Напівавтомат збирання й зварювання каркаса побутової плити
Номер патенту: 51035
Опубліковано: 25.06.2010
Автори: Чевичелов Віктор Георгійович, Анненков Віктор Захарович

Формула / Реферат
1. Напівавтомат збирання й зварювання каркаса побутової плити, що містить основу - зварену раму, кондукторний стіл із пневматичними затискачами для збирання й зварювальні кліщі, який відрізняється тим, що він оснащений двопозиційним рухливим столом, виконаним з можливістю горизонтального переміщення в напрямні основи-рами, причому рухливий стіл як із правого, так і з лівого боку оснащений кондукторами для збирання каркаса із пневматичними затискачами каркаса, а в центрі основи рами напівавтоматичного пристрою розміщена зона зварювання, що оснащена чотирма блоками зварювальних кліщів, стаціонарно встановлених на вертикальних стійках, закріплених на полозках з можливістю поздовжнього й поперечного переміщення, причому рухливі приводні зварювальні кліщі встановлені на стійках на двох різних рівнях, а зварювання й переміщення в поперечному й поздовжньому напрямках зварювальних кліщів здійснюється по програмі блоком керування, що подає сигнал на пневмо- й гідроциліндри систем керування напівавтоматом, що надходить на візки переміщення вертикальних стійок накатних столів.
2. Напівавтомат збирання й зварювання каркаса побутової плити за п. 1, який відрізняється тим, що горизонтальне переміщення стола щодо рами напівавтомата здійснюється в автоматичному режимі гідроциліндром одним кінцем, який шарнірно закріплено на рамі, а другим - шарнірно закріпленим з кондукторним столом, установленим рухливо щодо рами.
3. Напівавтомат збирання й зварювання каркаса побутової плити за п. 1, який відрізняється тим, що блок зварювальних кліщів установлений на вертикальних стійках так, що праву й ліву частини блока кліщів підводять до зварюваного каркаса побутової плити й виконують точкове зварювання до правої й лівої частин каркаса послідовно.
Текст
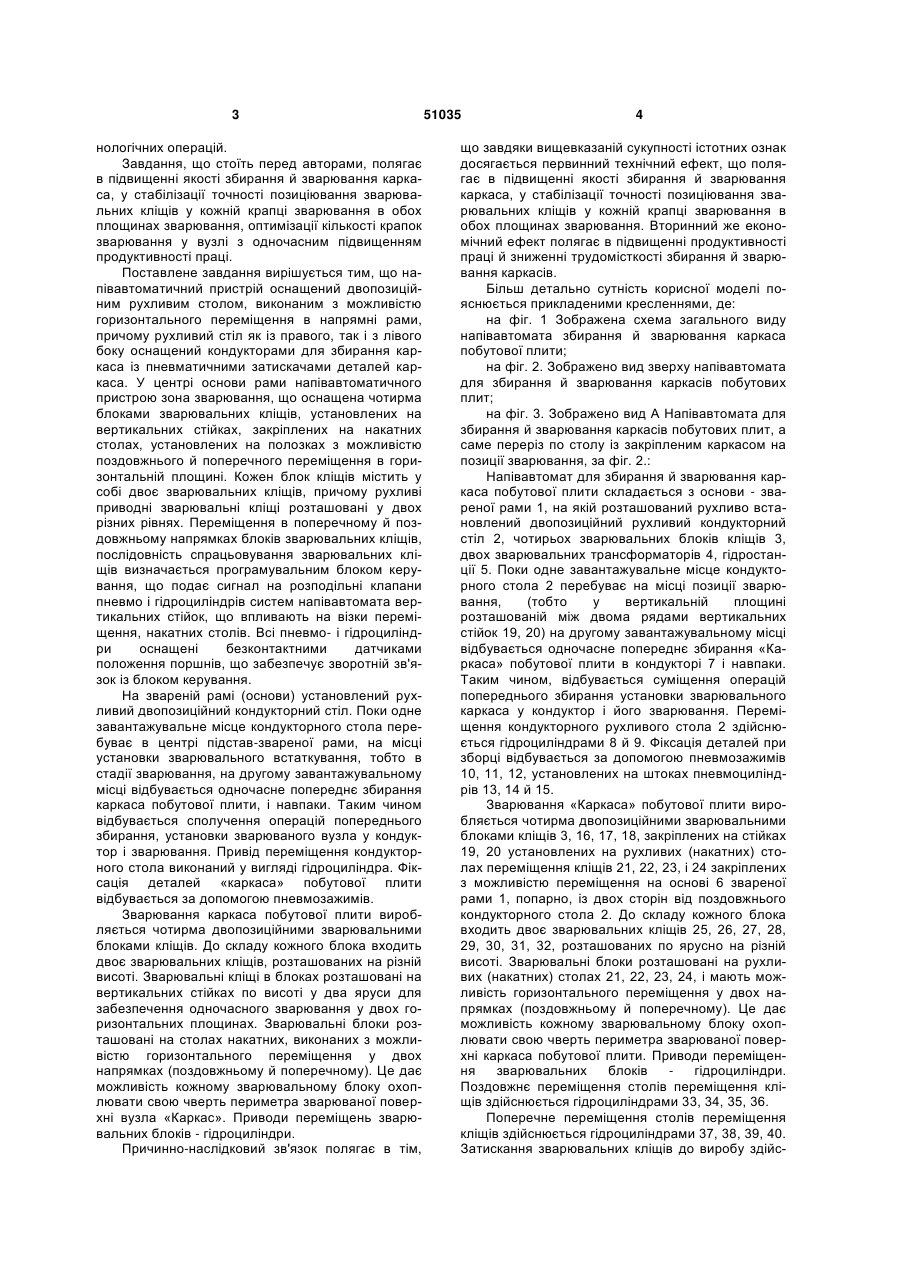
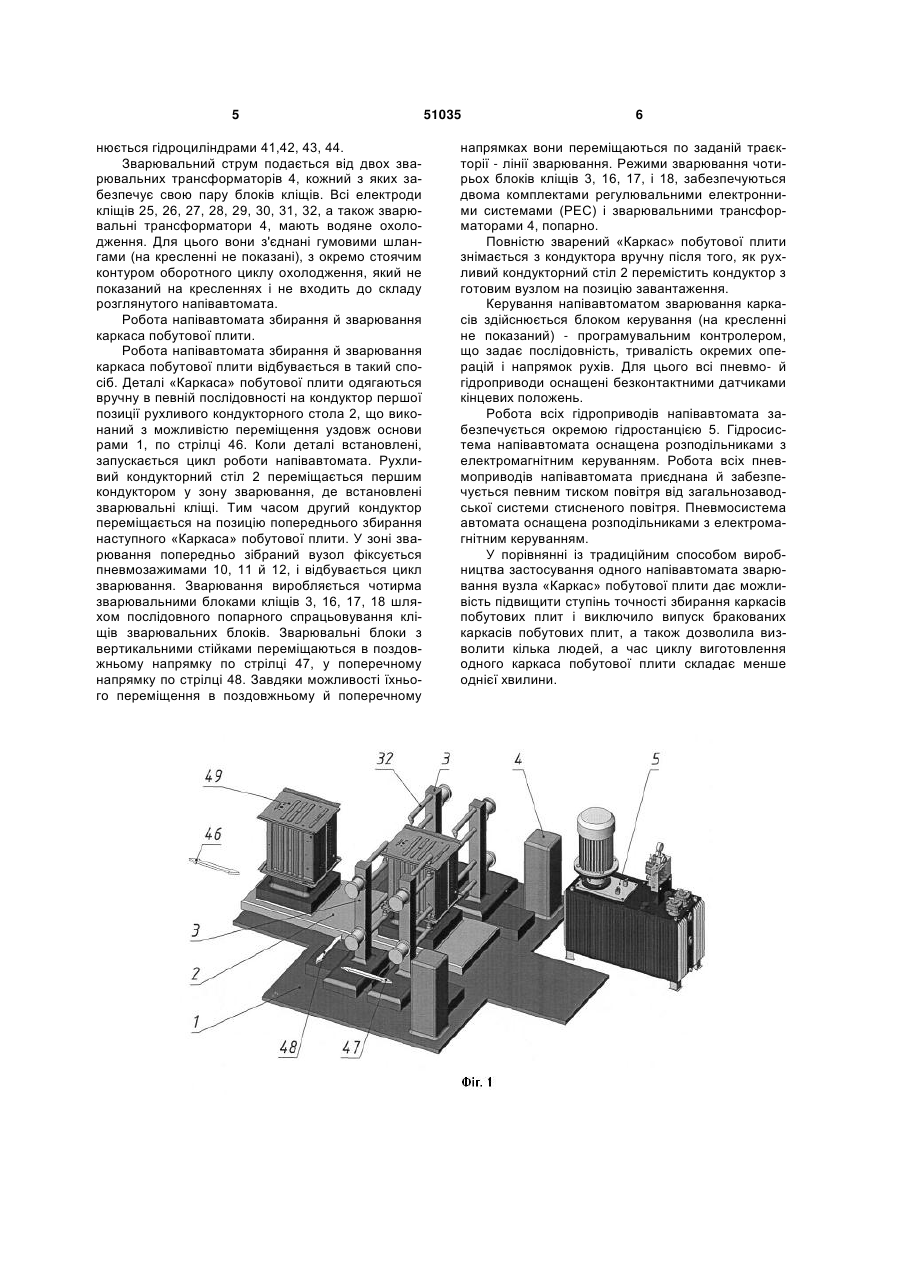
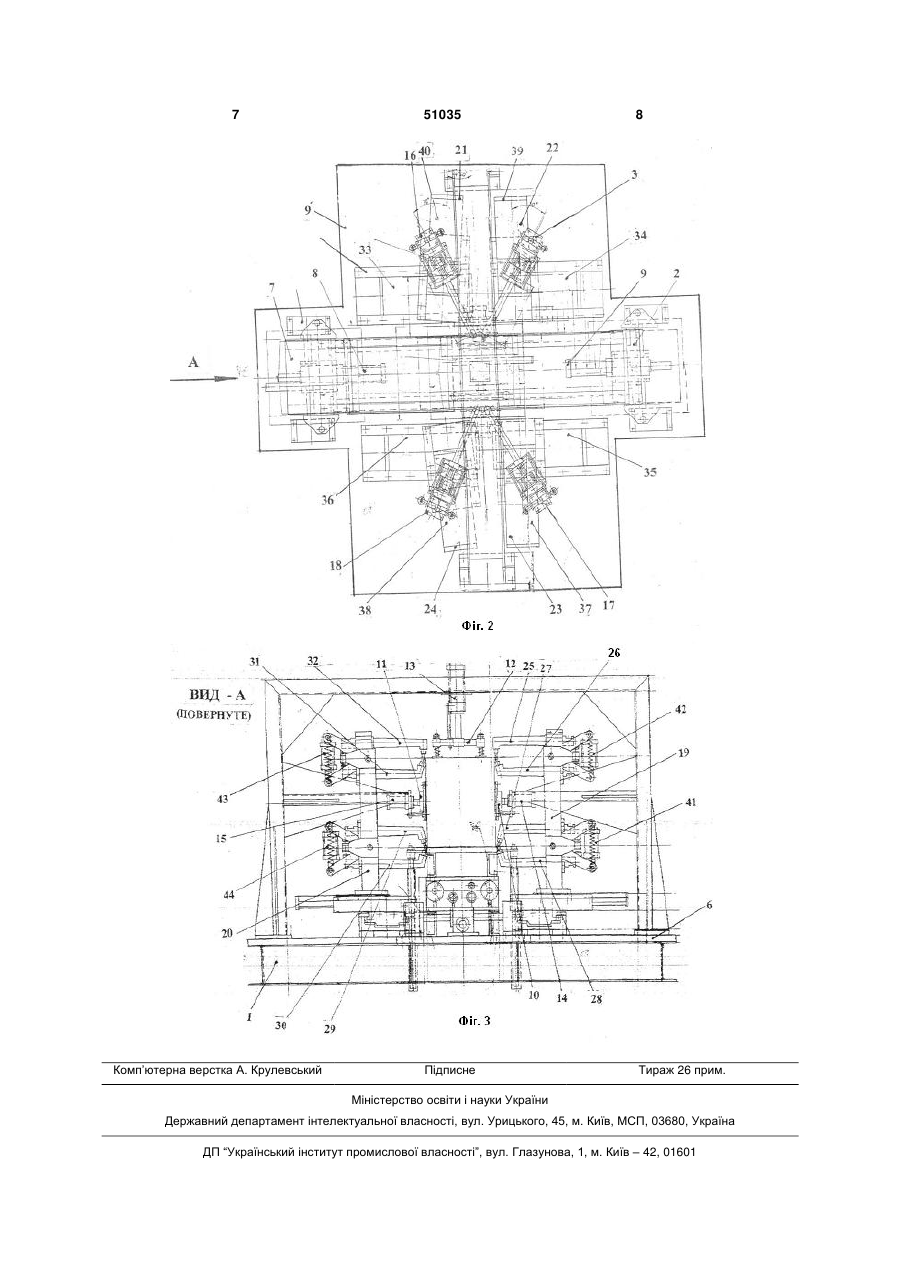
1. Напівавтомат збирання й зварювання каркаса побутової плити, що містить основу - зварену раму, кондукторний стіл із пневматичними затискачами для збирання й зварювальні кліщі, який відрізняється тим, що він оснащений двопозиційним рухливим столом, виконаним з можливістю горизонтального переміщення в напрямні основирами, причому рухливий стіл як із правого, так і з лівого боку оснащений кондукторами для збирання каркаса із пневматичними затискачами каркаса, а в центрі основи рами напівавтоматичного пристрою розміщена зона зварювання, що оснащена чотирма блоками зварювальних кліщів, стаціонарно встановлених на вертикальних стійках, закріплених на полозках з можливістю поздовжнього й поперечного переміщення, причому рухливі при U 2 (19) 1 3 нологічних операцій. Завдання, що стоїть перед авторами, полягає в підвищенні якості збирання й зварювання каркаса, у стабілізації точності позиціювання зварювальних кліщів у кожній крапці зварювання в обох площинах зварювання, оптимізації кількості крапок зварювання у вузлі з одночасним підвищенням продуктивності праці. Поставлене завдання вирішується тим, що напівавтоматичний пристрій оснащений двопозиційним рухливим столом, виконаним з можливістю горизонтального переміщення в напрямні рами, причому рухливий стіл як із правого, так і з лівого боку оснащений кондукторами для збирання каркаса із пневматичними затискачами деталей каркаса. У центрі основи рами напівавтоматичного пристрою зона зварювання, що оснащена чотирма блоками зварювальних кліщів, установлених на вертикальних стійках, закріплених на накатних столах, установлених на полозках з можливістю поздовжнього й поперечного переміщення в горизонтальній площині. Кожен блок кліщів містить у собі двоє зварювальних кліщів, причому рухливі приводні зварювальні кліщі розташовані у двох різних рівнях. Переміщення в поперечному й поздовжньому напрямках блоків зварювальних кліщів, послідовність спрацьовування зварювальних кліщів визначається програмувальним блоком керування, що подає сигнал на розподільні клапани пневмо і гідроциліндрів систем напівавтомата вертикальних стійок, що впливають на візки переміщення, накатних столів. Всі пневмо- і гідроциліндри оснащені безконтактними датчиками положення поршнів, що забезпечує зворотній зв'язок із блоком керування. На звареній рамі (основи) установлений рухливий двопозиційний кондукторний стіл. Поки одне завантажувальне місце кондукторного стола перебуває в центрі підстав-звареної рами, на місці установки зварювального встаткування, тобто в стадії зварювання, на другому завантажувальному місці відбувається одночасне попереднє збирання каркаса побутової плити, і навпаки. Таким чином відбувається сполучення операцій попереднього збирання, установки зварюваного вузла у кондуктор і зварювання. Привід переміщення кондукторного стола виконаний у вигляді гідроциліндра. Фіксація деталей «каркаса» побутової плити відбувається за допомогою пневмозажимів. Зварювання каркаса побутової плити виробляється чотирма двопозиційними зварювальними блоками кліщів. До складу кожного блока входить двоє зварювальних кліщів, розташованих на різній висоті. Зварювальні кліщі в блоках розташовані на вертикальних стійках по висоті у два яруси для забезпечення одночасного зварювання у двох горизонтальних площинах. Зварювальні блоки розташовані на столах накатних, виконаних з можливістю горизонтального переміщення у двох напрямках (поздовжньому й поперечному). Це дає можливість кожному зварювальному блоку охоплювати свою чверть периметра зварюваної поверхні вузла «Каркас». Приводи переміщень зварювальних блоків - гідроциліндри. Причинно-наслідковий зв'язок полягає в тім, 51035 4 що завдяки вищевказаній сукупності істотних ознак досягається первинний технічний ефект, що полягає в підвищенні якості збирання й зварювання каркаса, у стабілізації точності позиціювання зварювальних кліщів у кожній крапці зварювання в обох площинах зварювання. Вторинний же економічний ефект полягає в підвищенні продуктивності праці й зниженні трудомісткості збирання й зварювання каркасів. Більш детально сутність корисної моделі пояснюється прикладеними кресленнями, де: на фіг. 1 Зображена схема загального виду напівавтомата збирання й зварювання каркаса побутової плити; на фіг. 2. Зображено вид зверху напівавтомата для збирання й зварювання каркасів побутових плит; на фіг. 3. Зображено вид А Напівавтомата для збирання й зварювання каркасів побутових плит, а саме переріз по столу із закріпленим каркасом на позиції зварювання, за фіг. 2.: Напівавтомат для збирання й зварювання каркаса побутової плити складається з основи - звареної рами 1, на якій розташований рухливо встановлений двопозиційний рухливий кондукторний стіл 2, чотирьох зварювальних блоків кліщів 3, двох зварювальних трансформаторів 4, гідростанції 5. Поки одне завантажувальне місце кондукторного стола 2 перебуває на місці позиції зварювання, (тобто у вертикальній площині розташованій між двома рядами вертикальних стійок 19, 20) на другому завантажувальному місці відбувається одночасне попереднє збирання «Каркаса» побутової плити в кондукторі 7 і навпаки. Таким чином, відбувається суміщення операцій попереднього збирання установки зварювального каркаса у кондуктор і його зварювання. Переміщення кондукторного рухливого стола 2 здійснюється гідроциліндрами 8 й 9. Фіксація деталей при зборці відбувається за допомогою пневмозажимів 10, 11, 12, установлених на штоках пневмоциліндрів 13, 14 й 15. Зварювання «Каркаса» побутової плити виробляється чотирма двопозиційними зварювальними блоками кліщів 3, 16, 17, 18, закріплених на стійках 19, 20 установлених на рухливих (накатних) столах переміщення кліщів 21, 22, 23, і 24 закріплених з можливістю переміщення на основі 6 звареної рами 1, попарно, із двох сторін від поздовжнього кондукторного стола 2. До складу кожного блока входить двоє зварювальних кліщів 25, 26, 27, 28, 29, 30, 31, 32, розташованих по ярусно на різній висоті. Зварювальні блоки розташовані на рухливих (накатних) столах 21, 22, 23, 24, і мають можливість горизонтального переміщення у двох напрямках (поздовжньому й поперечному). Це дає можливість кожному зварювальному блоку охоплювати свою чверть периметра зварюваної поверхні каркаса побутової плити. Приводи переміщення зварювальних блоків гідроциліндри. Поздовжнє переміщення столів переміщення кліщів здійснюється гідроциліндрами 33, 34, 35, 36. Поперечне переміщення столів переміщення кліщів здійснюється гідроциліндрами 37, 38, 39, 40. Затискання зварювальних кліщів до виробу здійс 5 нюється гідроциліндрами 41,42, 43, 44. Зварювальний струм подається від двох зварювальних трансформаторів 4, кожний з яких забезпечує свою пару блоків кліщів. Всі електроди кліщів 25, 26, 27, 28, 29, 30, 31, 32, а також зварювальні трансформатори 4, мають водяне охолодження. Для цього вони з'єднані гумовими шлангами (на кресленні не показані), з окремо стоячим контуром оборотного циклу охолодження, який не показаний на кресленнях і не входить до складу розглянутого напівавтомата. Робота напівавтомата збирання й зварювання каркаса побутової плити. Робота напівавтомата збирання й зварювання каркаса побутової плити відбувається в такий спосіб. Деталі «Каркаса» побутової плити одягаються вручну в певній послідовності на кондуктор першої позиції рухливого кондукторного стола 2, що виконаний з можливістю переміщення уздовж основи рами 1, по стрілці 46. Коли деталі встановлені, запускається цикл роботи напівавтомата. Рухливий кондукторний стіл 2 переміщається першим кондуктором у зону зварювання, де встановлені зварювальні кліщі. Тим часом другий кондуктор переміщається на позицію попереднього збирання наступного «Каркаса» побутової плити. У зоні зварювання попередньо зібраний вузол фіксується пневмозажимами 10, 11 й 12, і відбувається цикл зварювання. Зварювання виробляється чотирма зварювальними блоками кліщів 3, 16, 17, 18 шляхом послідовного попарного спрацьовування кліщів зварювальних блоків. Зварювальні блоки з вертикальними стійками переміщаються в поздовжньому напрямку по стрілці 47, у поперечному напрямку по стрілці 48. Завдяки можливості їхнього переміщення в поздовжньому й поперечному 51035 6 напрямках вони переміщаються по заданій траєкторії - лінії зварювання. Режими зварювання чотирьох блоків кліщів 3, 16, 17, і 18, забезпечуються двома комплектами регулювальними електронними системами (РЕС) і зварювальними трансформаторами 4, попарно. Повністю зварений «Каркас» побутової плити знімається з кондуктора вручну після того, як рухливий кондукторний стіл 2 перемістить кондуктор з готовим вузлом на позицію завантаження. Керування напівавтоматом зварювання каркасів здійснюється блоком керування (на кресленні не показаний) - програмувальним контролером, що задає послідовність, тривалість окремих операцій і напрямок рухів. Для цього всі пневмо- й гідроприводи оснащені безконтактними датчиками кінцевих положень. Робота всіх гідроприводів напівавтомата забезпечується окремою гідростанцією 5. Гідросистема напівавтомата оснащена розподільниками з електромагнітним керуванням. Робота всіх пневмоприводів напівавтомата приєднана й забезпечується певним тиском повітря від загальнозаводської системи стисненого повітря. Пневмосистема автомата оснащена розподільниками з електромагнітним керуванням. У порівнянні із традиційним способом виробництва застосування одного напівавтомата зварювання вузла «Каркас» побутової плити дає можливість підвищити ступінь точності збирання каркасів побутових плит і виключило випуск бракованих каркасів побутових плит, а також дозволила визволити кілька людей, а час циклу виготовлення одного каркаса побутової плити складає менше однієї хвилини. 7 Комп’ютерна верстка А. Крулевський 51035 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSemi-automatic device for assembly and welding framework of home cooker
Автори англійськоюAnnenkov Viktor Zakharovych, Chevychelov Viktor Heorhiiovych
Назва патенту російськоюПолуавтомат сборки и сварки каркаса бытовой плиты
Автори російськоюАнненков Виктор Захарович, Чевичелов Виктор Георгиевич
МПК / Мітки
МПК: B23K 1/00
Мітки: плити, збирання, побутової, зварювання, каркаса, напівавтомат
Код посилання
<a href="https://ua.patents.su/4-51035-napivavtomat-zbirannya-jj-zvaryuvannya-karkasa-pobutovo-pliti.html" target="_blank" rel="follow" title="База патентів України">Напівавтомат збирання й зварювання каркаса побутової плити</a>
Пристрій антипригарний для пальника побутової газової плити

Номер патенту: 29317
Опубліковано: 15.03.2002
Автори: Шапраненко Аркадій Іларіонович, Безруков Юрій Іванович
МПК: F24C 3/00
Мітки: пристрій, газової, плити, побутової, пальника, антипригарний
Формула / Реферат:
Пристрій антипригарний для пальника побутової газової плити, який містить відкриту зверху нагрівальну камеру для циркуляції нагрітого газу, опору для теплоприймача з отворами на боковій поверхні, який відрізняється тим, що нагрівальна камера виконана у вигляді циліндричної нагрівальної камери-опори для теплоприймача, який має на боковій поверхні рівномірно розташовані в один ряд по колу витяжні отвори, лінія центрів яких віддалена від...
Пальник побутової газової плити

Номер патенту: 41623
Опубліковано: 25.05.2009
Автори: Морозов Юрій Петрович, Олійніченко Валерій Георгійович, БЄЛЬЦОВ РУДОЛЬФ ІВАНОВИЧ
МПК: F24C 3/08
Мітки: плити, побутової, пальник, газової
Формула / Реферат:
1. Пальник побутової газової плити, що містить корпус з вхідним соплом, кришку, газову форсунку, канали для полум'я, верхню кришку пальника, храповий механізм, змішувач, який відрізняється тим, що пальник має конусну поверхню, на якій по колу виконані канали для полум'я і вихідні чашечки.2. Пальник побутової газової плити за п. 1, який відрізняється тим, що конусна поверхня має кут 15÷20°.3. Пальник побутової газової...
Теплозберігаюча витяжка для побутової плити

Номер патенту: 58577
Опубліковано: 15.08.2003
Автор: Чорнобай Петро Дмитрович
МПК: F24B 1/00
Мітки: побутової, теплозберігаюча, витяжка, плити
Формула / Реферат:
1. Теплозберігаюча витяжка для побутової плити, виконана у вигляді витяжної труби, яка відрізняється тим, що вона споряджена чотирма вертикально встановленими стінками та верхньою кришкою, при цьому верхня кришка та передня вертикально встановлена стінка виконані з можливістю відкривання.2. Теплозберігаюча витяжка за п. 1, яка відрізняється тим, що витяжна труба має заслінку - шибер.
Пристосування для складання під зварювання каркаса ліхтаря літального апарата
Номер патенту: 79269
Опубліковано: 11.06.2007
Автори: Сологуб Іван Олексійович, Косьмін Юрій Вікторович
МПК: B23K 37/04, B64C 1/14
Мітки: складання, ліхтаря, каркаса, літального, апарата, пристосування, зварювання
Формула / Реферат:
1. Пристосування для складання під зварювання каркаса ліхтаря літального апарата, яке містить змонтовані на рамі вертикальні і горизонтальні опори, притискачі поперечних і подовжніх елементів виробу, елементи базування, яке відрізняється тим, що рама складається з двох балок, розташованих паралельно одна до одної у горизонтальній площині, утворюючи велике і мале півкільця, при цьому балки з'єднані між собою за допомогою щонайменше двох...
Напівавтомат для збирання респіраторів
Номер патенту: 12175
Опубліковано: 16.01.2006
Автори: Крівощєков Анатолій Паісєєвіч, Астахов Алєксандр Міхайловіч
МПК: B65H 21/00, A62B 7/00
Мітки: напівавтомат, респіраторів, збирання
Формула / Реферат:
1. Напівавтомат для збирання респіраторів, що містить станину, привід з електроустаткуванням, головний шток з консольним важелем, що встановлений на станині і знаходиться у взаємодії з приводом за допомогою кулачка, встановлену на консольному важелі формуючу головку з притискною плитою, встановлене на станині формуюче гніздо, що містить нагрівач зі зварювальним контуром у вигляді сукупності термоелектродів, опорний стіл з отворами напроти...
Попередній патент: Спосіб виробництва електрозварних труб
Наступний патент: Спосіб ідентифікації домішок у водяній системі охолоджування
Випадковий патент: Гелева композиція для лікування запальних захворювань порожнини рота