Машина для вирівнювання деталей взуття за товщиною
Номер патенту: 52319
Опубліковано: 16.12.2002
Автори: Чорно-Іванов Володимир Станіславович, Князев Віталій Іванович, Костів Андрій Тарасович, Макатьора Дмитро Анатолійович

Формула / Реферат
1. Машина для вирівнювання деталей взуття за товщиною, що містить закріплену на станині пару розташованих один над одним транспортуючих валиків, установлених на осях з можливістю регулювання зазору між ними і кінематичнo зв’язаних між собою і з приводом, розміщений між транспортуючими валиками ніж у вигляді кільцевого диска, установлений з можливістю обертання, кінематично зв’язаний з приводом, і транспортер для поштучної подачі деталей взуття, яка відрізняється тим, що транспортуючі валики виконані з гнучкого пружного матеріалу, а осі мають дугоподібну форму і розташовані в горизонтальній площині, для утворення транспортуючими валиками сегментів тора.
2. Машина по п. 1, яка відрізняється тим, що ніж виконаний з внутрішнім заточуванням.
3. Машина по п. 1, яка відрізняється тим, що вона забезпечена столиком для деталі, що подається, установленим між транспортуючими валиками і транспортером.
Текст
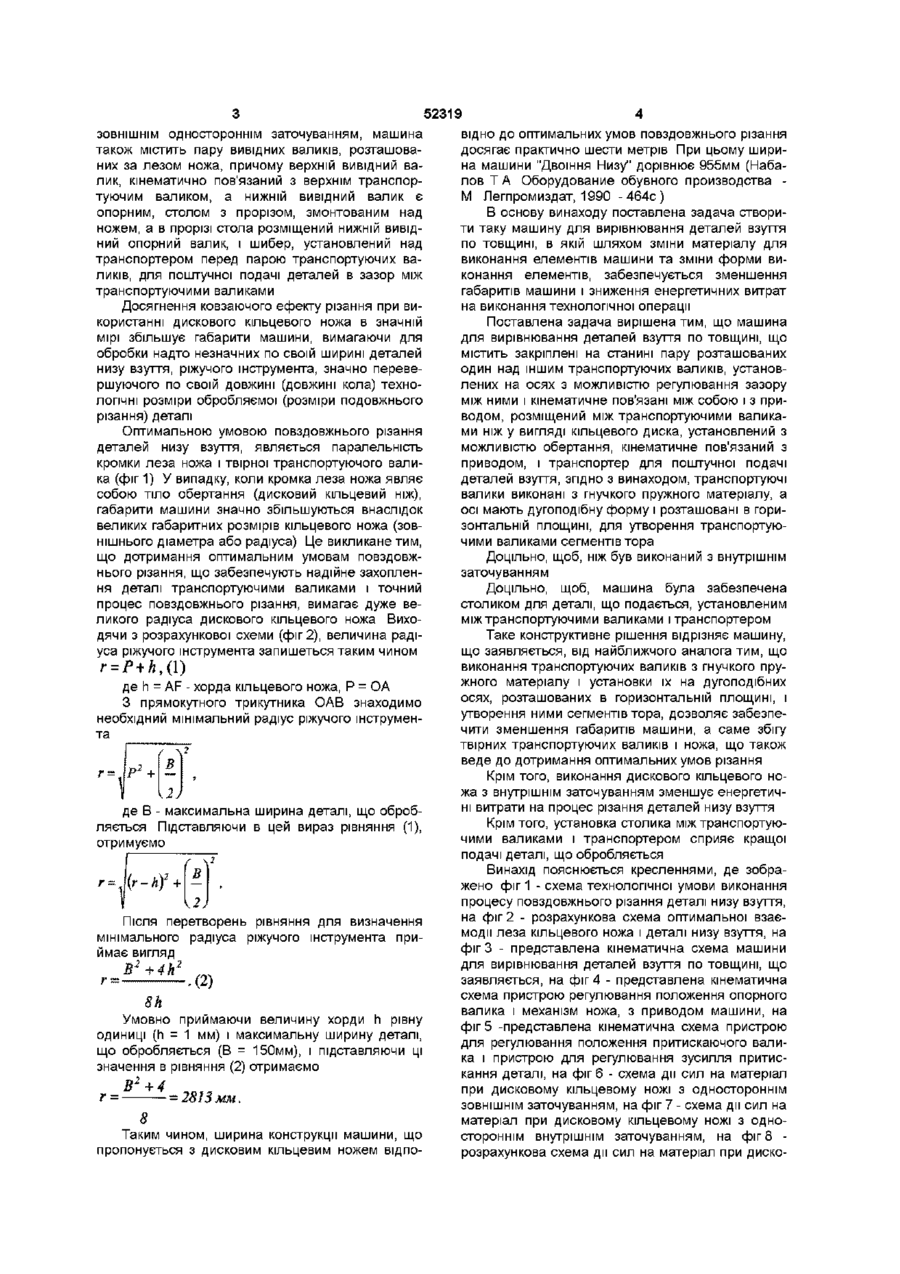
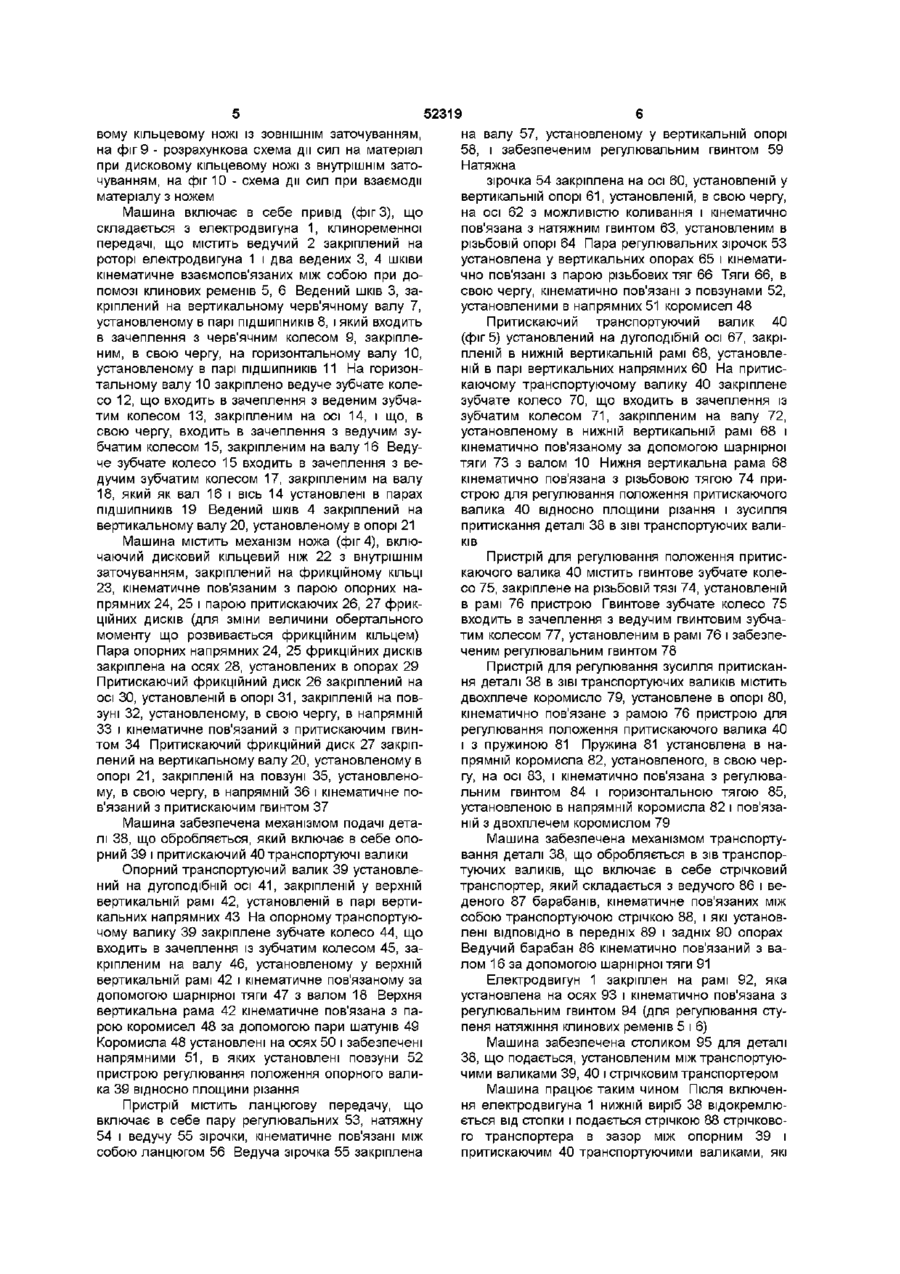
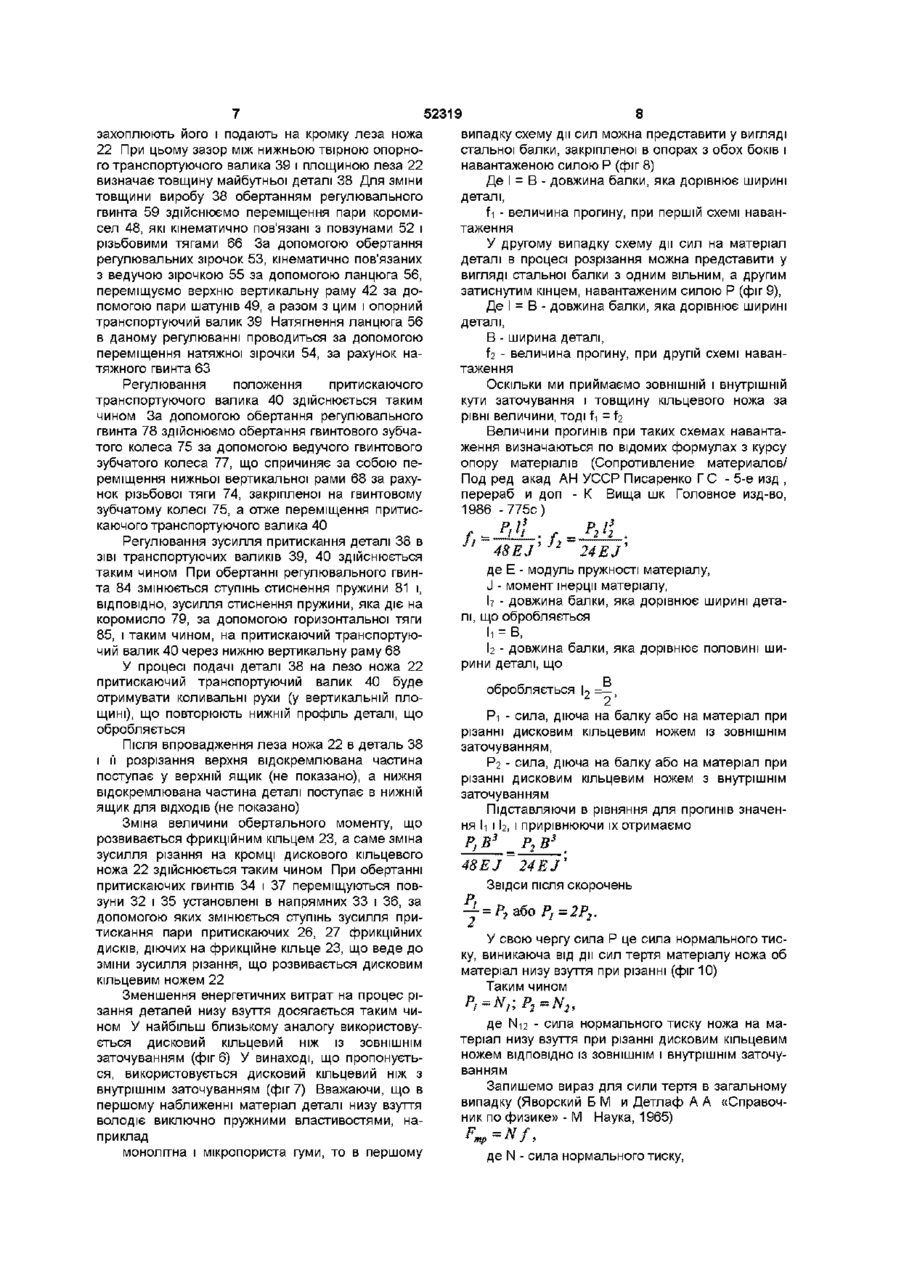
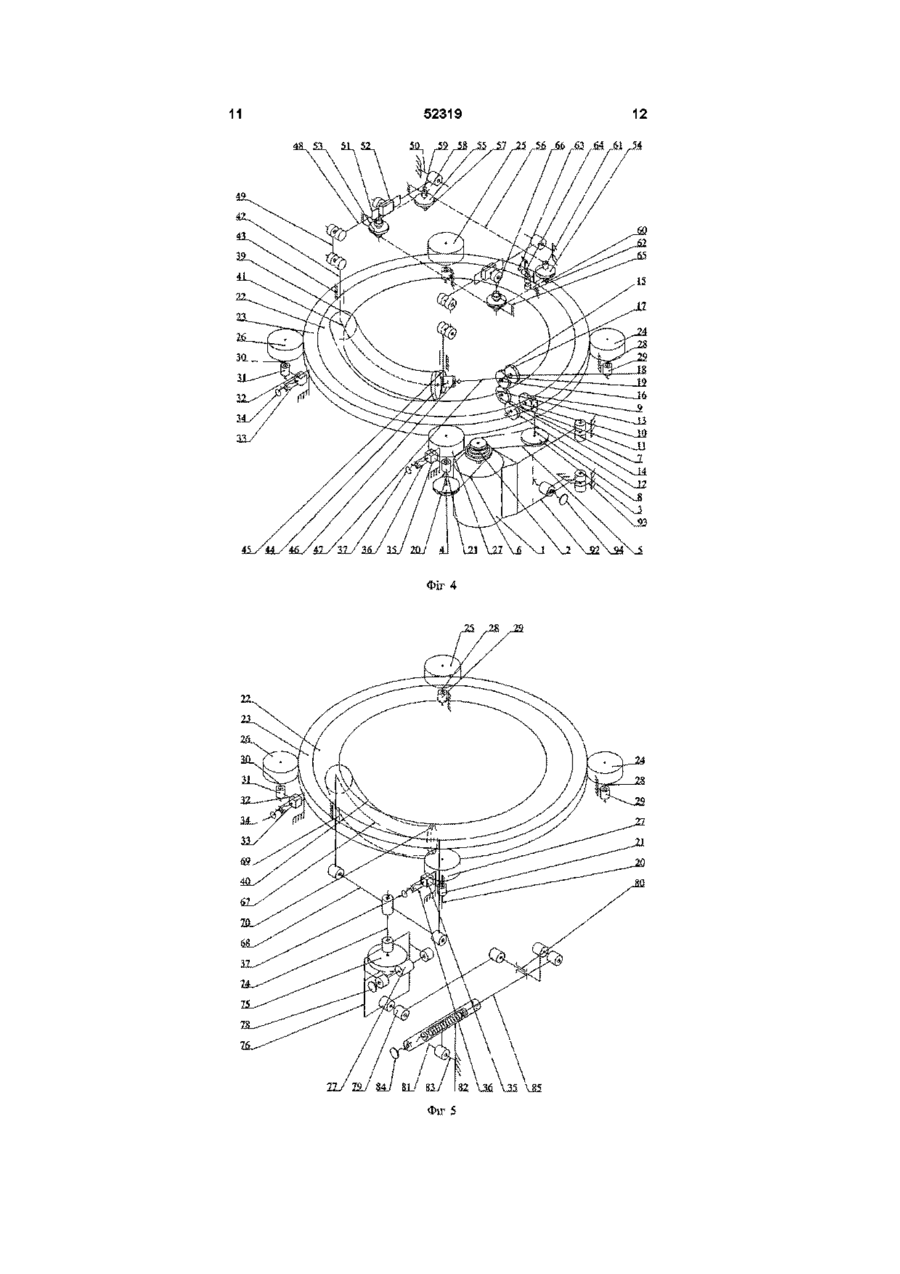
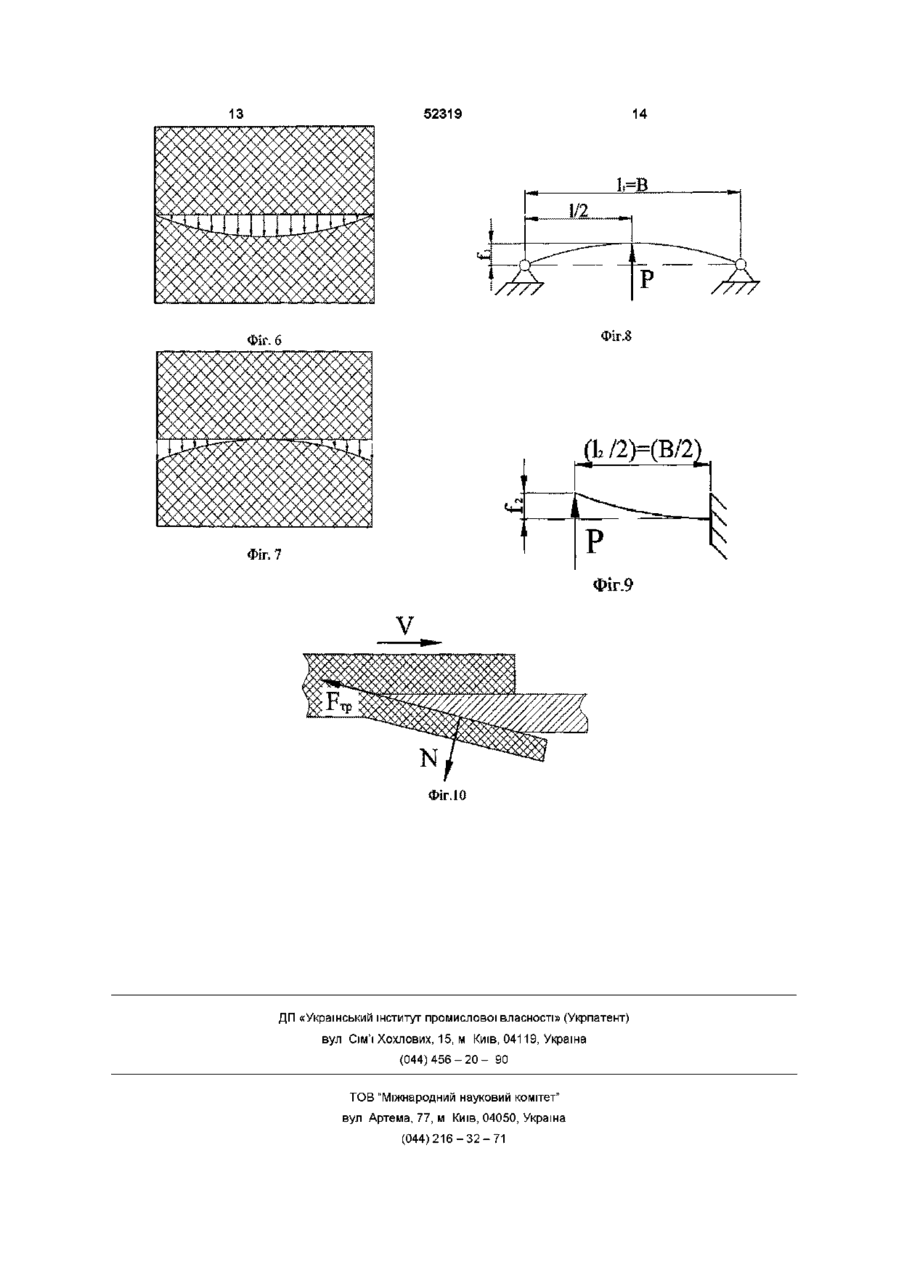
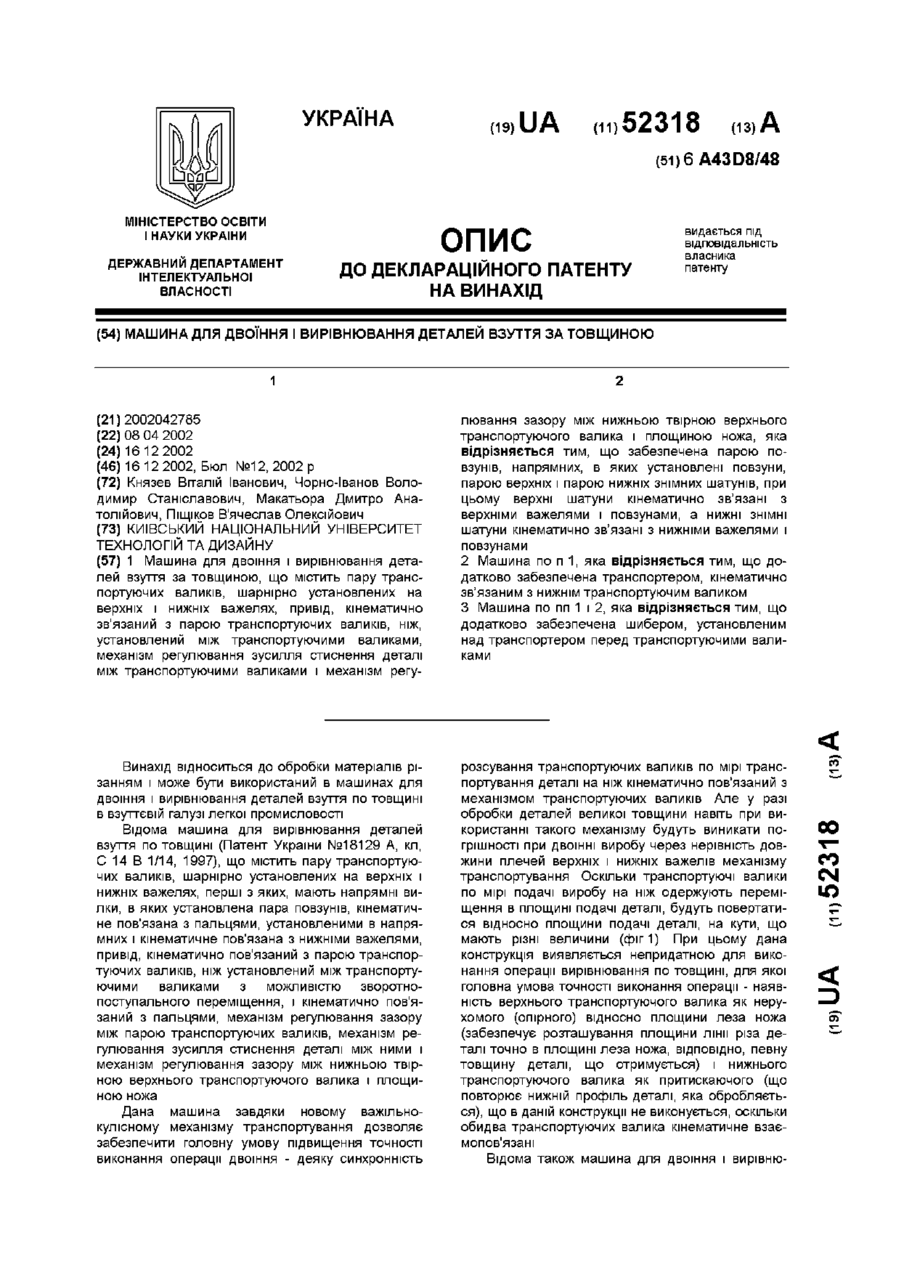
1 Машина для вирівнювання деталей взуття за товщиною, що містить закріплену на станині пару розташованих один над одним транспортуючих валиків, установлених на осях з можливістю регулювання зазору між ними і кінематично зв'язаних між собою і з приводом, розміщений між транспортуючими валиками ніж у вигляді кільцевого диска, установлений з можливістю обертання, кінематично зв'язаний з приводом, і транспортер для поштучної подачі деталей взуття, яка відрізняється тим, що транспортуючі валики виконані з гнучкого пружного матеріалу, а осі мають дугоподібну форму і розташовані в горизонтальній площині, для утворення транспортуючими валиками сегментів тора 2 Машина по п 1, яка відрізняється тим, що ніж виконаний з внутрішнім заточуванням 3 Машина по п 1, яка відрізняється тим, що вона забезпечена столиком для деталі, що подається, установленим між транспортуючими валиками і транспортером Винахід відноситься до обробки матеріалів різанням і може бути використаний в машинах для вирівнювання деталей низу взуття по товщині в взуттєвій галузі легкої промисловості Відома машина МДВ-1-0 для двоїння і вирівнювання по товщині деталей верху взуття, що містить закріплені на станині пару розташованих один над іншим привідних підпружинених транспортуючих валиків, установлених з можливістю регулювання зазору між ними і кінематичне пов'язані між собою і з приводом, розміщений між транспортуючими валиками стрічковий ніж, кінематичне пов'язаний з приводом, і механізм заточування ножа кінематично пов'язаний з приводом (Ю А Карагезян, Б В Разумовская, Б П Григорьев "Новое отечественное оборудование обувного производства", М, "Легпромбытиздат", 1990 г, С 5-12, рис 1 1-1 3) товщині деталей взуття Для даної машини це кривизна ножа у вертикальній і горизонтальній площинах, місцеві відхилення товщини ножа від номінальної, особливо на МІСЦІ ЙОГО спайки, биття ножових ШКІВІВ і точильних кругів, неточне регулювання напрямних і ШКІВІВ, нерівності на поверхнях напрямних і ШКІВІВ внаслідок їх зносу і скупчення бруду, тертя ножа об реборди ШКІВІВ та інш Вібрації леза ножа відбуваються у вертикальній і горизонтальній площинах (Проектирование и расчет машин обувных и швейных производств Учеб пособие для вузов по специальности «Машины и аппараты легкой промышленности»/ А И Комиссаров, В В Жуков, В М Никифоров, В В Сторожев Под ред А И Комиссарова - М Машиностроение, 1978 - 431 с , ил ) Дана машина не дозволяє обробляти деталі низу взуття, оскільки вони мають велику жорсткість Також при роботі стрічкового ножа виникають його поперечні, крутильні і повздовжні коливання Це негативно позначається на якості двоїння і вирівнювання по товщині деталей взуття, особливо при зрізанні тонких спилків, коли їх товщина і амплітуди вібрацій є сумірними величинами Основними причинами вібрацій ножа є зміна зусиль різання в процесі двоїння і вирівнювання по Відома також машина для вирівнювання деталей взуття по товщині (Патент Российской Федерации №2063155, кл А 42 D 8/47/ /С 14 В 1/14, 1996), що містить закріплені на станині пару розташованих один над іншим транспортуючих валиків, установлених на осях з можливістю регулювання зазору між ними і кінематично пов'язані між собою і з приводом, розміщений між транспортуючими валиками ніж у вигляді кільцевого диска, установлений з можливістю обертання, кінематичне пов'язаний з приводом, і транспортер для поштучної подачі деталей взуття Ніж виконаний із со сч Ю 52319 ЗОВНІШНІМ одностороннім заточуванням, машина також містить пару вивідних валиків, розташованих за лезом ножа, причому верхній вивідний валик, кінематично пов'язаний з верхнім транспортуючим валиком, а нижній вивідний валик є опорним, столом з прорізом, змонтованим над ножем, а в прорізі стола розміщений нижній вивідний опорний валик, і шибер, установлений над транспортером перед парою транспортуючих валиків, для поштучної подачі деталей в зазор між транспортуючими валиками Досягнення ковзаючого ефекту різання при використанні дискового кільцевого ножа в значній мірі збільшує габарити машини, вимагаючи для обробки надто незначних по своїй ширині деталей низу взуття, ріжучого інструмента, значно перевершуючого по своїй довжині (довжині кола) технологічні розміри обробляємої (розміри подовжнього різання) деталі Оптимальною умовою повздовжнього різання деталей низу взуття, являється паралельність кромки леза ножа і твірної транспортуючого валика (фіг 1) У випадку, коли кромка леза ножа являє собою тіло обертання (дисковий кільцевий ніж), габарити машини значно збільшуються внаслідок великих габаритних розмірів кільцевого ножа (зовнішнього діаметра або радіуса) Це викликане тим, що дотримання оптимальним умовам повздовжнього різання, що забезпечують надійне захоплення деталі транспортуючими валиками і точний процес повздовжнього різання, вимагає дуже великого радіуса дискового кільцевого ножа Виходячи з розрахункової схеми (фіг 2), величина радіуса ріжучого інструмента запишеться таким чином r = P + ht(l) де h = AF - хорда кільцевого ножа, Р = ОА З прямокутного трикутника ОАВ знаходимо необхідний мінімальний радіус ріжучого інструмента де В - максимальна ширина деталі, що обробляється Підставляючи в цей вираз рівняння (1), отримуємо Після перетворень рівняння для визначення мінімального радіуса ріжучого інструмента приймає вигляд 2 ^ .(2) Умовно приймаючи величину хорди h рівну одиниці (h = 1 мм) і максимальну ширину деталі, що обробляється (В = 150мм), і підставляючи ці значення в рівняння (2) отримаємо + 4 -2813 лш. Таким чином, ширина конструкції машини, що пропонується з дисковим кільцевим ножем ВІДПО ВІДНО до оптимальних умов повздовжнього різання досягає практично шести метрів При цьому ширина машини "Двоїння Низу" дорівнює 955мм (Набалов ТА Оборудование обувного производства М Легпромиздат, 1990 -464с) В основу винаходу поставлена задача створити таку машину для вирівнювання деталей взуття по товщині, в якій шляхом зміни матеріалу для виконання елементів машини та зміни форми виконання елементів, забезпечується зменшення габаритів машини і зниження енергетичних витрат на виконання технологічної операції Поставлена задача вирішена тим, що машина для вирівнювання деталей взуття по товщині, що містить закріплені на станині пару розташованих один над іншим транспортуючих валиків, установлених на осях з можливістю регулювання зазору між ними і кінематичне пов'язані між собою і з приводом, розміщений між транспортуючими валиками ніж у вигляді кільцевого диска, установлений з можливістю обертання, кінематичне пов'язаний з приводом, і транспортер для поштучної подачі деталей взуття, згідно з винаходом, транспортуючі валики виконані з гнучкого пружного матеріалу, а осі мають дугоподібну форму і розташовані в горизонтальній площині, для утворення транспортуючими валиками сегментів тора Доцільно, щоб, ніж був виконаний з внутрішнім заточуванням Доцільно, щоб, машина була забезпечена столиком для деталі, що подається, установленим між транспортуючими валиками і транспортером Таке конструктивне рішення відрізняє машину, що заявляється, від найближчого аналога тим, що виконання транспортуючих валиків з гнучкого пружного матеріалу і установки їх на дугоподібних осях, розташованих в горизонтальній площині, і утворення ними сегментів тора, дозволяє забезпечити зменшення габаритів машини, а саме збігу твірних транспортуючих валиків і ножа, що також веде до дотримання оптимальних умов різання Крім того, виконання дискового кільцевого ножа з внутрішнім заточуванням зменшує енергетичні витрати на процес різання деталей низу взуття Крім того, установка столика між транспортуючими валиками і транспортером сприяє кращої подачі деталі, що обробляється Винахід пояснюється кресленнями, де зображено фіг 1 - схема технологічної умови виконання процесу повздовжнього різання деталі низу взуття, на фіг 2 - розрахункова схема оптимальної взаємодії леза кільцевого ножа і деталі низу взуття, на фіг 3 - представлена кінематична схема машини для вирівнювання деталей взуття по товщині, що заявляється, на фіг 4 - представлена кінематична схема пристрою регулювання положення опорного валика і механізм ножа, з приводом машини, на фіг 5 -представлена кінематична схема пристрою для регулювання положення притискаючого валика і пристрою для регулювання зусилля притискання деталі, на фіг 6 - схема дм сил на матеріал при дисковому кільцевому ножі з одностороннім ЗОВНІШНІМ заточуванням, на фіг 7 - схема дм сил на матеріал при дисковому кільцевому ножі з одностороннім внутрішнім заточуванням, на фіг 8 розрахункова схема дм сил на матеріал при диско 52319 вому кільцевому ножі із ЗОВНІШНІМ заточуванням, на фіг 9 - розрахункова схема дм сил на матеріал при дисковому кільцевому ножі з внутрішнім заточуванням, на фіг 10 - схема дм сил при взаємодії матеріалу з ножем Машина включає в себе привід (фіг 3), що складається з електродвигуна 1, клиноременної передачі, що містить ведучий 2 закріплений на роторі електродвигуна 1 і два ведених 3, 4 шківи кінематичне взаємопов'язаних між собою при допомозі клинових ременів 5, 6 Ведений шків 3, закріплений на вертикальному черв'ячному валу 7, установленому в парі ПІДШИПНИКІВ 8, і який входить в зачеплення з черв'ячним колесом 9, закріпленим, в свою чергу, на горизонтальному валу 10, установленому в парі ПІДШИПНИКІВ 11 На горизонтальному валу 10 закріплено ведуче зубчате колесо 12, що входить в зачеплення з веденим зубчатим колесом 13, закріпленим на осі 14, і що, в свою чергу, входить в зачеплення з ведучим зубчатим колесом 15, закріпленим на валу 16 Ведуче зубчате колесо 15 входить в зачеплення з ведучим зубчатим колесом 17, закріпленим на валу 18, який як вал 16 і вісь 14 установлені в парах ПІДШИПНИКІВ 19 Ведений шків 4 закріплений на вертикальному валу 20, установленому в опорі 21 Машина містить механізм ножа (фіг 4), включаючий дисковий кільцевий ніж 22 з внутрішнім заточуванням, закріплений на фрикційному КІЛЬЦІ 23, кінематичне пов'язаним з парою опорних напрямних 24, 25 і парою притискаючих 26, 27 фрикційних дисків (для зміни величини обертального моменту що розвивається фрикційним кільцем) Пара опорних напрямних 24, 25 фрикційних дисків закріплена на осях 28, установлених в опорах 29 Притискаючий фрикційний диск 26 закріплений на осі ЗО, установленій в опорі 31, закріпленій на повзуні 32, установленому, в свою чергу, в напрямній 33 і кінематичне пов'язаний з притискаючим гвинтом 34 Притискаючий фрикційний диск 27 закріплений на вертикальному валу 20, установленому в опорі 21, закріпленій на повзуні 35, установленому, в свою чергу, в напрямній 36 і кінематичне пов'язаний з притискаючим гвинтом 37 Машина забезпечена механізмом подачі деталі 38, що обробляється, який включає в себе опорний 39 і притискаючий 40 транспортуючі валики Опорний транспортуючий валик 39 установлений на дугоподібній осі 41, закріпленій у верхній вертикальній рамі 42, установленій в парі вертикальних напрямних 43 На опорному транспортуючому валику 39 закріплене зубчате колесо 44, що входить в зачеплення із зубчатим колесом 45, закріпленим на валу 46, установленому у верхній вертикальній рамі 42 і кінематичне пов'язаному за допомогою шарнірної тяги 47 з валом 18 Верхня вертикальна рама 42 кінематичне пов'язана з парою коромисел 48 за допомогою пари шатунів 49 Коромисла 48 установлені на осях 50 і забезпечені напрямними 51, в яких установлені повзуни 52 пристрою регулювання положення опорного валика 39 відносно площини різання Пристрій містить ланцюгову передачу, що включає в себе пару регулювальних 53, натяжну 54 і ведучу 55 зірочки, кінематичне пов'язані між собою ланцюгом 56 Ведуча зірочка 55 закріплена на валу 57, установленому у вертикальній опорі 58, і забезпеченим регулювальним гвинтом 59 Натяжна зірочка 54 закріплена на осі 60, установленій у вертикальній опорі 61, установленій, в свою чергу, на осі 62 з можливістю коливання і кінематично пов'язана з натяжним гвинтом 63, установленим в різьбовій опорі 64 Пара регулювальних зірочок 53 установлена у вертикальних опорах 65 і кінематично пов'язані з парою різьбових тяг 66 Тяги 66, в свою чергу, кінематично пов'язані з повзунами 52, установленими в напрямних 51 коромисел 48 Притискаючий транспортуючий валик 40 (фіг 5) установлений на дугоподібній осі 67, закріпленій в нижній вертикальній рамі 68, установленій в парі вертикальних напрямних 60 На притискаючому транспортуючому валику 40 закріплене зубчате колесо 70, що входить в зачеплення із зубчатим колесом 71, закріпленим на валу 72, установленому в нижній вертикальній рамі 68 і кінематично пов'язаному за допомогою шарнірної тяги 73 з валом 10 Нижня вертикальна рама 68 кінематично пов'язана з різьбовою тягою 74 пристрою для регулювання положення притискаючого валика 40 відносно площини різання і зусилля притискання деталі 38 в ЗІВІ транспортуючих валиків Пристрій для регулювання положення притискаючого валика 40 містить гвинтове зубчате колесо 75, закріплене на різьбовій тязі 74, установленій в рамі 76 пристрою Гвинтове зубчате колесо 75 входить в зачеплення з ведучим гвинтовим зубчатим колесом 77, установленим в рамі 76 і забезпеченим регулювальним гвинтом 78 Пристрій для регулювання зусилля притискання деталі 38 в ЗІВІ транспортуючих валиків містить двохплече коромисло 79, установлене в опорі 80, кінематично пов'язане з рамою 76 пристрою для регулювання положення притискаючого валика 40 і з пружиною 81 Пружина 81 установлена в напрямній коромисла 82, установленого, в свою чергу, на осі 83, і кінематично пов'язана з регулювальним гвинтом 84 і горизонтальною тягою 85, установленою в напрямній коромисла 82 і пов'язаній з двохплечем коромислом 79 Машина забезпечена механізмом транспортування деталі 38, що обробляється в зів транспортуючих валиків, що включає в себе стрічковий транспортер, який складається з ведучого 86 і веденого 87 барабанів, кінематичне пов'язаних між собою транспортуючою стрічкою 88, і які установлені ВІДПОВІДНО в передніх 89 і задніх 90 опорах Ведучий барабан 86 кінематично пов'язаний з валом 16 за допомогою шарнірної тяги 91 Електродвигун 1 закріплен на рамі 92, яка установлена на осях 93 і кінематично пов'язана з регулювальним гвинтом 94 (для регулювання ступеня натяжіння клинових ременів 5 і 6) Машина забезпечена столиком 95 для деталі 38, що подається, установленим між транспортуючими валиками 39, 40 і стрічковим транспортером Машина працює таким чином Після включення електродвигуна 1 нижній виріб 38 відокремлюється від стопки і подається стрічкою 88 стрічкового транспортера в зазор між опорним 39 і притискаючим 40 транспортуючими валиками, які 52319 захоплюють його і подають на кромку леза ножа 22 При цьому зазор між нижньою твірною опорного транспортуючого валика 39 і площиною леза 22 визначає товщину майбутньої деталі 38 Для зміни товщини виробу 38 обертанням регулювального гвинта 59 здійснюємо переміщення пари коромисел 48, які кінематично пов'язані з повзунами 52 і різьбовими тягами 66 За допомогою обертання регулювальних зірочок 53, кінематично пов'язаних з ведучою зірочкою 55 за допомогою ланцюга 56, переміщуємо верхню вертикальну раму 42 за допомогою пари шатунів 49, а разом з цим і опорний транспортуючий валик 39 Натягнення ланцюга 56 в даному регулюванні проводиться за допомогою переміщення натяжної зірочки 54, за рахунок натяжного гвинта 63 Регулювання положення притискаючого транспортуючого валика 40 здійснюється таким чином За допомогою обертання регулювального гвинта 78 здійснюємо обертання гвинтового зубчатого колеса 75 за допомогою ведучого гвинтового зубчатого колеса 77, що спричиняє за собою переміщення нижньої вертикальної рами 68 за рахунок різьбової тяги 74, закріпленої на гвинтовому зубчатому колесі 75, а отже переміщення притискаючого транспортуючого валика 40 Регулювання зусилля притискання деталі 38 в ЗІВІ транспортуючих валиків 39, 40 здійснюється таким чином При обертанні регулювального гвинта 84 змінюється ступінь стиснення пружини 81 і, ВІДПОВІДНО, зусилля стиснення пружини, яка діє на коромисло 79, за допомогою горизонтальної тяги 85, і таким чином, на притискаючий транспортуючий валик 40 через нижню вертикальну раму 68 У процесі подачі деталі 38 на лезо ножа 22 притискаючий транспортуючий валик 40 буде отримувати коливальні рухи (у вертикальній площині), що повторюють нижній профіль деталі, що обробляється Після впровадження леза ножа 22 в деталь 38 і її розрізання верхня відокремлювана частина поступає у верхній ящик (не показано), а нижня відокремлювана частина деталі поступає в нижній ящик для ВІДХОДІВ (не показано) Зміна величини обертального моменту, що розвивається фрикційним кільцем 23, а саме зміна зусилля різання на кромці дискового кільцевого ножа 22 здійснюється таким чином При обертанні притискаючих гвинтів 34 і 37 переміщуються повзуни 32 і 35 установлені в напрямних 33 і 36, за допомогою яких змінюється ступінь зусилля притискання пари притискаючих 26, 27 фрикційних дисків, діючих на фрикційне кільце 23, що веде до зміни зусилля різання, що розвивається дисковим кільцевим ножем 22 Зменшення енергетичних витрат на процес різання деталей низу взуття досягається таким чином У найбільш близькому аналогу використовується дисковий кільцевий ніж із ЗОВНІШНІМ заточуванням (фіг 6) У винаході, що пропонується, використовується дисковий кільцевий ніж з внутрішнім заточуванням (фіг 7) Вважаючи, що в першому наближенні матеріал деталі низу взуття володіє виключно пружними властивостями, наприклад монолітна і мікропориста гуми, то в першому 8 випадку схему дм сил можна представити у вигляді стальної балки, закріпленої в опорах з обох боків і навантаженою силою Р (фіг 8) Де І = В - довжина балки, яка дорівнює ширині деталі, fi - величина прогину, при першій схемі навантаження У другому випадку схему дм сил на матеріал деталі в процесі розрізання можна представити у вигляді стальної балки з одним вільним, а другим затиснутим кінцем, навантаженим силою Р (фіг 9), Де І = В - довжина балки, яка дорівнює ширині деталі, В - ширина деталі, f2 - величина прогину, при другій схемі навантаження Оскільки МИ приймаємо ЗОВНІШНІЙ І внутрішній кути заточування і товщину кільцевого ножа за рівні величини, тоді fi = f2 Величини прогинів при таких схемах навантаження визначаються по відомих формулах з курсу опору матеріалів (Сопротивление материалов/ Под ред акад АН УССР Писаренко Г С - 5-е изд , перераб и доп - К Вища шк Головное изд-во, 1986 - 7 7 5 с ) Р І3 f ^ !1 1 Р I3 - f -ЛЬ— 48EJlJ2 24EJ' де Е - модуль пружності матеріалу, J - момент інерції матеріалу, І7 - довжина балки, яка дорівнює ширині деталі, що обробляється її = В, b - довжина балки, яка дорівнює половині ширини деталі, що • обробляється | 2 =—, Рі - сила, діюча на балку або на матеріал при різанні дисковим кільцевим ножем із ЗОВНІШНІМ заточуванням, Рг - сила, діюча на балку або на матеріал при різанні дисковим кільцевим ножем з внутрішнім заточуванням Підставляючи в рівняння для прогинів значення h 112, і прирівнюючи їх отримаємо 48£J~ 24EJ* Звідси ПІСЛЯ скорочень У свою чергу сила Р це сила нормального тиску, виникаюча від дм сил тертя матеріалу ножа об матеріал низу взуття при різанні (фіг 10) Таким чином де N-I2 - сила нормального тиску ножа на матеріал низу взуття при різанні дисковим кільцевим ножем ВІДПОВІДНО із ЗОВНІШНІМ і внутрішнім заточуванням Запишемо вираз для сили тертя в загальному випадку (Яворский Б М и Детлаф А А «Справочник по физике» - М Наука, 1965) де N - сила нормального тиску, 9 10 Таким чином, сили тертя, виникаючі при розрізанні або двоїнні матеріалу низу взуття ножем із ЗОВНІШНІМ заточуванням в два рази перевищує сили тертя, виникаючі при різанні ножем з внутрішнім заточуванням У винаході, що пропонується ми досягаємо зниження сил тертя виникаючих в процесі різання матеріалу, що спричиняє за собою зменшення енергетичних витрат на процес різання 52319 f - коефіцієнт тертя, в нашому випадку між матеріалом ножа і деталі низу взуття метал-шкіра або метал-гума Запишемо для ножа із ЗОВНІШНІМ І внутрішнім заточуванням силу тертя виникаючу в процесі різання Підставляючи значення =Р f 'і *ІJ ' F 1 та, ~ і N2, отримаємо -fj-f - J • Оптимальна я ' (траєкторія рушення леза) лезо ножа / твірна транспортуючого валика Фіг. 1 ФіГ З 11 52319 Фіг 4 76. 12 52319 14 Фіг.8 Фіг. 6 ft / 2 H B / 2 } Фіг. 7 Фіг.9 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюМаchine for aligning shoe details according to the thickness thereof
Автори англійськоюKniazev Vitalii Ivanovych, Chorno-Ivanov Volodymyr Stanislavovych, Makatiora Dmytro Anatoliiovych
Назва патенту російськоюМашина для выравнивания деталей обуви по толщине
Автори російськоюКнязев Виталий Иванович, Черно-Иванов Владимир Станиславович, Макатера Дмитрий Анатольевич
МПК / Мітки
МПК: A43D 8/00
Мітки: вирівнювання, товщиною, машина, взуття, деталей
Код посилання
<a href="https://ua.patents.su/7-52319-mashina-dlya-virivnyuvannya-detalejj-vzuttya-za-tovshhinoyu.html" target="_blank" rel="follow" title="База патентів України">Машина для вирівнювання деталей взуття за товщиною</a>
Машина для двоїння і вирівнювання деталей взуття за товщиною
Номер патенту: 52318
Опубліковано: 16.12.2002
Автори: Чорно-Іванов Володимир Станіславович, Пищиков В'ячеслав Олексійович, Макатьора Дмитро Анатолійович, Князев Віталій Іванович
МПК: A43D 8/00
Мітки: машина, товщиною, вирівнювання, взуття, двоїння, деталей
Формула / Реферат:
1. Машина для двоїння і вирівнювання деталей взуття за товщиною, що містить пару транспортуючих валиків, шарнірно установлених на верхніх і нижніх важелях, привід, кінематичнo зв’язаний з парою транспортуючих валиків, ніж, установлений між транспортуючими валиками, механізм регулювання зусилля стиснення деталі між транспортуючими валиками і механізм регулювання зазору між нижньою твірною верхнього транспортуючого валика і площиною ножа, яка...
Машина для вирівнювання деталей взуття по товщині
Номер патенту: 43228
Опубліковано: 15.11.2001
Автори: Макатьора Дмитро Анатолійович, Князев Віталій Іванович, Чорно-Іванов Володимир Станіславович, Тівіков Олексій Вікторович
МПК: A43D 8/00
Мітки: товщини, машина, вирівнювання, деталей, взуття
Формула / Реферат:
1. Машина для вирівнювання деталей взуття по товщині, що містить плоский ніж, установлений в кронштейні пристрою для фіксації положення ножа в площині різання, пару підпружинених транспортуючих валиків, встановлених з можливістю регулювання зазору між ними і кінематичне пов'язаних між собою і з приводом зубчастими передачами, транспортер для введення деталей, що оброблюються, в зазор між транспортуючими валиками на ніж, привідний барабан...
Машина для вирівнювання деталей взуття по товщині

Номер патенту: 42257
Опубліковано: 15.10.2001
Автори: Чорно-Іванов Володимир Станіславович, Макатьора Дмитро Анатолійович, Костів Андрій Тарасович, Князев Віталій Іванович
МПК: A43D 8/00
Мітки: машина, взуття, товщини, вирівнювання, деталей
Формула / Реферат:
1. Машина для вирівнювання деталей взуття по товщині, що містить встановлені над станиною один над іншим пару підпружинених транспортуючих валиків, ніж, розміщений між транспортуючими валиками і забезпечений механізмом переміщення, привід, кінематичне пов'язаний з транспортуючими валиками з можливістю регулювання зазору між ними, і транспортер для введення виробів, що обробляються в зазор між транспортуючими валиками на ніж, привідний барабан...
Машина для вирівнювання деталей взуття по товщині

Номер патенту: 47277
Опубліковано: 17.06.2002
Автори: Макатьора Дмитро Анатолійович, Князев Віталій Іванович, Чорно-Іванов Володимир Станіславович, Саковцев Андрій Олександрович
МПК: A43D 8/00
Мітки: товщини, вирівнювання, деталей, взуття, машина
Формула / Реферат:
1. Машина для вирівнювання деталей взуття по товщині, що містить установлені над станиною один над одним пару підпружинених транспортуючих валиків, ніж, розміщений між транспортуючими валиками, механізм його переміщення, що включає рамку, установлену в оправках, і пару ексцентриків, кінематично зв'язаних з рамкою, привід, кінематично зв'язаний з транспортуючими валиками, транспортер для введення деталей, що обробляються, в зазор між...
Машина для вирівнювання деталей взуття по товщині

Номер патенту: 47275
Опубліковано: 17.06.2002
Автори: Кондрашов В'ячислав Юрійович, Князев Віталій Іванович, Чорно-Іванов Володимир Станіславович, Макатьора Дмитро Анатолійович
МПК: A43D 8/00
Мітки: взуття, деталей, машина, вирівнювання, товщини
Формула / Реферат:
Машина для вирівнювання деталей взуття по товщині, що містить установлені над станиною один над одним пару підпружинених транспортуючих валиків, ніж, розміщений між транспортуючими валиками і забезпечений механізмом зворотно-поступального переміщення в напрямі, перпендикулярному напряму подачі виробу, що містить шатун і ексцентрик, закріплений на валу, привід, кінематично зв'язаний з транспортуючими валиками з можливістю регулювання зазору...
Попередній патент: Машина для двоїння і вирівнювання деталей взуття за товщиною
Наступний патент: Пристрій для вимірювання концентрації сполук металів у нафтопродуктах