Опорна планка роликового стана холодної прокатки труб
Номер патенту: 85005
Опубліковано: 10.12.2008
Автори: Король Радомір Миколайович, Очеретна Наталія Миколаївна, Пройдак Юрій Сергійович
Формула / Реферат
Опорна планка роликового стана холодної прокатки труб, яка містить ділянку зіва подачі та повороту заготовки, калібровану робочу поверхню з послідовно розташованими зонами деформування: редукування, обтиску з товщини стінки та калібрування з товщини стінки й діаметра, довжина останньої не перевищує 0,33 довжини робочої поверхні опорної планки, яка відрізняється тим, що зона калібрування виконана в вигляді двох зворотних скосів з катетами, розташованими посередині довжини цієї зони та в її кінці, причому співвідношення величин катетів посередині планки та в її кінці визначається залежністю: ![]() , а величина катета зворотного скосу в кінці вищевказаної зони дорівнює: С2 = 0,000797 × Рmax, де: 0,000797, мм/кН - коефіцієнт, враховуючий жорсткість системи робочий ролик - опорна планка - регулювальний клин - обойма робочої кліті;
, а величина катета зворотного скосу в кінці вищевказаної зони дорівнює: С2 = 0,000797 × Рmax, де: 0,000797, мм/кН - коефіцієнт, враховуючий жорсткість системи робочий ролик - опорна планка - регулювальний клин - обойма робочої кліті; ![]() - максимальний тиск металу на ролик в зоні обтиску по товщині стінки; k = 0,85 - коефіцієнт, враховуючий змінний характер розподілу тиску металу на ролик;
- максимальний тиск металу на ролик в зоні обтиску по товщині стінки; k = 0,85 - коефіцієнт, враховуючий змінний характер розподілу тиску металу на ролик; ![]() - середня межа міцності; sв.з і sв.т - межі міцності заготовки та труби, відповідно; m -подача; mS - сумарна витяжка; Dз і Dт - діаметри заготовки та готової труби, відповідно;
- середня межа міцності; sв.з і sв.т - межі міцності заготовки та труби, відповідно; m -подача; mS - сумарна витяжка; Dз і Dт - діаметри заготовки та готової труби, відповідно; ![]() - катаючий радіус ролика, для трироликової схеми прокатки (для чотирироликової схеми прокатки:
- катаючий радіус ролика, для трироликової схеми прокатки (для чотирироликової схеми прокатки: ![]() ); Rи - ідеальний радіус ролика;
); Rи - ідеальний радіус ролика; ![]() - довжина зони обтиску з товщини стінки робочого конуса; lo - довжина зони обтиску з товщини стінки опорної планки; tз і tт - товщина стінки заготовки та готової труби, відповідно; Rц - радіус цапфи ролика.
- довжина зони обтиску з товщини стінки робочого конуса; lo - довжина зони обтиску з товщини стінки опорної планки; tз і tт - товщина стінки заготовки та готової труби, відповідно; Rц - радіус цапфи ролика.
Текст
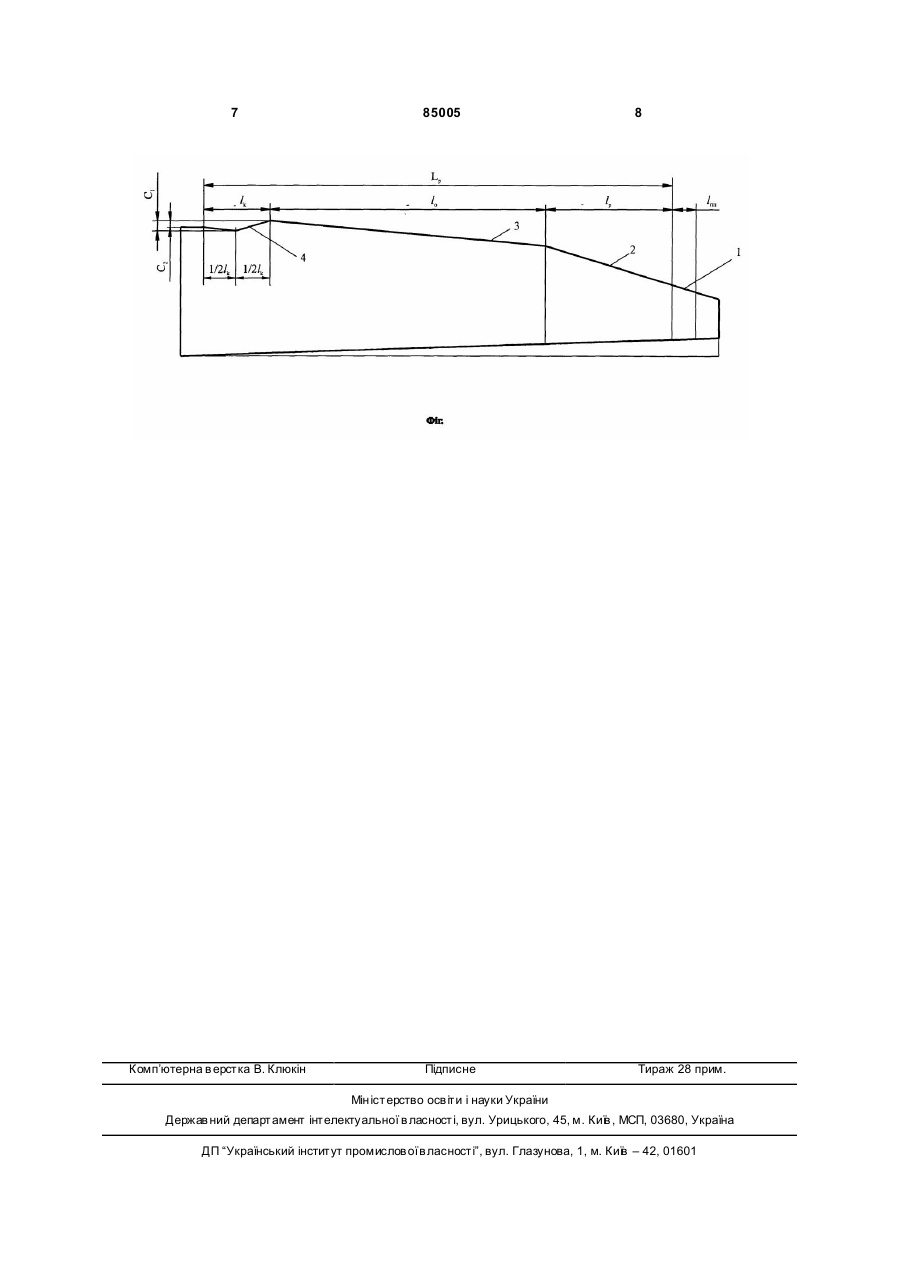
Опорна планка роликового стана холодної прокатки труб, яка містить ділянку зіва подачі та повороту заготовки, калібровану робочу поверхню з послідовно розташованими зонами деформування: редукування, обтиску з товщини стінки та калібрування з товщини стінки й діаметра, довжина останньої не перевищує 0,33 довжини робочої поверхні опорної планки, яка відрізняється тим, що зона калібрування виконана в вигляді двох зворотних скосів з катетами, розташованими посередині довжини цієї зони та в її кінці, причому співвідношення величин катетів посередині планки C та в її кінці визначається залежністю: 1 = 15 , а , C2 величина катета зворотного скосу в кінці вищевказаної зони дорівнює: С2 = 0,000797 × Рmax, де: 0,000797, мм/кН - коефіцієнт, враховуючий жорсткість системи робочий ролик - опорна планка регулювальний клин - обойма робочої кліті; Винахід відноситься до області обробки металів тиском, зокрема, до робочого інструменту роликових станів холодної прокатки труб і може бути використаний при холодній періодичній прокатці тонкостінних і особливотонкостінних труб високої точності з діаметру та товщини стінки. Відома опорна планка роликового стана холодної прокатки труб, що містить ділянку зіва подачі та повороту заготовки, калібровану робочу поверхню з послідовно розташованими зонами деформування: редукування, обтиску з товщини стінки та калібрування з товщини стінки й діаметру, при цьому по всій довжині зони калібрування виконано зворотній скіс, катет якого дорівнюється максимальній пружній деформації системи цапфа робочого ролика - опорна планка - регулювальний клин обойма робочої кліті для даного типу стана. [Вердеревский В. А. Роликовые станы холодной прокатки труб. -М.: Металлургия, 1992. - 240с.]. До недоліків відомої опорної планки відноситься те, що тиск металу на ролики при прокатці труб по різним маршрутам відрізняється, в наслідок чого довжина зони калібрування скорочується на 30-50%, таким чином погіршується точність труб з діаметру та товщини стінки. (19) UA (11) зони обтиску з товщини стінки робочого конуса; lo довжина зони обтиску з товщини стінки опорної планки; tз і tт - товщина стінки заготовки та готової труби, відповідно; Rц - радіус цапфи ролика. (13) - максимальний тиск металу на ролик в зоні обтиску по товщині стінки; k = 0,85 - коефіцієнт, враховуючий змінний характер розподілу тиску металу s + sв.т на ролик; sв.ср = в.з - середня межа міц2 ності; sв.з і sв.т - межі міцності заготовки та труби, відповідно; m -подача; mS - сумарна витяжка; Dз і Dт - діаметри заготовки та готової тр уби, відповідD но; Rk = R и - 0,865 × т - катаючий радіус ролика, 2 для трироликової схеми прокатки (для чотирироD ликової схеми прокатки: Rk = R и - 0,924 × т ); Rи 2 Rk ідеальний радіус ролика; lo.р.к. = 1о - довжина Rц C2 16 ¸ 19 , , Rk sв.ср(DЗ + DТ ) (t З - t Т )mmS k 1о.р.к. 85005 Pmax = 3 85005 Найбільш близьким пристроєм того ж призначення до заявленого винаходу з сукупності ознак, що взятий за прототип, є опорна планка роликового стана холодної прокатки труб, що містить ділянку зіва подачі та повороту заготовки, калібровану криволінійну робочу поверхню з послідовно розташованими зонами деформування: редукування, обтиску з товщини стінки та калібрування з товщини стінки й діаметру, при цьому довжина зони калібрування складає 30-40% робочої довжини опорної планки, а зменшення висоти планки в вищезазначеній зоні визначається наступною залежністю: n æx ö C x = DCк ç m ÷ , де: DСк - коефіцієнт, врахоç l ÷ è k ø вуючий пружну деформацію системи робочий інструмент - обойма кліті, (DСк =0,05¸0,45); n=1,5 коефіцієнт, враховуючий зменшення висоти планки; lk - довжина зони калібрування; xm- відстань від початку зони калібрування до перетину, в котрому розглядається зміна висоти планки. [Патент РФ №1811924, Al B21B21/00, 1993]. До причин, перешкоджаючих досягненню вказаного нижче технічного результату при використанні відомого пристрою, прийнятого за прототип, відноситься те, що відомий пристрій не забезпечує в достатній мірі виключення появи наведеної різностінності та складність виконання її робочої поверхні в вигляді криволінійної утворюючої, що обмежує її використання в промислових умовах при масовому виробництві труб. В основу винаходу поставлена задача розробки опорної планки роликового стана холодної прокатки труб, що дозволяє виключити появу наведеної різностінності за рахунок компенсування впливу пружної деформації системи цапфа робочого ролика -опорна планка - регулювальний клин - обойма робочої кліті. Аналіз деформаційносилових умов, що мають місце в зоні калібрування, показує, що тиск металу на ролик змінюється по залежності, близькій до середньої від 0,85Рmax на початку зони до 0,425Рmax в її кінці. Вказаний характер розподілу тиску в зоні калібрування пояснює конічну форму робочого конуса в цій зоні. Для усунення вказаного, необхідно змінити подовжній профіль цієї зони відповідно до характеру зміни тиску металу на ролик. Технічний результат полягає в тому, що завдяки пристрою, котрий заявляється, забезпечується врахування пружної деформації системи цапфа робочого ролика - опорна планка - регулювальний клин - обойма робочої кліті. Поставлена задача досягається тим, що на опорній планці роликового стана холодної прокатки труб зона калібрування, довжина котрої не перевищує 0,33 робочої довжини планки, виконана в вигляді двох зворотних скосів з катетами, розташованими по середині цієї зони та на при кінці її, співвідношення величин вищезазначених катетів C визначається залежністю: 1 = 15 , де: С1 - вели, C2 чина катета зворотного скоса, враховуюча пр ужну деформацію системи цапфа робочого ролика 4 опорна планка -регулювальний клин - обойма робочої кліті на початку вищевказаної зони; С2 = 0,000797 × Рmax - величина катета зворотного скоса, враховуюча пружну де формацію на при кінці вищезазначеної зони; 0,000797, мм/кН - коефіцієнт, враховуючий жорсткість системи робочий ролик - опорна планка - регулювальний клин - обойма робочої кліті, отримано аналітичним шляхом під час розрахунку сумарної пружної деформації робочого ролика (Король Р.Н. Методика расчета суммарной упругой деформации рабочего ролика стана ХПТР // Ме талл и литье Украины. - 2007. №4. С. 21 - 27); P max = 1,6 ¸ 1,9 Rk sв.ср (Dз + Dт ) (t З - tТ )m mS k l о.р.к. максимальний тиск метала на ролик в зоні обтиску по товщині стінки; k = 0,85 - коефіцієнт, враховуючий змінний характер розподілу тиску метала на s + sв.т ролик; sв.ср. = в.з - середня межа міцнос2 ті; sв.з і sв.т - межі міцності заготовки та труби, відповідно; m - подача; mS - сумарна витяжка; Dз і Dт діаметри заготовки та готової труби, відповідно; D Rk = R и - 0 ,924 × Т - катаючий радіус ролика, для 2 трироликової схеми прокатки (для чотирьохролиD кової схеми прокатки: Rk = R и - 0 ,924 × T ; Rи 2 Rk ідеальний радіус ролика; lo.р.к. = 1о - довжина Rц зони обтиску з товщини стінки робочого та конуса; lo - довжина зони обтиску з товщини стінки опорної планки; tз і tт - товщина стінки заготовки готової труби, відповідно; Rц - радіус цапфи ролика. Все це в комплексі дає можливість врахува ти пружну деформаціію системи цапфа робочого ролика - опорна планка регулювальний клин - обойма робочої кліті, виключаючи, таким чином, утворення наведеної різностінності на трубах. Запропонована опорна планка роликового стана холодної прокатки труб дозволяє отримувати тонкостінні та особливотонкостінні труби високої точності з діаметру та товщини стінки завдяки тому, що побудова зони калібрування враховує фактичний розподіл тиску по її довжині і, як наслідок, дозволяє розкатати фактичну товщину стінки, завищену на величину пружної деформації, виключаючи, таким чином, появу наведеної різностінності на трубах. Труби високої точності з діаметру та товщини стінки застосовуються в атомній енергетиці, машинобудуванні, космічній техніці, електроніці і т.д. Ознаками, спільними як для прототипу, так і для запропонованої опорної планки роликового стана холодної прокатки труб є те, що вона містить ділянку зіва подачі та повороту заготовки, калібровану робочу поверхню з послідовно розташованими зонами деформування: редукування, обтиску з товщини стінки та калібрування з товщини стінки й діаметру, довжина останньої не пере 5 85005 вищує 0,33 довжини робочої поверхні опорної планки. Відмінними ознаками запропонованої опорної планки роликового стана холодної прокатки труб є те, що згідно винаходу, зона калібрування виконана в вигляді двох зворотних скосів з катетами, розташованими по середині довжини цієї зони та в її кінці, причому співвідношення величини катета по середині планки до катета в її кінці, визначається C1 залежністю: = 15 , а величина катета зворот, C2 ного скоса в кінці вищевказаної зони, дорівнюється: С2 = 0,000797 × Pmax, де: 0,000797, мм/кН - коефіцієнт, враховуючий жорсткість системи робочий ролик - опорна планка - регулювальний клин обойма робочої кліті; 16 ¸ 1,9 , R sв.ср (DЗ + DТ ) (t З - t Т )mmS k k lо.р.к. максимальний тиск метала на ролик в зоні обтиску по товщині стінки; k = 0,85 - коефіцієнт, враховуючий змінний характер розподілу тиску метала на s + sв.т ролик; sв.ср. = в.з - середня межа міцнос2 ті; sв.з і sв.т - межі міцності заготовки та труби, відповідно; m - подача; mS - сумарна витяжка; Dз і Dт діаметри заготовки та готової труби, відповідно; D Rk = R и - 0 ,865 × Т - катаючий радіус ролика, для 2 трьохроликової схеми прокатки (для чотирьохроD ликової схеми прокатки: Rk = Rи - 0,924 × т ); Rи 2 ідеальний радіус ролика; R lo.р.к. = lо k - довжина зони обтиску з товщиRц ни стінки робочого конуса; lo - довжина зони обтиску з товщини стінки опорної планки; tз і tт - товщина стінки заготовки та готової труби, відповідно; Rц радіус цапфи ролика. По наявним у заявника та авторів відомостям запропонована сукупність ознак, що характеризують сутність виноходу, не відома з рівня техніки. Отже, винахід відповідає критерію «новизна». Сутність винаходу, що заявляється, не слідує явним образом для фахівця з відомого рівня техніки. Сукупність ознак, що характеризують відоме рішення, не забезпечує досягнення нових властивостей і тільки наявність перерахованих відокремлюваних ознак дозволяє отримати нові властивості, новий технічний результат. Отже, запропонований матеріал відповідає критерію «винахідницький рівень». Суть винаходу пояснюється кресленням де зображено: Фіг. - опорна планка роликового стана холодної прокатки труб. Запропонована опорна планка роликового стана холодної прокатки труб містить ділянку зіва подачі та повороту заготовки lп.п. - l калібровану робочу поверхню lp з послідовно розташованими = Pmax 6 зонами деформування: редукування lр - 2, обтиску з товщини стінки lo - 3 та калібрування з товщини стінки й діаметру lк - 4, довжина останньої не перевищує 0,33 довжини робочої поверхні опорної планки й виконана в вигляді двох зворотних скосів з катетами, розташованими по середині довжини цієї зони С1 та в її кінці С2, зв'язаних між собою C наступним співвідношенням: 1 = 15 , при цьому , C2 величина катета зворотного скосу в кінці вищевказаної зони порівнюється: С2 = 0,000797 × Рmax. дe: 0,000797, мм/кН - коефіцієнт, враховуючий жорсткість системи робочий ролик - опорна планка регулювальний клин - обойма робочої кліті; 16 ¸ 19 , , R sв.ср (DЗ + DТ ) (tЗ - t Т )m mS k k lо.р.к. максимальний тиск метала на ролик в зоні обтиску по товщині стінки; k = 0,85 - коефіцієнт, враховуючий змінний характер розподілу тиску метала на s + sв.т ролик; sв.ср. = в.з - середня межа міцнос2 ті; sв.з і sв.т - межі міцності заготовки та труби, відповідно; m - подача; mS - сумарна витяжка; Dз і Dт діаметри заготовки та готової труби, відповідно; D Rk = Rи - 0,924 × т - катаючий радіус ролика, для 2 трироликової схеми прокатки (для чотирироликоD вої схеми прокатки: Rk = Rи - 0,924 × т ; Rи - ідеа2 Rk льний радіус ролика; lo.р.к. = 1о - довжина зони Rц обтиску з товщини стінки робочого конусу; lo - довжина зони обтиску з товщині стінки опорної планки; tз і tт - товщина стінки заготовки та готової труби, відповідно; Rц - радіус цапфи ролика. Опорна планка роликового стана холодної прокатки труб працює таким чином. Під час прокатки при перекачуванні робочого ролика (не показаний) по каліброваній робочій поверхні опорної планки, на ділянці зіва подачі та повороту заготовки 1 виконується одночасно подача та поворот заготовки, потім послідовно ідуть процеси; обтиску з діаметру на ділянці редукування 2, обтиску з товщини стінки на ділянці 3 та калібрування з товщини стінки й діаметру на ділянці 4. Коли на половині довжини ділянки калібрування 4, виконаної з зворотним скосом C1, робочий ролик може вийти із зчеплення з робочим конусом, виконується його додаткове підтискання на ділянці, виконаній з зворотним скосом С 2, таким чином забезпечується розкатка наведеної під час прокатки різностінності. Винахід, що заявляється, ґрунтується на теоретичних розрахунках, підтверджених експериментальними даними, може бути багаторазово відтворений у виробництві. Отже, винахід відповідає критерію «промислова придатність». Pmax = 7 Комп’ютерна в ерстка В. Клюкін 85005 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSupport plate of the roller mill for cold rolling of pipes
Автори англійськоюProidak Yurii Serhiiovych, Korol Radomyr Mykolaiovych, Ocheretna Natalia Mykolaivna
Назва патенту російськоюОпорная планка роликового стана холодной прокатки труб
Автори російськоюПройдак Юрий Сергеевич, Король Радомир Николаевич, Очеретная Наталья Николаевна
МПК / Мітки
МПК: B21B 21/04
Мітки: стана, прокатки, опорна, роликового, труб, холодної, планка
Код посилання
<a href="https://ua.patents.su/4-85005-oporna-planka-rolikovogo-stana-kholodno-prokatki-trub.html" target="_blank" rel="follow" title="База патентів України">Опорна планка роликового стана холодної прокатки труб</a>
Станина під робочу кліть стана холодної прокатки труб
Номер патенту: 15759
Опубліковано: 17.07.2006
Автори: Луцик Володимир Олександрович, Гриневич Володимир Ігоревич, Черних Володимир Миколайович, Клименко Фелікс Констянтинович
МПК: B21B 31/00, B21B 21/00
Мітки: холодної, прокатки, робочу, стана, станина, труб, кліть
Формула / Реферат:
Станина під робочу кліть стана холодної прокатки труб, яка має стаціонарну основу та встановлену на ній змінну напрямну з двома симетрично розташованими повздовжніми пазами, при цьому змінна опорна напрямна виконана з механізмами регулювання її положення у вертикальній та горизонтальній площинах, яка відрізняється тим, що механізм настроювання у вертикальній площині виконаний у вигляді рухомої плити та має кут нахилу 5-6° з аналогічним кутом...
Валок стана холодної прокатки труб

Номер патенту: 19528
Опубліковано: 25.12.1997
Автори: Верещагін Олександр Давидович, Кравченко Юрій Олексійович, Островський Ігор Петрович, Вольфович Георгій Вольфович, Алпатов Євгеній Миколайович, Чуб Анатолій Васильович, Борисенко Юрій Миколайович, Більдін Констянтин Михайлович, Ісаков Євген Борисович, Сандульский Борис Степанович, Черкащенко Татяна Володимирівна, Попов Марат Васильович
МПК: B21B 21/00, B21B 21/02
Мітки: холодної, стана, валок, труб, прокатки
Формула / Реферат:
Валок стана холодной прокатки труб, включающий установленный на круглом валу кольцевой калибр с ручьем переменного сечения, отличающийся тем, что калибр выполнен разъемным по диаметру, его половины соединены друг с другом болтами, расположенными перпендикулярно плоскости разъема, при этом со стороны зева и калибрующей зоны между торцами половин калибра имеется зазор, величина которого составляет 0,001-0,1 диаметра вала.
Робоча кліть стана холодної пільгерної прокатки труб
Номер патенту: 65161
Опубліковано: 15.03.2004
Автори: Сеніна Тетяна Володимирівна, Фролов Віктор Пилипович, Фролов Ярослав Вікторович, Смирнов Віктор Григорович, Данильченко Віктор Васильович
МПК: B21B 21/00, B21B 21/04
Мітки: труб, кліть, робоча, прокатки, стана, холодної, пільгерної
Формула / Реферат:
Робоча кліть стана холодної пільгерної прокатки труб, що включає стаціонарну силову станину з закріпленими на її горизонтальних поверхнях напрямними і валки з підшипниковими опорами, яка відрізняється тим, що вона обладнана роликовими підшипниками лінійного переміщення і подушками, у яких розташовані підшипникові опори валків, а роликові підшипники лінійного переміщення встановлені поміж кожною зі згаданих напрямних і подушкою.
Привід переміщення робочої кліті стана холодної прокатки труб
Номер патенту: 13510
Опубліковано: 17.04.2006
Автори: Гриневич Володимир Ігоревич, Луцик Володимир Олександрович, Черних Володимир Миколайович, Клименко Фелікс Констянтинович
МПК: B21B 35/06
Мітки: переміщення, стана, робочої, привід, кліті, прокатки, труб, холодної
Формула / Реферат:
Привід переміщення робочої кліті стана холодної прокатки труб, що містить зубчастий планетарний механізм з сателітом на валу водила та зрівноважувальний вантаж з кривошипом під шатун робочої кліті, який відрізняється тим, що сателіт та два додаткових сателіта встановлені на нерухомій опорі маточини водила зрівноважувального вантажу з можливістю обертання його навколо власної осі та осі вихідного вала, при цьому водило є кривошипом під шатун...
Спосіб холодної прокатки труб та стан холодної прокатки труб для здійснення способу
Номер патенту: 53490
Опубліковано: 15.01.2003
Автори: Попов Марат Васильович, Автономов Семен Володимирович, Вольфович Георгій Вольфович, Попов Олексій Маратович, Живцов Сергій Павлович
МПК: B21B 17/00, B21B 21/00
Мітки: труб, стан, холодної, здійснення, спосіб, способу, прокатки
Формула / Реферат:
1. Спосіб холодної прокатки труб, що включає порціонну подачу заготовки у осередок деформації, утворений двома парами валків, і деформацію поданої порції послідовно першою і другою парами валків при їх зворотно-поступальному переміщенні щодо нерухомої оправки, який відрізняється тим, що калібрування по товщині стінки здійснюють перед деформацією другою парою валків зі ступенем деформації 5 - 15 %
Попередній патент: Засіб “кріагр” для підвищення морозостійкості сільськогосподарських культур
Наступний патент: Сигареторобна машина
Випадковий патент: Лобовий фрикційний варіатор