Сигареторобна машина
Номер патенту: 85006
Опубліковано: 10.12.2008
Автори: Ізумія Такафумі, Вада Сюдзі, Оба Такахіро, Ямада Манабу, Нагаі Дзюніті, Канеда Нарімаса

Формула / Реферат
1. Сигареторобна машина, яка містить обгорткову машину для безперервного обгортання різаного тютюну у полотно обгорткового паперу шляхом згинання обох сторін полотна обгорткового паперу; секцію подачі полотна обгорткового паперу для безперервної подачі полотна обгорткового паперу в обгорткову машину з швидкістю, що залежить від робочої швидкості обгорткової машини; наносне сопло для нанесення ароматизуючого матеріалу на полотно обгорткового паперу, для виконання стадії, яка передує стадії нанесення шовного клею на полотно обгорткового паперу, що подається в обгорткову машину; помпу для подачі ароматизуючого матеріалу до наносного сопла і пристрій керування помпою для регулювання швидкості подачі ароматизуючого матеріалу до наносного сопла шляхом регулювання швидкості, з якою приводиться в рух помпа, в залежності від швидкості обгорткової машини, причому пристрій керування помпою завчасно ділить робочу швидкість обгорткової машини на велику кількість швидкісних діапазонів і визначає апроксимовану характеристику помпи, яка апроксимує співвідношення між швидкістю, з якою приводять в рух помпу, і швидкістю випуску ароматизуючого матеріалу з помпи в кожному з швидкісних діапазонів, і визначає швидкість, з якою належить приводити в рух помпу, в залежності від робочої швидкості обгорткової машини, відповідно до згаданої апроксимованої характеристики помпи.
2. Сигареторобна машина за п. 1, в якій пристрій керування помпою визначає лінійно апроксимовану характеристику помпи для розрахункового діапазону робочих швидкостей обгорткової машини шляхом отримання, для великої кількості робочих швидкостей в межах згаданого розрахункового діапазону робочих швидкостей, привідної швидкості помпи, при якій здійснюється така подача ароматизуючого матеріалу до наносного сопла, при якій здійснюють нанесення ароматизуючого матеріалу в фіксованій кількості на одиницю площі полотна обгорткового паперу; і визначає лінійно апроксимовану характеристику помпи для діапазону, який нижчий від згаданого розрахункового діапазону робочих швидкостей обгорткової машини, згідно з якою "нульове значення" має місце при зупинці обгорткової машини і яка сходиться з лінійно апроксимованою характеристикою для розрахункового діапазону робочих швидкостей при найменшій розрахунковій робочій швидкості.
3. Сигареторобна машина за п. 1, в якій ароматизуючий матеріал є рідиною, яка отримується шляхом змішування порошку, що містить ароматизуючу речовину, з водним розчином карбоксиметилцелюлози (КМЦ) або з суспензією бензилового спирту.
Текст
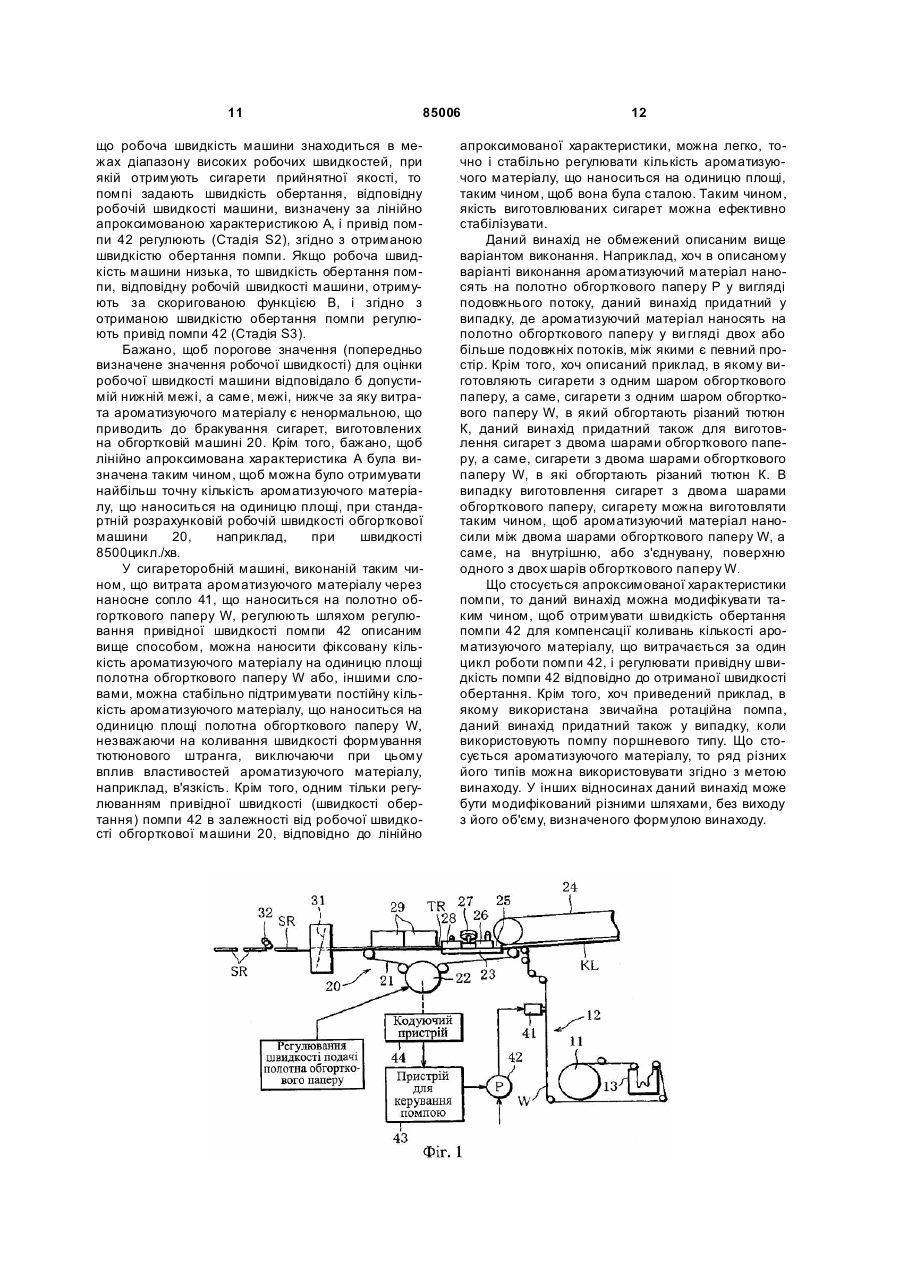
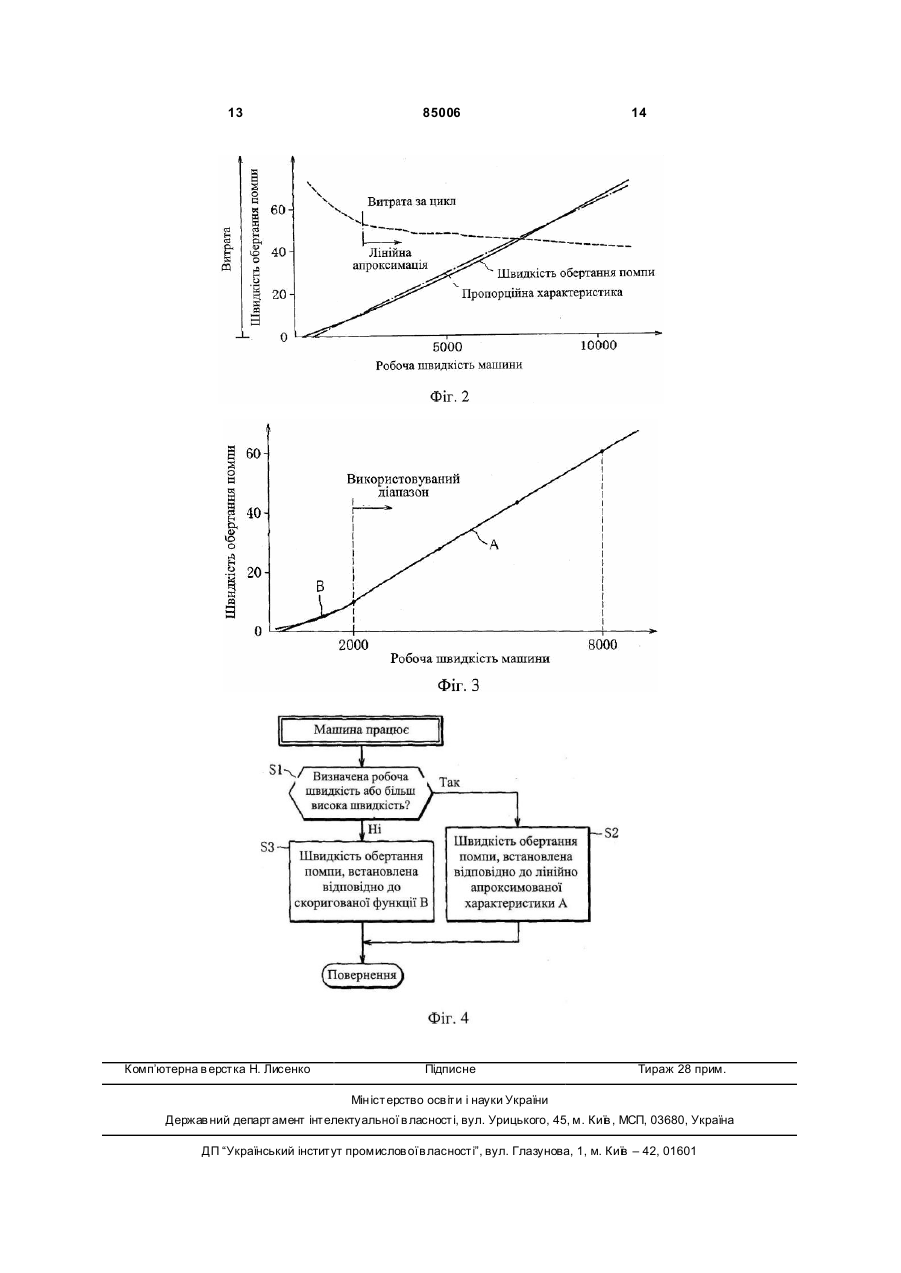
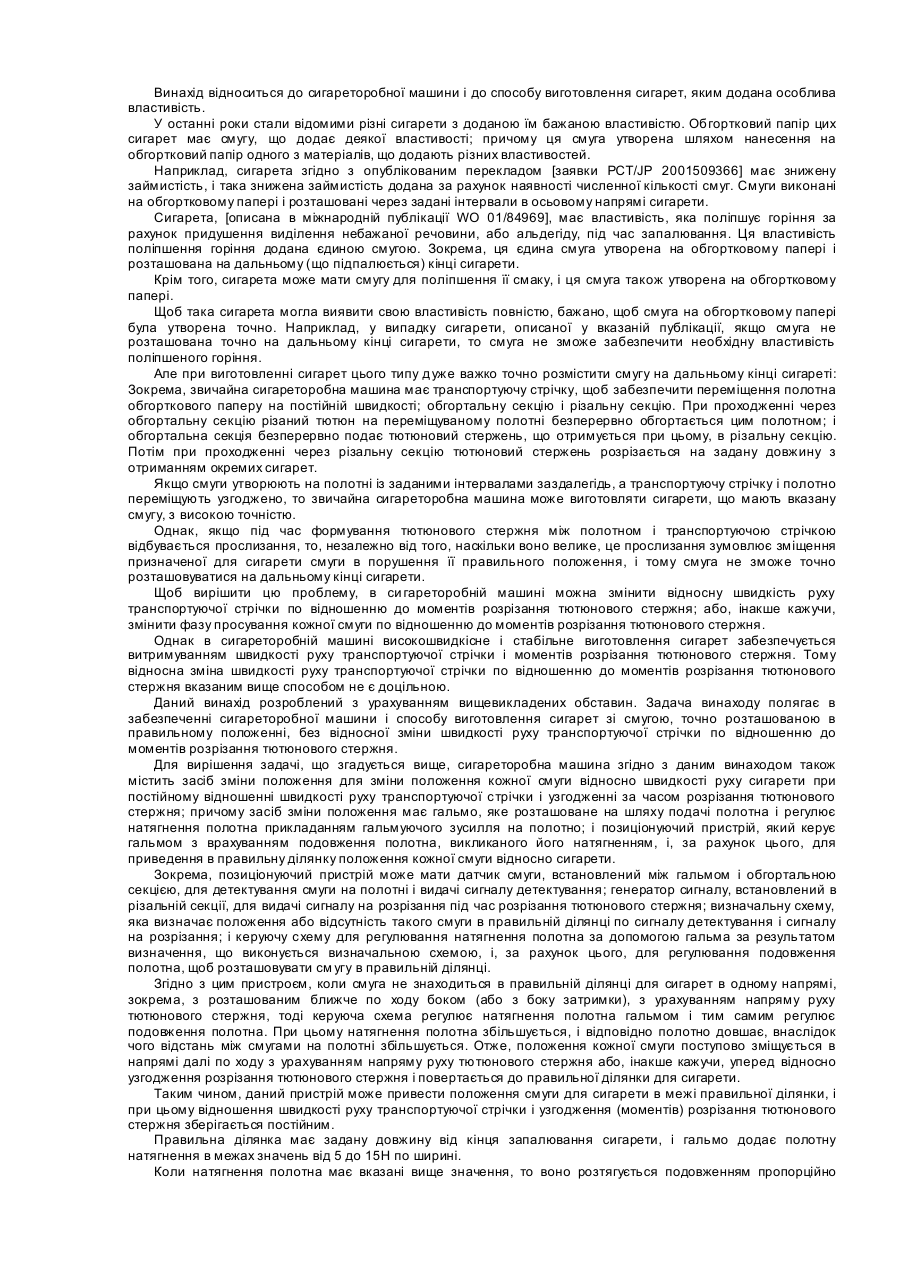
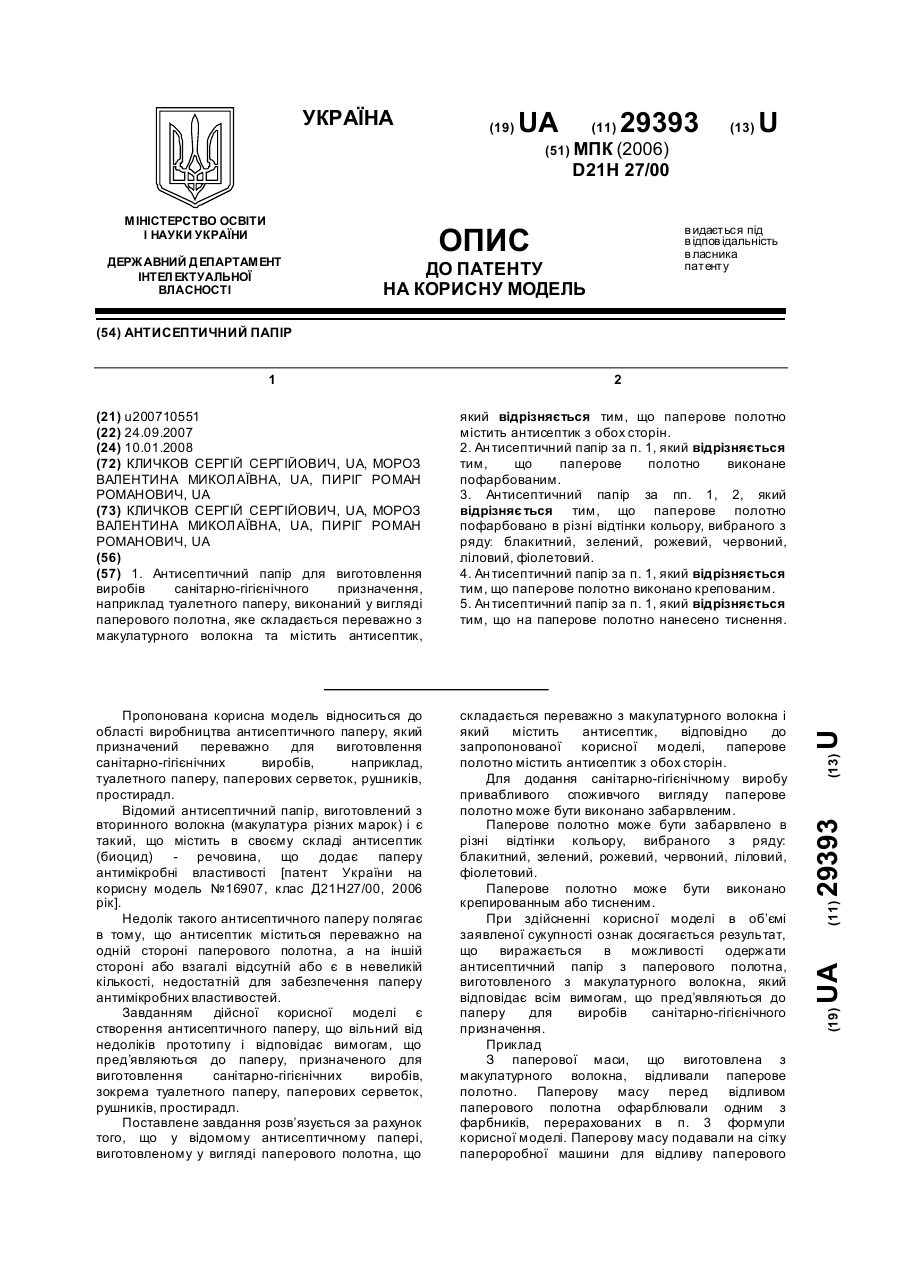
1. Сигареторобна машина, яка містить обгорткову машину для безперервного обгортання різаного тютюну у полотно обгорткового паперу шляхом згинання обох сторін полотна обгорткового паперу; секцію подачі полотна обгорткового паперу для безперервної подачі полотна обгорткового паперу в обгорткову машину з швидкістю, що залежить від робочої швидкості обгорткової машини; наносне сопло для нанесення ароматизуючого матеріалу на полотно обгорткового паперу, для виконання стадії, яка передує стадії нанесення шовного клею на полотно обгорткового паперу, що подається в обгорткову машину; помпу для подачі ароматизуючого матеріалу до наносного сопла і пристрій керування помпою для регулювання швидкості подачі ароматизуючого матеріалу до наносного сопла шляхом регулювання швидкості, з якою приводиться в рух помпа, в залежності від швидкості обгорткової машини, причому пристрій керування помпою завчасно ділить робочу швид C2 2 UA 1 3 85006 новий штранг. Під час цього процесу, для склеювання протилежних бічних сторін полотна обгорткового паперу, в який обгортають різаний тютюн, на одну бічну сторону полотна обгорткового паперу, що безперервно подається в обгорткову машину, наносять клей. [У публікації WO 2004/064546] розкритий спосіб нанесення на полотно обгорткового паперу ароматизуючого матеріалу для придушення характерного запаху сигарет не заподіюючи шкоди їх смаку. Ароматизуючий матеріал цього типу знаходиться, наприклад, у вигляді суміші з водним розчином карбоксиметилцелюлози (КМЦ) або з суспензією бензилового спирту. Кількість ароматизуючого матеріалу, що наноситься на полотно обгорткового паперу, є більшою в порівнянні з кількістю клею, що наноситься для з'єднання. Крім того, кількість ароматизуючого матеріалу, що наноситься на полотно обгорткового паперу, впливає шкідливо на якість виготовлюваних сигарет. Отже, необхідно точно регулювати кількість ароматизуючого матеріалу, що наноситься. Тим часом швидкість подачі полотна обгорткового паперу в обгорткову машину змінюють в залежності від робочої швидкості обгорткової машини, а саме, від швидкості, з якою на обгортковій машині безперервно формують тютюновий штранг. Отже, важливо, при нанесенні ароматизуючого матеріалу на полотно обгорткового паперу під час безперервного формування тютюнового штранга, регулюва ти витрату ароматизуючого матеріалу, що подається до наносного сопла, в залежності від швидкості транспортування полотна обгорткового паперу (швидкості подачі полотна обгорткового паперу) таким чином, щоб наносити фіксовану кількість ароматизуючого матеріалу на одиницю площі полотна обгорткового паперу. Звичайно витрату ароматизуючого матеріалу, що подається до наносного сопла, регулюють шляхом регулювання швидкості обертання помпи, за допомогою якого подають ароматизуючий матеріал до наносного сопла, в залежності від робочої швидкості обгорткової машини. Однак навіть при регулюванні швидкості обертання помпи в залежності від робочої швидкості обгорткової машини, через коливання робочої швидкості обгорткової машини все ж трапляються деякі відхилення в якості сигарет. У ході досліджень з виявлення причин таких коливань кількості ароматизуючого матеріалу, що наноситься на одиницю площі, авторами винаходу було встановлено, що швидкість випуску ароматизуючого матеріалу з помпи при подачі до наносного сопла (продуктивність помпи), не пропорційна швидкості обертання помпи у всьому діапазоні швидкостей обертання, і що кількість ароматизуючого матеріалу, що подається помпою протягом одного циклу, змінюється в залежності від швидкості обертання помпи. Автори передбачають, що це відбувається через в'язкість ароматизуючого матеріалу і т.д. Основною задачею даного винаходу є створення сигареторобної машини, за допомогою якої можна наносити відповідну кількість ароматизуючого матеріалу на полотно обгорткового паперу, 4 що безперервно подається в обгорткову машину для формування безперервного тютюнового стрижня, в залежності від робочої швидкості обгорткової машини, таким чином, стабілізуючи якість виготовлюваних сигарет. Сигареторобна машина за винаходом містить: обгорткову машину для безперервного обгортання різаного тютюну в полотно обгорткового паперу шляхом згинання обох бічних сторін полотна обгорткового паперу; подавальний пристрій для подачі полотна обгорткового паперу для безперервної подачі полотна обгорткового паперу в обгорткову машину з швидкістю, що залежить від робочої швидкостіобгорткової машини; наносне сопло для нанесення ароматизуючого матеріалу на полотно обгорткового паперу, який подається вздовж шляху подачі полотна обгорткового паперу, що проходить від подавального пристрою для подачі обгорткового паперу в обгорткову машину, як стадія, що передує стадії нанесення шовного клею на полотно обгорткового паперу; помпа для подачі ароматизуючого матеріалу до наносного сопла; і пристрій керування помпою для регулювання швидкості, з якою приводять в рух помпу, в залежності від робочої швидкості обгорткової машини. За допомогою пристрою керування помпою завчасно ділять робочу швидкість обгорткової машини на велику кількість швидкісних діапазонів і визначають апроксимовану характеристику роботи помпи, яка апроксимує співвідношення між швидкістю, з якою приводять в рух помпу, і швидкістю випуску ароматизуючого матеріалу з помпи в кожному з швидкісних діапазонів, і визначають швидкість, з якою належить приводити в рух помпу, в залежності від робочої швидкості обгорткової машини, згідно з апроксимованою характеристикою помпи. Бажано, щоб можна було за допомогою пристрою керування помпою визначати лінійно апроксимовану характеристику помпи для розрахункового діапазону робочих швидкостей обгорткової машини шляхом визначення, для великої кількості робочих швидкостей в межах розрахункового діапазону робочих швидкостей, швидкості, з якою приводять в рух помпу, при якій забезпечують таку подачу ароматизуючого матеріалу до наносного сопла, при якій забезпечують нанесення фіксованої кількості ароматизуючого матеріалу на одиницю площі полотна обгорткового паперу, і визначати лінійно апроксимовану характеристику помпи для діапазону, який нижчий розрахункового діапазону робочих швидкостей обгорткової машини, згідно з якою «нульове значення» виходить, коли обгорткова машина стоїть, і яка сходиться з лінійно апроксимованою характеристикою для розрахункового діапазону робочих швидкостей при найменшій розрахунковій робочій швидкості. За допомогою пристрою керування помпою визначають швидкість, з якою належить приводити в рух помпу, в залежності від робочої швидкості обгорткової машини, згідно з цими лінійно апроксимованими характеристиками, і здійснювати регулювання згідно з отриманою швидкістю приводу помпи. Ароматизуючий матеріал отримують, наприклад, шляхом змішування порошку, що містить 5 85006 ароматизуючу речовину, з водним розчином карбоксиметилцелюлози (КМЦ) або з суспензією бензилового спирту. Згідно з винаходом, регулювання витрати ароматизуючого матеріалу, що подається до наносного сопла, для нанесення ароматизуючого матеріалу на полотно обгорткового паперу, що безперервно подається в обгорткову машину, в залежності від робочої швидкості обгорткової машини, визначають завчасно апроксимовану характеристику роботи помпи, і яка апроксимує співвідношення між швидкістю, з якою приводять в рух помпу, і витратою ароматизуючого матеріалу, що подається помпою до наносного сопла, і визначають швидкість, з якою належить приводити в рух помпу, в залежності від робочої швидкості обгорткової машини, згідно з апроксимованою характеристикою роботи помпи. Отже, можна наносити стабільно фіксовану кількість ароматизуючого матеріалу на одиницю площі полотна обгорткового паперу, незважаючи на коливання швидкості подачі полотна обгорткового паперу, без надання згубного впливу, через в'язкість ароматизуючого матеріалу і т.д. За допомогою пристрою керування помпою регулюють дію помпи, якою подають ароматизуючий матеріал до наносного сопла, задаючи йому швидкість в залежності від робочої швидкості обгорткової машини, і, отже, в залежності від швидкості подачі полотна обгорткового паперу, шляхом ефективної компенсації коливань робочої характеристики помпи, що викликаються в'язкістю ароматизуючого матеріалу і т.д. Цим забезпечують можливість постійного, стабільного нанесення за допомогою наносного сопла фіксованої кількості ароматизуючого матеріалу на одиницю площі полотна обгорткового паперу, хоч кількість ароматизуючого матеріалу, що наноситься, досить велика, в порівнянні з кількістю шовного клею. При використанні звичайної ротаційної помпи спостерігається тенденція, яка полягає у тому, що в діапазоні високих швидкостей обертання помпи витрата ароматизуючого матеріалу, що наноситься, приблизно пропорційна швидкості обертання помпи, у той час як в діапазоні низьких швидкостей обертання помпи витрата ароматизуючого матеріалу, що наноситься,поступово збільшується, в порівнянні з швидкістю обертання помпи. Таким чином, для діапазону, який нижчий розрахункового діапазону робочих швидкостей обгорткової машини, визначають лінійно апроксимовану характеристику помпи, згідно з якою «нульове значення» виходить, коли обгорткова машина стоїть, і яка сходиться з лінійно апроксимованою характеристикою помпи для розрахункового діапазону робочих швидкостей при найменшій розрахунковій робочій швидкості. Цим забезпечують можливість стабільного функціонування регулювальної системи простим і раціональним способом. Цим забезпечують переваги, які полягають у можливості підвищення якості виготовлюваних сигарет, за допомогою стабільного регулювання дії помпи для подачі ароматизуючого матеріалу до наносного сопла без створення складної регулювальної системи. 6 На кресленнях: Фіг.1 - схема конструкції варіанту виконання сигареторобної машини за винаходом; Фіг.2 - діаграма залежності швидкості обертання помпи і витрати ароматизуючого матеріалу, що подається помпою, від робочої швидкості обгорткової машини; Фіг.З - діаграма апроксимованої характеристики помпи, яка показує залежність швидкості обертання помпи від робочої швидкості машини; Фіг.4 блок-схема зразкового процесу регулювання роботи помпи в сигареторобній машині за Фіг.1. Нижче описаний варіант виконання сигареторобної машини, згідно з винаходом, з посиланням на креслення. На Фіг.1 схематично представлена конструкція сигареторобної машини. Рулон 11 полотна обгорткового паперу W певної ширини встановлюють в сигареторобній машині таким чином, щоб можна було подавати полотно обгорткового паперу W з рулону 11 вздовж шляху подачі 12. Шлях подачі 12 визначений великою кількістю напрямних валиків 13, а закінчення шляху подачі 12 знаходиться поруч з входом обгорткової машини 20. Шлях подачі 12 містить живильні валики (не показані) та резервуар 13. Резервуар 13 призначений для зберігання «резервного запасу», а саме, для зберігання певної довжини полотна обгорткового паперу W для забезпечення періоду часу, що вимагається для приєднання полотна обгорткового паперу W наступного рулону 11 до попереднього полотна обгорткового паперу W. Обгорткова машина 20 містить нескінченну гарнітурну стрічку 21. Полотно обгорткового паперу W безперервно подають від місця закінчення шляху подачі 12 до гарнітурної стрічки 21. Гарнітурна стрічка 21 проведена навколо тягового барабана 22 з утворенням замкненого шляху. При обертанні тягового барабана 22 гарнітурна стрічка рухається разом з полотном обгорткового паперу W в формуючій канавці (не показана) в формуючій плиті 23 в одному напрямку. Формуюча канавка в формуючій плиті 23 має таку форму, при якій поступово зменшуються ширина і радіус кривини дна від входу до ви ходу обгорткової машини 20, при якій вона має приблизно напівкруглий поперечний переріз на виході обгорткової машини 20. На вході обгорткової машини 20 на верхню сторону полотна обгорткового паперу W подають різаний тютюн К. Більш конкретно, різаний тютюн К присмоктують до нижньої сторони нескінченної стрічки 24 для подачі тютюну, для формування шару KL різаного тютюну, який транспортують до входу обгорткової машини 20 за допомогою стрічки 24 для подачі тютюну. Шар KL різаного тютюну, що втримується на стрічці 24 для подачі тютюну за допомогою відсмоктування повітря, знімають з стрічки 24 для подачі тютюну і переносять на полотно обгорткового паперу W за допомогою обтискного башмака 25, розташованого на вході обгорткової машини 20. Після перенесення шару KL різаного тютюну на полотно обгорткового паперу W описаним способом, полотно обгорткового паперу W разом з 7 85006 шаром KL різаного тютюну транспортують в обгорткову машину 10 і пропускають через обтискний башмак 25, короткий держак 26, під соплом 27 для нанесення клею і через довгий держак 28, послідовно встановлені в обгортковій машині. У ході цього процесу різаний тютюн К обгортають в полотно обгорткового паперу W таким чином, щоб формувався безперервний тютюновий штранг TR. Сформований тютюновий штранг TR вип ускають на виході обгорткової машини 10. Більш конкретно, за допомогою обтискного башмака 25 стискають шар KL різаного тютюну зверху, таким чином, додаючи бажаної дугоподібної форми в поперечному перерізі, в той час як за допомогою формуючої канавки в формуючій плиті 23 обгортають полотно обгорткового паперу разом з гарнітурною стрічкою 21, додаючи дугоподібної форми знизу в поперечному перерізі. Таким чином, шар KL різаного тютюну стискають зверху і знизу і додають бажаної дугоподібної форми зверху і знизу в поперечному перерізі. За допомогою короткого держака 26 обгортають одну сторону полотна обгорткового паперу W разом з гарнітурною стрічкою 21, додаючи дугоподібної форми і таким чином покриваючи одну половину верхньої половини шару KL різаного тютюну цією частиною полотна обгорткового паперу. У цей час за допомогою сопла 27 для подачі клею наносять шовний клей на іншу бічну сторону полотна обгорткового паперу W. Потім за допомогою довгого держака 28 обгортають разом з гарнітурною стрічкою 21 цю іншу сторону полотна обгорткового паперу W, додаючи дугоподібної форми, таким чином, щоб покривати іншу половину верхньої половини шару KL різаного тютюну цією частиною полотна обгорткового паперу W. В результаті цього одна бічна сторона полотна обгорткового паперу W находить на іншу бічну сторону, і їх склеюють разом шовним клеєм, таким чином, формуючи тютюновий штранг TR. Тютюновий штранг TR, що випускається на виході обгорткової машини 20, пропускають під нагрівником 29, де сушать шовний клей. Потім тютюновий штранг TR ріжуть обертовим ножем 31 на різальній установці на сигаретні стрижні SR певної довжини, а саме, подвійної довжини сигарет. Сигаретні стрижні SR подають за допомогою викидача 32 на наступну станцію (наступний етап), а саме, на машину для приєднання фільтра (не показана). У машині для приєднання фільтра один сигаретний штранг SR ріжуть на дві сигарети, і між двома сигаретами, співвісно, укладають відрізок фільтр-штранга. Потім навколо них обертають мундштучний відрізок паперу, яким накривають відрізок фільтр-штранга і кінці сигарет, що розташовані поруч з ним таким чином, що з'єднують разом дві сигарети і відрізок фільтр-штранга, утворюючи подвійну сигарету з фільтром. Потім подвійну сигарету з фільтром розрізають посередині відрізка фільтр-штранга на дві однакові частини, отримуючи дві сигарети з фільтром. У сигареторобній машині, що має в основному описану ви ще конфігурацію, пристрій для нанесення ароматизуючого матеріалу на полотно обго 8 рткового паперу W розташований, наприклад, в ділянці шляху подачі 12, нижче по ходу від резервуара 13, для виконання стадії, яка передує стадії нанесення шовного клею. Пристрій для нанесення ароматизуючого матеріалу містить наносне сопло 41 для нанесення ароматизуючого матеріалу в рідкому стані на внутрішню поверхню полотна обгорткового паперу W певної ширини, і помпу 42 для подачі ароматизуючого матеріалу до наносного сопла 41. За допомогою наносного сопла 41 наносять ароматизуючий матеріал лінійно шляхом випуску ароматизуючого матеріалу з периферичного кінця сопла на поверхню полотна обгорткового паперу W, призначену для нанесення ароматизуючого матеріалу. Витратою ароматизуючого матеріалу через наносне сопло 41 керують за допомогою установки заданої швидкості випуску ароматизуючого матеріалу помпою 42. Швидкість випуску ароматизуючого матеріалу помпою 42 регулюють шляхом регулювання швидкості помпи, що виконується за допомогою пристрою керування 43 помпою або, іншими словами, швидкістю обертання помпи 42. Більш конкретно, за допомогою пристрою керування 43 помпою регулюють витрату ароматизуючого матеріалу, що подається до наносного сопла 41 і, отже, витрата ароматизуючого матеріалу, що наноситься на полотно обгорткового паперу W, шляхом отримання вихідних даних від кодуючого пристрою 44, якими визначена швидкість обертання тягового барабана 22, і регулювання швидкості обертання помпи 42 в залежності від швидкості, з якою на обгортковій машині 20 формують тютюновий штранг або, іншими словами, від робочої швидкості обгорткової машини 20, як описано нижче. Ароматизуючий матеріал (ароматизуючу суміш) наносять на полотно обгорткового паперу W описаним вище способом, наприклад, для пом'якшення або маскування неприємного запаху сигарет, що викурюються, зокрема, запаху побічного диму. Більш конкретно, ароматизуючий матеріал містить одну або більше ароматизуючих речовин, вибраних з групи, яка складається з терпенів, складного ефіру, спиртів, наприклад: ліналоолу, неролуа і гераніолу; фенолів, наприклад, анетолу; альдегідів, наприклад, ваніліну і етилванілату; лактонів, екстрактів з рослин, екстрактів з фруктів і т. д. Ароматизуючі матеріали можуть містити будьякі з речовин, розкритих в [опублікованій заявці Японії 2002-146386]. Ароматизуючий матеріал отримують, наприклад, шляхом змішування порошку, що містить ароматизуючу речовину, як згадано вище, з водним розчином карбоксиметилцелюлози (КМЦ) або з суспензією бензилового спирту. Більш конкретно, ароматизуючий матеріал отримують шляхом змішування ароматизуючих порошкоподібних капсул приблизно з 80ваг. % водного спиртового розчину КМЦ або з суспензією бензилового спирту. Далі описаний процес регулювання швидкості обертання помпи 24, що виконується за допомогою пристрою керування 43 помпою. Швидкість, з якою безперервно подають (транспортують) полотно обгорткового паперу W в обгорткову машину 9 85006 20, змінюється в залежності від швидкості, з якою на обгортковій машині 20 формують тютюновий штранг. За допомогою пристрою керування 43 помпою виконують функцію нанесення фіксованої кількості ароматизуючого матеріалу на одиницю площі полотна обгорткового паперу W, незважаючи на коливання швидкості, з якою подають (транспортують) полотно обгорткового паперу W. Інакше кажучи, за допомогою пристрою керування 43 помпою підтримують на постійному рівні кількість ароматизуючого матеріалу, що наноситься на одиницю площі полотна обгорткового паперу W за допомогою наносного сопла 41, шляхом збільшення витрати ароматизуючого матеріалу, що подається до наносного сопла 41, вдвічі, при підвищенні вдвічі швидкості, з якою на обгортковій машині формують тютюновий штранг. Однак, як було згадано вище, наміченої мети, а саме, «підтримка на постійному рівні кількості ароматизуючого матеріалу, що наноситься на одиницю площі полотна обгорткового паперу W», не завжди досягають, коли швидкість обертання помпи 42 (привідна швидкість помпи) просто регулюють в пропорційному відношенні до робочої швидкості обгорткової машини 20, визначеної за допомогою кодуючого пристрою 44. Для виявлення причини цього явища автори змінювали швидкість, з якою на обгортковій машині 20 формували тютюновий штранг (робочу швидкість обгорткової машини в показниках швидкості обертання тягового барабана), і регулювали швидкість обертання помпи 41 таким чином, щоб витрата ароматизуючого матеріалу через наносне сопло 41 була пропорційна зміні швидкості формування тютюнового штранга. Отримані результати представлені в таблиці 1. Таблиця 1 Робоча Шв идкість шв идкість Стандартна Виміряна обертання обгортков ої в итрата, в итрата, помпи, машини, г/30с г/30с цикл./хв . цикл./хв . 500 0,72 0,72 2,41 1500 2,16 2,16 8,43 2500 3,60 3,62 15,31 3500 5,04 5,05 22,41 4500 6,48 6,48 28,71 5500 7,92 7,92 36,21 6500 9,36 9,35 43,71 7500 10,80 10,81 51,76 8500 12,24 12,25 59,81 9500 13,68 13,68 68,31 Витрата, г/цикл. 0,5975 0,5180 0,4733 0,4510 0,4514 0,4373 0,4278 0,4176 0,4096 0,4005 На Фіг.2 представлені результати цього експерименту в формі діаграми. Діаграма з Фіг.2 чітко показує, що швидкість обертання помпи 42 не пропорційна робочій швидкості обгорткової машини 42 у всьому діапазоні робочих швидкостей, і що витрата за цикл роботи помпи 42 змінюється в залежності від швидкості обертання помпи. Було встановлено, що в діапазоні високих швидкостей обертання помпи 42 витрата за цикл поступово зменшується із збільшенням швидкості обертання, 10 в той час як в діапазоні низьких робочих швидкостей витрата за цикл круто збільшується при зниженні швидкості обертання. Це, по припущеннях авторів, відбувалося виключно через в'язкість ароматизуючого матеріалу, швидше, ніж через робочі характеристики помпи 42. Таким чином, в даній сигареторобній машині пристрій керування 43 помпою виконаний таким чином, щоб з його допомогою можна було регулювати привід помпи 42 в залежності від робочої швидкості обгорткової машини відповідно до апроксимованої характеристики помпи, представленої на Фіг.3, на якій апроксимована швидкість випуску ароматизуючого матеріалу з помпи 42 описаним вище способом. Більш конкретно, робочу швидкість обгорткової машини 20 розділили на велику кількість швидкісних діапазонів і отримали апроксимовану характеристику помпи, якою апроксимоване взаємовідношення між привідною швидкістю помпи 42 і швидкістю випуску з помпи 42 ароматизуючого матеріалу в кожному з швидкісних діапазонів, таким чином, щоб значення швидкості, з якою помпу 42 належить приводити в рух при заданій робочій швидкості обгорткової машини 42, можна було отримувати відповідно до апроксимованої характеристики помпи. Формування тютюнового штранга на обгортковій машині 20 звичайно здійснюють в діапазоні високих робочих швидкостей, що перевищують 1000-2000 цикл./хв. У цьому діапазоні високих робочих швидкостей швидкість випуску ароматизуючого матеріалу майже пропорційна привідній швидкості помпи 42. Таким чином, згідно з винаходом, визначена пряма лінія, зображена на Фіг.3, якою апроксимоване взаємовідношення між робочою швидкістю машини і швидкістю обертання помпи. Наприклад, при розрахункових робочих швидкостях 4500цикл./хв., 6500цикл./хв. і 8500цикл./хв. обгорткової машини 20 отримують швидкості обертання помпи, при яких забезпечується необхідна швидкість випуску ароматизуючого матеріалу, і отримана пряма лінія, що з'єднує три точки, відповідні цим трьом значенням, є лінійно апроксимованою характеристикою А, що представляє взаємовідношення між робочою швидкістю машини і швидкістю обертання помпи. Для діапазону низьких робочих швидкостей визначена лінійно апроксимована характеристика (скоригована функція) В, яка сходиться з лінійно апроксимованою характеристикою А при найменшій розрахунковій робочій швидкості, і яка відповідає «нульовому значенню» при зупинці обгорткової машини . Цим запобігають проблемі завдання негативної швидкості обертання помпі 42 при пуску (поновленні роботи) обгорткової машини 20. За допомогою пристрою керування 43 помпою регулюють привідну швидкість помпи 42 (швидкість обертання), наприклад, згідно з блок-схемою регулювання роботи помпи, зображеною на Фіг.4. Коли обгорткова машина 20 працює, її робочу швидкість визначають за допомогою кодуючого пристрою 44, а також визначають, чи знаходиться виміряна робоча швидкість в межах попередньо визначеного діапазону високих робочих швидкостей або перевищує цей діапазон (Стадія S1). Як 11 85006 що робоча швидкість машини знаходиться в межах діапазону високих робочих швидкостей, при якій отримують сигарети прийнятної якості, то помпі задають швидкість обертання, відповідну робочій швидкості машини, визначену за лінійно апроксимованою характеристикою А, і привід помпи 42 регулюють (Стадія S2), згідно з отриманою швидкістю обертання помпи. Якщо робоча швидкість машини низька, то швидкість обертання помпи, відповідну робочій швидкості машини, отримують за скоригованою функцією В, і згідно з отриманою швидкістю обертання помпи регулюють привід помпи 42 (Стадія S3). Бажано, щоб порогове значення (попередньо визначене значення робочої швидкості) для оцінки робочої швидкості машини відповідало б допустимій нижній межі, а саме, межі, нижче за яку витрата ароматизуючого матеріалу є ненормальною, що приводить до бракування сигарет, виготовлених на обгортковій машині 20. Крім того, бажано, щоб лінійно апроксимована характеристика А була визначена таким чином, щоб можна було отримувати найбільш точну кількість ароматизуючого матеріалу, що наноситься на одиницю площі, при стандартній розрахунковій робочій швидкості обгорткової машини 20, наприклад, при швидкості 8500цикл./хв. У сигареторобній машині, виконаній таким чином, що витрата ароматизуючого матеріалу через наносне сопло 41, що наноситься на полотно обгорткового паперу W, регулюють шляхом регулювання привідної швидкості помпи 42 описаним вище способом, можна наносити фіксовану кількість ароматизуючого матеріалу на одиницю площі полотна обгорткового паперу W або, іншими словами, можна стабільно підтримувати постійну кількість ароматизуючого матеріалу, що наноситься на одиницю площі полотна обгорткового паперу W, незважаючи на коливання швидкості формування тютюнового штранга, виключаючи при цьому вплив властивостей ароматизуючого матеріалу, наприклад, в'язкість. Крім того, одним тільки регулюванням привідної швидкості (швидкості обертання) помпи 42 в залежності від робочої швидкості обгорткової машини 20, відповідно до лінійно 12 апроксимованої характеристики, можна легко, точно і стабільно регулювати кількість ароматизуючого матеріалу, що наноситься на одиницю площі, таким чином, щоб вона була сталою. Таким чином, якість виготовлюваних сигарет можна ефективно стабілізувати. Даний винахід не обмежений описаним вище варіантом виконання. Наприклад, хоч в описаному варіанті виконання ароматизуючий матеріал наносять на полотно обгорткового паперу Р у вигляді подовжнього потоку, даний винахід придатний у випадку, де ароматизуючий матеріал наносять на полотно обгорткового паперу у ви гляді двох або більше подовжніх потоків, між якими є певний простір. Крім того, хоч описаний приклад, в якому виготовляють сигарети з одним шаром обгорткового паперу, а саме, сигарети з одним шаром обгорткового паперу W, в який обгортають різаний тютюн К, даний винахід придатний також для виготовлення сигарет з двома шарами обгорткового паперу, а саме, сигарети з двома шарами обгорткового паперу W, в які обгортають різаний тютюн К. В випадку виготовлення сигарет з двома шарами обгорткового паперу, сигарету можна виготовляти таким чином, щоб ароматизуючий матеріал наносили між двома шарами обгорткового паперу W, а саме, на внутрішню, або з'єднувану, поверхню одного з двох шарів обгорткового паперу W. Що стосується апроксимованої характеристики помпи, то даний винахід можна модифікувати таким чином, щоб отримувати швидкість обертання помпи 42 для компенсації коливань кількості ароматизуючого матеріалу, що витрачається за один цикл роботи помпи 42, і регулювати привідну швидкість помпи 42 відповідно до отриманої швидкості обертання. Крім того, хоч приведений приклад, в якому використана звичайна ротаційна помпа, даний винахід придатний також у випадку, коли використовують помпу поршневого типу. Що стосується ароматизуючого матеріалу, то ряд різних його типів можна використовувати згідно з метою винаходу. У інших відносинах даний винахід може бути модифікований різними шляхами, без виходу з його об'єму, визначеного формулою винаходу. 13 Комп’ютерна в ерстка Н. Лисенко 85006 Підписне 14 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCigarette-processing machine
Автори англійськоюWADA SYUJI, OBA TAKAHIRO, IZUMIYA TAKAFUMI, NAGAI JUNICHI, KANEDA NARIMASA, Yamada Manabu
Назва патенту російськоюМашина для обработки сигарет
Автори російськоюВада Сюдзи, Оба Такахиро, Изумия Такафуми, Нагаи Дзюнити, Канеда Наримаса, Ямада Манабау
МПК / Мітки
МПК: D21H 27/00
Мітки: машина, сигареторобна
Код посилання
<a href="https://ua.patents.su/7-85006-sigaretorobna-mashina.html" target="_blank" rel="follow" title="База патентів України">Сигареторобна машина</a>
Сигареторобна машина і спосіб виготовлення сигарет
Номер патенту: 78926
Опубліковано: 25.04.2007
Автори: Мінамі Кейсуке, Футамура Цуйосі, Мацуура Садайосі
Мітки: машина, сигарет, виготовлення, сигареторобна, спосіб
Формула / Реферат:
1. Сигареторобна машина для виготовлення сигарет, що мають обгортковий папір, яка містить траєкторію для подачі полотна обгорткового паперу, на якому утворені смуги на заданих інтервалах вздовж подовжнього напряму полотна для надання заданої властивості сигаретам, обгортальну секцію, що має транспортуючу стрічку для прийому полотна з вказаної траєкторії подачі і можливістю здійснення руху полотна з різаним тютюном в одному напрямі, причому...
Гичкозбиральна машина

Номер патенту: 20209
Опубліковано: 15.07.1997
Автор: Синій Сергій Васильович
МПК: A01D 23/00
Мітки: гичкозбиральна, машина
Формула / Реферат:
Гичкозбиральна машина, яка містить ведучий і ведений вертикальні шківи, на яких розташоване еластичне полотно з ножами, до яких жорстко прикріплені пружні активізуючі пластини, встановлені під кутом, протилежно направленим до напрямку руху полотна, яка відрізняється тим, що по мірі віддалення від різальної кромки ножа кут нахилу поверхні пластини до лінії горизонту збільшується до 90°, а верхня частина активізуючих пластин розміщена...
Антисептичний папір
Номер патенту: 29393
Опубліковано: 10.01.2008
Автори: Мороз Валентина Миколаївна, Пиріг Роман Романович, Кличков Сергій Сергійович
МПК: D21H 27/00
Мітки: антисептичний, папір
Формула / Реферат:
1. Антисептичний папір для виготовлення виробів санітарно-гігієнічного призначення, наприклад туалетного паперу, виконаний у вигляді паперового полотна, яке складається переважно з макулатурного волокна та містить антисептик, який відрізняється тим, що паперове полотно містить антисептик з обох сторін.2. Антисептичний папір за п. 1, який відрізняється тим, що паперове полотно виконане пофарбованим.3. Антисептичний папір за пп....
Спосіб виготовлення антисептичного паперу
Номер патенту: 16907
Опубліковано: 15.08.2006
Автори: Кличко Сергій Сергійович, Мороз Валентина Миколаївна
МПК: D21H 27/00
Мітки: виготовлення, паперу, спосіб, антисептичного
Формула / Реферат:
1. Спосіб виготовлення антисептичного паперу, який включає готування паперової маси, відлив і сушіння паперового полотна, який відрізняється тим, що у паперове полотно в процесі його виготовлення вводять біоцид при вологості паперового полотна 80-95 %.2. Спосіб за п. 1, який відрізняється тим, що біоцид вводять у паперове полотно у вигляді водного розчину.3. Спосіб за п. 1, який відрізняється тим, що біоцид вводять у паперове...
Гичкозбиральна машина

Номер патенту: 9523
Опубліковано: 30.09.1996
Автори: Смакоуз Георгій Микитович, Хайліс Гедаль Абрамович, Козіброда Ярослав Іванович, Хелемендик Микола Михайлович, Синій Сергій Васильович, Мартиненко Володимир Якимович, Данильченко Михайло Григорович, Безпальок Андрій Петрович, Гевко Роман Богданович, Осуховський Володимир Михайлович
МПК: A01D 23/06, A01D 23/02, A01D 23/04
Мітки: машина, гичкозбиральна
Формула / Реферат:
1. Гичкозбиральна машина, яка складається з рами, копіюючих колес, ведучого і веденого вертикальних шківів, на яких розташоване еластичне полотно з ножами, похилого щитка, кут нахилу якого направлений в сторону, протилежну напрямку руху машини, яка відрізняється тим, що похилий щиток встановлений над еластичним полотном, а до ножів жорстко кріпляться пружні активізуючі пластини, розташовані паралельно до щитка і встановлені під кутом,...
Попередній патент: Опорна планка роликового стана холодної прокатки труб
Наступний патент: Пристрій для транспортування і очистки коренебульбоплодів
Випадковий патент: Водогрійний котел