Спосіб виготовлення профілю для систем вікон і дверей
Формула / Реферат
1. Спосіб виготовлення профілю (1), що містить монолітний зміцнювальний матеріал (7), який відрізняється тим, що наповнювач (2) розміщається у внутрішній структурі профілю і покривається матеріалом ПВХ (6), який оточує наповнювач (2), що міститься всередині профілю (1) даної структури.
2. Спосіб за п. 1, який відрізняється тим, що подача наповнювача (2), зміцнювального матеріалу (7) і матеріалу ПВХ (6) здійснюється через вхідні канали (10.1) в установку для екструзії (10).
3. Спосіб за п. 1, який відрізняється тим, що розплавлювання матеріалів - наповнювача, зміцнювального матеріалу і матеріалу ПВХ (2,6,7) здійснюється під температурою і тиском.
4. Спосіб за п. 1, який відрізняється тим, що оточення розплавленими матеріалами - наповнювачем, зміцнювальним матеріалом (7) і матеріалом ПВХ (2,6,7) профілю (1) здійснюється з формуванням зміцнювальним матеріалом (7) самого внутрішнього прошарку профілю (1).
5. Спосіб за п. 1, який відрізняється тим, що здійснюється заповнення наповнювачем (2) і зміцнювальним матеріалом (7) обсягу між зовнішньою поверхнею профілю (1).
6. Спосіб за п. 1, який відрізняється тим, що покриття самого верхнього прошарку профілю (1) здійснюється матеріалом ПВХ (6).
7. Спосіб за п. 1, який відрізняється тим, що формування монолітного профілю (1) з наповнювача (2), зміцнювального матеріалу (7) і матеріалу зовнішньої поверхні ПВХ (6) здійснюється в формувальному відділенні (10.4).
8. Спосіб за п. 1, який відрізняється тим, що охолодження наповнювача (2) внутрішньої частини і зміцнювального матеріалу (7) профілю (1) здійснюється в охолоджувальному каналі (10.3).
Текст
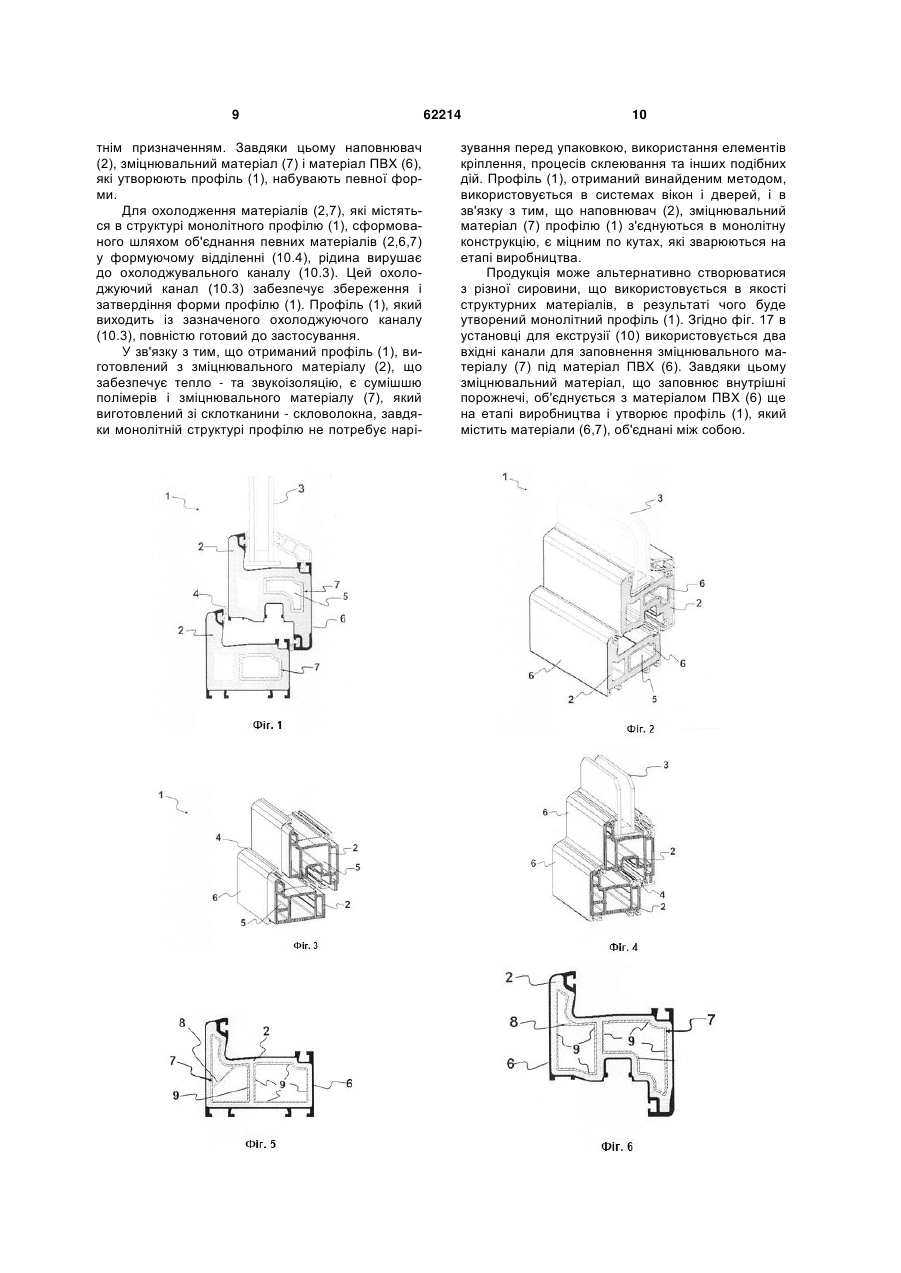
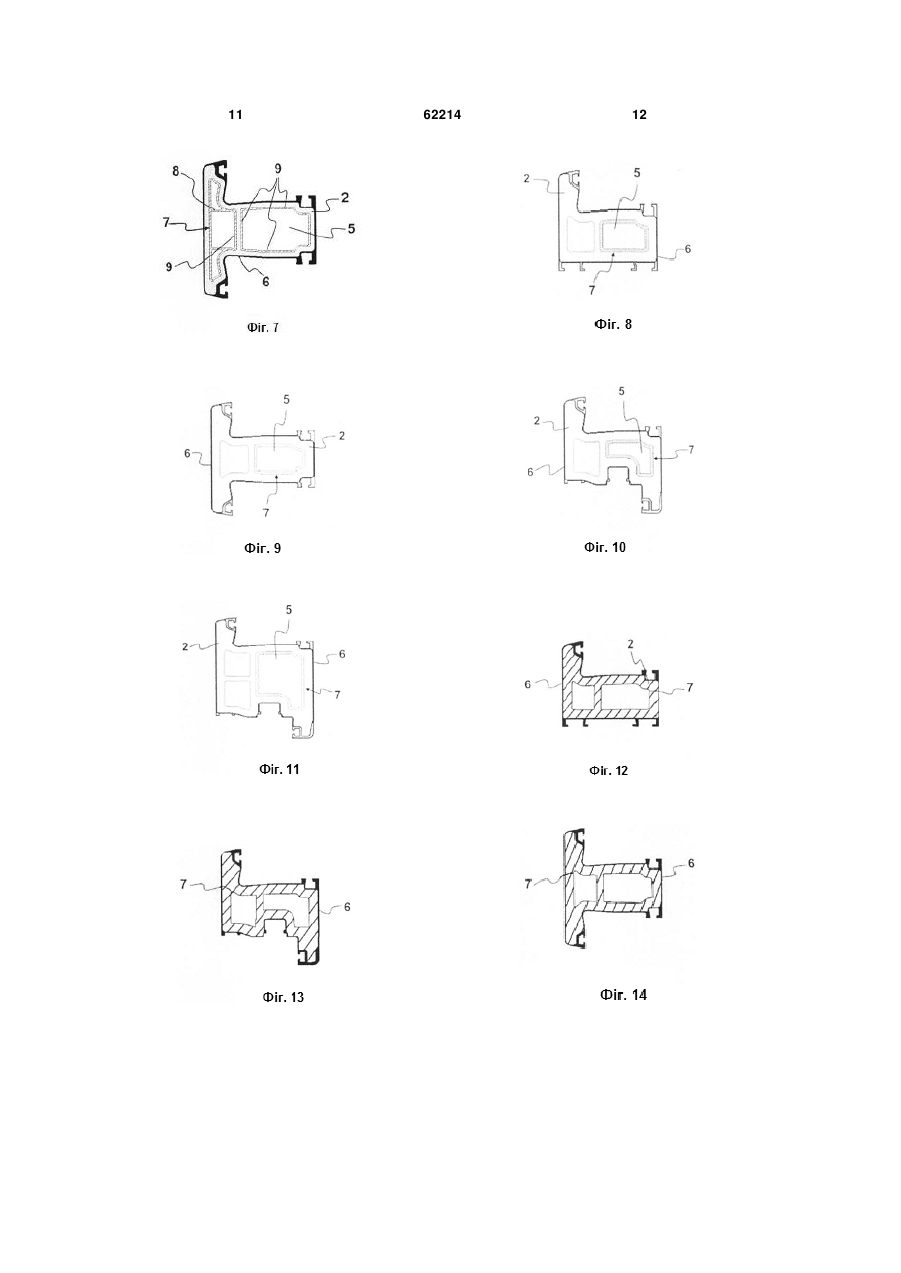
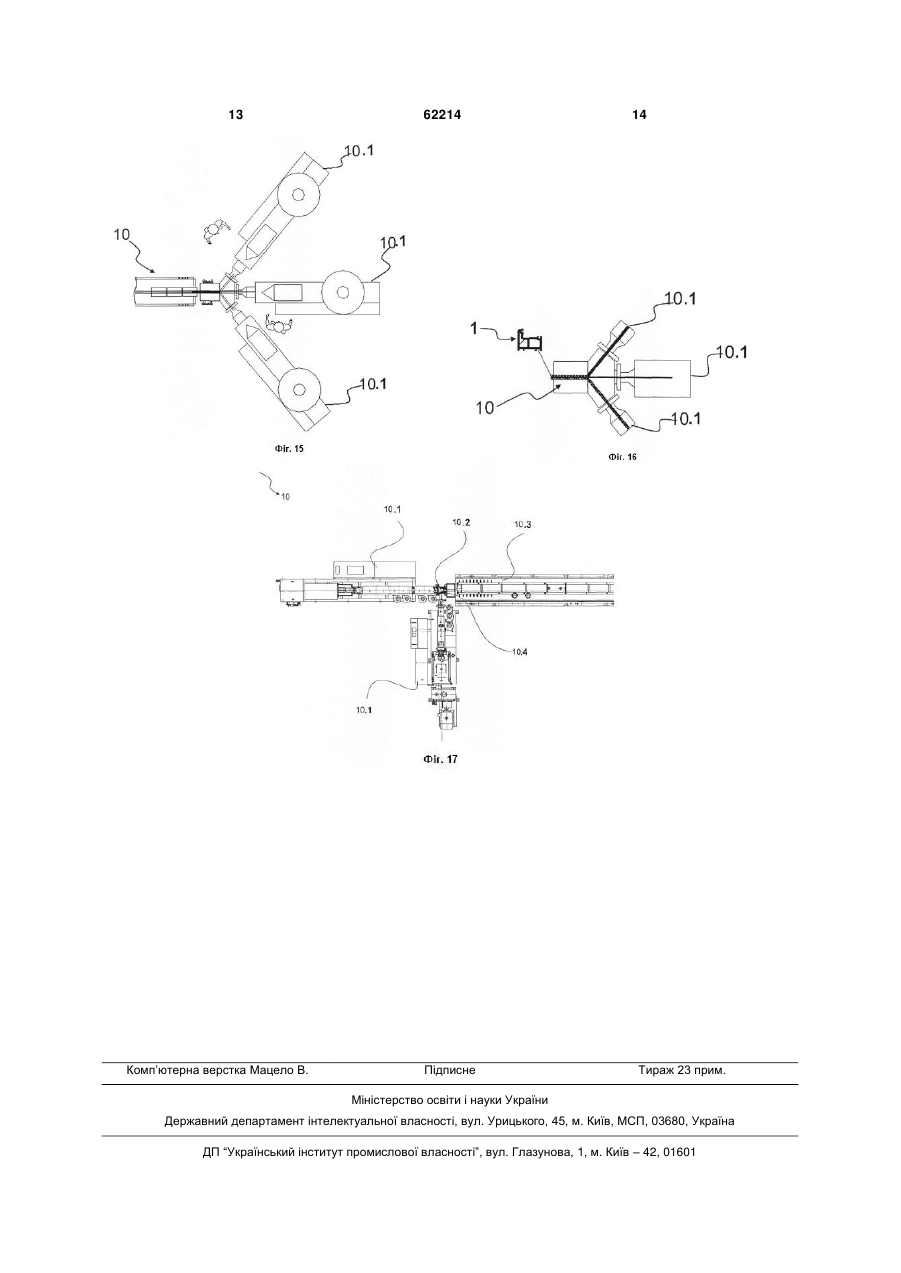
1. Спосіб виготовлення профілю (1), що містить монолітний зміцнювальний матеріал (7), який відрізняється тим, що наповнювач (2) розміщається у внутрішній структурі профілю і покривається матеріалом ПВХ (6), який оточує наповнювач (2), що міститься всередині профілю (1) даної структури. 2. Спосіб за п. 1, який відрізняється тим, що подача наповнювача (2), зміцнювального матеріалу (7) і матеріалу ПВХ (6) здійснюється через вхідні канали (10.1) в установку для екструзії (10). 3. Спосіб за п. 1, який відрізняється тим, що розплавлювання матеріалів - наповнювача, зміцнювального матеріалу і матеріалу ПВХ (2,6,7) здійснюється під температурою і тиском. U 2 (19) 1 3 зультаті різкого зовнішнього навантаження чи ударів ззовні. Хоч і вважається, що найважливішою перевагою віконних профілів ПВХ, є тепло-і звукоізоляція, зміцнювальний армуючий профіль, який використовуються для забезпечення міцності у віконних профілях ПВХ, є причиною втрати тепла. Зроблено чимало кроків щодо підвищення міцності профілів, які використовуються у віконних і дверних системах. Одним з таких напрямів є винахід, який було запатентовано за номером ЕР0747205 А2. Даний винахід пов'язаний з елементом, покритим зміцнюючим покриттям і заповненим термопластичним наповнювачем. Зазначена продукція з метою її використання як будівельного елемента безпосередньо пов'язана зі створенням прошарку волокна і смоли з характеристиками, які забезпечують термофіксацію. З метою збільшення міцності зазначеної продукції, внутрішня її частина є дійсно зміненою, тим не менш, у зв'язку з тим, що кути і точки стику об'єднані завдяки зварювання, вони менш стійкі порівняно з самою площиною профілю. Особливістю майже всіх профілів ПВХ з зміцнювальним армуючим профілем, які використовуються в наші дні, є те, що зміцнювальний профіль поставляється окремо від профілів ПВХ. Монтаж цього зміцнювального армуючого елементу займає час, його встановлення також є підставою для додаткового використання робочої сили і втрати часу. Крім того, в більшості випадків продукція з металевою основою вимагає повторного покриття з метою запобігання утворення іржі протягом певного періоду часу. Недоліком цього є те, що збільшується собівартість виробництва, яке безпосередньо відображається на ціні споживача продукції. У заявці за номером TR 2009 03272, яка належить заявнику, замість зміцнювального армуючого профілю для вирішення вищезгаданих проблем використовуються елементи, виготовлені з полімерних матеріалів, які використовуються в якості наповнювача. Як висновок слід зазначити, що з метою усунення недоліків профілю з зміцнювальними армуючими профілями, які використовуються в традиційній технології, для підвищення тепло-, звукоізоляції та підвищення міцності було здійснено корисну модель у технічній галузі, пов'язаній з потребою в монолітному профілі, який виготовляється безпосередньо разом з профілем ПВХ. Корисна модель відповідно до існуючих проблем у зазначеній технології, спрямована на вирішення означених проблем. Задачею корисної моделі є виготовлення монолітного профілю з підвищеним рівнем міцності за допомогою поєднання різних матеріалів шляхом екструзії, зверху профіль покривається ПВХ (зовнішня частина профілю виробляється з ПВХ), внутрішня частина складається з кількох видів різних матеріалів, міцність такого профілю підвищена. Ще однією задачею корисної моделі є забезпечення підвищення міцності в стиках кутового зварювання шляхом використання зовнішнього 62214 4 профілю та наповнювачів. Крім того, завдяки зовнішньому профілю і матеріалу, який використовується для підвищення міцності, поліпшуються характеристики додаткового підвищення міцності профілю. Матеріал для забезпечення необхідної міцності і наповнювач розміщуються в зовнішньому профілі ПВХ разом або окремо. Завдяки виробництву зміцнювального матеріалу і / або наповнювачів порожнин профілю економиться час і електроенергія, яку витрачають як виробник профілю, так і його користувач при експлуатації виробник віконних та дверних систем. Наповнювач не має окремих функцій використання в профілі, а також не є матеріалом, який підлягає окремому наповненню особами, які зайняті виробництвом профілю, дверей і вікон. Іншою задачею корисної моделі є транспортування продукції в одному пакеті у зв'язку з тим, що ця продукція, яка називається профілем, є матеріалом одного розміру завдяки виготовленню у формі моноліту наповнювача, матеріалу зміцнення і зовнішнього профілю. Іншою перевагою корисної моделі є можливість здійснення виробництва без використання додаткового обладнання шляхом обробки ПВХ, яке утворюється шляхом об'єднання характеристик наповнювача і зміцнювального матеріалу. Ще однією перевагою корисної моделі є можливість довгострокового використання продукції за корисною моделлю, у зв'язку з запобіганням появи іржи і впливу інших негативних факторів, які не мають місця завдяки структурним особливостям наповнювача і зміцнювального матеріалу, що повністю заповнює внутрішню частину зовнішнього профілю. Профіль є цільною конструкцією з наповнювачем і прошарками зміцнювального матеріалу. Завдяки такій структурі профілю має місце зварювання ПВХ і наповнювача по кутах з використанням лише одного виду обладнання. Таким чином, наповнювач і профіль, які були виготовлені одночасно, запобігають появі такого негативного фактору, як провисання елементів системи вікна і забезпечують функціонування віконної і дверної системи як єдиного цілого завдяки здійсненню зварювання кутів одночасно з виготовленням продукції. Зміцнювальний матеріал, який використовується додатково, забезпечує високий рівень тепло-і звукоізоляції. Ця корисна модель завдяки монолітній структурі профілю і зміцнювальних елементів в середині профілю, які виготовляються разом з профілем і наповнювачем на одному устаткуванні, забезпечує збільшення рівня функціональності такого роду устаткування. Корисна модель завдяки одночасному виготовленню наповнювача, який має високі тепло-і звукоізоляційні характеристики, і зміцнювального матеріалу, повністю усуває необхідність використання гвинтів і подібних елементів, які використовуються для кріплення. У зв'язку з тим, що зміцнювальний армуючий профіль розміщується в профілі ще на етапі виробництва вікон та дверей, кількість ризиків пошкодження під час транспортування і зберігання зме 5 ншується. Таким чином, буде одержаний профіль, елементи якого не потребують додаткового складування і транспортування, оскільки вироблена конструкція є цільною. Структурні та характерні особливості корисної моделі і його переваги більш чітко простежуються завдяки кресленням, які детально описані нижче і, таким чином, оцінку продукції необхідно здійснювати, використовуючи зазначені схеми та детальні коментарі. Короткий опис фігур Для кращого розуміння структури даної корисної моделі і її додаткових елементів можна здійснювати аналіз, використовуючи креслення, які детально описані нижче: - фіг. 1: Монолітна конструкція профілю, який складається з зміцнювального армуючого профілю і наповнювача, що міститься всередині, зображено у розрізі; - фіг. 2: Монолітна конструкція профілю, який складається з зміцнювального армуючого профілю і наповнювача, що міститься всередині, зображено у перспективі; - фіг. 3: Представлено зображення винайденого профілю в перспективі з урахуванням попередньої технології; - фіг.4: Представлено зображення винайденого профілю в перспективі з урахуванням попередньої технології. - фіг. 5, 6, 7: Фронтальні види в розрізі профілів, виготовлених у формі моноліту наповнювача, що мають різні геометричні показники зміцнювального армуючого профілю. Зміцнювальні елементи розташовані з боку однієї внутрішньої стінки до іншої; - фіг. 8, 9, 10, 11: Фронтальні види в розрізі профілів, виготовлених у монолітній формі, що має різні геометричні показники зміцнювального армуючого профілю. Зображені профілі виготовляються без використання зміцнюючих елементів; - фіг. 12, 13, 14: Фронтальні види в розрізі профілів, виготовлених без використання наповнювача, який має різні геометричні показники, профіль виготовлений лише з зміцнювального армуючого профілю. Зображені профілі виготовляються без використання зміцнюючих елементів; - фіг. 15: Вид вхідної установки для екструзії, що використовується з метою отримання монолітного профілю, що складається з наповнювача і зміцнювального матеріалу. - фіг. 16: Вид профілю, який виходить з виробничої установки для екструзії в результаті застосування даного способу, що є предметом винаходу. - фіг. 17: Вид установки для екструзії, що застосовується для переробки сировини, за способом, що є предметом винаходу. Креслення не обов'язково виконувати в масштабі і для розуміння суті корисної моделі можна не брати до уваги деякі незначні деталі. Крім того, елементи, які є ідентичними у великому масштабі або елементи, які мають тотожні функції у великому масштабі, зображені під одним і тим самим номером. Умовні позначення: 1. Профіль; 2. Наповнювач; 62214 6 3. Скло: 4. Ущільнення; 5. Порожнина; 6. Матеріал ПВХ; 7. Зміцнювальний армуючий профіль; 8. Зміцнюючі елементи; 9. Внутрішні стінки. Детальний опис корисної моделі Це детальний опис з метою повного розуміння даного питання - зокрема структури профілю (1), який виготовляється разом з наповнювачем (2), що забезпечує високий рівень тепло-і звукоізоляції і має підвищений рівень міцності. Профіль, що є предметом корисної моделі (1), виготовляється у вигляді єдиного елемента шляхом екструзії методом додавання сировини з різними характеристиками на лінію виробництва. Порожнини внутрішнього перетину профілю (1) заповнюються наповнювачем (2), який збільшує міцність і звуко - і теплоізоляційні характеристики профілю (1). У внутрішній частині зазначеного наповнювача (2) для збільшення жорсткості за рахунок внутрішнього зміцнення профілю (1) використовується зміцнювальний армуючий профіль (7). Верхня поверхня цього профілю (1) покривається матеріалом виготовляється з ПВХ (6), що є сировиною іншого виду, що використовується при виробництві. Зміцнювальний матеріал (7), який використовується в самій внутрішній частині, є таким видом склотканини, як скловолокно. Наповнювач, що створює середній прошарок (2), виготовляється з суміші полімерів, переважно є сумішшю натуральних волокон і матеріалу - полівінілхлориду. Профіль (1), зображений на фіг. 1 має монолітну структуру і виготовляється з наповнювача (2), зміцнювального матеріалу (7) і матеріалу ПВХ (полівінілхлориду) (6) методом екструзії. Екструзія забезпечує розплав пластичних гранул під впливом температури і тиску, після чого розплавлений пластик набуває форми згідно з формою, в яку він був залитий, і починає остигати. Зовнішня поверхня наповнювача (2), що міститься у внутрішній частині профілю (1) оточена матеріалом ПВХ (6). Зазначений наповнювач у внутрішній частині профілю (1) містить зміцнювальний матеріал (7), що створює монолітну конструкцію з самим профілем (1). Матеріал ПВХ (6), який покриває вказаний профіль (1), називається як матеріал - полівінілхлорид, успішно використовується завдяки своєї витривалості і стійкості. Профіль, що є предметом корисної моделі (1), містить всі переваги полівінілхлориду і має більшу міцність по кутах з'єднання цього профілю (1) завдяки наповнювачу (2), який забезпечує високу тепло-і звукоізоляцію, виготовляється з суміші полімерів, що розташовані у внутрішній частині продукції. Разом з цим у самому внутрішньому прошарку розмішується зміцнювальний матеріал (7), виготовлений зі склотканини, яка має назву скловолокно, і забезпечує збільшення ширини і висоти профілю (1) і внутрішнього зміцнення профілю (1). Зазначені наповнювач і зміцнювальний матеріал (2,7) заповнюють внутрішню частину профілю (1), як єдине ціле та представляють цільний профіль (1), при цьому не ви 7 користовують клей або інші елементи з'єднання, (див. фіг. 7, 8, 9,10) Згідно галузі використання зазначеного профілю (1) у верхній частині може розміщуватися скло (3). Для забезпечення міцного тримання цього скла та ізоляції стику з'єднання використовується ущільнення (4). Профіль, зображений на фіг. 2 (1), забезпечує запобігання втрат тепла, які можуть мати місце в системах вікон і дверей у зв'язку зі структурою отвору (5). Зазначені отвори профілю (1) мають місце в камерах та структурних елементах. Порожнини (5) завдяки зміцнюючим елементам (8) забезпечують збереження внутрішньої міцності профілю (1) при збільшенні розмірів у середині профілю (1). Ці зміцнюючі елементи (8) розташовані по двох сторонам внутрішньої поверхні отвору (5). Вони забезпечують збільшення внутрішнього зміцнення профілю (1) і підсилюють міцність всієї конструкції. Особливо даний ефект у віконних системах забезпечується завдяки структурі з порожнинами (5), яка утворюється з профілів (1), що контактують із зовнішнім середовищем. Наповнювач (2), який міститься у внутрішніх частинах цих профілів (1) забезпечує збільшення тепло-і звукоізоляційних властивостей разом з міцністю на додаток до елементу з порожнинами (5). Зазначений наповнювач (2) виготовляється з полімерних матеріалів, що мають композитну структуру, і матеріалів, які являють собою суміш полімерів і природних волокон. Продукція за даною корисною моделлю може в якості альтернативи створюватися з різного роду детально описаної сировини, що використовується в якості структурних матеріалів (2, 7). Завдяки цьому профіль (1) створюється з сировини, що має різні структурні особливості (1). Винайдений профіль (1), як правило, покривається матеріалом ПВХ (6), при цьому використовуються структурні матеріали (2) у два прошарки, які забезпечують підпір профілю (1) та інші структурні матеріали (7), що збільшують міцність. В якості альтернативи винайдений профіль (1) може покриватися матеріалом ПВХ (6), а його внутрішню частину може наповнювати лише структурний матеріал (7), іменований як скловолокно. У цьому детальному описі також подається спосіб виробництва профілю (1), опис представлено з метою більш чіткого розуміння питання і не містить жодних обмежуючих факторів. Для виробництва монолітного профілю (1) використовується наповнювач (2), зміцнювальний матеріал (7) і матеріал ПВХ (6). Даний спосіб за бажанням може змінюватися і можуть використовуватися різні матеріали, завдяки чому буде отриманий профіль (1) з різними характеристиками. Для виготовлення монолітної структури профілю (1), який є предметом даного винаходу, застосовуються різні матеріали (2,6,7) у установці для екструзії (10). Ці матеріали (2,6,7) без склеювання і застосування гвинтів і подібних кріплень об'єднуються між собою. У цьому детальному описі зазначається, що внутрішня частина профілю (1), заповнюється наповнювачем (2), який забезпечує тепло-і звукоізоляцію, і зміцнювальним ма 62214 8 теріалом (7), який підвищує внутрішню і зовнішню міцність. Зовнішню поверхню наповнювача (2), який міститься в профілі (1), оточує матеріал ПВХ (6). Покриття здійснюється методом екструзії. Екструзія здійснюється шляхом розплавлювання гранул матеріалів (2,6,7) під температурою і тиском, після чого здійснюється охолодження розплавлених матеріалів (2,6,7). Профілі (1) для запобігання втрат тепла розподіляються на невеликі секції, після чого утворюється конструкція з отворами (5). Ці отвори (5) утворюють різні об'єми і форми. Втрати тепла зменшуються завдяки розподілу профілю (1) на зазначені секції. Зміцнювальний матеріал (7) оточує зовнішні стінки цих отворів (5), а з боку зовнішньої поверхні між матеріалом ПВХ (6) розміщується наповнювач. Зазначений наповнювач (2) є композитним матеріалом, який виготовляється з суміші полімерів, що складаються з полімерів та натуральних волокон. Зміцнювальним матеріалом (7), як правило, є склотканина, яка іменується як скловолокно, матеріал ПВХ (6) - це полівінілхлорид. Установка для екструзії (10), який застосовується для виготовлення профілю (1) монолітної структури, складається з таких елементів: Вхідні канали для сировини (10.1), який забезпечує вхід наповнювача (2), який забезпечує тепло та звукоізоляцію, зміцнювального матеріалу (7) і матеріалу ПВХ (6), який оточує зовнішню поверхню, Відділення для змішування (10.2), в якому об'єднуються сировина, що надходить з різних напрямків, Охолоджуючий канал (10.3), в якому охолоджується монолітний профіль, утворений з зміцнювального матеріалу, наповнювача і матеріалу ПВХ (2,6, 7), Формувальне відділення (10.4), в якому формується профіль (1) відповідно до мети його застосування. Спосіб отримання профілю монолітної структури (1): В установці для екструзії для кожного матеріалу (2, 6, 7), необхідного для виготовлення профілю (1), застосовуються різні канали для подачі сировини (10.1). У зв'язку з цим, наповнювач (2), зміцнювальний матеріал (7) і матеріал ПВХ (6) через вхідні канали (10.1) подаються одночасно в установку для екструзії (10). Бункери для кожного матеріалу (2,6,7) різні. У разі необхідності виготовлення монолітного профілю (1) з більшої кількості матеріалів до установки для екструзії додається новий канал (10.1). Матеріали (2,6,7), які через вхідні канали (10.1) подаються в установку для екструзії (10), розплавляються під тиском в результаті нагрівання резервуара з обігрівачем. Ці розплавлені матеріали (2,6,7), об'єднуються у відділенні змішування (10.2) установки (10). Зазначений наповнювач (2) покриває зміцнювальний матеріал (7), матеріал ПВХ (6), після чого оточує наповнювач (2); зазначена суміш передається в формувальне відділення (10.4). Профіль (1), який був переданий в формувальне відділення (10.4), формується згідно з його майбу 9 тнім призначенням. Завдяки цьому наповнювач (2), зміцнювальний матеріал (7) і матеріал ПВХ (6), які утворюють профіль (1), набувають певної форми. Для охолодження матеріалів (2,7), які містяться в структурі монолітного профілю (1), сформованого шляхом об'єднання певних матеріалів (2,6,7) у формуючому відділенні (10.4), рідина вирушає до охолоджувального каналу (10.3). Цей охолоджуючий канал (10.3) забезпечує збереження і затвердіння форми профілю (1). Профіль (1), який виходить із зазначеного охолоджуючого каналу (10.3), повністю готовий до застосування. У зв'язку з тим, що отриманий профіль (1), виготовлений з зміцнювального матеріалу (2), що забезпечує тепло - та звукоізоляцію, є сумішшю полімерів і зміцнювального матеріалу (7), який виготовлений зі склотканини - скловолокна, завдяки монолітній структурі профілю не потребує нарі 62214 10 зування перед упаковкою, використання елементів кріплення, процесів склеювання та інших подібних дій. Профіль (1), отриманий винайденим методом, використовується в системах вікон і дверей, і в зв'язку з тим, що наповнювач (2), зміцнювальний матеріал (7) профілю (1) з'єднуються в монолітну конструкцію, є міцним по кутах, які зварюються на етапі виробництва. Продукція може альтернативно створюватися з різної сировини, що використовується в якості структурних матеріалів, в результаті чого буде утворений монолітний профіль (1). Згідно фіг. 17 в установці для екструзії (10) використовується два вхідні канали для заповнення зміцнювального матеріалу (7) під матеріал ПВХ (6). Завдяки цьому зміцнювальний матеріал, що заповнює внутрішні порожнечі, об'єднується з матеріалом ПВХ (6) ще на етапі виробництва і утворює профіль (1), який містить матеріали (6,7), об'єднані між собою. 11 62214 12 13 Комп’ютерна верстка Мацело В. 62214 Підписне 14 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturingprofile for window and door systems
Автори англійськоюSak Mustafa
Назва патенту російськоюСпособ изготовления профиля для систем окон и двери
Автори російськоюСак Мустафа
МПК / Мітки
МПК: E06B 1/26, B29K 27/06, B29C 70/00, B29C 47/90
Мітки: виготовлення, дверей, спосіб, профілю, вікон, систем
Код посилання
<a href="https://ua.patents.su/7-62214-sposib-vigotovlennya-profilyu-dlya-sistem-vikon-i-dverejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення профілю для систем вікон і дверей</a>
Профіль для систем вікон та дверей
Номер патенту: 61354
Опубліковано: 11.07.2011
Автор: Сак Мустафа
МПК: C08L 27/00, B29K 105/12, B29K 27/06, B29K 101/10, B29K 105/08, B29L 31/30, B29L 9/00, B29C 47/90, B29K 67/00
Мітки: профіль, вікон, систем, дверей
Формула / Реферат:
1. Профіль для систем вікон і дверей, який відрізняється тим, що виготовлений у формі моноліту з елементами міцності і наповнювачами, які забезпечують високу тепло- і звукоізоляцію, причому зміцнювальний армуючий матеріал (7) має монолітну структуру з профілем (1) і розміщений у внутрішній частині профілю (1), зверху виконаний з полівінілхлориду (ПВХ).2. Профіль за п. 1, який відрізняється тим, що утворений з матеріалу ПВХ, заповнений...
Система для кріплення аксесуарів до рам, виконаних з металевого матеріалу для дверей, вікон та ін.
Номер патенту: 50198
Опубліковано: 25.05.2010
Автор: Аймоне Бальбо Ді Вінадіо
МПК: E06B 7/00, E05D 11/00
Мітки: металевого, вікон, дверей, аксесуарів, кріплення, ін, система, рам, матеріалу, виконаних
Формула / Реферат:
1. Система кріплення аксесуара (102) до металевої рами для дверей, вікон та ін., що включаєпринаймні один металевий профіль (110), який містить принаймні дві паралельні стінки (112, 114, 116, 118), принаймні одна з яких має зовнішню поверхню (119), на якій закріплений вищезгаданий аксесуар (102), та принаймні один кріпильний гвинт-саморіз (126, 226, 326), який включає маневрувальну головку (128) та нарізний стрижень (136), на який...
Теплоізолюючий комбінований профіль для дверей, вікон або фасадів
Номер патенту: 46007
Опубліковано: 15.05.2002
Автори: Хекер Айтель-Фрідріх, Фрайер Андреас, Хабіхт Зігфрід
Мітки: теплоізолюючий, вікон, фасадів, дверей, комбінований, профіль
Формула / Реферат:
1. Теплоізолюючий комбінований профіль для дверей, вікон чи фасадів, що складається з металевих профілів (3, 4, 5, 6) та, щонайменше, однієї ізолюючої планки (7, 11, 27, 46, 47), розташованої між металевими профілями та з'єднаної з металевими профілями по повздовжніх краях, виконаної, переважно, з пластмаси, який відрізняється тим, що для запобігання вигину внаслідок нерівномірного нагріву металевих профілів, в зоні повздовжнього з'єднання...
Ущільнювальний пристрій для дверей і вікон
Номер патенту: 75554
Опубліковано: 17.04.2006
Автори: Плахотній Сергій Анатолійович, Придибайло Микола Миколайович, Степанов Вячеслав Леонідович, Тельний Анатолій Валентинович, Тіпайло Микола Степанович, Фетісов Кирило Володимирович
МПК: E06B 7/18
Мітки: вікон, ущільнювальний, пристрій, дверей
Формула / Реферат:
1. Ущільнювальний пристрій для дверей і вікон, які містять нерухому раму і рухому щодо неї стулку, що складається з планок, одна з яких - ущільнювальна - П-подібного профілю, і розташовані з можливістю переміщення одна щодо одної в пазах на фальцах стулки за допомогою привідних елементів у вигляді засувки, на якій закріплені опорні елементи, який відрізняється тим, що з внутрішніх сторін ущільнювальної планки виконані змінні поперечні виступи...
Спосіб виготовлення профілю
Номер патенту: 12296
Опубліковано: 16.01.2006
Автори: Науменко Володимир Миколайович, Войцішевський Олександр Анатолійович
МПК: B21B 1/38
Мітки: спосіб, профілю, виготовлення
Формула / Реферат:
Спосіб виготовлення профілю, що включає деформування його плоскої заготовки прокаткою у рельєфних валках із формуванням заглибин на поверхні плоскої заготовки, який відрізняється тим, що заглибини формують у вигляді однорідних півсфер, а відстань між центрами цих півсфер вибирають із наступного співвідношення: L=(2-8)D де: L - відстань між центрами півсфер, мм; D - діаметр півсфери, мм.
Попередній патент: Спосіб оцінки і коригування функціонального стану людини
Наступний патент: Спосіб профілактики та корекції постпроменевого ураження легень
Випадковий патент: Спосіб прогнозування виникнення артеріальної гіпертензії