Спосіб виготовлення шнека з еластичною гвинтовою поверхнею
Номер патенту: 80414
Опубліковано: 27.05.2013
Автори: Гевко Роман Богданович, Пилипець Михайло Ількович, Залуцький Сергій Зіновійович

Формула / Реферат
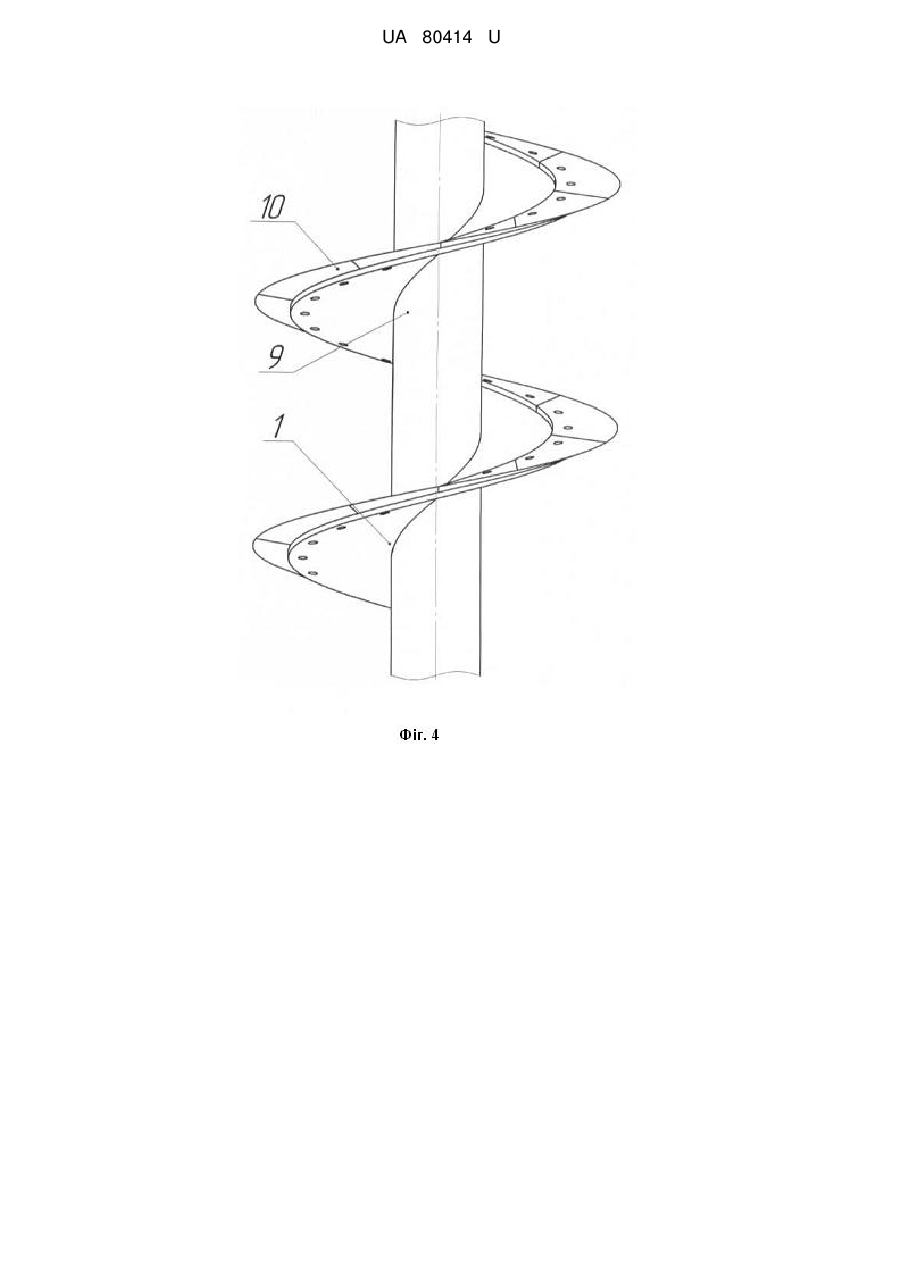
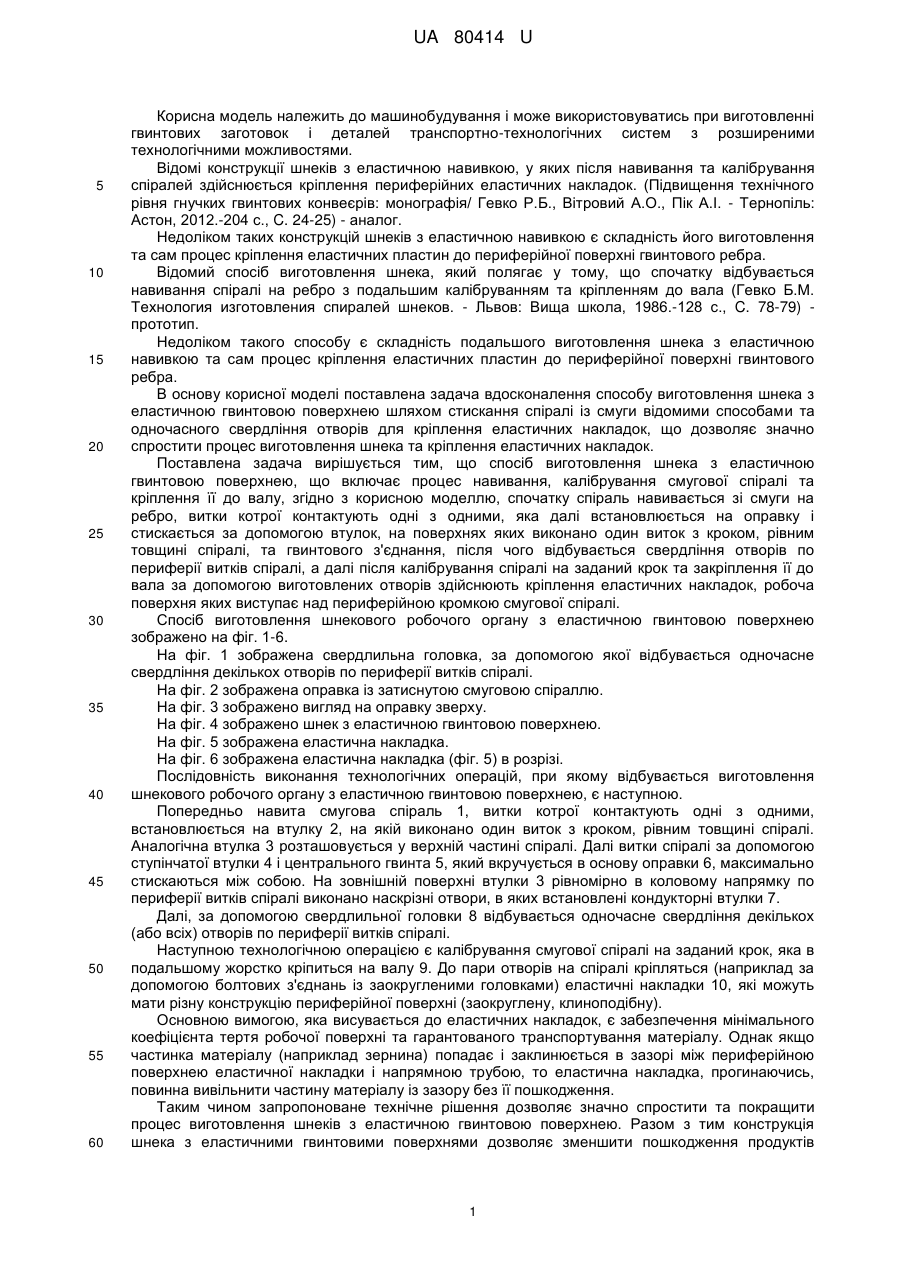
Спосіб виготовлення шнека з еластичною гвинтовою поверхнею, що включає процес навивання, калібрування смугової спіралі та кріплення її до вала, який відрізняється тим, що спочатку спіраль навивається зі смуги на ребро, витки котрої контактують одні з одними, яка далі встановлюється на оправку і стискається за допомогою втулок, на поверхнях яких виконано один виток з кроком, рівним товщині спіралі, та гвинтового з'єднання, після чого відбувається свердління отворів по периферії витків спіралі, а далі після калібрування спіралі на заданий крок та закріплення її до вала за допомогою виготовлених отворів здійснюють кріплення еластичних накладок, робоча поверхня яких виступає над периферійною кромкою смугової спіралі.
Текст
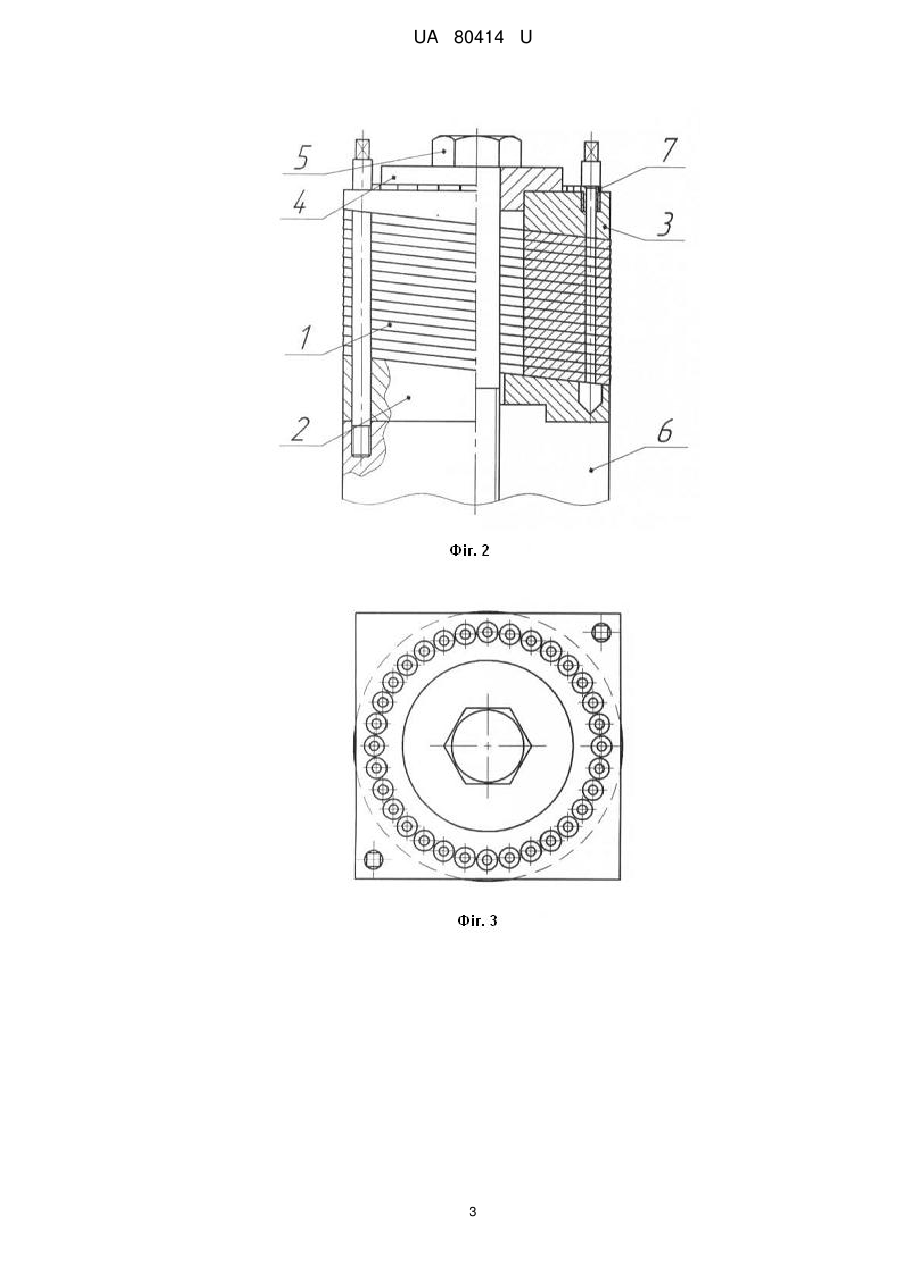
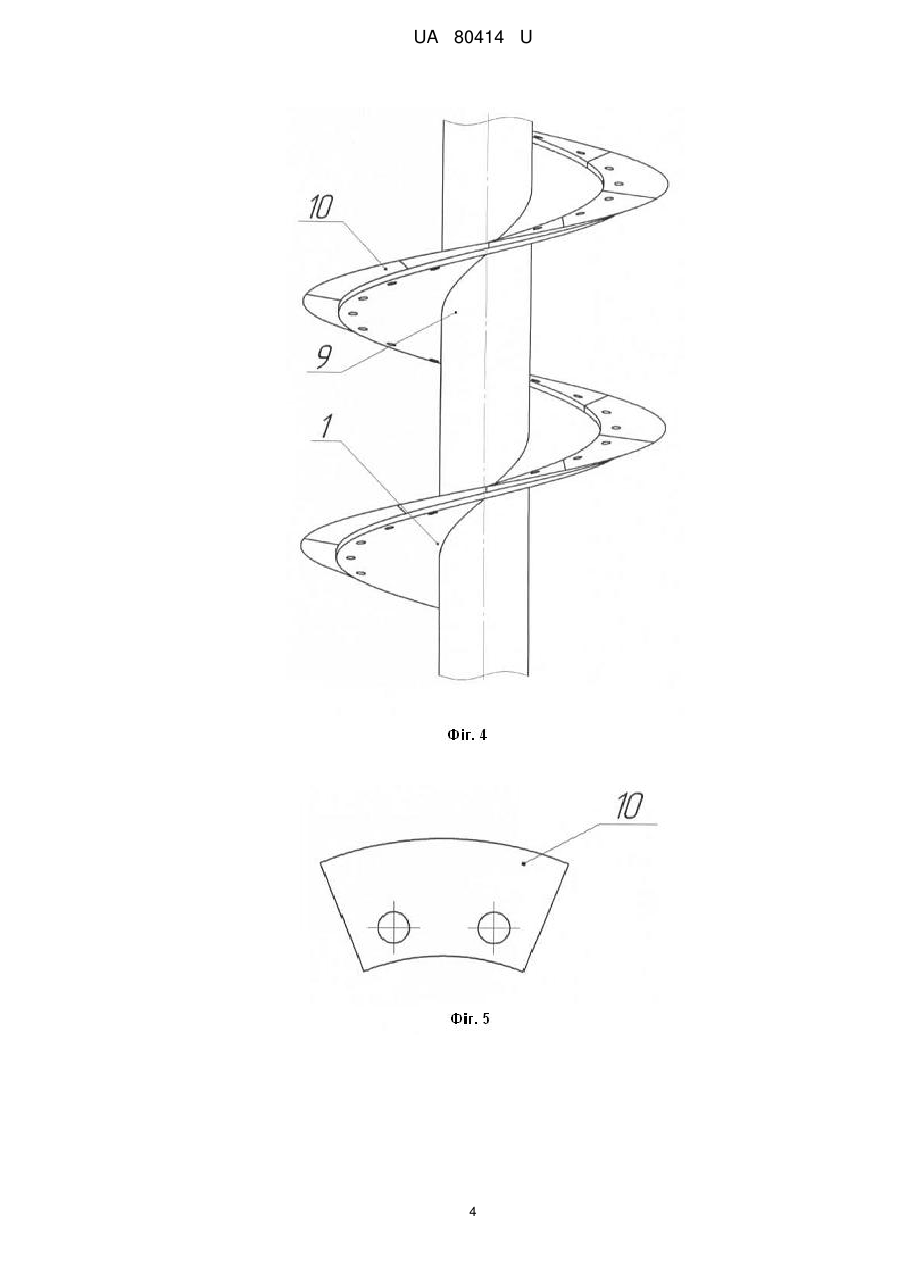
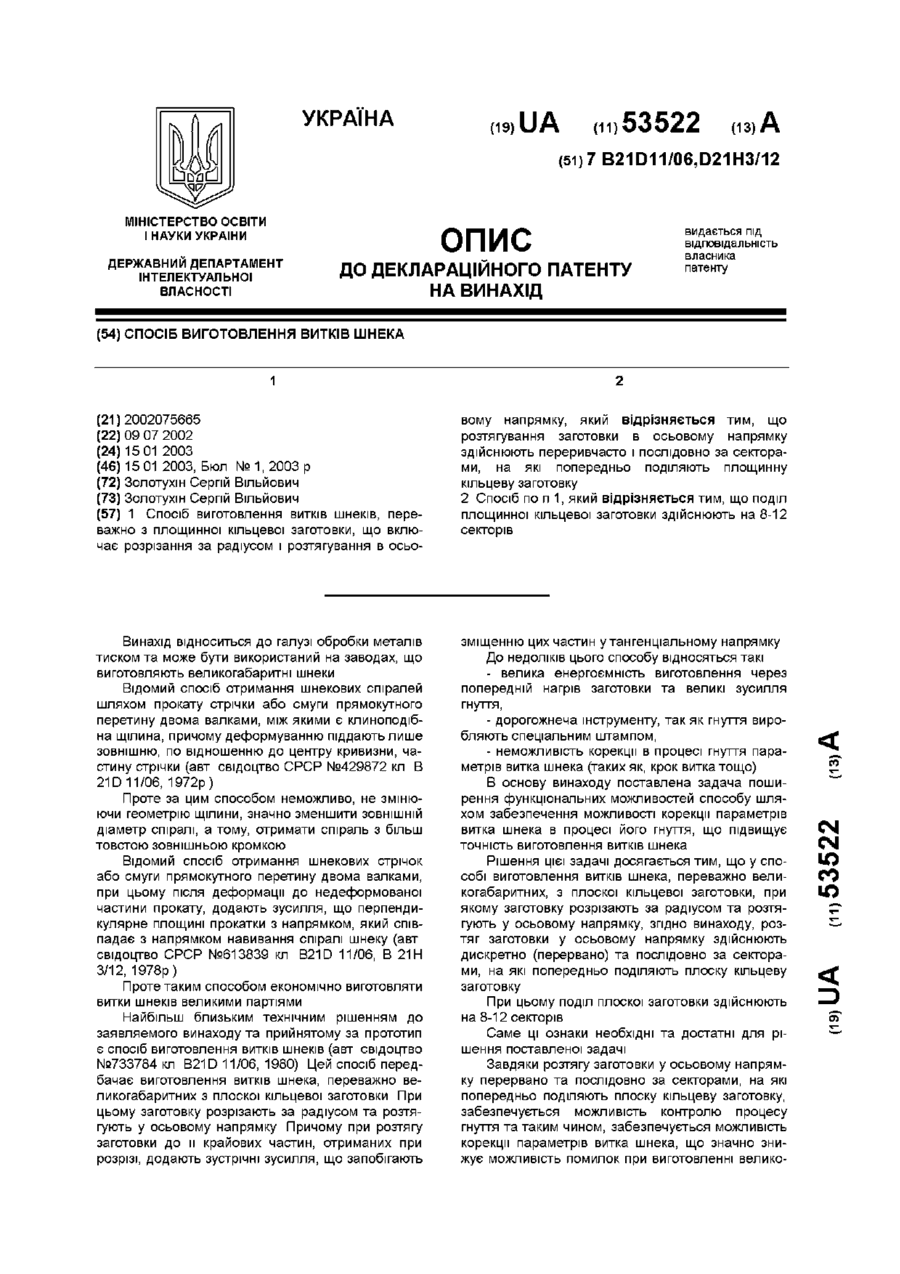
Реферат: UA 80414 U UA 80414 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до машинобудування і може використовуватись при виготовленні гвинтових заготовок і деталей транспортно-технологічних систем з розширеними технологічними можливостями. Відомі конструкції шнеків з еластичною навивкою, у яких після навивання та калібрування спіралей здійснюється кріплення периферійних еластичних накладок. (Підвищення технічного рівня гнучких гвинтових конвеєрів: монографія/ Гевко Р.Б., Вітровий А.О., Пік А.І. - Тернопіль: Астон, 2012.-204 с., C. 24-25) - аналог. Недоліком таких конструкцій шнеків з еластичною навивкою є складність його виготовлення та сам процес кріплення еластичних пластин до периферійної поверхні гвинтового ребра. Відомий спосіб виготовлення шнека, який полягає у тому, що спочатку відбувається навивання спіралі на ребро з подальшим калібруванням та кріпленням до вала (Гевко Б.М. Технология изготовления спиралей шнеков. - Львов: Вища школа, 1986.-128 с., C. 78-79) прототип. Недоліком такого способу є складність подальшого виготовлення шнека з еластичною навивкою та сам процес кріплення еластичних пластин до периферійної поверхні гвинтового ребра. В основу корисної моделі поставлена задача вдосконалення способу виготовлення шнека з еластичною гвинтовою поверхнею шляхом стискання спіралі із смуги відомими способами та одночасного свердління отворів для кріплення еластичних накладок, що дозволяє значно спростити процес виготовлення шнека та кріплення еластичних накладок. Поставлена задача вирішується тим, що спосіб виготовлення шнека з еластичною гвинтовою поверхнею, що включає процес навивання, калібрування смугової спіралі та кріплення її до валу, згідно з корисною моделлю, спочатку спіраль навивається зі смуги на ребро, витки котрої контактують одні з одними, яка далі встановлюється на оправку і стискається за допомогою втулок, на поверхнях яких виконано один виток з кроком, рівним товщині спіралі, та гвинтового з'єднання, після чого відбувається свердління отворів по периферії витків спіралі, а далі після калібрування спіралі на заданий крок та закріплення її до вала за допомогою виготовлених отворів здійснюють кріплення еластичних накладок, робоча поверхня яких виступає над периферійною кромкою смугової спіралі. Спосіб виготовлення шнекового робочого органу з еластичною гвинтовою поверхнею зображено на фіг. 1-6. На фіг. 1 зображена свердлильна головка, за допомогою якої відбувається одночасне свердління декількох отворів по периферії витків спіралі. На фіг. 2 зображена оправка із затиснутою смуговою спіраллю. На фіг. 3 зображено вигляд на оправку зверху. На фіг. 4 зображено шнек з еластичною гвинтовою поверхнею. На фіг. 5 зображена еластична накладка. На фіг. 6 зображена еластична накладка (фіг. 5) в розрізі. Послідовність виконання технологічних операцій, при якому відбувається виготовлення шнекового робочого органу з еластичною гвинтовою поверхнею, є наступною. Попередньо навита смугова спіраль 1, витки котрої контактують одні з одними, встановлюється на втулку 2, на якій виконано один виток з кроком, рівним товщині спіралі. Аналогічна втулка 3 розташовується у верхній частині спіралі. Далі витки спіралі за допомогою ступінчатої втулки 4 і центрального гвинта 5, який вкручується в основу оправки 6, максимально стискаються між собою. На зовнішній поверхні втулки 3 рівномірно в коловому напрямку по периферії витків спіралі виконано наскрізні отвори, в яких встановлені кондукторні втулки 7. Далі, за допомогою свердлильної головки 8 відбувається одночасне свердління декількох (або всіх) отворів по периферії витків спіралі. Наступною технологічною операцією є калібрування смугової спіралі на заданий крок, яка в подальшому жорстко кріпиться на валу 9. До пари отворів на спіралі кріпляться (наприклад за допомогою болтових з'єднань із заокругленими головками) еластичні накладки 10, які можуть мати різну конструкцію периферійної поверхні (заокруглену, клиноподібну). Основною вимогою, яка висувається до еластичних накладок, є забезпечення мінімального коефіцієнта тертя робочої поверхні та гарантованого транспортування матеріалу. Однак якщо частинка матеріалу (наприклад зернина) попадає і заклинюється в зазорі між периферійною поверхнею еластичної накладки і напрямною трубою, то еластична накладка, прогинаючись, повинна вивільнити частину матеріалу із зазору без її пошкодження. Таким чином запропоноване технічне рішення дозволяє значно спростити та покращити процес виготовлення шнеків з еластичною гвинтовою поверхнею. Разом з тим конструкція шнека з еластичними гвинтовими поверхнями дозволяє зменшити пошкодження продуктів 1 UA 80414 U транспортування, а саме зерна, сої, рису, гранульованих мінеральних добрив та інших сільськогосподарських матеріалів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб виготовлення шнека з еластичною гвинтовою поверхнею, що включає процес навивання, калібрування смугової спіралі та кріплення її до вала, який відрізняється тим, що спочатку спіраль навивається зі смуги на ребро, витки котрої контактують одні з одними, яка далі встановлюється на оправку і стискається за допомогою втулок, на поверхнях яких виконано один виток з кроком, рівним товщині спіралі, та гвинтового з'єднання, після чого відбувається свердління отворів по периферії витків спіралі, а далі після калібрування спіралі на заданий крок та закріплення її до вала за допомогою виготовлених отворів здійснюють кріплення еластичних накладок, робоча поверхня яких виступає над периферійною кромкою смугової спіралі. 2 UA 80414 U 3 UA 80414 U 4 UA 80414 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing screw with elastic helical surface
Автори англійськоюHevko Roman Bohdanovych, Pylypets Mykhailo Ilkovych, Zalutskyi Serhii Zinoviiovych
Назва патенту російськоюСпособ изготовления шнека с эластичной винтовой поверхностью
Автори російськоюГевко Роман Богданович, Пилипец Михаил Илькович, Залуцкий Сергей Зиновьевич
МПК / Мітки
МПК: B21D 11/06
Мітки: шнека, гвинтовою, поверхнею, спосіб, виготовлення, еластичною
Код посилання
<a href="https://ua.patents.su/7-80414-sposib-vigotovlennya-shneka-z-elastichnoyu-gvintovoyu-poverkhneyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення шнека з еластичною гвинтовою поверхнею</a>
Спосіб виготовлення витків шнека
Номер патенту: 53522
Опубліковано: 15.01.2003
Автор: Золотухін Сергій Вільйович
МПК: B21H 3/00, B21D 11/06
Мітки: шнека, виготовлення, спосіб, витків
Формула / Реферат:
1. Спосіб виготовлення витків шнеків, переважно з площинної кільцевої заготовки, що включає розрізання за радіусом і розтягування в осьовому напрямку, який відрізняється тим, що розтягування заготовки в осьовому напрямку здійснюють переривчасто і послідовно за секторами, на які попередньо поділяють площинну кільцеву заготовку.2. Спосіб по п. 1, який відрізняється тим, що поділ площинної кільцевої заготовки здійснюють на 8-12...
Спосіб виготовлення бетонного блока з багатошаровою поверхнею
Номер патенту: 26474
Опубліковано: 25.09.2007
Автори: Приндюк Тарас Іванович, Власюк Ліля Захарівна, Власенко Анатолій Миколайович
МПК: E04C 1/41
Мітки: багатошаровою, спосіб, виготовлення, бетонного, поверхнею, блока
Формула / Реферат:
Спосіб виготовлення дрібнорозмірного бетонного блока з багатошаровою поверхнею, що полягає в заповненні блок-форми бетоном з подальшим ущільненням і миттєвим розпалубленням, а після розпалублення бетонного блока - в остаточній обробці його поверхні, який відрізняється тим, що спочатку формують блок в блок-формі, меншій заданого розміру, потім її знімають і наносять на бокові і верхню поверхні блока шари поліпшених сумішей, а потім на блок...
Спосіб виготовлення плити з декорованою поверхнею і плита з декорованою поверхнею
Номер патенту: 87315
Опубліковано: 10.07.2009
Автор: Хагшпіль Раімунд
МПК: B44C 5/00, E04F 13/00, E04F 15/00, B41M 1/26
Мітки: плита, спосіб, поверхнею, декорованою, виготовлення, плити
Формула / Реферат:
1. Спосіб виготовлення плити з декорованою, зокрема під деревину, поверхнею,причому плита містить несучий матеріал, базований на лігноцелюлозному матеріалі, який відрізняється тим, що- поверхню, яка підлягає декоруванню, ґрунтують,- ґрунтовану поверхню без застосування шліфування вирівнюють з отриманням висоти нерівностей до 15 мкм,- на вирівняну поверхню за допомогою друкарських циліндрів наносять декоративне...
Спосіб підвищення зносостійкості шнека екструдера
Номер патенту: 65922
Опубліковано: 26.12.2011
Автори: Каплун Віталій Григорович, Гончар Володимир Антонович
МПК: C23C 14/00
Мітки: спосіб, шнека, екструдера, підвищення, зносостійкості
Формула / Реферат:
1. Спосіб підвищення зносостійкості шнека екструдера, який полягає в хіміко-термічній обробці, який відрізняється тим, що шнек виготовляються з високовуглецевої хромистої сталі з вмістом вуглецю, більшим 0,9 %, поверхня якої зміцнюється гартування з відпуском для отримання мікроструктури сталі з оптимальним вмістом залишкового аустеніту.2. Спосіб підвищення зносостійкості шнека екструдера за п. 1 який відрізняється тим, що шнек...
Спосіб виготовлення титанового імплантату з розвиненою поверхнею
Номер патенту: 79160
Опубліковано: 10.04.2013
Автори: Васильєв Михайло Олексійович, Сидоренко Сергій Іванович, Волошко Світлана Михайлівна
МПК: A61C 8/00, C23C 26/00, A61F 2/02
Мітки: поверхнею, виготовлення, імплантату, розвиненою, титанового, спосіб
Формула / Реферат:
1. Спосіб виготовлення титанового імплантату з розвиненою поверхнею, що включає прецизійне лиття заготовки, ізостатичне гаряче пресування виливки, подальші її відпал і загартування, який відрізняється тим, що розвинену поверхню внутрішньокісткової частини литого імплантату створюють в вигляді сітки дотичних один з одним циліндричних заглиблень за допомогою локальної інтенсивної пластичної деформації.2. Спосіб за п. 1, який...
Попередній патент: Спосіб дводугового зварювання плавкими електродами в захисних газах
Наступний патент: Спосіб визначення координат пунктів спостереженнями сигналів супутникової навігаційної системи
Випадковий патент: Спосіб та плавильна установка для одержання сталі з високим вмістом марганцю і низьким вмістом вуглецю