Напівавтомат зварювання решітки стола газової плити
Номер патенту: 52131
Опубліковано: 10.08.2010
Автори: Чевичелов Віктор Георгійович, Анненков Віктор Захарович, Пономарьов Володимир Іванович, Бойчук Андрій Володимирович


Формула / Реферат
1. Напівавтомат зварювання решітки стола газової плити, що включає станину стола, жорстко закріплену на зварювальній рамі, із установленим на столі станини кондуктором, зварювальними кліщами і нижніми нерухомими електродами, із закріпленими на столі чотирма стояками з закріпленою на них верхньою плитою з жорстко вертикально встановленим корпусом зварювального пістолета, який відрізняється тим, що для підвищення точності зварювання за рахунок виконання зварювання усіх точок решітки з однієї установки зборок вузлів у кондукторі, оснащеному механізмом затискання, з фіксацією всіх елементів зварюваної решітки у вертикальній і горизонтальній площинах, підвищення продуктивності автомата, виключення браку, поліпшення умов техніки безпеки при виконанні робіт на напівавтоматі, зниження відсотка ручної праці, верхня плита напівавтомата оснащена пневмоциліндром механізму знімання звареної решітки стола газової плити і трьома блоками вертикально розташованих пневмоциліндрів зі зварювальними рухливими у вертикальному напрямку зварювальними пістолетами, а кондуктор для установки решітки розташований у горизонтальній площині уздовж станини стола і оснащений двома горизонтально розташованими і жорстко закріпленими на станині стола з правої і з лівої сторін блоками зварювальних кліщів, причому плита кондуктора оснащена базуючими елементами (упорами) для фіксації вузлів решітки у вертикальній і горизонтальній площинах механізмом затискання.
2. Напівавтомат за п. 1, який відрізняється тим, що корпус блока кліщів виконаний із трьома тримачами з нерухомими електродами, рухливі ж електроди розташовані на рухливих в горизонтальному напрямку штоках пневмоциліндрів.
3. Напівавтомат за п. 2., який відрізняється тим, що рухомі й нерухомі електроди кліщів горизонтально розташовані попарно, що дозволяє рухомому електроду здійснювати затискання зварюваних деталей між собою, притискаючи їх до нерухомого електрода, що служить одним з базуючих елементів, що встановлюють у вузлі решітки стола.
Текст
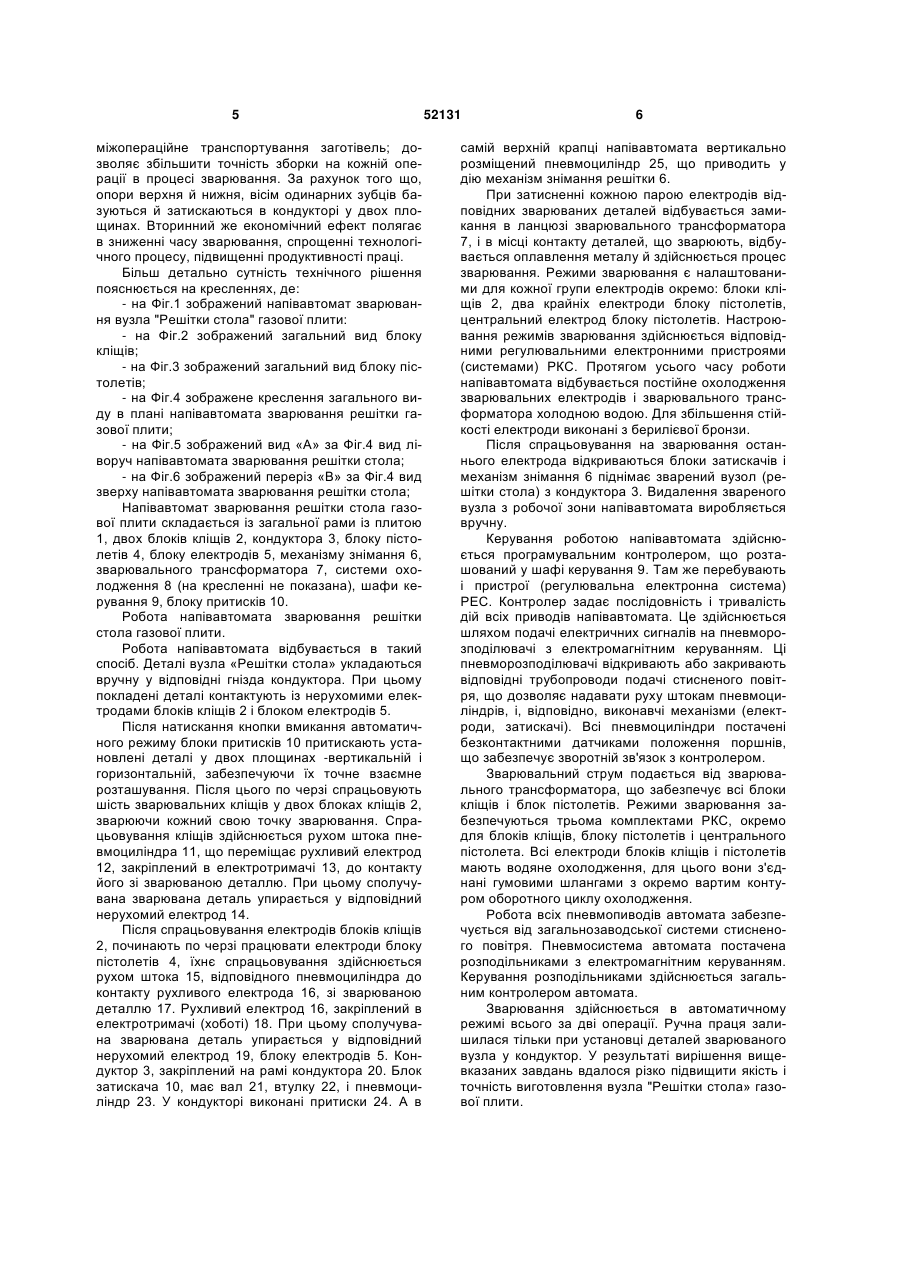
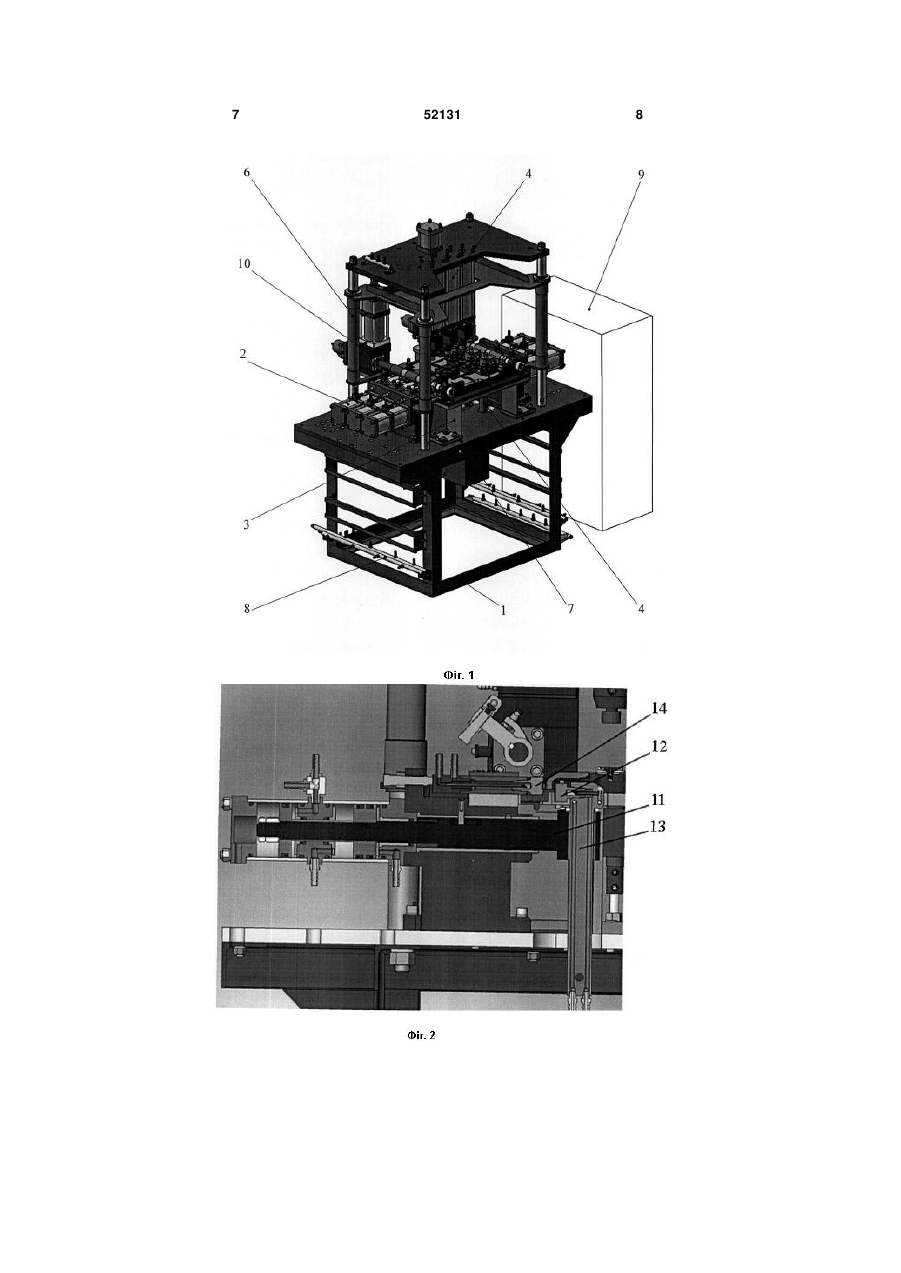
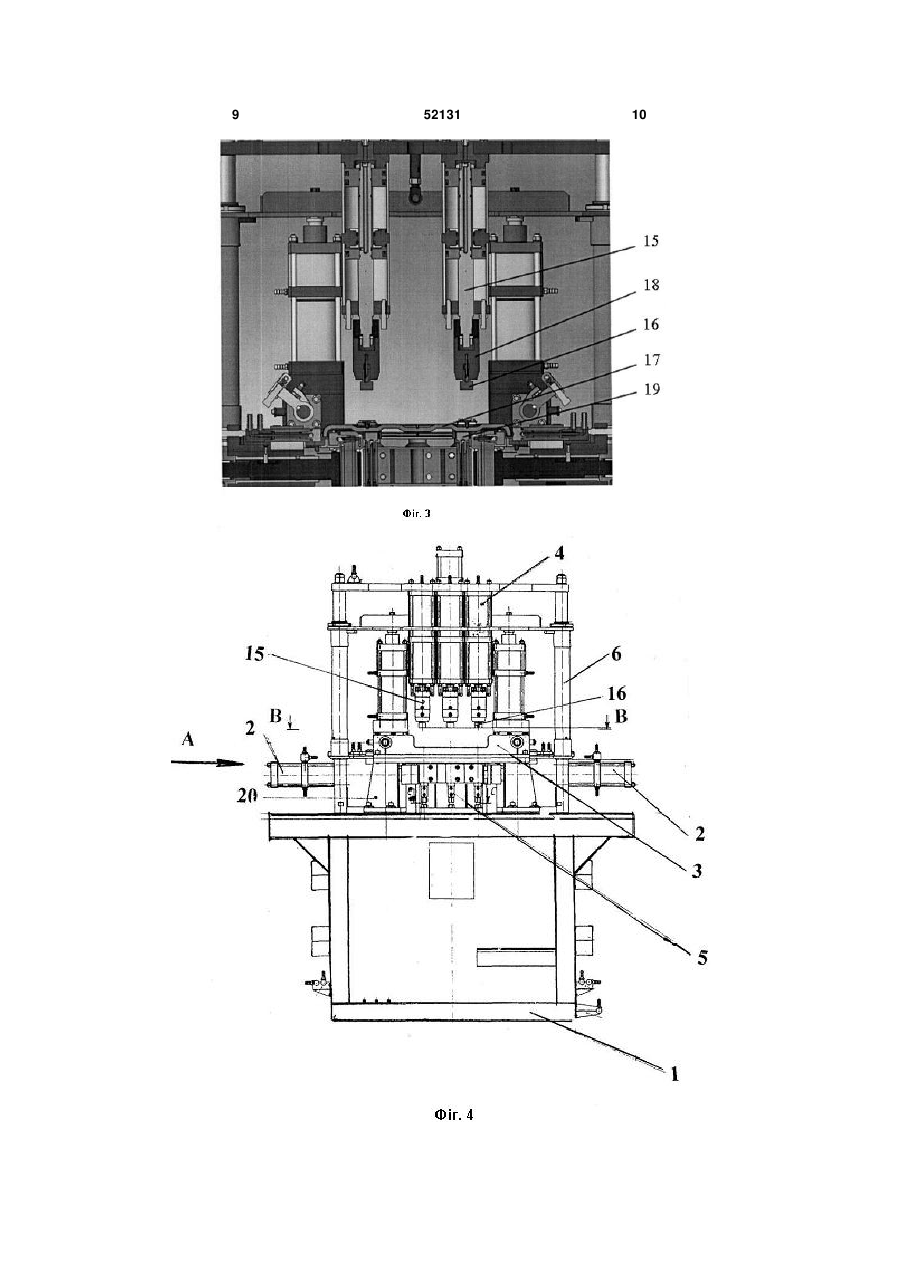
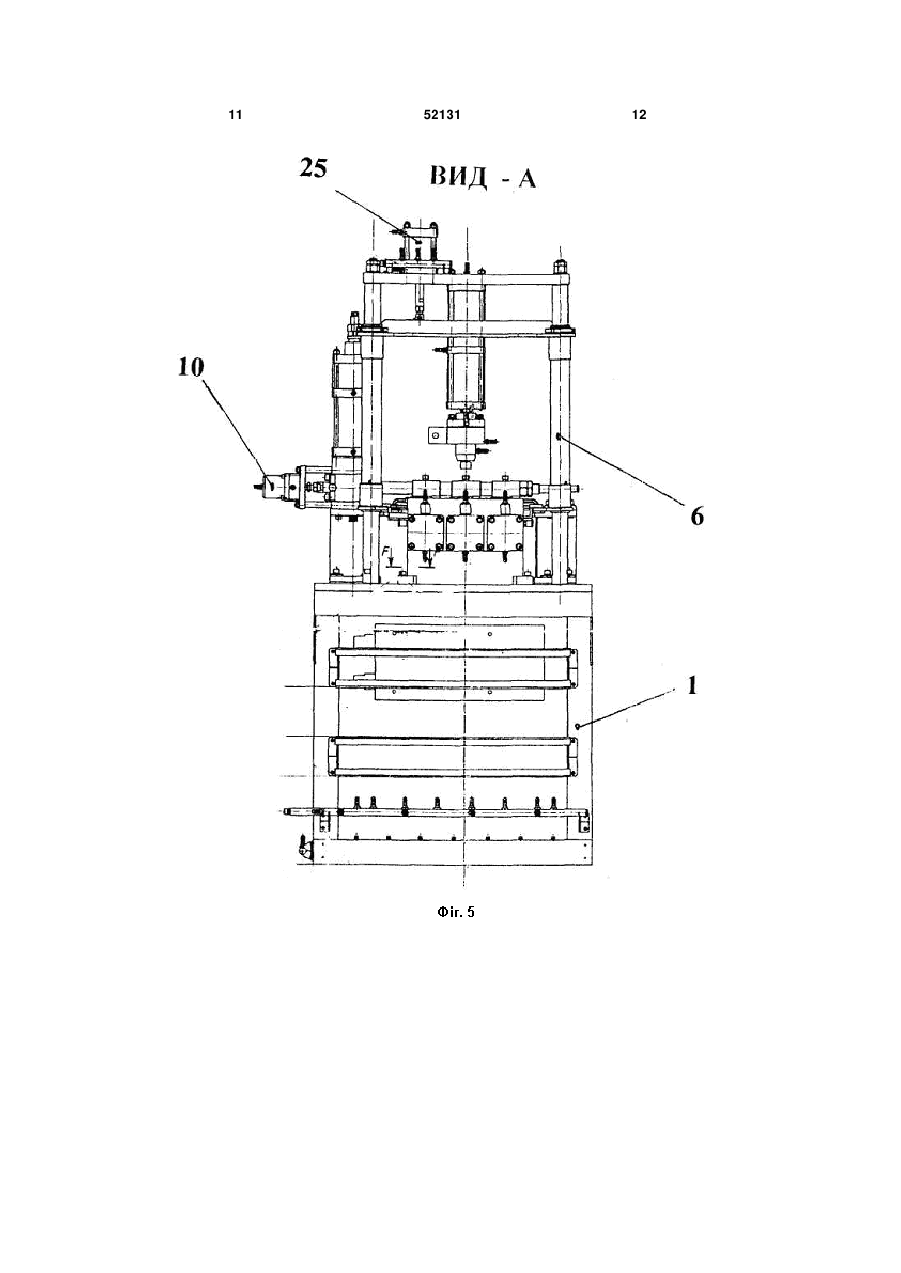
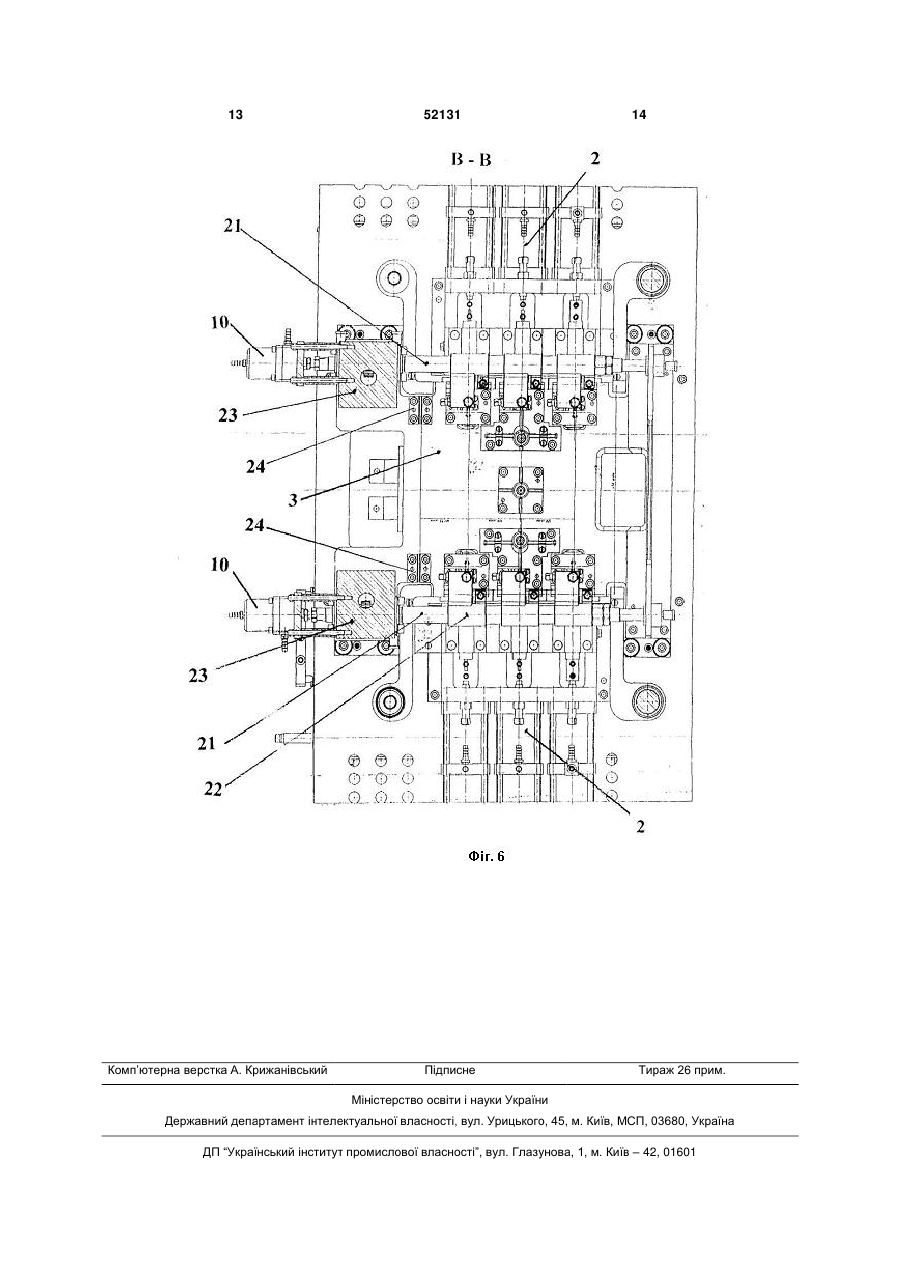
1. Напівавтомат зварювання решітки стола газової плити, що включає станину стола, жорстко закріплену на зварювальній рамі, із установленим на столі станини кондуктором, зварювальними кліщами і нижніми нерухомими електродами, із закріпленими на столі чотирма стояками з закріпленою на них верхньою плитою з жорстко вертикально встановленим корпусом зварювального пістолета, який відрізняється тим, що для підвищення точності зварювання за рахунок виконання зварювання усіх точок решітки з однієї установки зборок вузлів у кондукторі, оснащеному механізмом затискання, з фіксацією всіх елементів зварюваної решітки у вертикальній і горизонтальній площинах, підвищення продуктивності автомата, виключення браку, поліпшення умов техніки безпеки при виконанні робіт на напівавтоматі, зниження відсотка ручної праці, верхня плита напіва U 2 (19) 1 3 Задача, що стоїть перед авторами, полягає в наступному - збільшенні точності зборки й зварювання виконання кожної операції, підвищенні продуктивності праці при виготовленні вузла, зниженні відсотка деталей, які необхідно правити, зниженні обсягу ручної праці. Поставлена задача вирішується авторами шляхом розробки напівавтомата зварювання решітки з уже готових і зварених в один великий вузол решітки, що складається з уже зварених між собою: рамки, опори нижньої, чотирьох деталей зуб одинарний і двох деталей зуб подвійної. До цього вузла на даному автоматі приварюються «Опора верхня», чотири деталі «зуб одинарний» і дві деталі «зуб подвійний». Напівавтомат зварювання решітки газової плити, що включає станину стола жорстко закріплену на зварювальній рамі, із установленим на столі станини, кондуктором, зварювальними кліщами й нижніми нерухомими електродами, стіл постачений чотирма стійками із закріпленою на ньому верхньою плитою з жорстко вертикально встановленим корпусом зварювального пістолета, для підвищення точності зварювання за рахунок виконання зварювання всіх крапок решітки зборок вузлів з однієї установки в кондукторі з одночасною фіксацією всіх зварюваних елементів решітки стола у вертикальній і горизонтальній площині, підвищення продуктивності автомата, виключення браку, поліпшення умов техніки безпеки при виконанні робіт на напівавтоматі, зниження відсотка ручної праці, верхня плита напівавтомата додатково постачена пневмоциліндром механізму знімання звареної решітки стола газової плити й блоками із трьох вертикально розташованих пневмоциліндрів зі зварювальними рухливими у вертикальному напрямку зварювальними пістолетами, а кондуктор постачений механізмом затискання решітки, для установки решітки і виконаний жорстко закріпленим на станині стола в горизонтальній площині уздовж станини стола, і постачений двома горизонтально розташованими й жорстко закріпленими на станині стола, із правої й лівої сторони блоками зварювальних кліщів, причому плита кондуктора постачена базуючими елементами (упорами) для фіксації вузлів решітки у вертикальній і горизонтальній площині. Кожний (правий і лівий) корпус блоку кліщів виконаний із трьома тримачами з нерухомими електродами, рухливі ж електроди розташовані на рухливих в горизонтальному напрямку штоках пневмоциліндрів. Рухливі й нерухомі електроди кліщів, горизонтально розташовані попарно, що дозволяє рухливому електроду робити затискання зварюваних деталей між собою, притискаючи їх до нерухомого електрода, що служить одним з базуючих елементів установлюючих елементів (вузлів) решітки стола. Блоки кліщів розташованих на протилежних сторонах деталі «Рамка», а блоком пістолетів розташованих зверху, причому притиск деталей у кондукторі здійснюється не тільки зверху але й з боку, у такий спосіб вибираються всі зазори між деталями й посадковими місцями кондуктора обираними механізмом затискача яким постачений кондуктор. 52131 4 Для рішення цих завдань пропонований напівавтомат до звареного на першому напівавтоматі вузла приварює деталі «опора верхня», чотири деталі «зуб одинарний» і дві деталі «зуб подвійний». Зварювання виконується двома блоками кліщів розташованих у горизонтальній площині на протилежних сторонах деталі «Рамка» і блоком пістолетів розташованих зверху. Притиск деталей у кондукторі напівавтомата здійснюється не тільки зверху, але й збоку, у такий спосіб вибираються всі зазори між деталями й посадковими місцями кондуктора. Весь процес зварювання вузла «Решітки стола» відбувається в автоматичному режимі за дві операції. Ручна праця залишилася при установці деталей зварюваного вузла у кондуктор постачений механізмом затискача. Напівавтоматичний пристрій для зварювання «Решітки стола» газової плити виконано із двох блоків кліщів розташованих на плиті станини, кожний з яких складається з корпуса із закріпленими на ньому горизонтально трьома пневмоциліндрами. На штоках пневмоциліндрів розташовані тримачі з рухливими електродами. На корпусі блоку кліщів установлені три тримачі з нерухомими електродами. Рухливі й нерухомі електроди блоку кліщів розташовані попарно так, що при подачі рухливих електродів відбувається затискання зварюваних деталей між парою «рухливий електрод нерухомий електрод». Попередньо зварювані деталі затискаються блоками затискачів, які фіксують вставлені в кондуктор деталі у вертикальній і горизонтальній площинах. У блоках затискачів в якості приводів використовуються пневмоциліндри. Між двома блоками кліщів розміщений кондуктор, куди уставляються зварювані деталі. Кондуктор складається з рами й плити. На плиті встановлені базуючі елементи для закріплення зварюваних деталей. Ще вище, над кондуктором, на верхній нерухомій плиті жорстко закріплений блок пістолетів, що складається із трьох вертикально розташованих пневмоциліндрів, на штоках яких закріплені тримачі з рухливими електродами. У станині встановлений блок нерухомих електродів, у якому закріплені попарно відповідні нерухомі електроди. Вони виставлені на певній висоті в спеціальних отворах кондуктора. Всі тримачі електродів блоків кліщів і пістолетів підключені до зварювального трансформатора за допомогою гнучких мідних шин. Верхня нерухома плита зафіксована на чотирьох трубчастих стійках. До верхньої нерухомої плити, крім блоку пістолетів жорстко закріплений пневмоциліндр механізму знімання зварених решітки стола. Цей пневмоциліндр, передає поступальний рух через важелі на втулки, що рухаються вертикально по трубчастих стійках. У нижній частині втулок приварені пластини, які у вихідному положенні перебувають під вигином кутів деталі «Рамка». Після циклу зварювання рухом знизу нагору механізм знімання витягає зварений вузол з кондуктора. Причинно-наслідковий зв'язок полягає в тім що за рахунок вищевказаних істотних ознак досягається первинний технічний ефект а саме: можливість об'єднання декількох окремих операцій в одну, що знижує відсоток ручної праці, ліквідує 5 міжопераційне транспортування заготівель; дозволяє збільшити точність зборки на кожній операції в процесі зварювання. За рахунок того що, опори верхня й нижня, вісім одинарних зубців базуються й затискаються в кондукторі у двох площинах. Вторинний же економічний ефект полягає в зниженні часу зварювання, спрощенні технологічного процесу, підвищенні продуктивності праці. Більш детально сутність технічного рішення пояснюється на кресленнях, де: - на Фіг.1 зображений напівавтомат зварювання вузла "Решітки стола" газової плити: - на Фіг.2 зображений загальний вид блоку кліщів; - на Фіг.3 зображений загальний вид блоку пістолетів; - на Фіг.4 зображене креслення загального виду в плані напівавтомата зварювання решітки газової плити; - на Фіг.5 зображений вид «А» за Фіг.4 вид ліворуч напівавтомата зварювання решітки стола; - на Фіг.6 зображений переріз «В» за Фіг.4 вид зверху напівавтомата зварювання решітки стола; Напівавтомат зварювання решітки стола газової плити складається із загальної рами із плитою 1, двох блоків кліщів 2, кондуктора 3, блоку пістолетів 4, блоку електродів 5, механізму знімання 6, зварювального трансформатора 7, системи охолодження 8 (на кресленні не показана), шафи керування 9, блоку притисків 10. Робота напівавтомата зварювання решітки стола газової плити. Робота напівавтомата відбувається в такий спосіб. Деталі вузла «Решітки стола» укладаються вручну у відповідні гнізда кондуктора. При цьому покладені деталі контактують із нерухомими електродами блоків кліщів 2 і блоком електродів 5. Після натискання кнопки вмикання автоматичного режиму блоки притисків 10 притискають установлені деталі у двох площинах -вертикальній і горизонтальній, забезпечуючи їх точне взаємне розташування. Після цього по черзі спрацьовують шість зварювальних кліщів у двох блоках кліщів 2, зварюючи кожний свою точку зварювання. Спрацьовування кліщів здійснюється рухом штока пневмоциліндра 11, що переміщає рухливий електрод 12, закріплений в електротримачі 13, до контакту його зі зварюваною деталлю. При цьому сполучувана зварювана деталь упирається у відповідний нерухомий електрод 14. Після спрацьовування електродів блоків кліщів 2, починають по черзі працювати електроди блоку пістолетів 4, їхнє спрацьовування здійснюється рухом штока 15, відповідного пневмоциліндра до контакту рухливого електрода 16, зі зварюваною деталлю 17. Рухливий електрод 16, закріплений в електротримачі (хоботі) 18. При цьому сполучувана зварювана деталь упирається у відповідний нерухомий електрод 19, блоку електродів 5. Кондуктор 3, закріплений на рамі кондуктора 20. Блок затискача 10, має вал 21, втулку 22, і пневмоциліндр 23. У кондукторі виконані притиски 24. А в 52131 6 самій верхній крапці напівавтомата вертикально розміщений пневмоциліндр 25, що приводить у дію механізм знімання решітки 6. При затисненні кожною парою електродів відповідних зварюваних деталей відбувається замикання в ланцюзі зварювального трансформатора 7, і в місці контакту деталей, що зварюють, відбувається оплавлення металу й здійснюється процес зварювання. Режими зварювання є налаштованими для кожної групи електродів окремо: блоки кліщів 2, два крайніх електроди блоку пістолетів, центральний електрод блоку пістолетів. Настроювання режимів зварювання здійснюється відповідними регулювальними електронними пристроями (системами) РКС. Протягом усього часу роботи напівавтомата відбувається постійне охолодження зварювальних електродів і зварювального трансформатора холодною водою. Для збільшення стійкості електроди виконані з берилієвої бронзи. Після спрацьовування на зварювання останнього електрода відкриваються блоки затискачів і механізм знімання 6 піднімає зварений вузол (решітки стола) з кондуктора 3. Видалення звареного вузла з робочої зони напівавтомата виробляється вручну. Керування роботою напівавтомата здійснюється програмувальним контролером, що розташований у шафі керування 9. Там же перебувають і пристрої (регулювальна електронна система) РЕС. Контролер задає послідовність і тривалість дій всіх приводів напівавтомата. Це здійснюється шляхом подачі електричних сигналів на пневморозподілювачі з електромагнітним керуванням. Ці пневморозподілювачі відкривають або закривають відповідні трубопроводи подачі стисненого повітря, що дозволяє надавати руху штокам пневмоциліндрів, і, відповідно, виконавчі механізми (електроди, затискачі). Всі пневмоциліндри постачені безконтактними датчиками положення поршнів, що забезпечує зворотній зв'язок з контролером. Зварювальний струм подається від зварювального трансформатора, що забезпечує всі блоки кліщів і блок пістолетів. Режими зварювання забезпечуються трьома комплектами РКС, окремо для блоків кліщів, блоку пістолетів і центрального пістолета. Всі електроди блоків кліщів і пістолетів мають водяне охолодження, для цього вони з'єднані гумовими шлангами з окремо вартим контуром оборотного циклу охолодження. Робота всіх пневмопиводів автомата забезпечується від загальнозаводської системи стисненого повітря. Пневмосистема автомата постачена розподільниками з електромагнітним керуванням. Керування розподільниками здійснюється загальним контролером автомата. Зварювання здійснюється в автоматичному режимі всього за дві операції. Ручна праця залишилася тільки при установці деталей зварюваного вузла у кондуктор. У результаті вирішення вищевказаних завдань вдалося різко підвищити якість і точність виготовлення вузла "Решітки стола» газової плити. 7 52131 8 9 52131 10 11 52131 12 13 Комп’ютерна верстка А. Крижанівський 52131 Підписне 14 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSemi-automatic device for welding grid of gas stove
Автори англійськоюAnnenkov Viktor Zakharovych, Chevychelov Viktor Heorhiiovych, Boichuk Andrii Volodymyrovych, Ponomariov Volodymyr Ivanovych
Назва патенту російськоюПолуавтомат сварки решетки стола газовой плиты
Автори російськоюАнненков Виктор Захарович, Чевичелов Виктор Георгиевич, Бойчук Андрей Владимирович, Пономарев Владимир Иванович
МПК / Мітки
МПК: B23K 1/00
Мітки: зварювання, газової, стола, напівавтомат, плити, решітки
Код посилання
<a href="https://ua.patents.su/7-52131-napivavtomat-zvaryuvannya-reshitki-stola-gazovo-pliti.html" target="_blank" rel="follow" title="База патентів України">Напівавтомат зварювання решітки стола газової плити</a>
Напівавтомат виготовлення рамки решітки стола газової плити

Номер патенту: 51098
Опубліковано: 25.06.2010
Автори: Бойчук Андрій Володимирович, Чевичелов Віктор Георгійович, Анненков Віктор Захарович
МПК: B23K 1/00
Мітки: рамки, напівавтомат, виготовлення, плити, газової, решітки, стола
Формула / Реферат:
1. Напівавтомат виготовлення рамки решітки стола газової плити, що включає раму з горизонтально встановленим і жорстко закріпленим на рамі столом, з жорстко закріпленою на ньому плитою, із закріпленим на ній затискним пристосуванням кріплення рамки решітки стола газової плити із чотирма вузлами для гнуття, та гідростанцію, який відрізняється тим, що напівавтомат у верхній своїй частині оснащений П-подібною рамою, всередині якої жорстко...
Напівавтомат збирання й зварювання каркаса побутової плити

Номер патенту: 51035
Опубліковано: 25.06.2010
Автори: Чевичелов Віктор Георгійович, Анненков Віктор Захарович
МПК: B23K 1/00
Мітки: зварювання, збирання, напівавтомат, побутової, плити, каркаса
Формула / Реферат:
1. Напівавтомат збирання й зварювання каркаса побутової плити, що містить основу - зварену раму, кондукторний стіл із пневматичними затискачами для збирання й зварювальні кліщі, який відрізняється тим, що він оснащений двопозиційним рухливим столом, виконаним з можливістю горизонтального переміщення в напрямні основи-рами, причому рухливий стіл як із правого, так і з лівого боку оснащений кондукторами для збирання каркаса із пневматичними...
Пристрій антипригарний для пальника побутової газової плити

Номер патенту: 29317
Опубліковано: 15.03.2002
Автори: Шапраненко Аркадій Іларіонович, Безруков Юрій Іванович
МПК: F24C 3/00
Мітки: пристрій, побутової, газової, антипригарний, пальника, плити
Формула / Реферат:
Пристрій антипригарний для пальника побутової газової плити, який містить відкриту зверху нагрівальну камеру для циркуляції нагрітого газу, опору для теплоприймача з отворами на боковій поверхні, який відрізняється тим, що нагрівальна камера виконана у вигляді циліндричної нагрівальної камери-опори для теплоприймача, який має на боковій поверхні рівномірно розташовані в один ряд по колу витяжні отвори, лінія центрів яких віддалена від...
Пристрій для запобігання гасінню полум’я пальника газової плити
Номер патенту: 89049
Опубліковано: 25.12.2009
Автор: Стельмах Євген Степанович
МПК: F24C 15/00, A47J 36/00, F24C 3/00
Мітки: полум'я, газової, плити, гасінню, пристрій, запобігання, пальника
Формула / Реферат:
1. Пристрій для запобігання гасінню полум'я пальника газової плити, що містить корпус, втулку та опори, який відрізняється тим, що виконаний у вигляді глибокої тарілки з центральним отвором, в який вмонтована втулка з термотривкого матеріалу, внутрішній діаметр якої не менший діаметра головки пальника газової плити, причому на торцевій поверхні втулки утворено по колу зубці, а до днища тарілки прикріплені щонайменш три опори.2....
Пальник побутової газової плити

Номер патенту: 41623
Опубліковано: 25.05.2009
Автори: БЄЛЬЦОВ РУДОЛЬФ ІВАНОВИЧ, Морозов Юрій Петрович, Олійніченко Валерій Георгійович
МПК: F24C 3/08
Мітки: газової, побутової, плити, пальник
Формула / Реферат:
1. Пальник побутової газової плити, що містить корпус з вхідним соплом, кришку, газову форсунку, канали для полум'я, верхню кришку пальника, храповий механізм, змішувач, який відрізняється тим, що пальник має конусну поверхню, на якій по колу виконані канали для полум'я і вихідні чашечки.2. Пальник побутової газової плити за п. 1, який відрізняється тим, що конусна поверхня має кут 15÷20°.3. Пальник побутової газової...
Попередній патент: Спосіб полегшення пологів
Наступний патент: Спосіб відновлення функції протиставлення і пальця кисті
Випадковий патент: Пристрій для температурних випробувань