Спосіб виготовлення витків шнека
Формула / Реферат
1. Спосіб виготовлення витків шнеків, переважно з площинної кільцевої заготовки, що включає розрізання за радіусом і розтягування в осьовому напрямку, який відрізняється тим, що розтягування заготовки в осьовому напрямку здійснюють переривчасто і послідовно за секторами, на які попередньо поділяють площинну кільцеву заготовку.
2. Спосіб по п. 1, який відрізняється тим, що поділ площинної кільцевої заготовки здійснюють на 8-12 секторів.
Текст
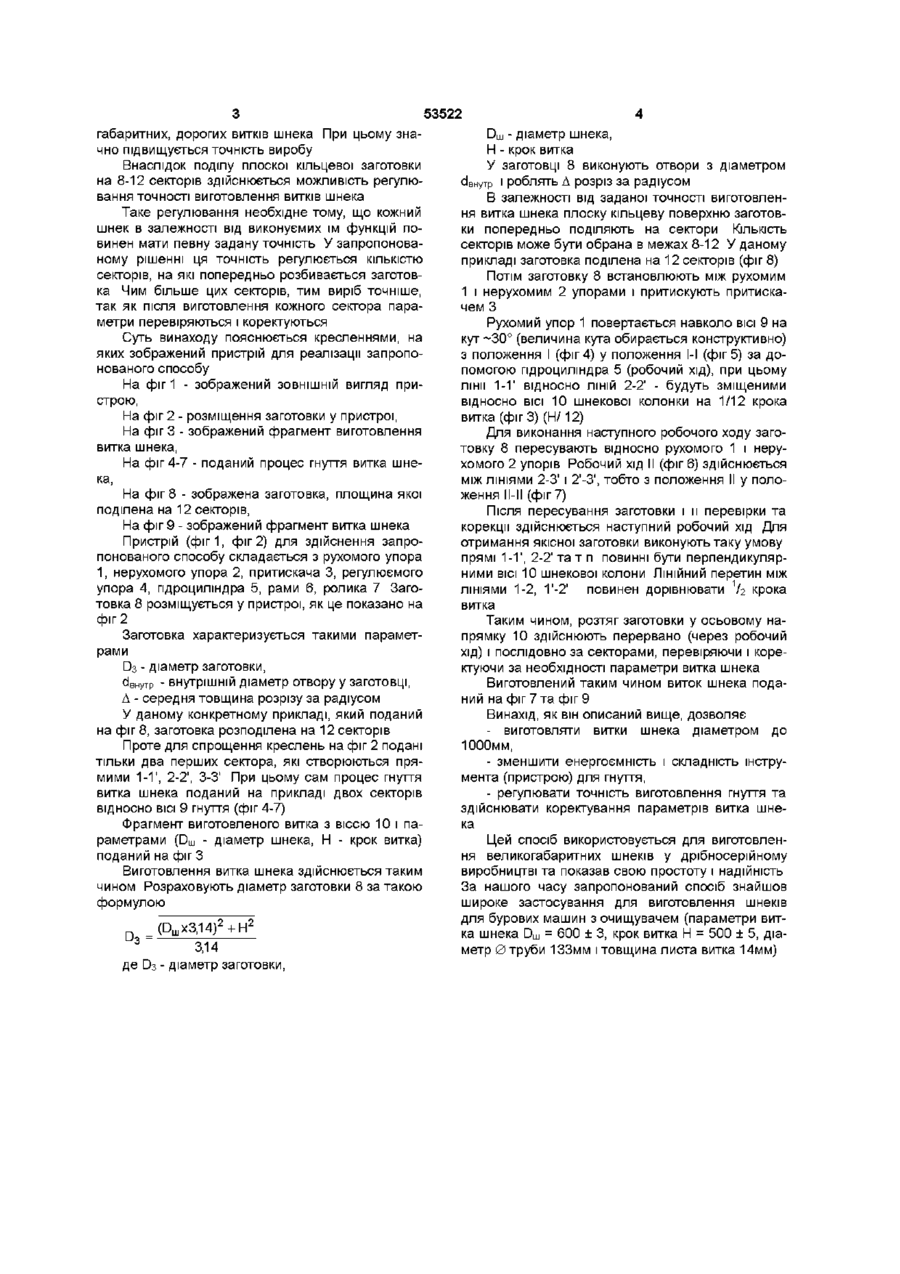
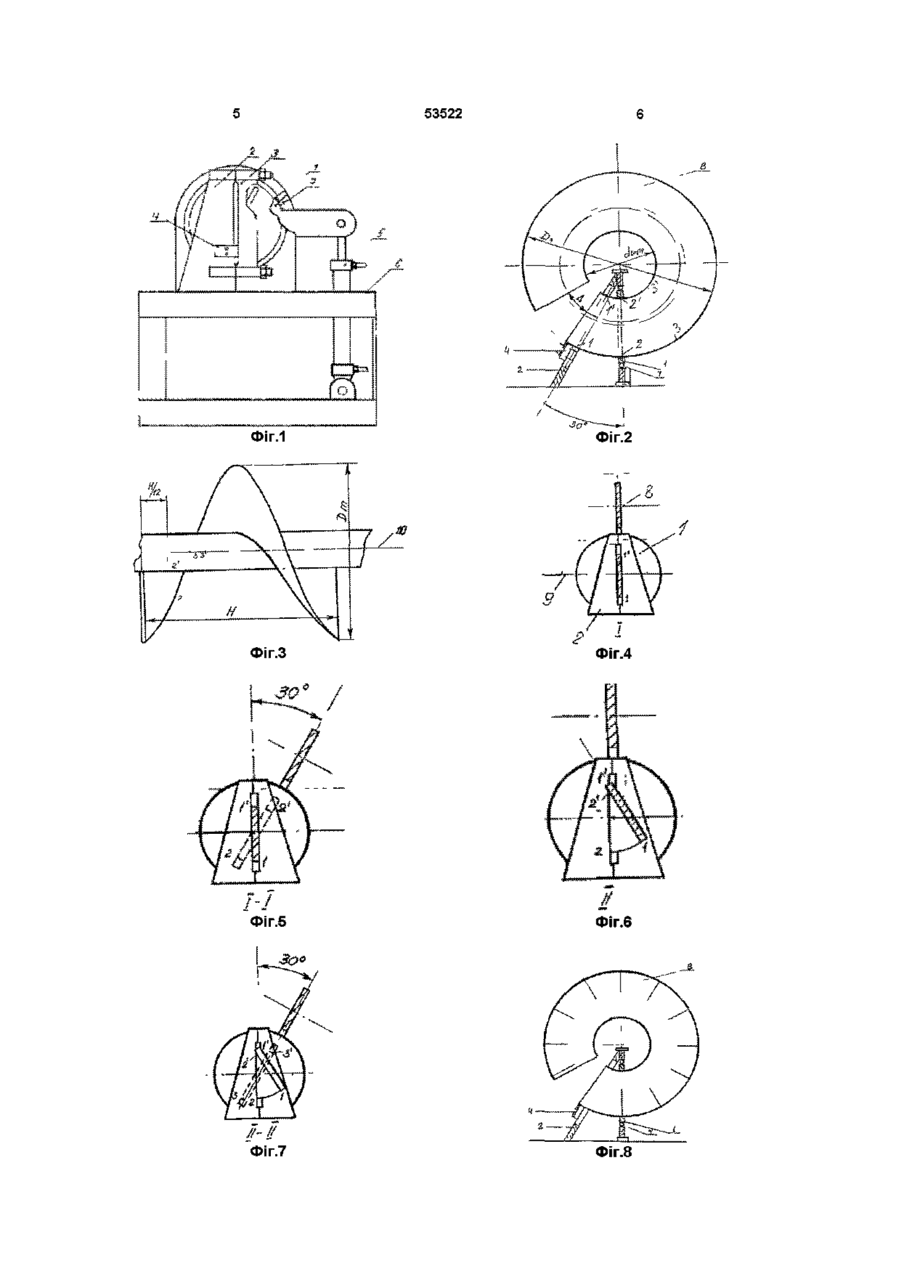
1 Спосіб виготовлення витків шнеків, переважно з площинної кільцевої заготовки, що включає розрізання за радіусом і розтягування в осьо вому напрямку, який відрізняється тим, що розтягування заготовки в осьовому напрямку здійснюють переривчасто і послідовно за секторами, на які попередньо поділяють площинну кільцеву заготовку 2 Спосіб по п 1, який відрізняється тим, що поділ площинної кільцевої заготовки здійснюють на 8-12 секторів Винахід відноситься до галузі обробки металів тиском та може бути використаний на заводах, що виготовляють великогабаритні шнеки Відомий спосіб отримання шнекових спіралей шляхом прокату стрічки або смуги прямокутного перетину двома валками, між якими є клиноподібна щілина, причому деформуванню піддають лише зовнішню, по відношенню до центру кривизни, частину стрічки (авт свідоцтво СРСР №429872 кл В 21D 11/06, 1972р) Проте за цим способом неможливо, не змінюючи геометрію щілини, значно зменшити ЗОВНІШНІЙ діаметр спіралі, а тому, отримати спіраль з більш товстою зовнішньою кромкою Відомий спосіб отримання шнекових стрічок або смуги прямокутного перетину двома валками, при цьому після деформації до недеформованої частини прокату, додають зусилля, що перпендикулярне площині прокатки з напрямком, який співпадає з напрямком навивання спіралі шнеку (авт свідоцтво СРСР №613839 кл B21D 11/06, В 21Н 3/12, 1978р) Проте таким способом економічно виготовляти витки шнеків великими партіями Найбільш близьким технічним рішенням до заявляемого винаходу та прийнятому за прототип є спосіб виготовлення витків шнеків (авт свідоцтво №733784 кл B21D 11/06, 1980) Цей спосіб передбачає виготовлення витків шнека, переважно великогабаритних з плоскої кільцевої заготовки При цьому заготовку розрізають за радіусом та розтягують у осьовому напрямку Причому при розтягу заготовки до и крайових частин, отриманих при розрізі, додають зустрічні зусилля, що запобігають зміщенню цих частин у тангенціальному напрямку До недоліків цього способу відносяться такі - велика енергоємність виготовлення через попередній нагрів заготовки та великі зусилля гнуття, - дорогожнеча інструменту, так як гнуття виробляють спеціальним штампом, - неможливість корекції в процесі гнуття параметрів витка шнека (таких як, крок витка тощо) В основу винаходу поставлена задача поширення функціональних можливостей способу шляхом забезпечення можливості корекції параметрів витка шнека в процесі його гнуття, що підвищує точність виготовлення витків шнека Рішення цієї задачі досягається тим, що у способі виготовлення витків шнека, переважно великогабаритних, з плоскої кільцевої заготовки, при якому заготовку розрізають за радіусом та розтягують у осьовому напрямку, згідно винаходу, розтяг заготовки у осьовому напрямку здійснюють дискретно (перервано) та послідовно за секторами, на які попередньо поділяють плоску кільцеву заготовку При цьому поділ плоскої заготовки здійснюють на 8-12 секторів Саме ці ознаки необхідні та достатні для рішення поставленої задачі Завдяки розтягу заготовки у осьовому напрямку перервано та послідовно за секторами, на які попередньо поділяють плоску кільцеву заготовку, забезпечується можливість контролю процесу гнуття та таким чином, забезпечується можливість корекції параметрів витка шнека, що значно знижує можливість помилок при виготовленні велико ю со ю 53522 габаритних, дорогих витків шнека При цьому значно підвищується точність виробу Внаслідок поділу плоскої кільцевої заготовки на 8-12 секторів здійснюється можливість регулювання точності виготовлення витків шнека Таке регулювання необхідне тому, що кожний шнек в залежності від виконуємих їм функцій повинен мати певну задану точність У запропонованому рішенні ця точність регулюється КІЛЬКІСТЮ секторів, на які попередньо розбивається заготовка Чим більше цих секторів, тим виріб точніше, так як після виготовлення кожного сектора параметри перевіряються і коректуються Суть винаходу пояснюється кресленнями, на яких зображений пристрій для реалізації запропонованого способу На фіг 1 - зображений ЗОВНІШНІЙ ВИГЛЯД при строю, На фіг 2 - розміщення заготовки у пристрої, На фіг 3 - зображений фрагмент виготовлення витка шнека, На фіг 4-7 - поданий процес гнуття витка шнека, На фіг 8 - зображена заготовка, площина якої поділена на 12 секторів, На фіг 9 - зображений фрагмент витка шнека Пристрій (фиг 1, фіг 2) для здійснення запропонованого способу складається з рухомого упора 1, нерухомого упора 2, притискача 3, регулюємого упора 4, гідроциліндра 5, рами 6, ролика 7 Заготовка 8 розміщується у пристрої, як це показано на фіг 2 Заготовка характеризується такими параметрами D3 - діаметр заготовки, сівнутр - внутрішній діаметр отвору у заготовці, Д - середня товщина розрізу за радіусом У даному конкретному прикладі, який поданий на фіг 8, заготовка розподілена на 12 секторів Проте для спрощення креслень на фіг 2 подані тільки два перших сектора, які створюються прямими 1-1', 2-2', 3-3' При цьому сам процес гнуття витка шнека поданий на прикладі двох секторів відносно ВІСІ 9 гнуття (фіг 4-7) Фрагмент виготовленого витка з віссю 10 і параметрами Рш - діаметр шнека, Н - крок витка) поданий на фіг З Виготовлення витка шнека здійснюється таким чином Розраховують діаметр заготовки 8 за такою формулою (Dmx3,14) 3,14 де D3 - діаметр заготовки, DJ = 3 Ош - діаметр шнека, Н - крок витка У заготовці 8 виконують отвори з діаметром сівнутр і роблять Д розріз за радіусом В залежності від заданої точності виготовлення витка шнека плоску кільцеву поверхню заготовки попередньо поділяють на сектори КІЛЬКІСТЬ секторів може бути обрана в межах 8-12 У даному прикладі заготовка поділена на 12 секторів (фіг 8) Потім заготовку 8 встановлюють між рухомим 1 і нерухомим 2 упорами і притискують притискачем З Рухомий упор 1 повертається навколо ВІСІ 9 на кут -30° (величина кута обирається конструктивно) з положення І (фіг 4) у положення 1-І (фіг 5) за допомогою гідроциліндра 5 (робочий хід), при цьому лінії 1-1' відносно ЛІНІЙ 2-2' - будуть зміщеними відносно ВІСІ 10 шнекової колонки на 1/12 крока витка (фіг 3) (Н/12) Для виконання наступного робочого ходу заготовку 8 пересувають відносно рухомого 1 і нерухомого 2 упорів Робочий хід II (фіг 6) здійснюється між ЛІНІЯМИ 2-3' і 2'-3', тобто з положення II у положення ІІ-ІІ (фіг 7) Після пересування заготовки і и перевірки та корекції здійснюється наступний робочий хід Для отримання якісної заготовки виконують таку умову прямі 1-1', 2-2'та т п повинні бути перпендикулярними ВІСІ 10 шнекової колони ЛІНІЙНИЙ перетин між ЛІНІЯМИ 1-2, 1'-2' повинен дорівнювати 1/г крока витка Таким чином, розтяг заготовки у осьовому напрямку 10 здійснюють перервано (через робочий хід) І ПОСЛІДОВНО за секторами, перевіряючи і коректуючи за необхідності параметри витка шнека Виготовлений таким чином виток шнека поданий на фіг 7 та фіг 9 Винахід, як він описаний вище, дозволяє - виготовляти витки шнека діаметром до 1000мм, - зменшити енергоємність і складність інструмента (пристрою) для гнуття, - регулювати точність виготовлення гнуття та здійснювати коректування параметрів витка шнека Цей спосіб використовується для виготовлення великогабаритних шнеків у дрібносерійному виробництві та показав свою простоту і надійність За нашого часу запропонований спосіб знайшов широке застосування для виготовлення шнеків для бурових машин з очищувачем (параметри витка шнека Ош = 600 ± 3, крок витка Н = 500 ± 5, діаметр 0 труби 133мм і товщина листа витка 14мм) 53522 ФІГ.1 Фіг.2 Фіг.З Фіг.4 Фіг.5 Фіг.6 Фіг.8 53522 Фіг.9 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of screw turns
Назва патенту російськоюСпособ изготовления витков шнека
МПК / Мітки
МПК: B21H 3/00, B21D 11/06
Мітки: виготовлення, шнека, спосіб, витків
Код посилання
<a href="https://ua.patents.su/4-53522-sposib-vigotovlennya-vitkiv-shneka.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення витків шнека</a>
Контрольний пристрій для заміру конструктивних параметрів шнека
Номер патенту: 52272
Опубліковано: 16.12.2002
Автори: Лясота Оксана Михайлівна, Гудь Віктор Зеновійович, Лещук Роман Ярославович, Драган Андрій Петрович, Пилипець Михайло Ількович
МПК: G01B 21/02, G01B 5/00, G01B 3/20
Мітки: пристрій, конструктивних, заміру, шнека, параметрів, контрольний
Формула / Реферат:
Контрольний пристрій для заміру конструктивних параметрів шнека, який виконаний у вигляді плити-основи, штанги і рухомої каретки, яка встановлена на напрямних з можливістю осьового переміщення, механізму приводу, вимірювального перетворювача і пристрою обробки та видачі результатів вимірювання, який відрізняється тим, що з лівого боку плити-основи встановлено кроковий електродвигун, вал якого жорстко з'єднаний з лівим кінцем вала...
Спосіб виявлення короткозамкнутих витків в обмотках електричних машин та пристрій для його здійснення
Номер патенту: 36791
Опубліковано: 16.04.2001
Автор: Манько Василь Михайлович
МПК: G01R 31/06
Мітки: спосіб, електричних, здійснення, виявлення, обмотках, машин, витків, пристрій, короткозамкнутих
Текст:
...4, вимірювального датчика 5, комутаційного блока 6, стрілочного 7 і звукового 8 індикаторів. Блок живлення 1 живить електрикою звуковий генератор 2 і підсилювач напруги 3 за участю комутаційного блока 6. Напруга звукового генератора частотою 500-1000Гц і величиною 30-50 В подається на підковоподібний електромагніт 4, який конструктивно зв’язаний з вимірювальним датчиком 5, тобто вони об'єднані в єдиний вузол – контролюючий датчик....
Спосіб виготовлення заготовок артилерійської гільзи і піддону та інших подібних деталей
Номер патенту: 33384
Опубліковано: 15.02.2001
Автори: Ситник Микола Давидович, Звєрєв Анатолій Андрійович
МПК: B21D 51/16
Мітки: інших, подібних, виготовлення, заготовок, піддону, деталей, артилерійської, спосіб, гільзи
Формула / Реферат:
Спосіб виготовлення заготовки артилерійської гільзи і піддону та інших подібних деталей, що включає багатоопераційне обтискання заготовки стакана, який відрізняється тим, що як початкову заготовку використовують круглий прокат, а заготовку у вигляді стакана одержують комбінованим методом обробки - спочатку штампують заготовку із круглого прокату, потім механічно обробляють, готуючи базові поверхні, і ротаційним видавлюванням формують...
Обладнання для накопичування витків
Номер патенту: 33465
Опубліковано: 15.02.2001
Автори: Щур Віталій Андрійович, Шеремет Володимир Олександрович, Нечепоренко Володимир Андрійович
МПК: B21B 41/00
Мітки: накопичування, витків, обладнання
Текст:
...шахти збирача витків Споз 4D; цен. труючого конусу Споз.5): площини накопичувача С поз 6): формувача , внутрішнього розміру Споз .7): Формувача зовнішнього розміру С поз.8); розкриваючої консолі С поз з прямовисними Формувачами .9} зовнішнього розміру С поз-10): збираючого дорна С поз ЛІ) з ковпаком СпозЛ2) та поворотного кола С поз .14). Обладнання С див . Фіг. 1,2) працює таким чином : секція рольганга с поз Л) споряджена двома параш...
Спосіб виготовлення гнутих профілів
Номер патенту: 44451
Опубліковано: 15.02.2002
Автори: Новошицький Антон Володимирович, Соловйов Станіслав Миколайович
МПК: B21D 53/00, B21D 5/00
Мітки: спосіб, виготовлення, профілів, гнутих
Формула / Реферат:
Спосіб виготовлення гнутих профілів шляхом місцевого згину кінцевих ділянок, наступного розтягу і калібровки, який відрізняється тим, що перед згинанням здійснюють попередне гофрування заготовки у місцях майбутнього згину і розгадування продольних ребер жорсткості.
Попередній патент: Спосіб оперативного доступу для видалення червоподібного відростка
Наступний патент: Спосіб виявлення порушень гемодинаміки яєчок у хворих на цукровий діабет
Випадковий патент: Багатофункціональний вертолітний учбово-тренувальний комплекс