Спосіб вимірювання довжини довгомірного матеріалу і снувальна машина для його здійснення
Номер патенту: 84323
Опубліковано: 10.10.2008
Автори: Краснянська Ольга Миколаївна, Солодовніченко Юрій Владиславович, Солодовніченко Владислав Михайлович
Формула / Реферат
1. Спосіб вимірювання довжини довгомірного матеріалу, що рухається, за допомогою закільцьованого гнучкого чутливого елементу периметром (Р), який відрізняється тим, що матеріал чутливого елементу підбирають таким, щоб коефіцієнт його тертя по відношенню до довгомірного матеріалу по величині був більшим, ніж коефіцієнт його тертя по відношенню до інших тіл, що контактують з ним; чутливий елемент умовно підрозділяють на (n) складових дуг, притискають його до довгомірного матеріалу і при їх сумісному русі у фрикційному контакті лічать дуги, при цьому на кожні (m) дуг чутливого елементу, що перемістилися, реєструють чергову одиницю довжини довгомірного матеріалу, а цілі числа n і m підбирають таким чином, щоб дотримувалося співвідношення:
![]() .
.
2. Снувальна машина, що містить встановлений на каретці з можливістю контакту з снувальним валом вал, що укочує, і лічильник вимірювання довжини ниток основи тканини, яку насновують на снувальний вал, з чутливим елементом, виконаним у вигляді замкнутої гнучкої стрічки, що має мітки для фіксації кожного метра наснованих на снувальний вал ниток основи довгомірного матеріалу, яка охоплює вал, що укочує, при цьому гнучка стрічка встановлена в жорстко закріпленій на каретці напрямній, з можливістю обертання та контакту з основою на снувальному валу, і взаємозв'язана з вимірювальною електричною схемою, яка відрізняється тим, що гнучка стрічка виконана з тонкого, непрозорого для світлового проміння, матеріалу, периметр якої вибраний близьким периметру вала, що укочує, з умов забезпечення вільного ковзання по цьому валу та напрямній, при цьому стрічка по центральній своїй частині перфорована вимірювальними протекторними отворами та має незначну ширину, яка вибрана з умов забезпечення її роботоспроможності; напрямна має -подібну форму, через яку просмикнута стрічка, а в напрямній встановлена оптопара.
3. Машина за п. 2, яка відрізняється тим, що кількість отворів в стрічці (n), що ділять її на таку ж кількість складових дуг, вибирають згідно з формулою:
n = Р × m,
де Р - периметр стрічки в метрах;
m - ціла кількість отворів, що дорівнює кількості складових, сумарна довжина яких відповідає одному метру довжини снування.
Текст
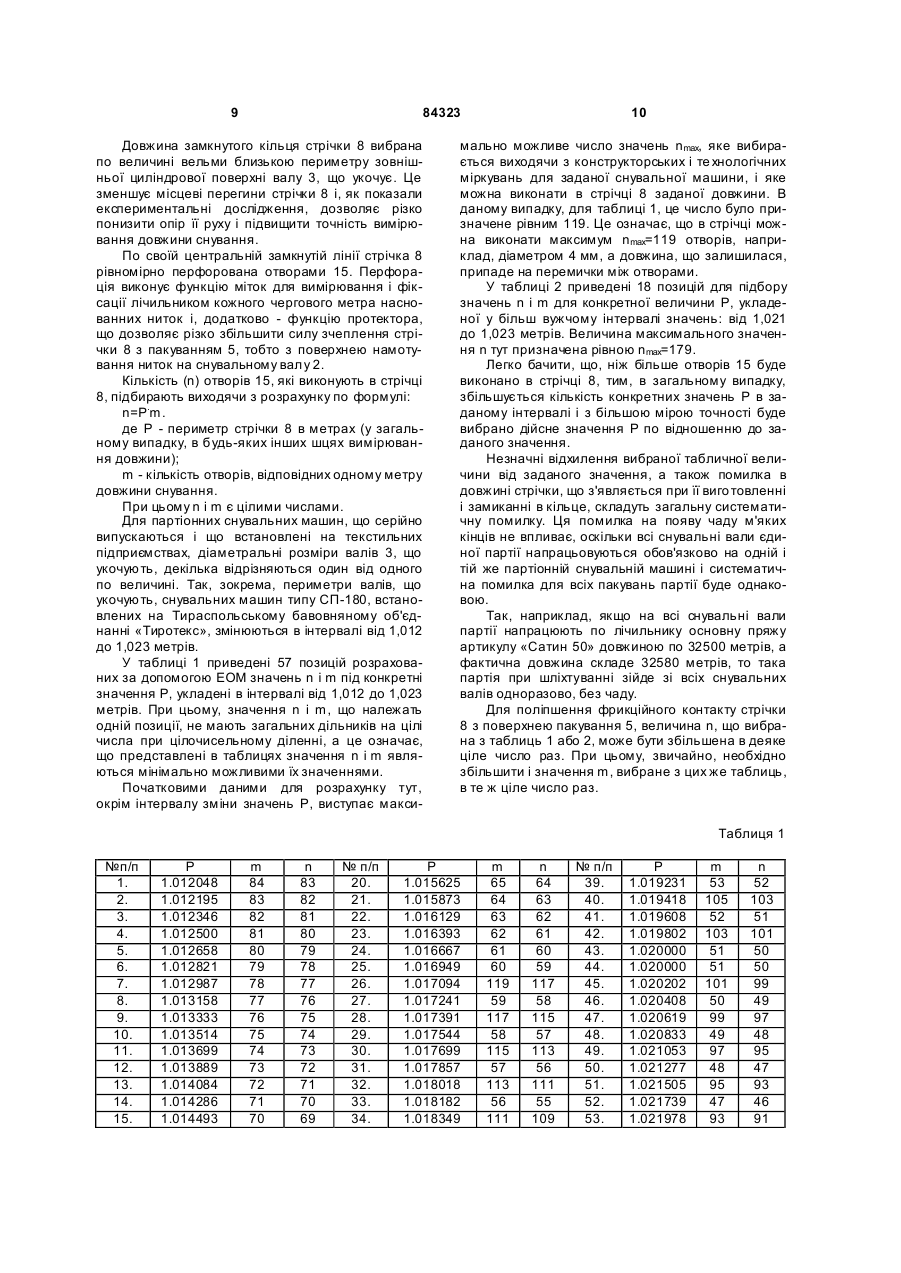
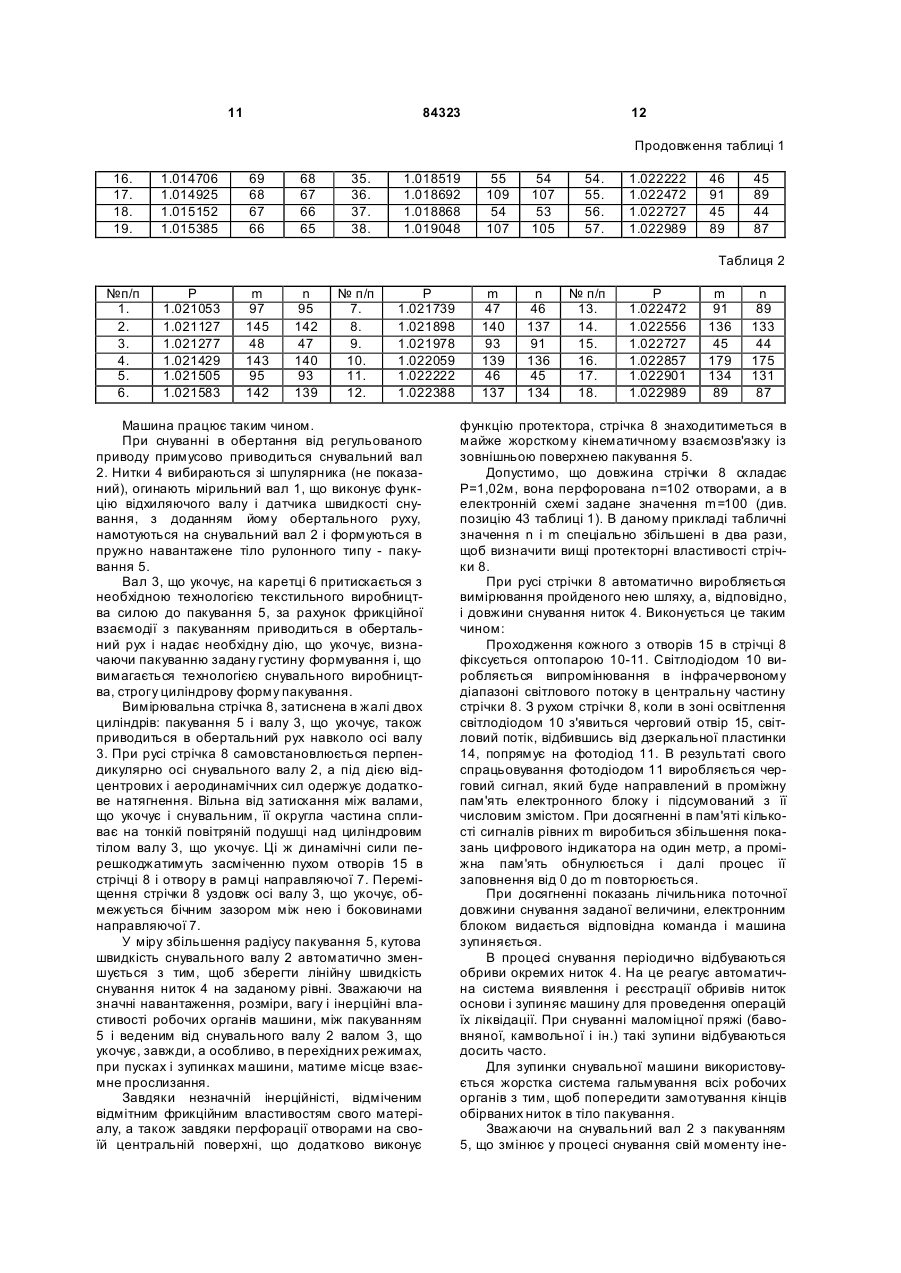
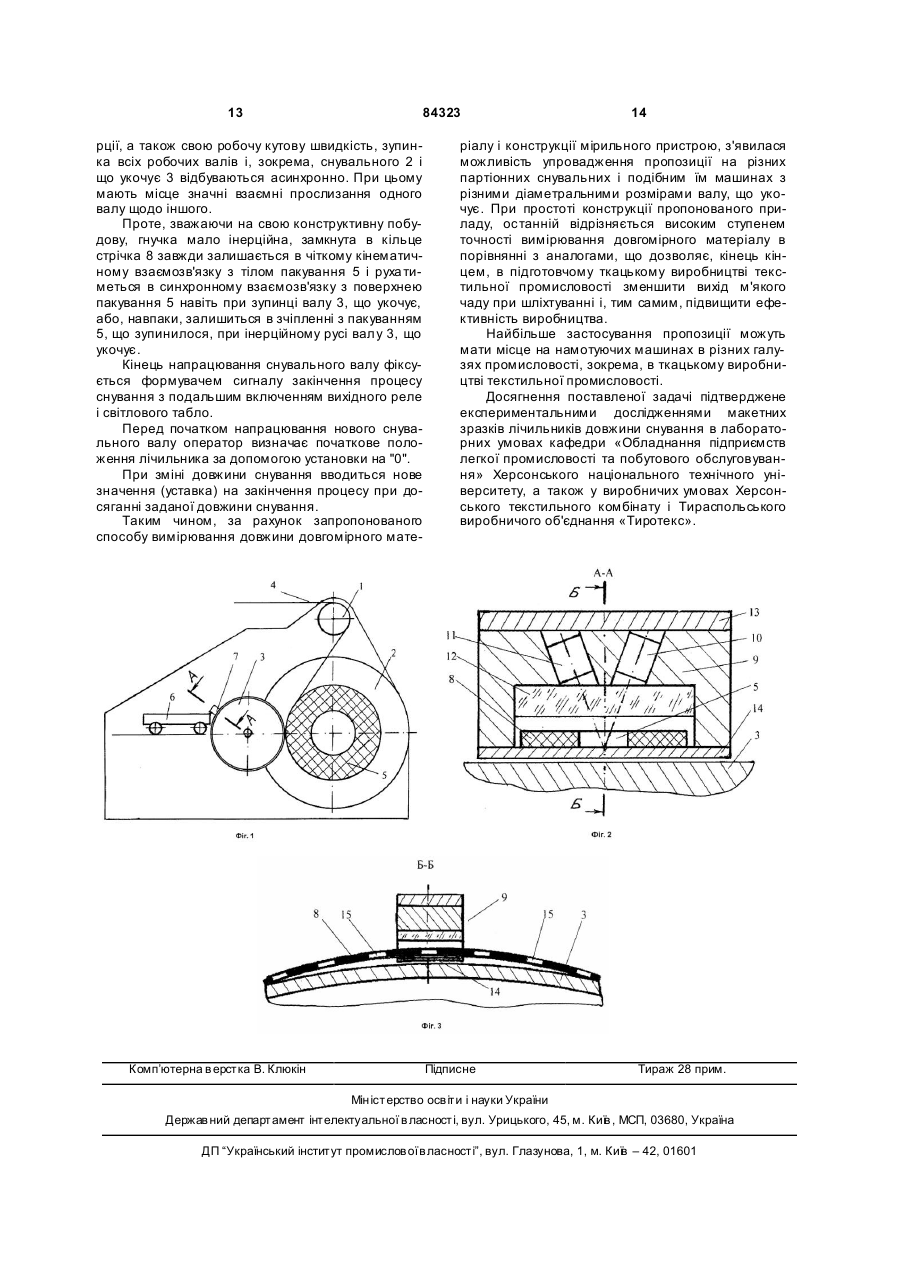
1. Спосіб вимірювання довжини довгомірного матеріалу, що рухається, за допомогою закільцьованого гнучкого чутливого елементу периметром (Р), який відрізняється тим, що матеріал чутливого елементу підбирають таким, щоб коефіцієнт його тертя по відношенню до довгомірного матеріалу по величині був більшим, ніж коефіцієнт його тертя по відношенню до інших тіл, що контактують з ним; чутливий елемент умовно підрозділяють на (n) складових дуг, притискають його до довгомірного матеріалу і при їх сумісному русі у фрикційному контакті лічать дуги, при цьому на кожні (m) дуг чутливого елементу, що перемістилися, реєструють чергову одиницю довжини довгомірного матеріалу, а цілі числа n і m підбирають таким чином, щоб дотримувалося співвідношення: n . m 2. Снувальна машина, що містить встановлений на каретці з можливістю контакту з снувальним валом вал, що укочує, і лічильник вимірювання довжини ниток основи тканини, яку насновують на снувальний вал, з чутливим елементом, виконаним у вигляді замкнутої гнучкої стрічки, що має мітки для фіксації кожного метра наснованих на снувальний вал ниток основи довгомірного матеріалу, яка охоплює вал, що укочує, при цьому гнучка стрічка встановлена в жорстко закріпленій на каретці напрямній, з можливістю обертання та контакту з основою на снувальному валу, і взаємозв'язана з вимірювальною електричною схемою, яка відрізняється тим, що гнучка стрічка виконана з тонкого, непрозорого для світлового проміння, матеріалу, периметр якої вибраний близьким периметру вала, що укочує, з умов забезпечення вільного ковзання по цьому валу та напрямній, при цьому стрічка по центральній своїй частині перфорована вимірювальними протекторними отворами та має незначну ширину, яка вибрана з умов забезпечення її роботоспроможності; напрямна має -подібну форму, через яку просмикнута стрічка, а в напрямній встановлена оптопара. 3. Машина за п. 2, яка відрізняється тим, що кількість отворів в стрічці (n), що ділять її на таку ж кількість складових дуг, вибирають згідно з формулою: n = Р × m, де Р - периметр стрічки в метрах; m - ціла кількість отворів, що дорівнює кількості складових, сумарна довжина яких відповідає одному метру довжини снування. Винахід відноситься до способів і пристроїв для вимірювання довжини довгомірного матеріалу, що намотується в рулон, зокрема до мірильних пристроїв для вимірювання довжини основи, яка складає десятки тисяч метрів в одному рулоні і формується на партіонних снувальних машинах в умовах підприємств текстильної промисловості. (19) UA (11) 84323 (13) C2 P= 3 84323 Відомі прямі і непрямі способи вимірювання довжини основи. При непрямих способах про довжину снування судять за часом процесу снування, за радіальним розміром намотування, по кількості зроблених намотуванням оборотів [а.с. СРСР N 1074919, D01Н13/30; G01В7/02, 1984 p.], по масі намотуваного матеріалу і т.п. При прямих способах - по кількості зроблених оборотів жорстких вимірювальних роликів-чуттєви х елементів мірильних пристроїв, фрикційне контактуючих з рухомими нитками або з поверхнею циліндра намотуваного рулону з лінійним перетворенням показників цих оборотів в довжину матеріалу в намотуванні. Або по штучни х мітках по довжині ниток, що снуються (кольорові мітки, мітки, одержані шляхом періодичного змочування матеріалу рідиною по довжині переміщення і т.п.), а також з використанням природних міток на нитках основи (вузликів, стоншувань і т.д.) і реєстрацією їх проходження в межах відомого відрізка шляху. Для того, щоб одержати однотипні снувальні пакування і виключити систематичні помилки при вимірюванні довжини снування, всі снувальні вали партії напрацьовують на одній і тій же снувальній машині. Проте ці способи мають недоліки, пов'язані з фрикційними, пружними, інерційними, міцністними та іншими особливостями властивостей намотуваного матеріалу і чуттєвого елементу. Додатково, з проявами їх взаємозв'язку, особливо в перехідних режимах роботи: при розгонах і зупинках снувальних машин, що часто повторюються внаслідок обривів ниток, а також з різноманітними іншими проблемами, що згубно впливають на точність вимірювання довжини пройденого шляху, що, кінець кінцем, виявляється у вигляді втрат основи чаду. Крім того, з складнощами технічної реалізації ряду з цих способів. Відомі лічильники для вимірювання довжини довгомірного матеріалу, намотуваного в рулон, що містять чуттєві елементи, виконані у вигляді мірильного валу, що приводиться в рух за рахунок фрикційного контакту з натягнутими нитками і вимірювальні схеми для взаємозв'язку з пристроями, що показують [Книга В.А. Гордеева. Ткачество, М., 1970, с 90-107; а.с. СССР: N 183676, D02Н13/10, 1965г.; N 57533, D02Н13/10, 1977г; N 581177, D03J1/20, 1977г.; N 979538, D03J1/20; N 971954, D03J1/20; N 307133 D03J3/00, 1971г.]. Відомі також лічильники з чуттєвими елементами у вигляді роликів, що контактують з поверхнею тіла намотування на снувальному валу, виконані за принципом приладу Любимова, який широко використовується при лабораторних вимірюваннях в текстильному виробництві. Проте цим лічильникам властиво недосконалість в роботі, пов'язана з недостатньо чітким взаємозв'язком чуттєво го елементу з вимірюваним матеріалом. Тут мають місце значні фрикційні і пружні прослизання ниток щодо чуттєвого елементу внаслідок їх слабкого силового взаємозв'язку, обмеженого міцністними властивостями ниток основи. Крім того, має місце специфічність фрикційних властивостей ниток різного вигляду і прояв 4 значних інерційних властивостей чуттєвого елементу. Точність вимірювання залежить навіть від номера у порядку напрацювання конкретного снувального валу в єдиній ставці мотальних пакувань, встановлених на шпулярнику. При формуванні партії снувальних пакувань, необхідно, щоб довжини ниток основи на всіх валах були однакові. Недотримання цієї вимоги призводить до того, що на подальшому те хнологічному переході (на шліхтувальних або перегінних машинах), при сумісному перемотуванні основних ниток з партії снувальних валів на один ткацький навій, відбувається так, що один з цих валів розмотається першим і звільниться від основи. Решта валів партії, а їх може бути до 15-ти штук, залишиться недопрацьованими. Основа, що залишилася на цих валах, яка складається з десяток тисяч окремих ниток, може складати по довжині десятки метрів і перейде в чад м'яких кінців або, інакше, перейде у відходи і буде вилучена з подальшого технологічного процесу текстильного виробництва. Відомий спосіб намотування рівнодовгих пакувань шляхом формування контрольного пакування з реєстрацією параметра, що характеризує довжину з використанням фактичного часу намотування пакування, а партію пакувань заданої довжини намотують протягом одержаного фактичного часу намотування [див. а.с. СРСР N 1388486, D02Н13/10, 1988р.]. Проте цей спосіб може мати використовування лише в окремих випадках, коли від початку і до кінця процесу намотування пакування лінійна швидкість руху до вгомірного матеріалу підтримується на строго заданому рівні, як, наприклад, при намотуванні магнітної стрічки на касети магнітофона за допомогою тон-валу. Реалізація принципу намотування текстильного продукту з використанням аналога тон-валу на машинах, що намотують, в текстильному виробництві в більшості випадків неприйнятне з цілого ряду причин. Відомий лічильник для вимірювання довжини снування [Ефремов Э.Е., Сахаров В.Г., Мамаева В.А. Электронный счетчик длины снования для сновальных машин. Ивановский ЦНТИ, Иванове 1987г.], що складається з чуттєвого елементу у вигляді ролика і вимірювальної схеми на базі оптоелектронної пари (датчика), у якості первинного перетворювача, і електронний блок з цифровим індикатором. Довжина кола ролика рівна 250мм. Ролик встановлений на підпряженій штанзі, яка в процесі роботи постійно підтискає його до поверхні намотуваного пакування на снувальному валу. Сигнал з датчика поступає на формувач імпульсів, який забезпечує формування імпульсів з крутим фронтом. Далі сигнал поступає на дільник «на 4» і з дільника на лічильник, що складається з розрядів. Інформація з лічильника через дешифратор виводиться на індикатор. Лічильник має кнопку установки на «0» і формувач сигналу закінчення напрацювання метражу. При закінченні намотування заданої кількості метрів, формувач включає вихідне реле і світловий сигнал. 5 84323 Проте і цей пристрій має недоліки оскільки, через зменшення габаритів ролика, що пов'язане з особливостями конструкції снувальної машини і вимогами на зменшення його моменту інерції, зменшують його радіальні і осьові розміри, що за інших різних умов приводить: - до зменшення площі контакту в зоні роликпакування, підвищенню контактного тиску, що сприяє утворенню канавки на намотуванні яка негативно впливає на точність вимірювання довжини ниток, вихід чаду м'яких кінців і на якість формованого пакування, а далі і кінцевої тканини; - до збільшення кутової швидкості ролика і, внаслідок цього, підвищення аеродинамічного опору, додатково сприяючого прослизанню ролика по намотуванню, а, отже, зменшенню точності вимірювання, особливе при збільшенні швидкості снування; - до підстрибування ролика, через можливу овальність формованого пакування, що також негативно впливає на якість роботи лічильника і на якість намотуваної в рулон пряжі, особливо при великих швидкостях сн ування; - до складності рішення задачі по підтримці паралелі осей обертання ролика і пакування через відносно малу ширину ролика, що несприятливо впливає на точність вимірювання. Найближчим пропонованому є спосіб перевірки мірильного механізму снувальної машини по [а.с. СРСР N 1203151 МКИ D01Н13/32, Способ поверки мерильного механизма / Б.Н. Гусев, Н.А. Кулида и другие], що полягає у визначенні довжини ниток з урахуванням їх фактичного натягнення шляхом реєстрації свідчень мірильного механізму і в оцінці погрішності мірильного механізму по різниці між його свідченнями і істинною довжиною ниток, коли після вимірювання довжини ниток за допомогою мірильного механізму багато разів вимірюють довжину закільцьованого відрізка тканини фіксованої довжини, що має фрикційні властивості аналогічні фрикційним властивостям вимірюваних ниток, після досягнення свідчень мірильного механізму при вимірюванні довжини закільцьованої тканини, його свідченням при вимірюванні довжини ниток процес багатократного вимірювання довжини закільцьованої тканини припиняють, а погрішність мірильного механізму визначають по формулі: Dl = k × lТ - lН , де Dl - погрішність мірильного механізму, м; lТ - довжина закільцьованого відрізка тканини, м; k - кількість вимірювань (оборотів) закільцьованого відрізка тканини; lН - довжина ниток за свідченнями мірильного механізму, м. При даному способі, визначення довжини ниток при снуванні одержують шляхом проведення математичної операції множення довжини закільцьованого відрізка тканини на кількість вимірювань. Це прийнятне для лабораторних випробувань і при перевірках приладів, але абсолютно неприйнятне у виробничих умовах текстильного підприємства. 6 Найближчим пропонованому по своїй те хнічній суті є снувальна машина з лічильником для вимірювання довжини ниток при снуванні по [а.с. СРСР N 1622444 (МКИ D02Н13/10, Сновальная машина / В.А. Ночевкин, В.М. Солодовниченко, А.С. Офицеров и Т.Г. Кольцов], що містить встановлений на каретці з можливістю контакту зі снувальним валом вал, що укочує, і лічильник вимірювання довжини наснованих ниток з чуттєвим елементом, встановленим з можливістю вільного обертання і пов'язаним з вимірювальною електричною схемою, причому чуттєвий елемент виконаний у вигляді замкнутої гнучкої стрічки, а стрічка охоплює вал, що укочує, і її ширина відповідає довжині валу, що укочує. При цьому каретка валу, що укочує, має жорстко змонтовану на ній кільцеву направляючу для стрічки, що охоплює вал який укочує, і розімкнену з боку снувального валу для контакту стрічки з валом, що укочує. Напрямна в будь-якому поперечному перетині має -образну форму, а стрічка має нагоду контактувати зі снувальним валом при снуванні. На стрічці нанесені мітки для фіксації довжини їм наснованих ниток. Проте і цей пристрій має недоліки, пов'язані з неточністю вимірювання довжини снування через значний опір рухомої стрічки об нерухому направляючу скобу і в місцях перегинів стрічки. Крім того, з часом експлуатації, стрічка зализується, що знижує величину коефіцієнта тертя стрічки по поверхні формованого пакування. У основу даного винаходу покладена задача створення способу, в якому, за рахунок технологічних особливостей, призводиться визначення довжини довгомірного матеріалу у необхідних одиницях вимірювання при довільних розмірах малоінерційного чуттєвого елементу вимірювального приладу. У основу даного винаходу покладена задача створення снувальної машини, конструктивні особливості якої сприяли б підвищенню ступеня точності вимірювання довжини снування ниток основи при спрощенні конструкції. Рішення поставленої задачі способу забезпечується тим, що на сн увальній машині, визначають довжину ниток основи з урахуванням їх фактичного натягнення за допомогою закільцьованого відрізка гнучкого чуттєвого елементу довільної фіксованої довжини Р і специфічними фрикційними властивостями. При цьому, фрикційні властивості матеріалу чуттєвого елементу підбирають так, щоб коефіцієнт його тертя по відношенню до ниток по величині був більш ніж коефіцієнт його тертя по відношенню до інших тіл, що сполучаються із стрічкою, при намотуванні ниток в рулон чуттєвий елемент притискують до зовнішньої поверхні рулону, при цьому, чуттєвий елемент умовно підрозділяють на n рівних секторів, а при його русі у фрикційному взаємозв'язку з рулоном, на кожні m сектори, що перемістилися, реєструють чергову одиницю довжини ниток основи, при цьому цілі числа n і m підбирають так, щоб дотримувалося співвідношення: 7 84323 n . m Рішення поставленої задачі пристрою забезпечується тим, що на снувальній машині, міститься встановлений на каретці з можливістю контакту зі снувальним валом вал, що укочує, і лічильник вимірювання довжини наснованих ниток з чуттєвим елементом. Чуттєвий елемент виконаний у вигляді замкнутої гнучкої стрічки, на якій нанесені мітки для фіксації їм наснованих ниток. Стрічка охоплює вал, що укочує, і встановлена в жорстко закріпленій на каретці направляючій, має нагоду обертання і контакту з снувальним валом при снуванні і взаємозв'язана з вимірювальною електричною схемою. При цьому, гн учка стрічка має незначну ширину, виконана з тонкого непрозорого для світлового проміння матеріалу величина коефіцієнта тертя якого щодо матеріалу ниток, що снуються, вища за величину коефіцієнта тертя по поверхні валу, що укочує. Периметр стрічки максимально відповідає периметру валу, що укочує, а по центральній своїй частині стрічка з нівним кроком перфорована отворами, що виконують P= роль міток і протектора. Напрямна має образную форму, через яку просмикнута стрічка, а в направляючій встановлена оптопара. При цьому, кількість отворів в стрічці (n) вибирають згідно формулі n=P.m, де Р - периметр стрічки в метрах; m - ціла кількість отворів, відповідних одному метру довжини снування. На відміну від способу прототипу, у якого для визначення довжини ниток основи необхідно проводити математичну операцію множення довжини закільцьованого відрізка тканини на кількість вимірювань, поточний результат по довжині снування одержують безпосередньо. На відміну від пристрою найближчого аналогу, у якого вимірювальна стрічка рухається по нерухомій направляючій і має по своєму ходу два перегини, що збільшує сили фрикційного опору, зношує вимірювальну стрічку, а найважливіше, зменшує точність вимірювання, у пропозиції вимірювальна стрічка рухається по рухомій в тому ж напрямі і з приблизно тією ж швидкістю поверхні валу, що укочує. При цьому, стрічка має форму кільця, діаметр якої приблизно відповідає діаметру циліндра валу, що укочує, що виключає її перегини. Крім того, на стрічці нанесена перфорація, що збільшує її зчеплення з поверхнею формованого пакування. В результаті цього з'явилася можливість проводити вимірювання довжини довгомірного матеріалу в необхідних одиницях вимірювання при довільних розмірах чуттєвого елементу вимірювального приладу, а також, підвищити ступінь точності вимірювання при спрощенні конструкції снувальної машини. За рахунок проведених нововведень, на подальших те хнологічних переходах (при шлі хтуванні або перегонці основи з декількох снувальних валів на один ткацький навій), схід основи зі всіх снувальних валів партії відбудеться більшою мірою од 8 норазово. Це дозволить зменшити вихід чаду м'яких кінців і, тим самим, підвищити ефективність текстильного виробництва. На Фіг.1 зображена снувальна машина, загальний вигляд, на Фіг. 2 і 3 перетини А-А і Б-Б попередніх фігур. Снувальна машина містить основні робочі органи: мірильний вал 1, виконуючий функцію відхиляючого валу, а також датчика швидкості снування системи автоматичного регулювання приводу машини, снувальний вал 2 і вал 3, що укочує, взаємозв'язані між собою за допомогою ниток основи 4, намотуваних в пакування 5 рулонного типу на снувальний вал 2. Мірильний 1 і снувальний 2 вали встановлені на машині на паралельних осях в нерухомих опорах обертання. Вал 3, що укочує, розташований в опорах обертання на рухомій каретці 6, встановленої з можливістю переміщення валу 3, що укочує, по глибині машини паралель на самому собі і осі снувального валу 2. На каретці 6 жорстко закріплена напрямна 7 з пристроєм (отопарою), що зчитує первинного перетворювача вимірювальної схеми лічильника довжини снування. Лічильник виконаний у вигляді електронного блоку з цифровим індикатором, який встановлений на пульті управління машини (не показано). Напрямна 7 виконана у вигляді рамки (перетин А-А), а її положення відрегульоване так, щоб буз визначений мінімальний гарантований зазор між нею і циліндровою поверхнею валу 3, що укочує (перетин Б-Б). Чуттєвим елементом лічильника довжини снування служить замкнута в кільце тонка гнучка стрічка 8 незначної ширини. Стрічка 8 протянута в рамку направляючої 7 і з незначною слабиною вільно охоплює циліндрове тіло валу 3, що укочує. До складу направляючої 7 входить корпус 9 Побразної форми (перетин А-А), у верхній частині якого, в похилих отворах встановлена оптопара первинного перетворювача, що включає світлодіод 10 і фотодіод 11. Останні взаємозв'язані з електронним блоком і ізольовані від зовнішнього середовища прозорою скляною пластиною 12 і кришкою 13, які герметично закріплені на корпусі 9. У нижній частині до корпусу 9 прикріплена тонка дзеркальна пластинка 14, на яку частково спирається стрічка 8 і яка замикає направляючу 7 в рамку. Частина стрічки 8 проходить через зону взаємодії снувального 2 і що укочує 3 валів і фрикційне контактує з ними. Стрічка 8 виконана з міцного, гнучкого, непрозорого для світлового проміння матеріалу, що володіє високою стійкістю до подовжніх деформацій і дій, що стирають стрічку. Матеріал стрічки 8 підібраний так, щоб величина коефіцієнта тертя в зоні контакту внутрішньої поверхні кільця стрічки 8 з валом, що укочує, 3 і направляючої 7 була мінімальною, а величина коефіцієнта тертя в зоні контакту зовнішньої сторони стрічки 8 з поверхнею тіла пакування 5 - максимальної. 9 84323 Довжина замкнутого кільця стрічки 8 вибрана по величині вельми близькою периметру зовнішньої циліндрової поверхні валу 3, що укочує. Це зменшує місцеві перегини стрічки 8 і, як показали експериментальні дослідження, дозволяє різко понизити опір її руху і підвищити точність вимірювання довжини снування. По своїй центральній замкнутій лінії стрічка 8 рівномірно перфорована отворами 15. Перфорація виконує функцію міток для вимірювання і фіксації лічильником кожного чергового метра наснованних ниток і, додатково - функцію протектора, що дозволяє різко збільшити силу зчеплення стрічки 8 з пакуванням 5, тобто з поверхнею намотування ниток на снувальному валу 2. Кількість (n) отворів 15, які виконують в стрічці 8, підбирають виходячи з розрахунку по формулі: n=Р.m. де P - периметр стрічки 8 в метрах (у загальному випадку, в будь-яких інших шцях вимірювання довжини); m - кількість отворів, відповідних одному метру довжини снування. При цьому n і m є цілими числами. Для партіонних снувальних машин, що серійно випускаються і що встановлені на текстильних підприємствах, діаметральні розміри валів 3, що укочують, декілька відрізняються один від одного по величині. Так, зокрема, периметри валів, що укочують, снувальних машин типу СП-180, встановлених на Тираспольському бавовняному об'єднанні «Тиротекс», змінюються в інтервалі від 1,012 до 1,023 метрів. У таблиці 1 приведені 57 позицій розрахованих за допомогою ЕОМ значень n і m під конкретні значення P, укладені в інтервалі від 1,012 до 1,023 метрів. При цьому, значення n і m, що належать одній позиції, не мають загальних дільників на цілі числа при цілочисельному діленні, а це означає, що представлені в таблицях значення n і m являються мінімально можливими їх значеннями. Початковими даними для розрахунку тут, окрім інтервалу зміни значень P, виступає макси 10 мально можливе число значень nmax, яке вибирається виходячи з конструкторських і те хнологічних міркувань для заданої снувальної машини, і яке можна виконати в стрічці 8 заданої довжини. В даному випадку, для таблиці 1, це число було призначене рівним 119. Це означає, що в стрічці можна виконати максимум nmax=119 отворів, наприклад, діаметром 4 мм, а довжина, що залишилася, припаде на перемички між отворами. У таблиці 2 приведені 18 позицій для підбору значень n і m для конкретної величини P, укладеної у більш вужчому інтервалі значень: від 1,021 до 1,023 метрів. Величина максимального значення n тут призначена рівною nmax=179. Легко бачити, що, ніж більше отворів 15 буде виконано в стрічці 8, тим, в загальному випадку, збільшується кількість конкретних значень P в заданому інтервалі і з більшою мірою точності буде вибрано дійсне значення P по відношенню до заданого значення. Незначні відхилення вибраної табличної величини від заданого значення, а також помилка в довжині стрічки, що з'являється при її виго товленні і замиканні в кільце, складуть загальну систематичну помилку. Ця помилка на появу чаду м'яких кінців не впливає, оскільки всі снувальні вали єдиної партії напрацьовуються обов'язково на одній і тій же партіонній снувальній машині і систематична помилка для всіх пакувань партії буде однаковою. Так, наприклад, якщо на всі снувальні вали партії напрацюють по лічильнику основну пряжу артикулу «Сатин 50» довжиною по 32500 метрів, а фактична довжина складе 32580 метрів, то така партія при шліхтуванні зійде зі всіх снувальних валів одноразово, без чаду. Для поліпшення фрикційного контакту стрічки 8з поверхнею пакування 5, величина n, що вибрана з таблиць 1 або 2, може бути збільшена в деяке ціле число раз. При цьому, звичайно, необхідно збільшити і значення m, вибране з цих же таблиць, в те ж ціле число раз. Таблиця 1 №п/п 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. Р 1.012048 1.012195 1.012346 1.012500 1.012658 1.012821 1.012987 1.013158 1.013333 1.013514 1.013699 1.013889 1.014084 1.014286 1.014493 m 84 83 82 81 80 79 78 77 76 75 74 73 72 71 70 n 83 82 81 80 79 78 77 76 75 74 73 72 71 70 69 № п/п 20. 21. 22. 23. 24. 25. 26. 27. 28. 29. 30. 31. 32. 33. 34. Р 1.015625 1.015873 1.016129 1.016393 1.016667 1.016949 1.017094 1.017241 1.017391 1.017544 1.017699 1.017857 1.018018 1.018182 1.018349 m 65 64 63 62 61 60 119 59 117 58 115 57 113 56 111 n 64 63 62 61 60 59 117 58 115 57 113 56 111 55 109 № п/п 39. 40. 41. 42. 43. 44. 45. 46. 47. 48. 49. 50. 51. 52. 53. Р 1.019231 1.019418 1.019608 1.019802 1.020000 1.020000 1.020202 1.020408 1.020619 1.020833 1.021053 1.021277 1.021505 1.021739 1.021978 m 53 105 52 103 51 51 101 50 99 49 97 48 95 47 93 n 52 103 51 101 50 50 99 49 97 48 95 47 93 46 91 11 84323 12 Продовження таблиці 1 16. 17. 18. 19. 1.014706 1.014925 1.015152 1.015385 69 68 67 66 68 67 66 65 35. 36. 37. 38. 1.018519 1.018692 1.018868 1.019048 55 109 54 107 54 107 53 105 54. 55. 56. 57. 1.022222 1.022472 1.022727 1.022989 46 91 45 89 45 89 44 87 Таблиця 2 №п/п 1. 2. 3. 4. 5. 6. Р 1.021053 1.021127 1.021277 1.021429 1.021505 1.021583 m 97 145 48 143 95 142 n 95 142 47 140 93 139 № п/п 7. 8. 9. 10. 11. 12. Р 1.021739 1.021898 1.021978 1.022059 1.022222 1.022388 Машина працює таким чином. При снуванні в обертання від регульованого приводу примусово приводиться снувальний вал 2. Нитки 4 вибираються зі шпулярника (не показаний), огинають мірильний вал 1, що виконує функцію відхиляючого валу і датчика швидкості снування, з доданням йому обертального руху, намотуються на снувальний вал 2 і формуються в пружно навантажене тіло рулонного типу - пакування 5. Вал 3, що укочує, на каретці 6 притискається з необхідною технологією текстильного виробництва силою до пакування 5, за рахунок фрикційної взаємодії з пакуванням приводиться в обертальний рух і надає необхідну дію, що укочує, визначаючи пакуванню задану густину формування і, що вимагається технологією снувального виробництва, строгу циліндрову форму пакування. Вимірювальна стрічка 8, затиснена в жалі двох циліндрів: пакування 5 і валу 3, що укочує, також приводиться в обертальний рух навколо осі валу 3. При русі стрічка 8 самовстановлюється перпендикулярно осі снувального валу 2, а під дією відцентрових і аеродинамічних сил одержує додаткове натягнення. Вільна від затискання між валами, що укочує і снувальним, її округла частина спливає на тонкій повітряній подушці над циліндровим тілом валу 3, що укочує. Ці ж динамічні сили перешкоджатимуть засміченню пухом отворів 15 в стрічці 8 і отвору в рамці направляючої 7. Переміщення стрічки 8 уздовж осі валу 3, що укочує, обмежується бічним зазором між нею і боковинами направляючої 7. У міру збільшення радіусу пакування 5, кутова швидкість снувального валу 2 автоматично зменшується з тим, щоб зберегти лінійну швидкість снування ниток 4 на заданому рівні. Зважаючи на значні навантаження, розміри, вагу і інерційні властивості робочих органів машини, між пакуванням 5 і веденим від снувального валу 2 валом 3, що укочує, завжди, а особливо, в перехідних режимах, при пусках і зупинках машини, матиме місце взаємне прослизання. Завдяки незначній інерційністі, відміченим відмітним фрикційним властивостям свого матеріалу, а також завдяки перфорації отворами на своїй центральній поверхні, що додатково виконує m 47 140 93 139 46 137 n 46 137 91 136 45 134 № п/п 13. 14. 15. 16. 17. 18. Р 1.022472 1.022556 1.022727 1.022857 1.022901 1.022989 m 91 136 45 179 134 89 n 89 133 44 175 131 87 функцію протектора, стрічка 8 знаходитиметься в майже жорсткому кінематичному взаємозв'язку із зовнішньою поверхнею пакування 5. Допустимо, що довжина стрічки 8 складає P=1,02м, вона перфорована n=102 отворами, а в електронній схемі задане значення m=100 (див. позицію 43 таблиці 1). В даному прикладі табличні значення n і m спеціально збільшені в два рази, щоб визначити вищі протекторні властивості стрічки 8. При русі стрічки 8 автоматично виробляється вимірювання пройденого нею шляху, а, відповідно, і довжини снування ниток 4. Виконується це таким чином: Проходження кожного з отворів 15 в стрічці 8 фіксується оптопарою 10-11. Світлодіодом 10 виробляється випромінювання в інфрачервоному діапазоні світлового потоку в центральну частину стрічки 8. З рухом стрічки 8, коли в зоні освітлення світлодіодом 10 з'явиться черговий отвір 15, світловий потік, відбившись від дзеркальної пластинки 14, попрямує на фотодіод 11. В результаті свого спрацьовування фотодіодом 11 виробляється черговий сигнал, який буде направлений в проміжну пам'ять електронного блоку і підсумований з її числовим змістом. При досягненні в пам'яті кількості сигналів рівних m виробиться збільшення показань цифрового індикатора на один метр, а проміжна пам'ять обнулюється і далі процес її заповнення від 0 до m повторюється. При досягненні показань лічильника поточної довжини снування заданої величини, електронним блоком видається відповідна команда і машина зупиняється. В процесі снування періодично відбуваються обриви окремих ниток 4. На це реагує автоматична система виявлення і реєстрації обривів ниток основи і зупиняє машину для проведення операцій їх ліквідації. При снуванні маломіцної пряжі (бавовняної, камвольної і ін.) такі зупини відбуваються досить часто. Для зупинки снувальної машини використовується жорстка система гальмування всіх робочих органів з тим, щоб попередити замотування кінців обірваних ниток в тіло пакування. Зважаючи на снувальний вал 2 з пакуванням 5, що змінює у процесі снування свій моменту іне 13 84323 рції, а також свою робочу кутову швидкість, зупинка всіх робочих валів і, зокрема, снувального 2 і що укочує 3 відбуваються асинхронно. При цьому мають місце значні взаємні прослизання одного валу щодо іншого. Проте, зважаючи на свою конструктивну побудову, гнучка мало інерційна, замкнута в кільце стрічка 8 завжди залишається в чіткому кінематичному взаємозв'язку з тілом пакування 5 і руха тиметься в синхронному взаємозв'язку з поверхнею пакування 5 навіть при зупинці валу 3, що укочує, або, навпаки, залишиться в зчіпленні з пакуванням 5, що зупинилося, при інерційному русі валу 3, що укочує. Кінець напрацювання снувального валу фіксується формувачем сигналу закінчення процесу снування з подальшим включенням вихідного реле і світлового табло. Перед початком напрацювання нового снувального валу оператор визначає початкове положення лічильника за допомогою установки на "0". При зміні довжини снування вводиться нове значення (уставка) на закінчення процесу при досяганні заданої довжини снування. Таким чином, за рахунок запропонованого способу вимірювання довжини довгомірного мате Комп’ютерна в ерстка В. Клюкін 14 ріалу і конструкції мірильного пристрою, з'явилася можливість упровадження пропозиції на різних партіонних снувальних і подібним їм машинах з різними діаметральними розмірами валу, що укочує. При простоті конструкції пропонованого приладу, останній відрізняється високим ступенем точності вимірювання довгомірного матеріалу в порівнянні з аналогами, що дозволяє, кінець кінцем, в підготовчому ткацькому виробництві текстильної промисловості зменшити вихід м'якого чаду при шліхтуванні і, тим самим, підвищити ефективність виробництва. Найбільше застосування пропозиції можуть мати місце на намотуючих машинах в різних галузях промисловості, зокрема, в ткацькому виробництві текстильної промисловості. Досягнення поставленої задачі підтверджене експериментальними дослідженнями макетних зразків лічильників довжини снування в лабораторних умовах кафедри «Обладнання підприємств легкої промисловості та побутового обслуговування» Херсонського національного технічного університету, а також у виробничих умовах Херсонського текстильного комбінату і Тираспольського виробничого об'єднання «Тиротекс». Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for measurement of length of long material and beaming machine for its implementation
Автори англійськоюSolodovnichenko Vladyslav Mykhailovych, Solodovnichenko Yurii Vladyslavovych, Krasnianska Olha Mykolaivna
Назва патенту російськоюСпособ определения длины длинномерного материала и сновальная машина для его осуществления
Автори російськоюСолодовниченко Владислав Михайлович, Солодовниченко Юрий Владиславович, Краснянская Ольга Николаевна
МПК / Мітки
МПК: D02H 13/00
Мітки: машина, здійснення, вимірювання, матеріалу, довжини, довгомірного, снувальна, спосіб
Код посилання
<a href="https://ua.patents.su/7-84323-sposib-vimiryuvannya-dovzhini-dovgomirnogo-materialu-i-snuvalna-mashina-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб вимірювання довжини довгомірного матеріалу і снувальна машина для його здійснення</a>
Пристрій для вимірювання довжини довгомірного матеріалу
Номер патенту: 23466
Опубліковано: 25.05.2007
Автори: Горбунов Юрій Володимирович, Безпалов Олександр Володимирович
МПК: G01B 7/02
Мітки: пристрій, довжини, матеріалу, вимірювання, довгомірного
Формула / Реферат:
1. Пристрій для вимірювання довжини довгомірного матеріалу, що містить подавальний і приймальний вузли з рулонотримачем у кожному, вимірювальний диск, напрямні засоби, розташовані по обидві сторони від вимірювального диска, перетворювач кута повороту останнього і реєструючий прилад, який відрізняється тим, що введений притискний ролик з механізмом його притискання до вимірювального диска, осі притискного ролика і вимірювального диска...
Спосіб вимірювання довжини протяжного металевого виробу та пристрій для його здійснення
Номер патенту: 24986
Опубліковано: 25.12.1998
Автори: Совлуков Алєксандр Сєргєєвіч, Бушель Альберт Рафаілович, Драпкін Ілля Аронович
МПК: G01B 15/00
Мітки: вимірювання, здійснення, пристрій, металевого, протяжного, виробу, довжини, спосіб
Формула / Реферат:
1. Способ измерения длины протяженного металлического изделия, в частности трубы, при котором изделие располагают изолированно вблизи металлического экрана параллельно ему, возбуждают электромагнитные сигналы в совокупности данных проводников как в длинной линии и измеряют характеристики распространения этих сигналов, по которым судят о длине изделия, отличающийся тем, что в качестве возбуждаемых электромагнитных сигналов используют...
Спосіб виготовлення довгомірного гумотросового виробу для гірничошахтного устаткування і пристрій для його здійснення
Номер патенту: 38378
Опубліковано: 15.07.2003
Автори: Ропай Валерій Андрійович, Шидо Микола Миколайович, Колосов Дмитро Леонідович, Савицький Віктор Іванович
МПК: D07B 5/00, B29D 29/00
Мітки: спосіб, виготовлення, пристрій, здійснення, гумотросового, виробу, гірничошахтного, довгомірного, устаткування
Формула / Реферат:
1. Спосіб виготовлення довгомірного гумотросового виробу для гірничошахтного устаткування, що включає операції подання, спрямовування і протягування тросів через усю систему механізмів, їх натягу, обкладання гумою, вулканізації гуми з подальшим намотуванням готового виробу, який відрізняється тим, що попередньо для кожного троса задають величину крутного моменту та перед їх обкладанням гумою вимірюють крутний момент для кожного троса, після...
Пристрій для різання довгомірного сортового металу на задані мірні довжини
Номер патенту: 1428
Опубліковано: 15.10.2002
Автори: Беленков Віктор Юхимович, Панченко Валентин Кузьмич, Литвин Олександр Іванович, Дегтярьов Леонід Костянтинович
МПК: B23D 15/00
Мітки: різання, пристрій, металу, довгомірного, задані, довжини, сортового, мірні
Формула / Реферат:
Пристрій для різання довгомірного сортового металу на задані мірні довжини, що містить виконавчий механізм у вигляді барабанних ножиць з верхнім та нижнім привідними валами та задавальний механізм з верхнім притискним та нижнім привідним валами з закріпленим на нижньому валу задавального механізму тягнучим елементом, та привід обертання валів, який відрізняється тим, що нижні привідні вали ножиць і задавального механізму з'єднані між собою...
Спосіб роздільного збирання льону-довгунця і причіпна машина для його здійснення
Номер патенту: 77226
Опубліковано: 15.11.2006
Автор: Марченко Микола Кузьмович
МПК: A01D 45/06
Мітки: машина, льону-довгунця, збирання, роздільного, спосіб, причіпна, здійснення
Формула / Реферат:
1. Спосіб роздільного збирання льону-довгунця, що включає плющення стебел одночасно з відділенням від них насіннєвої частини врожаю, який відрізняється тим, що після піднімання з поля необмолоченої стрічки льону відділяють насіннєву частину врожаю у вигляді насіння шляхом обмолоту одночасно з плющенням стебел по всій довжині стебел та обертанням стрічки льону на 180°.2. Спосіб за п. 1, який відрізняється тим, що одночасно плющать...
Попередній патент: Спосіб вібраційної діагностики підшипників кочення
Наступний патент: Стопорний стрижень
Випадковий патент: Засіб для профілактики та лікування патоспермій