Спосіб декоративної обробки металів
Формула / Реферат
1. Спосіб декоративної обробки металів, який включає формування на поверхні металу з заданим початковим профілем декоративного рельєфу, нанесення шару фарби на всю декоровану поверхню металу, а також проведення операції, що забезпечує твердіння фарби, який відрізняється тим, що перед проведенням операції, що забезпечує твердіння фарби, повністю механічно видаляють фарбу, нанесену на ділянки поверхні металу, що мають початковий профіль, а видалену зайву фарбу направляють для повторного використання.
2. Спосіб за п. 1, який відрізняється тим, що декоративний рельєф формують шляхом механічної пластичної деформації ділянок поверхні металу.
3. Спосіб за п. 1, який відрізняється тим, що декоративний рельєф формують шляхом локальної дії принаймні однієї хімічної речовини, яка є протравлювачем для оброблюваного металу, на його поверхню.
4. Спосіб за п. 1, який відрізняється тим, що декоративний рельєф формують шляхом локальної дії на поверхню металу потужного лазерного випромінювання.
5. Спосіб за п. 1 або п. 2, або п. 3, або п. 4, який відрізняється тим, що декоративний рельєф формують у вигляді канавок і/або лунок глибиною менше товщини оброблюваного металу.
6. Спосіб за п. 5, який відрізняється тим, що канавки і/або лунки виконують з замковими елементами.
7. Спосіб за п. 1, який відрізняється тим, що наносять на всю декоровану поверхню металу шар рідкої фарби, твердіння якої забезпечують термосушінням.
8. Спосіб за п. 1, який відрізняється тим, що наносять на всю декоровану поверхню металу порошкову фарбу, твердіння якої забезпечують термообробкою виробу при температурі спікання фарби.
9. Спосіб за п. 8, який відрізняється тим, що шар порошкової фарби піддають ущільненню у напрямку, перпендикулярному поверхні оброблюваного металу.
10. Спосіб за п. 9, який відрізняється тим, що ущільнення шару порошкової фарби здійснюють одночасно з видаленням фарби, яку було нанесено на ділянки поверхні металу, що мають початковий профіль.
11. Спосіб за п. 1, який відрізняється тим, що на всю декоровану поверхню металу наносять шар порошкоподібного матеріалу, розведеного у клейовому розчині.
12. Спосіб за п. 1 або п. 7, або п. 8, або п. 11, який відрізняється тим, що наносять шар фарби товщиною, яка не перевищує максимальну глибину елементів декоративного рельєфу.
13. Спосіб за п. 1, який відрізняється тим, що шар фарби, нанесений на ділянки поверхні металу, що мають початковий профіль, видаляють за допомогою скребка.
14. Спосіб за п. 13, який відрізняється тим, що використовують скребок, оснащений пневмотранспортером для видалення зайвої фарби.
Текст
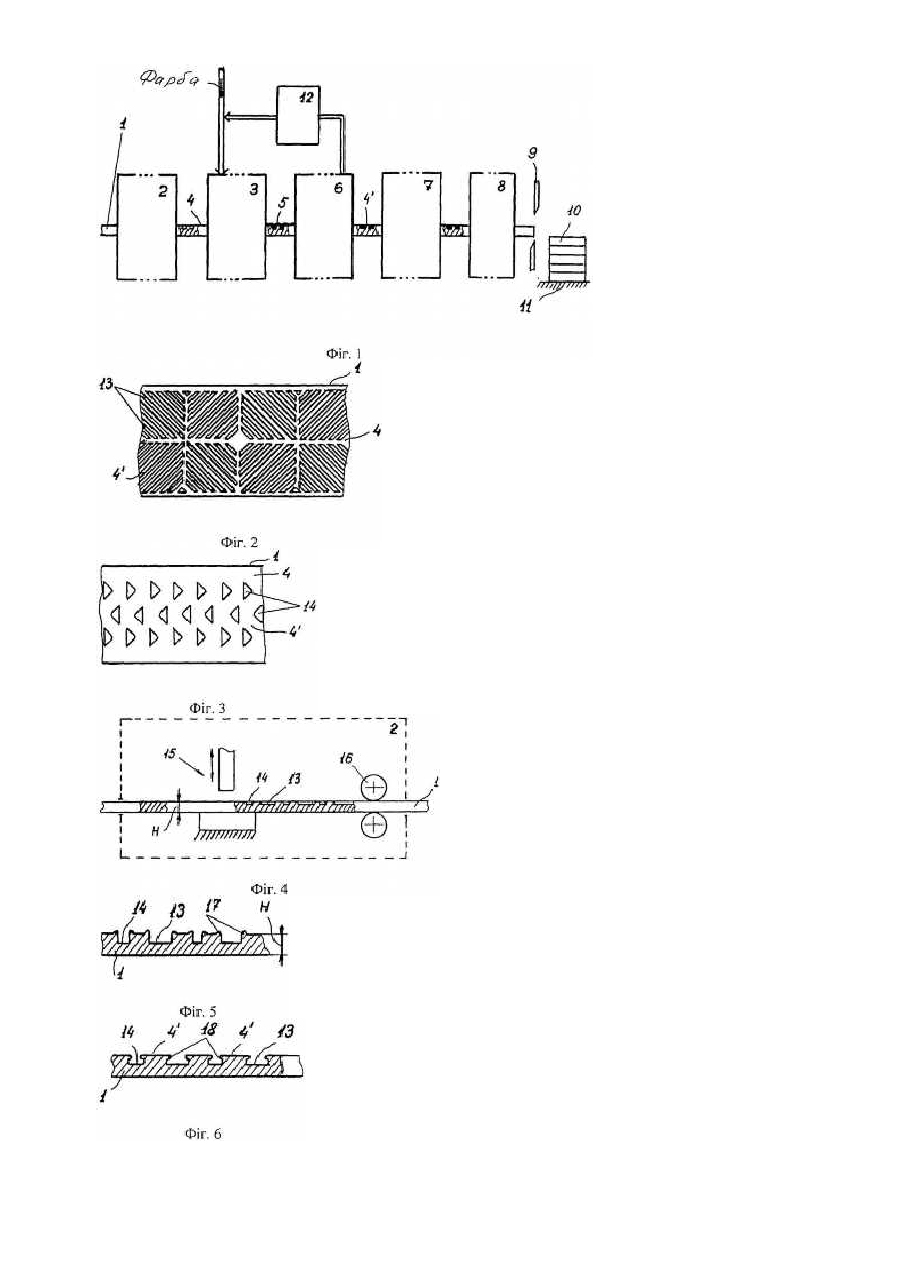
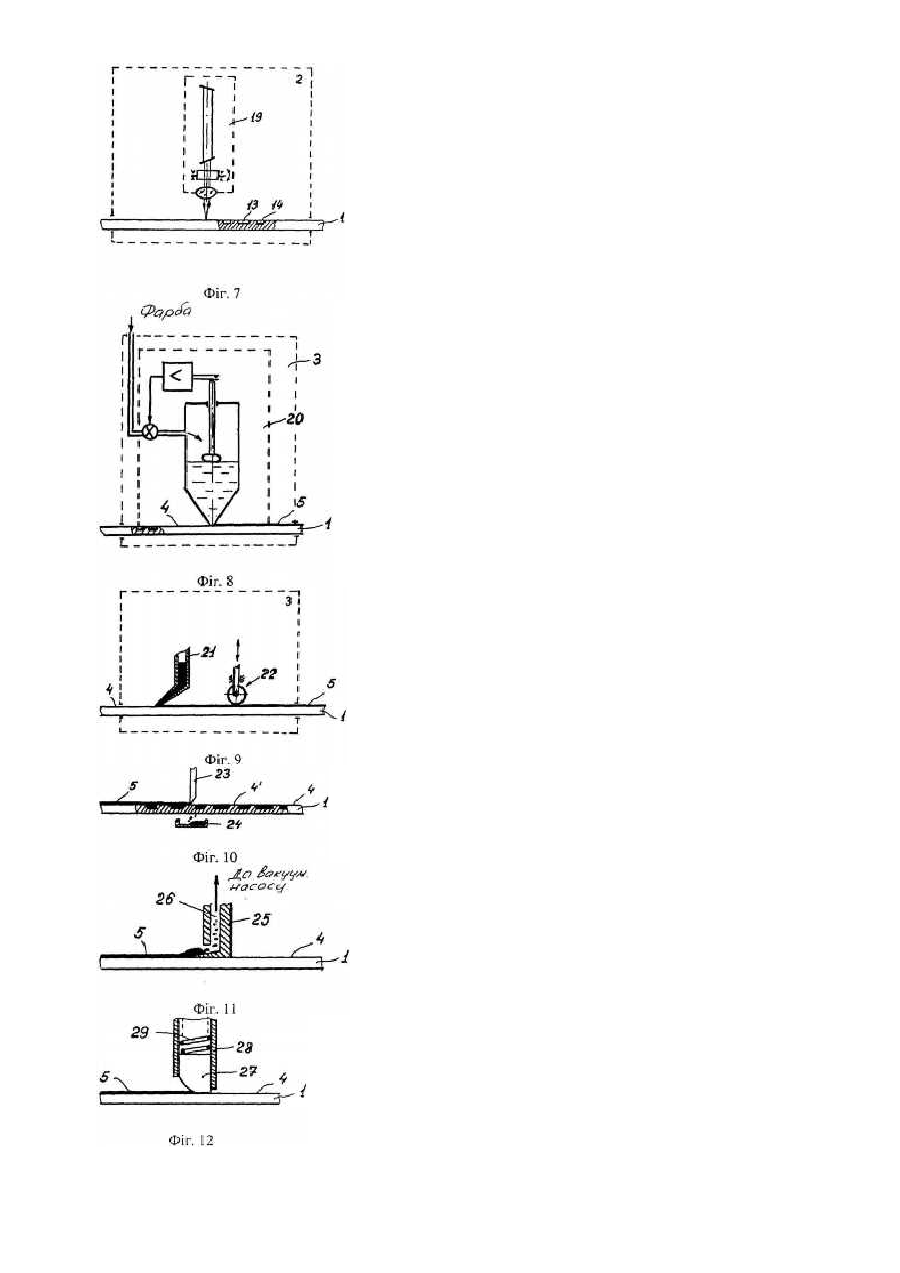
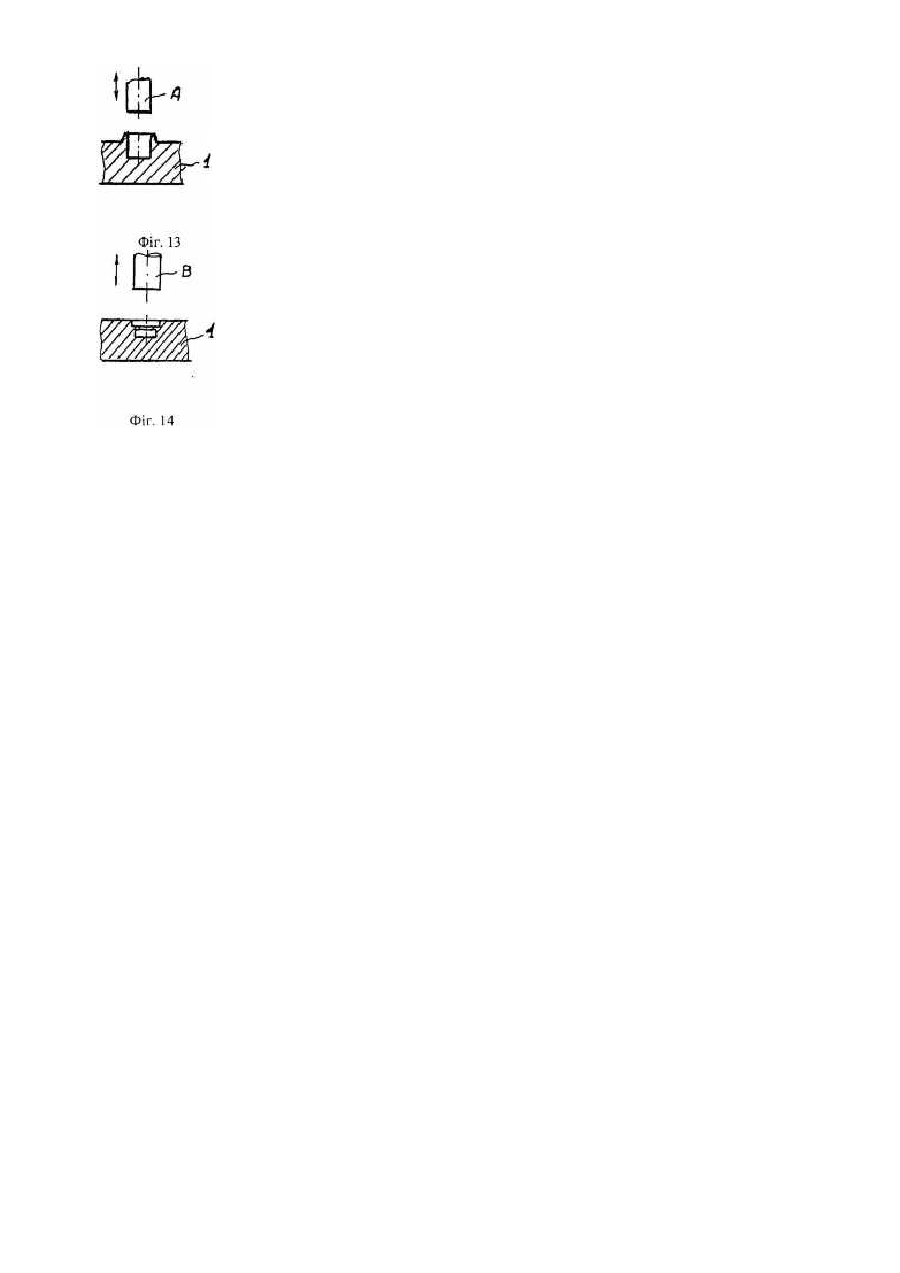
Винахід стосується техніки художньої обробки поверхні металевих виробів, переважно у вигляді листового матеріалу. З рівня техніки відомий спосіб декоративної обробки металів, який включає підготовку поверхні виробу, виділення ділянок, які відповідають тонам багатоколірного зображення, нанесення фону зображення та графічне відтворення зображення малюнку шляхом нанесення борозенок з подальшим покриттям безколірним прозорим лаком, при цьому нанесення фону здійснюють патинуванням поетапно з відтворенням на кожному етапі фону, відповідного до одного тону зображення, при дотриманні на кожному етапі режимів патинування, які забезпечують одержання даного тону, а після відтворення графічного малюнка виконують аналогічне додаткове патинування ділянок, на яких нанесена борозенка [авторське свідоцтво SU-A-№1158388]. Відомий спосіб забезпечує одержання на виробах (кольорових панно та сувенірах) з металу декоративно-художніх зображень високої якості. Однак через високу трудомісткість відомий спосіб не може бути використаний при промисловому (крупносерійному) виробництві металевих облицювальних матеріалів через високу вартість готових виробів. Таким чином, відомий спосіб має дуже обмежену галузь застосування, що є його основним недоліком. Відомий також спосіб декоративної обробки металів, який було взято як прототип, який включає формування на поверхні металу з заданим початковим профілем декоративного рельєфу шляхом локальної пластичної деформації поверхні металу з подальшим нанесенням на всю декоровану поверхню металу шару фарби, яка потім твердіє [патент US-A-№3764067, 1973]. Недолік відомого способу полягає в тому, що він не забезпечує одержання декоративно-художнього зображення високої якості, бо елементи декоративного рельєфу і решти поверхні металу (фон) зафарбовані тією ж самою фарбою. Цей винахід направлений на вирішення технічної задачі по забезпеченню одержання декоративно-художніх зображень високої якості з одночасним збереженням високої продуктивності при виготовленні декорованих виробів і суттєвим збереженням витрат фарби. Поставлена задача вирішена тим, що у способі декоративної обробки металів, який включає формування на поверхні металу з заданим початковим профілем декоративного рельєфу, нанесення шару фарби на всю декоровану поверхню металу, а також проведення операції, що забезпечує твердіння фарби, згідно з винаходом, перед проведенням операції. що забезпечує твердіння фарби, повністю механічно видаляють фарбу, нанесену па ділянки поверхні металу, що мають початковий профіль, а видалену зайву фарбу направляють для повторного використання. Крім того, поставлена задача вирішується тим, що: - декоративний рельєф формують шляхом механічної пластичної деформації ділянок поверхні металу; - декоративний рельєф формують шляхом локальної дії, принаймні, однієї хімічної речовини, яка є протравлювачем для оброблюваного металу на його поверхню; - декоративний рельєф формують шляхом локальної дії на поверхню металу потужного лазерного випромінювання; - декоративний рельєф формують у вигляді канавок і/або лунок глибиною менше товщини оброблюваного металу; - канавки і/або лунки виконують з замковими елементами; - наносять на всю декоровану поверхню металу шар рідкої фарби, твердіння якої забезпечують термосушінням; - наносять на всю декоровану поверхню металу порошкову фарбу, твердіння якої забезпечують термообробкою виробу при температурі спікання фарби; - шар порошкової фарби піддають ущільненню у напрямку, перпендикулярному поверхні оброблюваного металу; - ущільнення шару порошкової фарби здійснюють одночасно з видаленням фарби, яку було нанесено на ділянки поверхні металу, що мають початковий профіль; - на всю декоровану поверхню металу наносять шар порошкоподібного матеріалу, розведеного у клейовому розчині; - наносять шар фарби товщиною, яка не перевищує максимальної глибини елементів декоративного рельєфу; - шар фарби, нанесений на ділянки поверхні металу, що мають початковий профіль, видаляють за допомогою скребка; - використовують скребок, оснащений пнемо-транспортером для видалення зайвої фарби. Перевага запропонованого способу декоративної обробки металів над відомим (взятим як прототип) полягає у тому, що при збереженні високої продуктивності при виготовленні виробів забезпечується суттєве покращення якості одержаних декоративно-художніх зображень, бо пофарбованими є лише елементи декоративного рельєфу. Завдяки ж введенню операції з повного видалення незатверділої фарби з ділянок поверхні металу, що мають початковий профіль (інакше кажучи, з ділянок поверхні металів, розташованих між елементами декоративного рельєфу) забезпечується суттєве зменшення витрат фарби, оскільки видалену фарбу направляють для повторного використання. Тут треба відмітити, що покращення якості декоративно-художніх зображень (одержаних за способом-прототипом) можливо було б, у принципі, забезпечити шляхом механічного видалення затверділої фарби з ділянок поверхні металу між елементами декоративного рельєфу. Однак введення цієї додаткової операції саме призвело б не тільки до додаткових (достатньо великих) витрат, пов'язаних з видаленням затверділої фарби, але призвело б до порушення цілісності фарби, що заповнює об'єм елементів декоративного рельєфу внаслідок впливу на неї шліфувального інструменту. Інакше кажучи, це призвело б не тільки до нераціональних витрат фарби, але й до зниження довговічності одержаних виробів, бо в наслідок механічних порушень у затверділій фарбі підвищується вірогідність випадіння її з елементів декоративного рельєфу. Видалення зайвої незатверділої фарби за допомогою механічних засобів є оптимальним з точки зору забезпечення гарного заповнення фарбою об'єму елементів декоративного рельєфу врівень з ділянками поверхні, що мають початковий профіль. Формування декоративного рельєфу шляхом механічної пластичної деформації ділянок поверхні металу дозволяє використовувати поширене обладнання для обробки металів тиском, що дає можливість додатково знизити вартість готової продукції. Формування декоративного рельєфу з використанням локального травлення поверхні металу дозволяє одержати декоративний рельєф практично будь-якої форми. Використання лазерного технологічного обладнання дозволяє одержати високу точність відтворення декоративно-художнього зображення. Формування декоративного рельєфу (його елементів) у вигляді канавок і/або лунок глибиною менше товщини оброблюваного металу дозволяє спростити реалізацію способу. Перевага використання порошкової (сухої) фарби над рідкою чи фарбою, яку отримано розведенням порошкового фарбуючого матеріалу у клейовому розчині, полягає у тому, що її твердіння здійснюється тільки після надходження оброблюваного виробу до камери спікання. Краще (при реалізації способу) використовуються рідкі фарби, твердіння яких забезпечується не за звичайних умов, а за рахунок термосушіння, бо це спрощує процес повторного її використання. У подальшому винахід пояснюється кресленнями і описом до них. На Фіг.1 схематично зображена технологічна лінія для здійснення способу декоративної обробки металів; на Фіг.2 - варіант виконання декоративного рельєфу на поверхні металевої штаби (вид зверху); на Фіг.3 - інший варіант виконання декоративного рельєфу на поверхні металевої штаби (вид зверху); на Фіг.4 установка для формування на поверхні металевої штаби декоративного рельєфу; на Фіг.5 - фрагмент металевої штаби після формування декоративного рельєфу штампуванням (поздовжній розріз); на Фіг.6 те саме після операції вирівнювання декорованої нерівності; на Фіг.7 - установка для формування на поверхні металевої штаби декоративного рельєфу з використанням лазерного обладнання; на Фіг.8 установка для нанесення на всю декоровану поверхню металевої штаби фару фарби; на Фіг.9 - те саме у разі виростання порошкової фарби; на Фіг.10 - пристрій для повного механічного видалення фарби з ділянок поверхні металевої штаби, що має початковий профіль; на Фіг.11 - те саме у разі виростання порошкової фарби; на Фіг.12 - варіант виконання засобів для ущільнення шару порошкової фарби, що забезпечує одночасно також повне механічне видалення фарби з ділянок поверхні металевої штаби, що має початковий профіль; на Фіг.13 - фрагмент металевої штаби після формування в ній елементу декоративного рельєфу шляхом механічної пластичної деформації; на Фіг.14 - те саме після операції калібрування елементу декоративного рельєфу інструментом великого розміру, але тієї ж форми, що й інструмент, який використовують при формуванні елементу декоративного рельєфу. Технологічна лінія (Фіг.1) для здійснення способу декоративної обробки металів містить розміщений послідовно вздовж напрямку переміщення металевої штаби 1, установку 2 для формування на поверхні металевої штаби 1 із заданим початковим профілем (здебільшого прямолінійним) декоративного рельєфу, установку 3 для нанесення на всю декоровану поверхню 4 металевої штаби 1 шару 5фарби, пристрій 6 для механічного повного видалення фарби з ділянок 4, поверхні металевої штаби 1, що мають початковий профіль, засоби 7, що забезпечують твердіння фарби (камера, що забезпечує в залежності від виду використаної фарби умови для її сушіння; полімеризація або спікання), пристрій 8 для полірування ділянок 4, поверхні 4 металевої штаби 1, що має заданий початковий профіль, пристрій 9 різання металевої штаби 1 на листи 10 кінцевої довжини і ділянка 11 укладення і пакування листів 10 в кубки. Крім того, технологічна лінія включає засоби 12 для повернення зайвої фарби з пристрою 6 для механічного повного видалення фарби з ділянок 4, поверхні металевої штаби 1, що мають початковий профіль, назад в установку 3 для нанесення на всю декоровану поверхню 4 металевої штаби 1 шару 5 фарби. Установка 2 для формування поверхні металевої штаби 1 з заданим початковим профілем декоративного рельєфу може бути виконана з використанням обладнання для механічної обробки металу тиском, а саме: прокатного обладнання чи пресів. В кращому варіанті здійснення способу декоративної обробки металів декоративний рельєф формують шляхом створення на поверхні 4 металевої штаби 1 канавок (виїмок) 13 (Фіг.2) або лунок (поглиблень) 14 (Фіг.3). В найпростішому випадку (Фіг.4) установка 2 для формування на поверхні металевої штаби 1 з заданим, наприклад, прямолінійним початковим профілем, декоративного рельєфу у вигляді канавок 13 і лунок 14, глибиною менше товщини-Η металевої штаби 1, являє собою прес 15 і пристрій 16 для вирівнювання нерівностей 17 на поверхні 4, які утворюються в процесі штампування (Фіг.5), з утворенням замкових елементів 18 (Фіг.6), а також для відновлення початкового профілю ділянок 4 поверхні 4 металевої штаби 1 (калібрування між елементами 13 і/або 14 декоративного рельєфу. Елементи декоративного рельєфу (канавки 13 можуть бути сформовані також локальним видаленням матеріалу 6 поверхні 4 металевої штаби 1, наприклад, шляхом нанесення механічним шляхом борозенок, прорізів. В найкращих варіантах здійснення способу декоративної обробки металів використовується пристрій 19 лазерного скрайбінування (Фіг.7), яке дозволяє одержати не тільки канавки 13, а й лунки 14 як прямокутного, так і трапецеїдального розрізу. У разі використання не металевої штаби 1, а металевих листів кінцевої довжини можна використовувати метод локального хімічною травлення для формування декоративного рельєфу на їх поверхні. При цьому при формуванні захисної маски може бути використаний поширений в напівпровідниковій технології метод фотолітографії. Метод фотолітографії [див. Физическая энциклопедия, М, изд. НИ "Большая Российская энциклопедия", 1998, т.5, с.350], який включає нанесення на поверхню виробу шару фоточутливого матеріалу, наприклад, фоторезисту, експонування (фото дублення) і видалення матеріалу фоточутливого шару з ділянок, які не піддавались засвіченню. Конструктивне виконання установки 3 для нанесення на всю декоровану поверхню 4 металевої штаби 1 шару 5 фарби залежить від виду використаної фарби: рідкі фарби (отримані з використанням різноманітних розчинників), фарби на основі порошкоподібного матеріалу, розведеного у клейовому розчині, сухі порошкоподібні (зернові) барвники. У разі використання рідких фарб або фарб на основі клейових розчинів установка 3 для нанесення на всю декоровану поверхню 4 металевої штаби 1 шару 5 фарби може бути виконана у вигляді пристрою, що несе фарбу, яка знаходиться також в контакті і з поверхнею 4 по всій ширині металевої штаби 1 (щітки, подушечки, валики). Можуть бути використані також пристрої 20, що несуть фарбу, нижній випускний щілинний канал яких забезпечує нанесення рідини самопливом (Фіг.8), можливе використання також пристроїв для розпилювання рідкої фарби на рухомі поверхні. У разі використання сухих порошкоподібних (зернових) барвників установка 3 для нанесення на всю декоровану поверхню 4 металевої штаби 1 шару 5 фарби крім пристрою 21 для нанесення порошку на поверхню 4 металевої штаби 1 містить також і засіб 22 для ущільнення (трамбування) шару 5 порошкової фарби у напрямку, перпендикулярному поверхні 4 металевої штаби 1 (Фіг.9). Пристрій 6 для механічного повного видалення фарби з ділянок 4, поверхні 4 металевої штаби 1, що має початковий профіль, в найпростішому випадку виконано у вигляді скребку 23, форма якого в поперечному напрямку металевої штаби 1 співпадає ч його початковим профілем (Фіг.10). Знизу металевої штаби 1 розташовані засоби (наприклад, лоток 24) для збору зайвої фарби, яка за допомогою відповідного насосу (на кресленні не показаний) повертається назад в установку 3 (Фіг.1). У разу використання порошкоподібної фарби скребок 25 виконаний разом з пневмотранспортером 26 для збору і повернення зайвої порошкової фарби в установку 3 (Фіг.11) через циклон (на кресленні не показаний). На Фіг.12 показаний варіант виконання засобів для ущільнення шару порошкової фарби, які забезпечують водночас і повне механічне видалення фарби, нанесеної на ділянки 4' поверхні 4 металевої штаби 1, що має початковий профіль. Елемент 27 і пружно-деформованого матеріалу розташований з урахуванням можливості переміщення у вертикальному напрямку в корпусі 28 і підпружинений відносно металевої штаби 1 пружиною 29. Тут слід зазначити, що водночас видаляються надлишки фарби (врівень) і з ділянок поверхні, що відповідають елементам декоративного рельєфу. Засоби 7, що забезпечують твердіння фарби в залежності від виду використаної фарби, виконані, наприклад, у вигляді камери сушіння, температурний режим в якій забезпечується за допомогою або безконтактних джерел нагрівання (ТВЧ, 14 нагрівачів), або за допомогою контактних нагрівачів (однобічне чи двобічне нагрівання). В разі використання порошкової фарби 7 виконуються у вигляді камери, але температурний режим у ній має забезпечити спікання часток порошкової фарби. В разі використання самотвердіючих за звичайних температур фарб на основі клею, використання камори зумовлено лише необхідністю захисту поверхні 4 металевої штаби 1 від потрапляння на неї різноманітних забруднень. Пристрій 8 для полірування використовується з урахуванням конкретних параметрів, яким має відповідати готова продукція. У даному випадку можуть бути використані будь-які полірувальні пристрої, техніко-експлуатаційні параметри яких відповідають необхідним вимогам у кожному конкретному випадку. Спосіб декоративної обробки металів здійснюється таким чином. Металеву штабу 1 переміщують у горизонтальному напрямку за допомогою, наприклад, напрямних роликів, які використовують у прокатному виробництві. За допомогою установки 2 здійснюють формування на поверхні 4 металевої штаби 1 з заданим початковим профілем декоративного рельєфу. У найпростішому випадку металева штаба 1 має прямолінійний профіль. Однак профіль металевої штаби 1 може бути і криволінійним, що відповідає ділянці циліндричної поверхні, при цьому поверхня 4 металевої штаби 1 може бути як випуклою, так і угнутою, що є часто необхідним при оздобленні внутрішніх стін приміщень, зокрема, чаш басейнів. Декоративний рельєф у кращому варіанті здійснення способу формують у вигляді канавок (виїмок, борозенок) 13, або у вигляді лунок різноманітної форми, або одночасно у вигляді лунок 14 та канавок 13 (Фіг.2, 3, 4 і 5), при цьому глибина канавок 13 та лунок 14 менше товщини-Η металевої штаби 1. Для запобігання випадінню затверділої фарби з канавок 13 і лунок 14 їх виконують, наприклад, із замковими елементами 18 (Фіг.6). Декоративний рельєф формують шляхом механічної пластичної деформації ділянок поверхні 4 металевої штаби 1 за допомогою, наприклад, одного пресу 15 (Фіг.4). Однак при формуванні складного декоративного рельєфу установка 2 може містити декілька пресів, розташованих послідовно. Установка 2 включає, у разі необхідності засоби для нагрівання металевої штаби 1 перед кожною або тільки перед певною операцією пресування. Після операції пресування здійснюють операцію вирівнювання нерівностей 17 на поверхні 4 металевої штаби 1, які утворюються внаслідок механічної пластичної деформації, за допомогою пристрою 16. У цьому випадку операція вирівнювання нерівностей 17 дає можливість водночас сформувати і замкові елементи 18 (Фіг.5 і 6), які запобігають випадінню затверділої фарби декоративного рельєфу (зокрема канавок 13 і лунок 14). Однак у ряді випадків доцільно проводити самостійні операції з формування замкових елементів, наприклад, за допомогою калібрування кожного елементу декоративного рельєфу інструментом В більшого розміру, але який має таку ж саму форму, як і інструмент А, який використовується для формування даного елементу декоративного рельєфу (Фіг.13 і 14). Для запобігання випадінню затверділої фарби з елементів декоративного рельєфу можуть бути використані (окрім методів створення замкових елементів) також методи, що поліпшують адгезію фарби до матеріалу металевої штаби 1. Режими штампування вибирають, враховуючи відомі властивості металевої штаби 1, за стандартною методикою, яку використовують у галузі техніки, що стосується обробки металів тиском. Елементи декоративного рельєфу (канавки 13 і лунки 14) можуть бути сформовані за допомогою установки 2, реалізованої на базі лазерного технологічного обладнання, зокрема, пристрою 19 (Фіг.7), який містить послідовно розташовані джерела потужного лазерного випромінювання, сканувальний елемент (у напрямку, перпендикулярному площині креслення, тобто упоперек металевої штаби 1) та фокусувальний елемент (циліндрична лінза). Джерело потужного лазерного випромінювання та сканувальний елемент підключені до виходів блоку керування (не показаний), який забезпечує локальну імпульсну дію потужного лазерного випромінювання на поверхню 4 металевої штаби 1 відповідно до декоративного рельєфу, що формується. У цьому випадку можливо одержати декоративні елементи не тільки прямокутного, але й трапецеїдального розрізу (Фіг.7). Використання декоративних елементів трапецеїдального профілю запобігає випадінню з них затверділої фарби, що підвищує довговічність декоративного малюнку. Видалення частини матеріалу металевої штаби 1 при дії на її поверхню потужного лазерного випромінювання відбувається за рахунок закипання та викиду вверх розплавленого матеріалу з локальної ділянки поверхні 4. На металевих листах кінцевої довжини елементи декоративного рельєфу можуть бути сформовані шляхом використання хімічного протравлювача для матеріалу металевого листа. У цьому випадку на поверхні металевого листа наносять захисне покриття, в якому методом, наприклад, фотолітографії, створюють вікна у місцях майбутніх елементів декоративного рельєфу. Після цього на незахищені ділянки металевого листа діють протравлювачем (одним з суміші хімічних речовим, який є протравлювачами для даного матеріалу). Під дією протравлювача (протравлювачів) метал (у незахищених ділянках) розчиняється, в результаті чого утворюються на його поверхні лунки або канавки відповідно до форми вікон у захисному покритті. Далі захисне покриття видаляють з металевого листа, а потім він надходить до установки 3 для нанесення на декоративну поверхню шару 5 фарби. Після формування на поверхні металевої штаби 1 з заданим початковим профілем декоративного рельєфу на всю декоровану поверхню 4 металевої штаби 1 наносять шар 5 фарби. При цьому можуть бути використані рідкі фарби на основі різноманітних розчинників, пастоподібні фарби на основі клеючих речовин, а також сухі порошкоподібні фарби. Вибір фарб залежить головним чином від початкового профілю металевої штаби. Нанесення рідких і пастоподібних фарб здійснюється, наприклад, за допомогою пристрою 20 (Фіг.8). Фарбу розміщують у посудині, яка має у нижній частині випускний щілинний канал, по якому рідка фарба самопливом надходить на поверхню 4 металевої штаби. За допомогою датчика рівня рідкої фарби і керованого вентиля забезпечують підтримування заданого рівня фарби у посудині. В результаті забезпечується постійність товщини шару 5 фарби, що наноситься. Товщина шару 5 фарби не повинна перевищувати максимальної глибини елементів (канавок 13 і/або лунок 14) декоративного рельєфу. Оптимальна товщина шару 5 фарби має складати 0,5-0,9 максимальної глибини елементів декоративного рельєфу. При товщині шару 5 фарби менше нижньої границі не забезпечується повне заповнення фарбою всіх елементів декоративного рельєфу. При товщині шару 5 фарби більше верхньої границі збільшується кількість зайвої фарби, а отже економічність способу зменшується. Вищезазначене справедливе як для фарб на основі порошків, розведених у клейовому розчині (пастоподібних фарб), так і для сухих порошкових фарб. Пристрій 20 може буде використаний і при нанесенні на поверхню 4 пастоподібних фарб. Як зазначалось вище, для нанесення рідких фарб можуть бути використані різноманітні пристрої, у томи числі і розпилювальні. Вибір з числа відомих того чи іншого пристрою для нанесення шару 5 фарби визначається конкретними вимогами, що висуваються до готової продукції, інакше кажучи, ці ознаки не відносяться до числа суттєвих з точки зору досягнення очікуваного технічного результату. При використанні сухих порошкових фарб може бути використаний пристрій, показаний на Фіг.9. Фарба з контейнера 21 крізь щілинний нижній отвір надходить на поверхню 4 металевої штаби. Після цього здійснюють ущільнення шару 5 порошкової фарби у напрямку, перпендикулярному поверхні металевої штаби 1, за допомогою пристрою 22, виконаного у вигляді коливного у вертикальному напрямку трамбуючого елементу з пружно-деформованого матеріалу, наприклад, гуми. В результаті поліпшуються виконання елементівдекоративного рельєфу порошковою фарбою. Після цього здійснюють повне видалення незатверділої фарби з ділянок 4, поверхні 4 металевої штаби 1, що має початковий профіль (інакше кажучи з ділянок поверхні, розташованих між елементами декоративного рельєфу). Для цього використовуються скребки різноманітної конструкції. Зокрема, може бути використаний скребок 23, показаний на Фіг.10, форма якого у напрямку, перпендикулярному площині креслення, повторює профіль поверхні 4 металевої штаби 1. Зайва фарба стікає (у випадку рідкої фарби) по торцю металевої штаби у лоток 24, звідки за допомогою насоса (не показаний) подається назад в установку 3 для повторного використання. На Фіг.1 показаний варіант здійснення повернення фарби до лінії подачі фарби в установку 3. Для видалення надлишків порошкової фарби доцільно використовувати скребок 25, зображений на Фіг.11 і оснащений пневмотранспортером 26. Надлишок порошкової фарби потоком повітря подають по пневмотранспортеру в циклон (не показаний на кресленні), де відбувається його сепарація. Після цього відсепарована порошкова фарба повертається в установку 3. Доцільно використовувати пристрій, показаний на Фіг.12, як засіб для ущільнення шару порошкової фарби. Елемент 27 з пружно-деформованого матеріалу за допомогою пружини 29 притискується до поверхні 4 металевої штаби 1. В результаті порошкова фарба з одного боку вдавлюється у середину декоративного рельєфу (заповнює їх об'єм), а з іншого боку видаляє порошкову фарбу з елементів 4' поверхні 4 (тобто з ділянок поверхні 4, розташованих між елементами декоративного рельєфу). Інакше кажучи, пристрій, показаний на Фіг.12, забезпечує виконання двох операцій способу, а саме: операції ущільнення шару порошкової фарби і операції видалення її з ділянок поверхні металевої штаби 1, що мають початковий профіль. В залежності від товщини шару 5 фарби в результаті описаної вище операції одночасно видаляються і залишки фарби з ділянок поверхні металевої штаби 1, відповідні елементам декоративного рельєфу. В результаті незатверділа фарба на ділянках поверхні 4, що відповідають елементам декоративного рельєфу, розташована врівень з ділянками 4'. Після цього здійснюють операцію, що забезпечує твердіння фарби, яка заповнює об'єм елементів декоративного рельєфу. За допомогою засобів 7 здійснюють або термосушіння рідкої фарби, або спікання при відповідній температурі порошкової фарби, або самотвердіння порошку фарби, розведеного у клейовому розчині (полімеризація). При цьому використовуються ті режимні параметри, які рекомендовані виробниками фарби, що використовують при здійсненні запропонованого способу декоративної обробки металів. Потім здійснюють (у разі необхідності забезпечення потрібних параметрів готового виробу) полірування ділянок 4' поверхні 4 металевої штаби 1, різання металевої штаби 1 на листи 10 потрібної кінцевої довжини з подальшим укладенням та пакуванням листів 10 на ділянці 11, наприклад, у купки для відправлення споживачу. Запропонований спосіб декоративної обробки металів може бути використаний у промисловості для одержання декоративно-художніх зображень на облицювальних металевих листах, переважно з нержавіючої сталі. Спосіб дає можливість при високій продуктивності забезпечити одержання високоякісних облицювальних металевих листів, при цьому вимагається дотримання тільки відомих технологічних параметрів, зумовлених властивостями металу і фарби, які використовуються.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of decorative metal working
Назва патенту російськоюСпособ декоративной обработки металлов
Автори російськоюЛЮБОМИРСКИЙ Андрей Виленович
МПК / Мітки
МПК: B44C 1/22
Мітки: декоративної, спосіб, обробки, металів
Код посилання
<a href="https://ua.patents.su/7-78614-sposib-dekorativno-obrobki-metaliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб декоративної обробки металів</a>
Спосіб декоративної обробки карбонатного каменю
Номер патенту: 18830
Опубліковано: 25.12.1997
Автори: Вайданич Василь Георгійович, Фірцак Юрій Юрійович, Куценко Ярослав Павлович
МПК: C04B 41/53
Мітки: каменю, декоративної, обробки, спосіб, карбонатного
Формула / Реферат:
Способ декоративной обработки карбонатного камня, включающий нанесение на поверхность по заданному рисунку кислотостойкой эмали, обработку кислотой, смывание последней водой растворение соответствующим растворителем эмали, отличающийся тем, что после растворения эмали поверхность камня с полученным рельефом смывают последовательно 10%-ным раствором стирального синтетического порошка "Универсальный - М" и дистиллированной водой.
Спосіб декоративної обробки виробів з деревних матеріалів
Номер патенту: 4421
Опубліковано: 27.12.1994
Автори: Фрідлянд Михайло Ізраілевич, Прудников Петро Герасимович, Гордіенко Володимир Васильович
Мітки: матеріалів, спосіб, обробки, деревних, виробів, декоративної
Формула / Реферат:
1. Способ декоративной обработки изделий из древесных материалов, заключающийся в ступенчатой горячей напрессовке термостойкой плен-ки на поверхность изделия и ее последующем удалении, отличающийся тем, что, с целью повышения качества обработки, на поверхность изделия предварительно наклеивают декоративную пленку с последующим наложением на нее термостойкой пленки для их совместной напрессовки, при этом после удаления термостойкой пленки...
Спосіб одержання декоративної деталі
Номер патенту: 17491
Опубліковано: 15.09.2006
Автор: Якубовський Олег Іванович
Мітки: деталі, спосіб, декоративної, одержання
Формула / Реферат:
1. Спосіб одержання декоративної деталі, що включає нанесення на металеву основу, що містить проміжний нікелевмісний шар, декоративного шару з благородного металу чи його сплаву, який відрізняється тим, що як основу використовують відпрацьовану або оброблену під відпрацьовану сталеву кінську підкову, очищену від іржі, на всю поверхню якої наносять проміжний нікелевий або нікелевмісний шар, і на нього наносять декоративний шар з благородного...
Спосіб декоративної обробки будівельних конструкцій
Номер патенту: 10023
Опубліковано: 30.09.1996
Автори: Круглов Генадій Олександрович, Тупіконь Сергій Сергійович, Кошур Микола Хрисанович
МПК: E04F 21/02, E04C 2/02
Мітки: конструкцій, спосіб, будівельних, обробки, декоративної
Формула / Реферат:
1. Способ декоративной отделки строительных конструкций, предусматривающий подготовку поверхности и поочередное нанесение на нее грунта, подготовительного слоя и мелкозернистого материала, отличающийся тем, что в качестве мелкозернистого материала используют свето-прозрачные гладкие полимерные шарики диаметром не более 3 мм, при этом их наносят сплошным слоем, сушат и дополнительно наносят декоративный раствор с последующей затиркой его в...
Спосіб декоративної обробки скла під кристал
Номер патенту: 63048
Опубліковано: 15.01.2004
Автор: Пронін Ігорь Владіміровіч
МПК: C03C 17/02
Мітки: кристал, скла, обробки, спосіб, декоративної
Формула / Реферат:
Спосіб декоративної обробки скла під кристал, що включає обробку скла попередньо підготовленими розчинами з наступним сушінням, який відрізняється тим, що як розчин використовують суміш 4 % розчину альгінату натрію і столярного клею, до якого додають 6 % по вазі галунів, суміш підігрівають до 30 - 35 °С і наносять на поверхню оброблюваного скла, через 30 - 40 хвилин процес нанесення розчину повторюють, після чого виріб залишають на одну добу...
Попередній патент: Спосіб одержання 3-(метилтіо)пропаналю та спосіб одержання 2-гідрокси-4-(метилтіо)бутаннітрилу
Наступний патент: Спосіб зміцнення грунту в основі будівлі або споруди
Випадковий патент: Замок для внутрішніх дверей