Ножиці для різання листового прокату
Номер патенту: 79544
Опубліковано: 25.04.2013
Автори: Резников Віктор Іванович, Попік Вадим Геннадійович, Грехов Андрій Георгійович, Суков Геннадій Сергійович, Кирпичніков Сергій Петрович, Калашников Андрій Анатолійович, Тіунов Володимир Миколайович, Шаповалов Володимир Анатолійович, Царьов Андрій Володимирович
Формула / Реферат
Ножиці для різання листового прокату, що містять станину із закріпленим на ній нерухомим ножем і ножовою балкою з верхнім рухомим ножем, яка перекочується по нижньому ножу завдяки одному або двом приводним кривошипним валам, а також механізм регулювання горизонтального зазору між ножами, виконаний у вигляді вертикальних клинових напрямних, установлених попарно з кожної сторони ножової балки з можливістю переміщення у вертикальному напрямку та взаємодії з боковими поверхнями ножової балки, які відрізняються тим, що кожна пара клинових напрямних обладнана індивідуальним приводом та пристроєм для контролю положення клинових напрямних, при цьому ножиці оснащені автоматизованою системою керування для синхронізації роботи пар клинових напрямних.
Текст
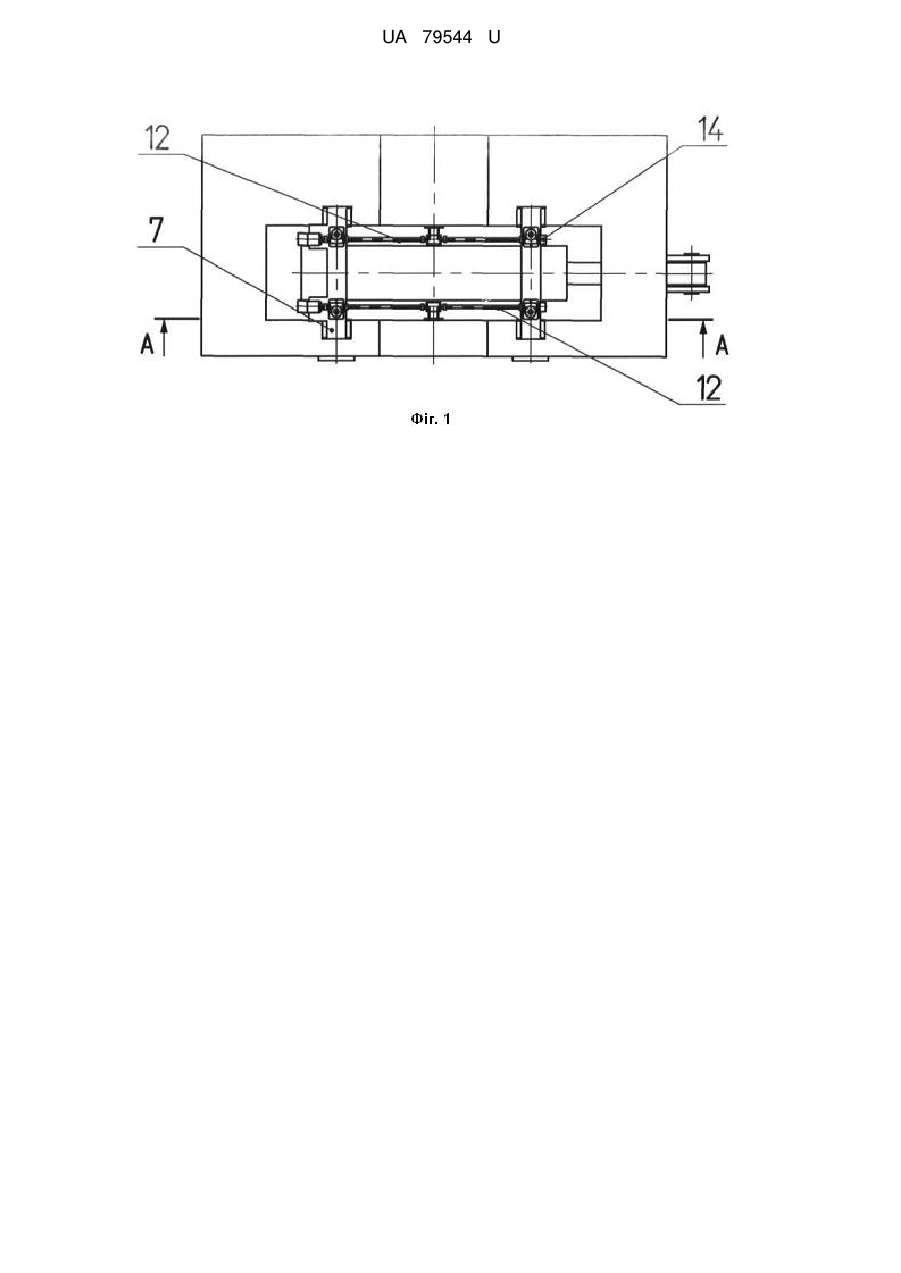
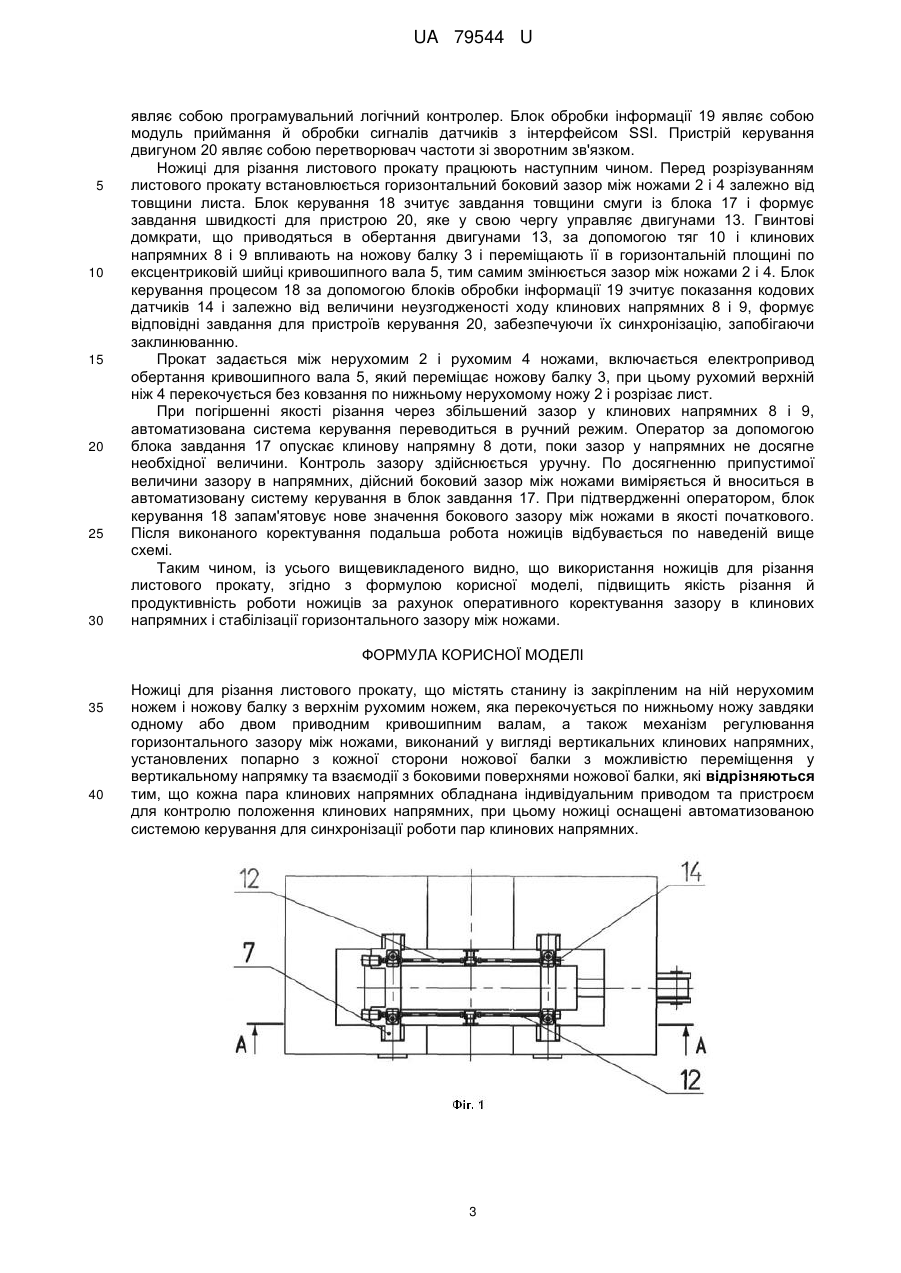
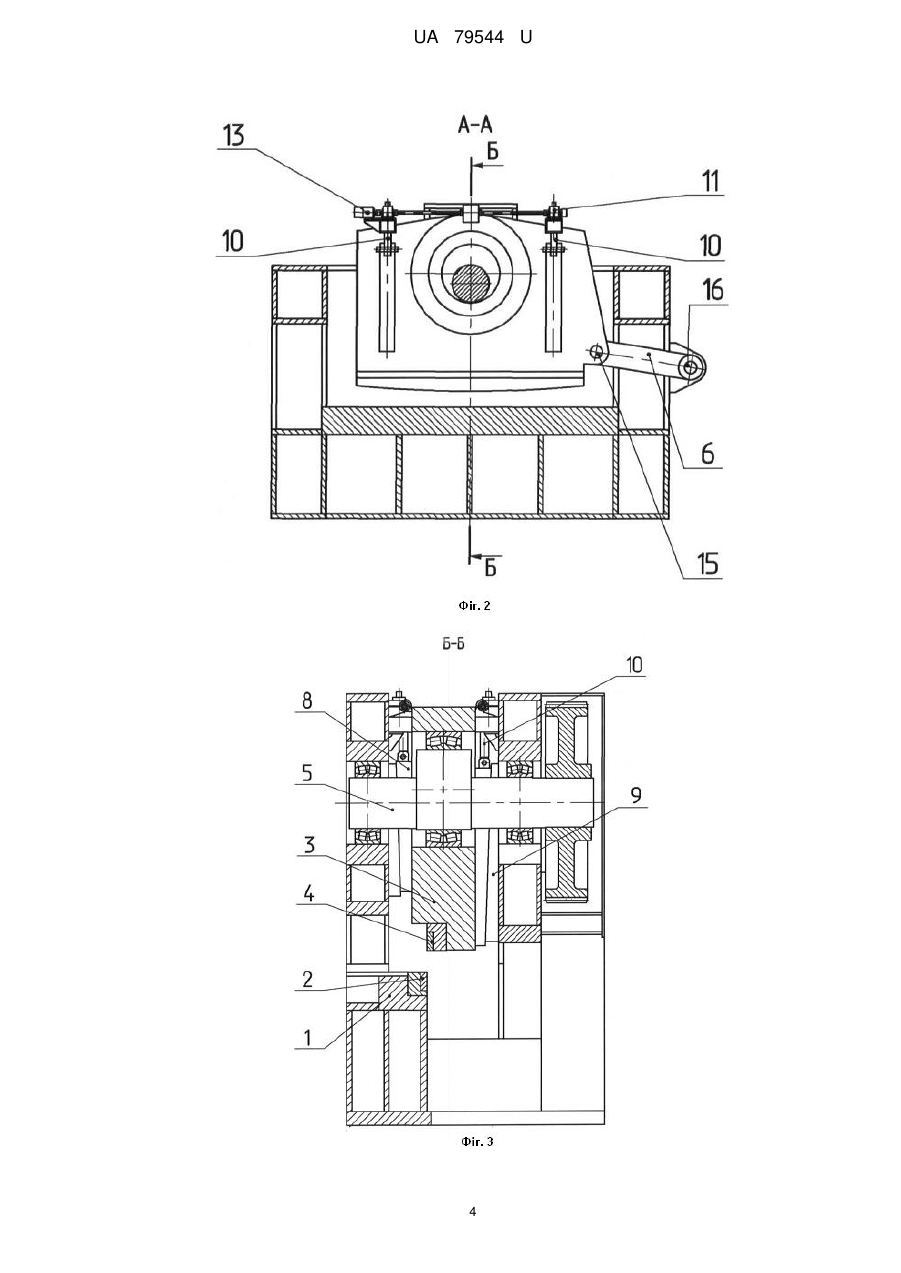
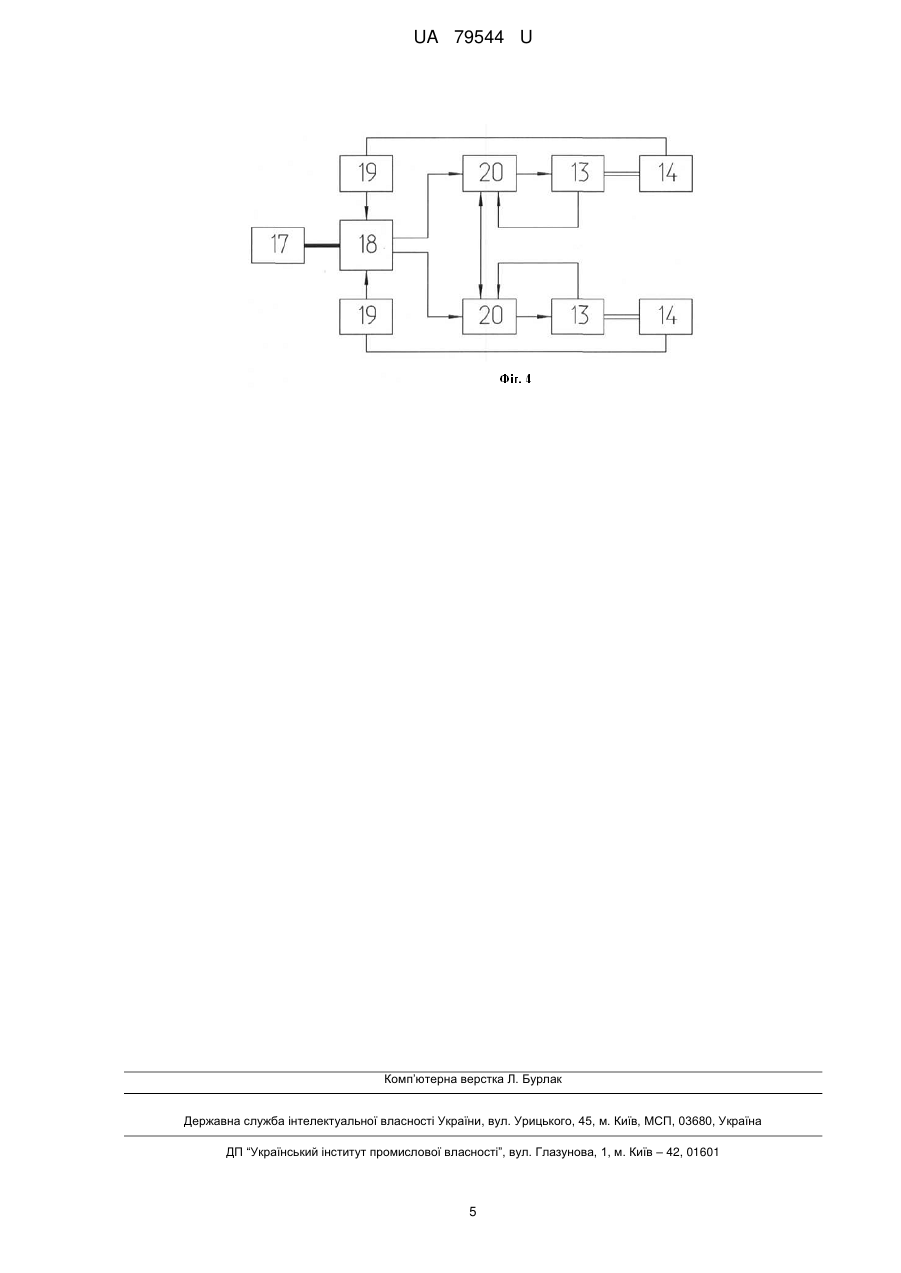
Реферат: Ножиці для різання листового прокату містять станину із закріпленим на ній нерухомим ножем і ножову балку з верхнім рухомим ножем, яка перекочується по нижньому ножу завдяки одному або двом приводним кривошипним валам, а також механізм регулювання горизонтального зазору між ножами, виконаний у вигляді вертикальних клинових напрямних, установлених попарно з кожної сторони ножової балки з можливістю переміщення у вертикальному напрямку та взаємодії з боковими поверхнями ножової балки, причому кожна пара клинових напрямних обладнана індивідуальним приводом та пристроєм для контролю положення клинових напрямних, при цьому ножиці оснащені автоматизованою системою керування для синхронізації роботи пар клинових напрямних. UA 79544 U (12) UA 79544 U UA 79544 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель, що заявляється, належить до прокатного виробництва, а саме до ножиців для різання листового прокату, і може бути використана в лініях різання прокатних станів, а також у заготівельних цехах машинобудівних заводів. Відомі ножиці для різання листового прокату, що містять станину із установленими в ній двома приводними кривошипними валами, зв'язаними шатунами з ножовою балкою, на якій установлений рухомий ніж, профіль якого уявляє собою дугу кола, що має можливість котиться без ковзання по горизонтальному нижньому ножу, закріпленому на станині (Королев А.А. "Конструкция и расчет машин и механизмов прокатных станов". - М.: Металлургия, 1985. - С. 235-238). Відомі також ножиці з одним приводним кривошипним валом, які працюють за принципом "верхній ніж перекочується по нижньому ножу" (патент SU758637, МПК B23D 15/06). Ножиці мають більш просту кінематику і менші габарити та вагу. Ножиці для різання листового матеріалу містять нерухомий ніж, закріплений на станині й рухомий ніж, розташований на ножовій балці, яка з'єднана віссю з коромислом і встановлена на приводному кривошипному валу, що розташований перпендикулярно ножовій балці. Кривошипний вал розміщений у середній частині ножової балки, а коромисло шарнірно з'єднане зі станиною. Рухомий ніж виконаний з радіусною ріжучою крайкою й при обертанні кривошипного вала перекочується по нижньому ножу, таким чином здійснюється розрізання листового прокату. Недоліком відомих ножиців для різання листового матеріалу є неможливість регулювання горизонтального зазору між ножами, що приводить до зношування верхнього рухомого ножа в результаті тертя, яке виникає в контакті між крайкою листа і робочими поверхнями ножа, під час різання листового прокату різної товщини. Цей недолік виключається в ножицях для різання листового матеріалу (RU58969, B23D 15/06), які вибрані за прототип. Ножиці містять нижній нерухомий ніж, закріплений у станині, і верхній рухомий ніж, закріплений у ножовій балці, змонтованої на ексцентриковій шийці приводного кривошипного вала, яка з'єднана шарнірно коромислом зі станиною. Ножиці мають механізм регулювання горизонтального зазору між ножами, виконаний у вигляді вертикальних клинових напрямних, установлених попарно з кожної сторони ножової балки з можливістю переміщення у вертикальному напрямку й взаємодії з боковими площинами ножової балки, при цьому кожна пара клинових напрямних з'єднана тягами із двоплечими важелями, плечі яких з однієї сторони взаємодіють із редукторними приводами, установленими на станині, а осі хитання двоплечих важелів паралельні нижньому нерухомому ножу й співвісні між собою. У процесі роботи ножиців відбувається зношення клинових напрямних, що приводить до збільшення горизонтального зазору між ножами. Крім цього горизонтальний зазор між ножами збільшується за рахунок повороту ножової балки на сферичному підшипнику в збільшених зазорах напрямних. Збільшений горизонтальний зазор між ножами приводить до збільшення задирок на крайках листа, відповідно знижується якість різання. Конструкція механізму регулювання горизонтального зазору між ножами має істотний недолік, а саме: для приведення зазору в клинових напрямних у норму необхідно розфіксувати місце з'єднання тяг із двоплечими важелями, відкоригувати довжину тяг і зафіксувати місце з'єднання тяг із двоплечими важелями. Такі операції по ремонту трудомісткі й вимагають додаткового часу на обслуговування встаткування. В основу корисної моделі поставлена задача підвищення якості різання при одночасному підвищенні продуктивності роботи ножиців. Поставлена задача вирішується за рахунок технічного результату, який полягає в оперативному коректуванні зазору в клинових напрямних і стабілізації горизонтального зазору між ножами, а також у зниженні часу на корегування зазору в клинових напрямних. Для досягнення зазначеного технічного результату в ножицях для різання листового прокату, що містять станину із закріпленим на ній нерухомим ножем і ножовою балкою з верхнім рухомим ножем, яка перекочується по нижньому ножу завдяки одному або двом приводним кривошипним валам, а також механізм регулювання горизонтального зазору між ножами, виконаний у вигляді вертикальних клинових напрямних, установлених попарно з кожної сторони ножової балки з можливістю переміщення у вертикальному напрямку та взаємодії з боковими поверхнями ножової балки, відповідно до корисної моделі, кожна пара клинових напрямних обладнана індивідуальним приводом та пристроєм для контролю положення клинових напрямних, при цьому ножиці постачені автоматизованою системою керування для синхронізації роботи пар клинових напрямних. У результаті порівняльного аналізу ножиців для різання прокату, які заявляються, із прототипом установлено, що вони мають наступні загальні ознаки: - станина із закріпленим на ній нерухомим ножем; 1 UA 79544 U 5 10 15 20 25 30 35 40 45 50 55 60 - ножова балка з верхнім рухомим ножем, яка перекочується по нижньому ножу завдяки одному або двом приводним кривошипним валам; - механізм регулювання горизонтального зазору між ножами, виконаний у вигляді вертикальних клинових напрямних, установлених попарно з кожної сторони ножової балки з можливістю переміщення у вертикальному напрямку та взаємодії з боковими поверхнями ножової балки; і відмітні ознаки: - оснащення кожної пари клинових напрямних індивідуальним приводом та пристроєм для контролю положення клинових напрямних; - оснащення автоматизованою системою керування для синхронізації роботи пар клинових напрямних. Таким чином, запропоновані ножиці для різання металу мають нове конструктивне виконання вузлів і деталей, нові зв'язки вузлів і деталей, а також нове розміщення їх відносно один одного. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом полягає у такому. Завдяки тому, що кожна пара клинових напрямних оснащена індивідуальним приводом і пристроєм для контролю положення клинових напрямних, при цьому ножиці оснащені автоматизованою системою керування (АСК) для синхронізації роботи пари клинових напрямних, стало можливим при різанні прокату будь-якої товщини оперативно, з пульта керування оператора робити необхідну зміну горизонтального зазору між ножами, а при зношуванні клинових напрямних швидко виконувати коректування зазорів у цих напрямних також з пульта керування оператора без трудомісткого розбирання й складання вузлів ножиців. Виключення з вищевказаної сукупності відмітних ознак хоча б однієї з них не забезпечує досягнення технічного результату. Технічне рішення, яке заявляється, невідомо з рівня техніки й тому воно є новим. Технічне рішення, яке заявляється, промислово застосовано, тому що його технологічне й технічне виконання не представляє труднощів. По цьому технічному рішенню виконані робочі проекти ножиців ділильних і ножиців поперечного різання для стану 2800 ВАТ "Ашинський металургійний завод" (Росія). Таким чином технічному рішенню, що заявляється, може представлятися правова охорона, тому що воно є новим і промислово застосовано, тобто відповідає критеріям корисної моделі. Суть корисної моделі пояснюється кресленнями, на яких зображені: фіг. 1 - ножиці для різання листового прокату (вид зверху); фіг. 2 - розріз А-А на фіг. 1; фіг. 3 - розріз Б-Б на фіг. 2; фіг.4 - структурна схема автоматизованої системи керування. На кресленнях для прикладу показане застосування корисної моделі для ножиців з одним приводним кривошипним валом, аналогічно можна застосовувати корисну модель і для ножиців із двома приводними кривошипними валами. Ножиці для різання листового матеріалу складаються зі станини 1, на якій закріплений нерухомий ніж 2, ножової балки 3 з рухомим ножем 4, кривошипного вала 5, коромисла 6 (фіг. 1, 2). У ножицях механізм 7 регулювання горизонтального зазору між ножами 2 і 4 виконаний у вигляді вертикальних клинових напрямних 8 (розташованих перед ножовою балкою) і 9 (розташованих за ножовою балкою), які встановлені попарно з кожної сторони ножової балки 3 (фіг. 3). Клинові напрямні 8 і 9 установлені з можливістю переміщення у вертикальному напрямку й взаємодії з боковими площинами ножової балки 3. Клинові напрямні 8 і 9 з'єднані тягами 10 із гвинтовими домкратами 11, швидкохідні кінці яких з однієї сторони з'єднані попарно проміжним валом 12, а з іншого з електродвигунами 13 або кодовими датчиками 14. Для контролю положення клинових напрямних 8 і 9 можливо замість кодових датчиків 14 застосування датчиків лінійного переміщення, зв'язаних безпосередньо із клиновими напрямними. Ножова балка 3 ножиців з'єднана з коромислом 6 віссю 15, а коромисло 6 з'єднано зі станиною 1 шарніром 16. Ножова балка 3 установлена на ексцентриковій шийці кривошипного вала 5 з можливістю переміщення уздовж осі кривошипного вала 5 клиновими напрямними 8 і 9. Кривошипний вал 5 з'єднаний з електроприводом (на кресленні не показаний). Для синхронізації роботи пари клинових напрямних 8 і 9 задіяна автоматизована система керування (АСК) (фіг. 4), яка включає наступні елементи: блок завдання 17, блок керування процесом 18, блок обробки інформації 19, пристрій керування двигуном 20. Блок завдання 17 являє собою наприклад систему людино-машинного інтерфейсу. Блок керування процесом 18 2 UA 79544 U 5 10 15 20 25 30 являє собою програмувальний логічний контролер. Блок обробки інформації 19 являє собою модуль приймання й обробки сигналів датчиків з інтерфейсом SSI. Пристрій керування двигуном 20 являє собою перетворювач частоти зі зворотним зв'язком. Ножиці для різання листового прокату працюють наступним чином. Перед розрізуванням листового прокату встановлюється горизонтальний боковий зазор між ножами 2 і 4 залежно від товщини листа. Блок керування 18 зчитує завдання товщини смуги із блока 17 і формує завдання швидкості для пристрою 20, яке у свою чергу управляє двигунами 13. Гвинтові домкрати, що приводяться в обертання двигунами 13, за допомогою тяг 10 і клинових напрямних 8 і 9 впливають на ножову балку 3 і переміщають її в горизонтальній площині по ексцентриковій шийці кривошипного вала 5, тим самим змінюється зазор між ножами 2 і 4. Блок керування процесом 18 за допомогою блоків обробки інформації 19 зчитує показання кодових датчиків 14 і залежно від величини неузгодженості ходу клинових напрямних 8 і 9, формує відповідні завдання для пристроїв керування 20, забезпечуючи їх синхронізацію, запобігаючи заклинюванню. Прокат задається між нерухомим 2 і рухомим 4 ножами, включається електропривод обертання кривошипного вала 5, який переміщає ножову балку 3, при цьому рухомий верхній ніж 4 перекочується без ковзання по нижньому нерухомому ножу 2 і розрізає лист. При погіршенні якості різання через збільшений зазор у клинових напрямних 8 і 9, автоматизована система керування переводиться в ручний режим. Оператор за допомогою блока завдання 17 опускає клинову напрямну 8 доти, поки зазор у напрямних не досягне необхідної величини. Контроль зазору здійснюється уручну. По досягненню припустимої величини зазору в напрямних, дійсний боковий зазор між ножами виміряється й вноситься в автоматизовану систему керування в блок завдання 17. При підтвердженні оператором, блок керування 18 запам'ятовує нове значення бокового зазору між ножами в якості початкового. Після виконаного коректування подальша робота ножиців відбувається по наведеній вище схемі. Таким чином, із усього вищевикладеного видно, що використання ножиців для різання листового прокату, згідно з формулою корисної моделі, підвищить якість різання й продуктивність роботи ножиців за рахунок оперативного коректування зазору в клинових напрямних і стабілізації горизонтального зазору між ножами. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 Ножиці для різання листового прокату, що містять станину із закріпленим на ній нерухомим ножем і ножову балку з верхнім рухомим ножем, яка перекочується по нижньому ножу завдяки одному або двом приводним кривошипним валам, а також механізм регулювання горизонтального зазору між ножами, виконаний у вигляді вертикальних клинових напрямних, установлених попарно з кожної сторони ножової балки з можливістю переміщення у вертикальному напрямку та взаємодії з боковими поверхнями ножової балки, які відрізняються тим, що кожна пара клинових напрямних обладнана індивідуальним приводом та пристроєм для контролю положення клинових напрямних, при цьому ножиці оснащені автоматизованою системою керування для синхронізації роботи пар клинових напрямних. 3 UA 79544 U 4 UA 79544 U Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюShears for cutting sheet metal
Автори англійськоюSukov Hennadii Serhiiovych, Tiunov Volodymyr Mykolaiovych, Kalashnykov Andrii Anatoliiovych, Reznykov Viktor Ivanovych, Popik Vadym Hennadiiovych, Kyrpychnikov Serhii Petrovych, Tsariov Andrii Volodymyrovych, Hrekhov Andrii Heorhiiovych, Shapovalov Volodymyr Anatoliiovych
Назва патенту російськоюНожницы для резки листового проката
Автори російськоюСуков Геннадий Сергеевич, Тиунов Владимир Николаевич, Калашников Андрей Анатольевич, Резников Виктор Иванович, Попик Вадим Геннадьевич, Кирпичников Сергей Петрович, Царев Андрей Владимирович, Грехов Андрей Георгиевич, Шаповалов Владимир Анатольевич
МПК / Мітки
МПК: B23D 15/00
Мітки: прокату, ножиці, листового, різання
Код посилання
<a href="https://ua.patents.su/7-79544-nozhici-dlya-rizannya-listovogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Ножиці для різання листового прокату</a>
Ножиці з нижнім різом для різання листового прокату
Номер патенту: 69465
Опубліковано: 25.04.2012
Автори: Бортник Валерій Вікторович, Барабаш Андрій Володимирович, Калашников Андрій Анатолійович, Семенюк Олександр Вікторович, Царьов Андрій Володимирович
МПК: B23D 33/00, B23D 15/00
Мітки: листового, різання, прокату, нижнім, ножиці, різом
Формула / Реферат:
Ножиці з нижнім різом для різання листового прокату, що містять станину з верхнім нерухомим ножем, рухливий супорт із нижнім ножем, привод переміщення супорта, а також притискач, розташований перед верхнім ножем з боку подачі прокату та пружно зв'язаний зі станиною за допомогою пружини, які відрізняються тим, що вони оснащені напрямною вхідною проводкою, стаціонарна частина якої виконана у вигляді жорстко закріпленої до станини зрізаної...
Ножиці для різання листового прокату
Номер патенту: 74890
Опубліковано: 12.11.2012
Автори: Царьов Андрій Володимирович, Калашников Андрій Анатолійович, Кисельов Олександр Григорович, Тунік Олександр Олексійович, Резников Віктор Іванович, Суков Генадій Сергійович, Кирпичніков Сергій Петрович, Вольвач Олександр Євгенійович
МПК: B23D 15/00
Мітки: листового, ножиці, різання, прокату
Формула / Реферат:
Ножиці для різання листового прокату, що містять станину із закріпленим на ній нерухливим ножем і ножовою балкою з верхнім рухливим ножем, установлену на приводному кривошипному валу й шарнірно з'єднану зі станиною за допомогою коромисла, які відрізняються тим, що профіль ріжучої крайки рухливого ножа обкреслений плавною кривою, описаною степеневою функцією 5-го порядку по формулі:у=а5 x 5+а4 x4+а3 x 3+а2 x 2+а1x+а0, де х та у...
Ножиці гідравлічні для різання штабового прокату
Номер патенту: 37358
Опубліковано: 25.11.2008
Автори: Чижик Володимир Васильович, Козлов Павло Миколайович, Калашников Андрій Анатолійович, Кирпичніков Сергій Петрович, Багнов Валентин Петрович
МПК: B23D 15/00
Мітки: гідравлічні, прокату, штабового, ножиці, різання
Формула / Реферат:
Ножиці гідравлічні для різання штабового прокату, що містять станину у вигляді скріплених за допомогою нижньої і верхньої траверс стояків з пазами, у яких розміщені напрямні, які контактують з повзуном, оснащеним ножем і взаємодіючим з гідроприводом його вертикального зворотно-поступального переміщення, що включає робочі і допоміжні гідроциліндри, які відрізняються тим, що вони оснащені двома парами додаткових гідроциліндрів, розміщених на...
Ножиці для різання листового матеріалу
Номер патенту: 6748
Опубліковано: 16.05.2005
Автори: Білобров Юрій Миколайович, Вольвач Олександр Євгенійович, Кузнєцов Михайло Михайлович, Калашников Андрій Анатолійович, Бахтін Дмитро Євгенович, Тунік Олександр Олексійович
МПК: B23D 15/00
Мітки: ножиці, матеріалу, листового, різання
Формула / Реферат:
1. Ножиці для різання листового матеріалу, що містять станину з опорною балкою і встановлені на цій станині нерухомий ніж з прямолінійною різальною крайкою і рухомий ніж з дугоподібною різальною крайкою, що взаємодіє з вільно встановленим на верхній поверхні цього ножа котком, які відрізняються тим, що вони оснащені розташованим на опорній балці мотор-редуктором з привідними зубчастими колесами і каретками, зв'язаними з котком, причому...
Ножиці для різання листового матеріалу
Номер патенту: 63430
Опубліковано: 15.01.2004
Автори: Білобров Юрій Миколайович, Тунік Олександр Олексійович, Шмуліч Владислав Леонідович, Вольвач Олександр Євгенійович, Бахтін Дмитро Євгенович, Кузнєцов Михайло Михайлович
МПК: B23D 15/00
Мітки: листового, матеріалу, різання, ножиці
Формула / Реферат:
Ножиці для різання листового матеріалу, що містять станину з опорною балкою і встановленими на цій станині нерухомим ножем із прямолінійною різальною крайкою і рухомим ножем з дугоподібною різальною крайкою, що взаємодіє з механізмом його котіння, які відрізняються тим, що механізм котіння рухомого ножа виконаний у вигляді вільно встановлених на верхній поверхні цього ножа трьох котків різного діаметра, які оснащені з обох боків співвісними...
Попередній патент: Відмовостійка система з аналізом ресурсу
Наступний патент: Спосіб передачі інформації
Випадковий патент: Hакоhечhик для утвореhhя свердловиh у груhті