробного барабана 5 за допомогою сервісного механізму 14 протекторів та навивають навколо пояса, який знаходиться у протекторовиробному барабані 5 Протектор може надходити з постачальної бобіни 49846 15, на якій знаходиться нескінченна стрічка протекторного матеріалу, який ріжуть навскіс відомим чином за допомогою, наприклад, ультразвукового ножа Після ЦЬОГО пакет "пояс-протектор" є готовий, і його прибирають з протекторо-виробного барабана 5 за допомогою другого передавального кільця 16, яке розташоване на передавальній коли 10 з можливістю пересування Друге передавальне кільце 16 з пакетом ««пояс-протектор»» пересувається у позицію очікування, і у поясовиробному та протекторовиробному барабанах може бути зібраний наступний пакет «пояс-протектор» Крім того, обладнання згідно з цим винаходом містить друге машинне приміщення 17, у якому розташовано вал 18, що обертається навколо другого горизонтального головного напрямку Другий горизонтальний головний напрямок є паралельним першому горизонтальному головному напрямку Друге машинне приміщення 17, якщо дивитись у першому горизонтальному головному напрямку, розташоване на більшій відстані від першого машинного приміщення 1, ніж протекторовиробний барабан 5 Вал 18, що обертається, несе два каркасні вали 19 та 20, розташованих на деякій відстані один від одного та паралельних один одному та першому головному напрямку Перший каркасний вал 19 несе перший відомий каркасний барабан 21, а другий каркасний вал 20 несе другий ідентичний каркасний барабан 22 Крім того, друге машинне приміщення 17 містить головний привід 23 вала, який переважно, приводиться у дію сервоприводом, що примушує поворотний вал 18 обертатися, та два приводи 24 та 25 каркасних валів, які роздільно приводять у дію каркасні вали, і, тим самим, каркасні барабани Друге машинне приміщення 17 виконане таким чином, що перший та другий вали 19, 20, ВІДПОВІДНО, провертаються при повороті головного вала 18 до встановлення на ЛІНІЮ першого головного напрямку Передавальна колія 10 простягається, якщо дивитись у вертикальному напрямку, під каркасний барабан, повернутий на ЛІНІЮ першого головного напрямку З сервісного механізму 26 каркасних компонентів останні, а саме герметична внутрішня оболонка з гумовими боковинами та каркасний шар з арматурою корду поступово надходять, відрізаються за заданою довжиною та навиваються навколо першого каркасного барабана 21 Якщо треба, на перший каркасний барабан 21 може бути подано другий каркасний шар, і, можливо, сітчастий чефер або гумові накладки борту, згідно з заявкою NL-A-9200046 Після ЦЬОГО обидва каркасні барабани провертаються, і перший каркасний барабан 21 стає на ЛІНІЮ першого горизонтального головного напрямку над передавальною колією 10, а другий, порожній каркасний барабан 22 займає позицію, в якій до того знаходився перший каркасний барабан 21 З блоку 27 завантаження та постачання бортів пучки бортових дротів з верхівкою подають до блоку 28 утримання та встановлення бортів, який має змогу пересуватися вздовж передавальної коли 10, як це відомо, наприклад, з заявки NL-A8803174 Блок 28 переміщують навколо першого каркасного барабана 21, на який вже встановлені 8 каркасні компоненти, і пучки бортових дротів з верхівкою розмішують на першому каркасному барабані 21, у якім шляхом приведення в дію каркасного барабана 21 забезпечують міцне закріплення пучків бортових дротів з верхівкою на каркасному шарі, та формується герметичне ущільнення, як описано, наприклад, у заявці NL-A9001645 У залежності від типу використаного каркасного барабана заворот каркасного шару та боковин навколо пучків бортових дротів з верхівкою виконують по-різному У так званому каркасному барабані зі здвоєною камерою це виконують з використанням чотирьох камер У прикладах здійснення винаходу, зображених на фіг 1 та 3, використані каркасні барабани лише з двома камерами, які по суті ВІДОМІ Обертання виконують за допомогою перекидного стакана 29, розміщеного з одного боку каркасного барабана, причому згаданий перекидний стакан 29 має внутрішню форму, схожу на посудину або годинник, і може бути приведений у дію за допомогою поршня ЗО, який проходить крізь вал виробних барабанів 4 та 5 і перше машинне приміщення 1, а також за допомогою обертального/перекидного стакана ЗО та 31, ВІДПОВІДНО, розміщених з іншого боку каркасних барабанів 21, 22 Згадані стакани 29, ЗО та 31, ВІДПОВІДНО, служать для відсування вбік обох надутих зігнених камер, щоб каркасні компоненти були вірно установлені відносно сформованого каркасу та пучків бортових дротів Коли каркас готовий (у даному випадку для конструкції, де протектор знаходиться поверх боковин), друге передавальне кільце 16 з пакетом «пояс-протектор» перемішують з позиції очікування до першого каркасного барабана 21, де пакет «пояс-протектор» за допомогою протекторного швейного блоку 32, який знаходиться під сервісним механізмом 26 каркасних компонентів та містить принаймні одну швейну котушку, мусить бути зшитий з каркасними компонентами для формування сирової шини Згадане зшивання може бути виконане після того, як друге передавальне кільце 16 розташувало пакет «пояс-протектор» на каркасному барабані та ВІДІЙШЛО від цього барабана Однак для зменшення часу, потрібного для виготовлення сирової шини, переважно використовують передавальне кільце 16, оснащене воротами 33, огородженими з усіх боків, для забезпечення радіального проходження швейної котушки 32 швейного блоку 33 (див фігЗ) При цьому відпадає необхідність відводити друге передавальне кільце 16 від каркасного барабана до початку зшивання Подібне передавальне кільце відоме з патенту ЕР-В1 -0223317 У альтернативному варіанті зменшення часу виготовлення сирової шини може бути досягнуто шляхом використання передавального кільця 16, оснащеного воротами 35, відкритими з одного боку, для забезпечення радіального проходження швейної котушки швейного блоку Подібне передавальне кільце відоме з заявки NL-A-9300893 Готову сирову шину знімають з першого каркасного барабана 22 за допомогою другого передавального кільця 16 і подають у зону знімального 49846 блоку 36, який знімає сирову шину з другого передавального кільця 16 Після ЦЬОГО друге передавальне кільце 16 переміщують до протекторовиробного барабана 5 для зняття наступного пакета «пояс-протектор», при цьому відбувається такий обмін між каркасними барабанами, після якого можна завершувати виробництво наступної сирової шини Загальний час, потрібний для виготовлення сирової шини з використанням обладнання, згідно Фіг. 10 з цим винаходом, може становити менше 40 секунд при тому, що керування усім обладнанням може виконувати одна людина Виявлено, що якість сирових шин, виготовлених таким чином, дуже висока Більш того, встановлено, що обладнання є надзвичайно гнучким як відносно типів шин, що піддягають виготовленню, так і відносно модульності структури обладнання, взаємозамінності окремих пристроїв, які входять до складу обладнання 1 11 //7//7T/ Фіг. З 13 49846 Фіг 14 4 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюAssembly of devices for building a green tyre for vehicles
Назва патенту російськоюОборудование для изготовления не вулканизованных шин для транспортных средств
МПК / Мітки
МПК: B29D 30/20
Мітки: шин, засобів, сирових, обладнання, виготовлення, транспортних
Код посилання
<a href="https://ua.patents.su/7-49846-obladnannya-dlya-vigotovlennya-sirovikh-shin-dlya-transportnikh-zasobiv.html" target="_blank" rel="follow" title="База патентів України">Обладнання для виготовлення сирових шин для транспортних засобів</a>
Пристрій для вимірювання струму витікання високовольтного обладнання транспортних засобів
Номер патенту: 24679
Опубліковано: 04.08.1998
Автори: Крутій Леонард Михайлович, Лозовий Сергій Борисович, Далека Василь Хомич, Міренський Ігор Григорович, Коваленко Віталій Іванович
МПК: G01R 19/00, G01R 19/145
Мітки: засобів, вимірювання, обладнання, транспортних, високовольтного, пристрій, витікання, струму
Формула / Реферат:
Пристрій для вимірювання струму витікання високовольтного обладнання транспортних засобів, що містить послідовно з'єднані контактний щуп, міліамперметр і заземлювач, який відрізняється тим, що забезпечений комутатором, який самоперемикається, двома осередками пам'яті, резисторним розподілом напруги, двома множними елементами й двома диференціальними підсилювачами, причому до виходу щупа підключено вхід комутатора, що самоперемикається, виходи...
Спосіб виготовлення екструдатів целюлози, гумовий виріб, здатний витримувати механічне навантаження, і шина для транспортних засобів
Номер патенту: 27083
Опубліковано: 28.02.2000
Автори: БУРСТОУЛ Хеннке, ІПМА Марко
МПК: D01F 2/00, C08L 21/00, B60C 9/00, D02G 3/48, C08B 1/00
Мітки: транспортних, спосіб, екструдатів, навантаження, засобів, гумовий, здатний, целюлози, виготовлення, механічне, шина, витримувати, виріб
Формула / Реферат:
1. Способ изготовления экструдатов целлюлозы, включающий изготовление раствора целлюлозы в фосфорной кислоте и экструдированйе этого раствора, отличающийся тем, что изготавливают оптически анизотропный раствор целлюлозы, содержащий 94 - 100вес.% следующих компонентов: целлюлозы, фосфорной кислоты и/или ее ангидридов, и воды, образующиеся экструдаты пропускают через воздушный зазор с последующей коагуляцией и нейтрализуют до степени...
Обладнання для виготовлення трубчастої гумокордної заготовки
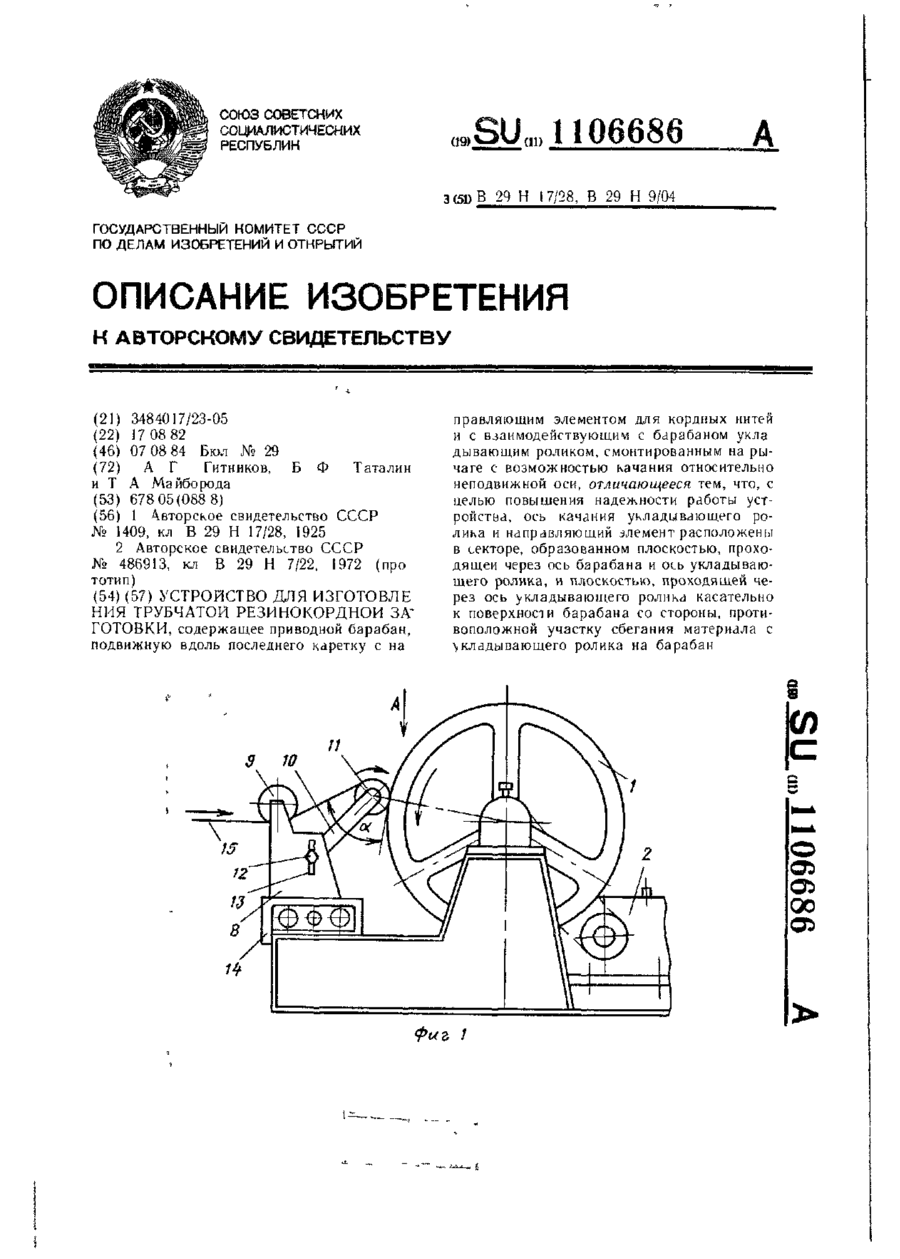
Номер патенту: 6251
Опубліковано: 29.12.1994
Автори: Майборода Тимур Афанасійович, Таталін Борис Федорович, Гітніков Ара Гершович
МПК: B29C 35/02, B29D 30/06
Мітки: гумокордної, виготовлення, обладнання, трубчастої, заготовки
Формула / Реферат:
Устройство для изготовления трубчатой резинокордной заготовки, содержащее приводной барабан, подвижную вдоль последнего каретку с направляющим элементом для кордных нитей и с взаимодействующим с барабаном укладывающим роликом, смонтированным на рычаге с возможностью качания относительно неподвижной оси, отличающееся тем, что, с целью повышения надежности работы устройства, ось качания укладывающего ролика и направляющий элемент расположены...
Тренажер навчання водінню транспортних засобів
Номер патенту: 41730
Опубліковано: 17.09.2001
Автори: Неговський Олександр Миколайович, Вербний Микола Семенович, Хитрик Василь Онуфрійович
МПК: G09B 9/00
Мітки: засобів, тренажер, транспортних, водінню, навчання
Формула / Реферат:
1.Тренажер навчання водінню транспортних засобів, що містить кабіну транспортного засобу з розташованими у ній імітаторами приладової дошки, важелями керування і робочого місця того, якого навчають, датчики органів керування, зв'язані з входом моделюючого блока, виходи якого виконано сполученими з імітаторами приладової дошки, із пристроєм візуалізації, із пультом інструктора, із блоком звукової інформації і з пристроями узгодження з органами...
Мобільна диспетчерська система для транспортних засобів
Номер патенту: 44047
Опубліковано: 15.01.2002
Автори: Барладін Петро Олександрович, Барладін Олександр Володимирович
МПК: G08G 1/0969, G09B 29/10
Мітки: диспетчерська, засобів, система, транспортних, мобільна
Формула / Реферат:
1. Мобільна диспетчерська система для транспортних засобів, що містить модуль управління, дисплей, картографічний модуль, модуль визначення координат і модуль передачі радіосигналу, яка відрізняється тим, що містить перший блок, який включає модулі визначення координат і передачі радіосигналу, з'єднані між собою і обладнані модулем стану, з'єднаним з модулем передачі сигналу, і автономним джерелом живлення, з'єднаним з модулем стану, і другий...
Попередній патент: Спосіб та пристрій обумовленого доступу до інформації
Наступний патент: Похідні імідазолу, що мають спорідненість до активності a2-рецепторів, фармацевтична композиція та спосіб лікування
Випадковий патент: Пристрій для контролю гучномовців на деренчання та призвук