Правильна машина та спосіб роботи правильної машини
Номер патенту: 86421
Опубліковано: 27.04.2009
Автори: Єрмократьєв Віктор Олексійович, Гореславець Анеля Федорівна, Шкурко Федір Леонідович, Ганжа Віктор Микитович, Бродецький Олександр Леонідович, Петренко Віталій Олександрович, Белімов Олександр Леонтійович, Дунаєвський Богдан Леонідович, Андрощук Андрій Володимирович, Ферко Олександр Іванович

Формула / Реферат
1. Правильна машина, що містить розміщені на осях нижні та верхні правильні ролики, причому перед та після згаданої машини розташовані відповідно підвідний та відвідний рольганги, яка відрізняється тим, що правильна машина оснащена приводними візками, кожен з яких містить раму на колесах та приводні ролики, причому кожен зі згаданих візків виконаний з можливістю переміщення по рейковій дорозі з настилом, розміщеній з боку правильної машини, і таким чином з можливістю орієнтації згаданих приводних роликів між осями нижніх правильних роликів в одному коридорі з роликами підвідного та відвідного рольгангів, при цьому рейкова дорога кожного візка оснащена знімними притискними упорами для задніх коліс візка та стаціонарними упорами для передніх коліс візка, розташованими під осями нижніх правильних роликів, а кожен з візків оснащений притискними фіксаторами, розташованими перпендикулярно настилу рейкової дороги.
2. Правильна машина за п. 1, яка відрізняється тим, що знімні притискні упори виконані з можливістю встановлення уздовж рейкової дороги та оснащені ручкою для їх встановлення і знімання, двома передніми та двома задніми лапами кожен, які виконані з можливістю охоплення рейкової дороги та контакту в робочому положенні візків відповідно з парою передніх зачепів настилу рейкової дороги для передніх лап і парою задніх зачепів настилу рейкової дороги для задніх лап, а також кожен знімний притискний упор оснащений п'ятою, шарнірно встановленою на регулюючому гвинті, при цьому передні лапи згаданих упорів виконані з клинчастою поверхнею, виконаною відповідно клинчастій поверхні відповідних передніх зачепів настилу рейкової дороги, а задні зачепи оснащені притискними гвинтами, виконаними з можливістю контакту із задніми лапами згаданих упорів.
3. Правильна машина за п. 1, яка відрізняється тим, що кожен притискний фіксатор виконаний у вигляді болтоподібного стрижня з упорним підшипником на його кінці, охопленим стаканом, який виконаний з можливістю контакту з відповідним стаціонарним фіксатором, виконаним у вигляді Г-подібного упору, що має проріз для розміщення в ньому болтоподібного стрижня.
4. Спосіб роботи правильної машини, який включає здійснення правки сортового прокату, який підводять до правильної машини й відводять від неї відповідно підвідним і відвідним рольгангами, який відрізняється тим, що при пропусканні через правильну машину прокату у вигляді квадратних або прямокутних заготівок, що не потребують правки, у згаданій машині знімають нижні правильні ролики з осей, на яких вони встановлені, після чого між згаданими осями вводять інші приводні ролики і розташовують їх в одному коридорі з роликами підвідного і відвідного рольгангів, таким чином перетворюючи правильну машину в передавальний рольганг.
Текст
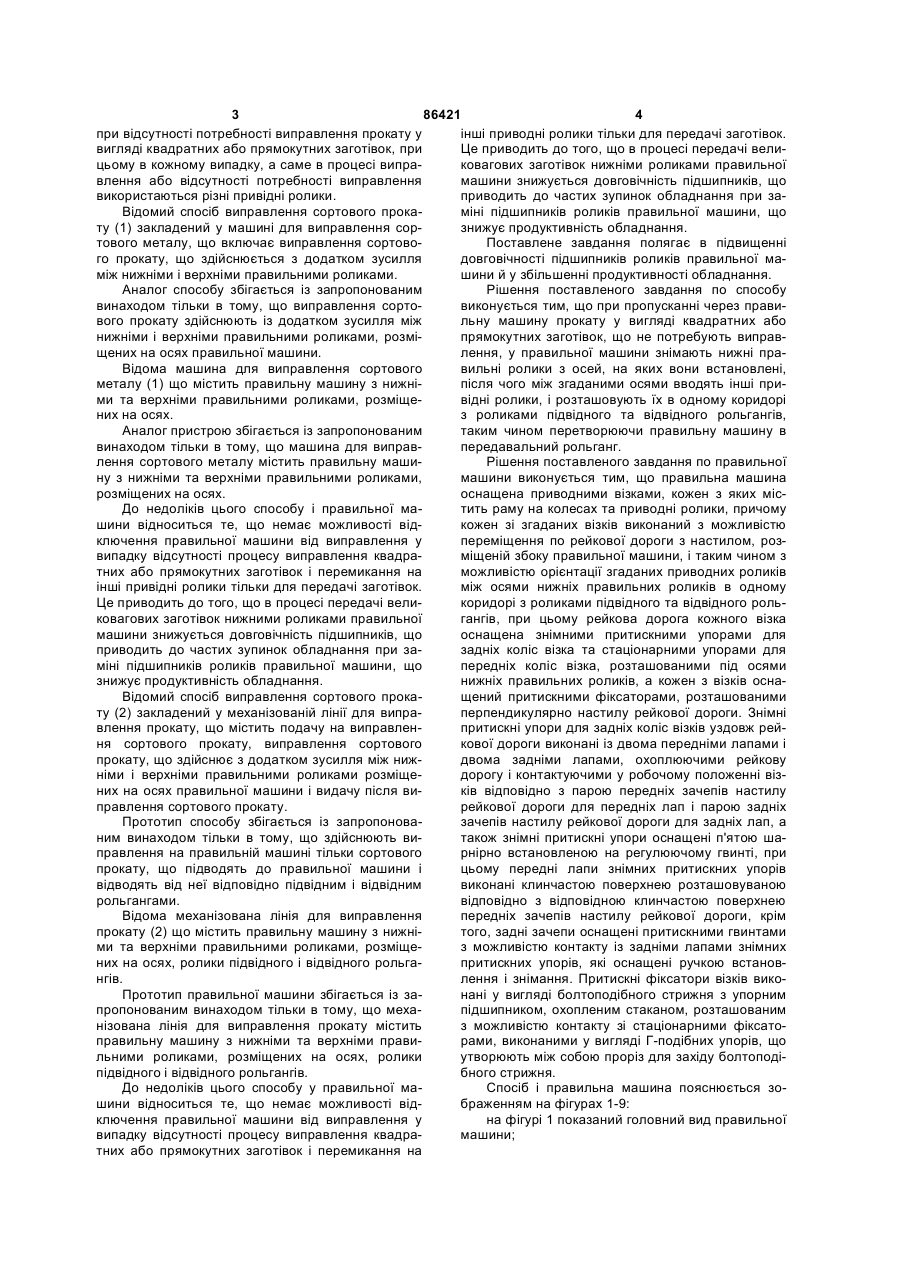
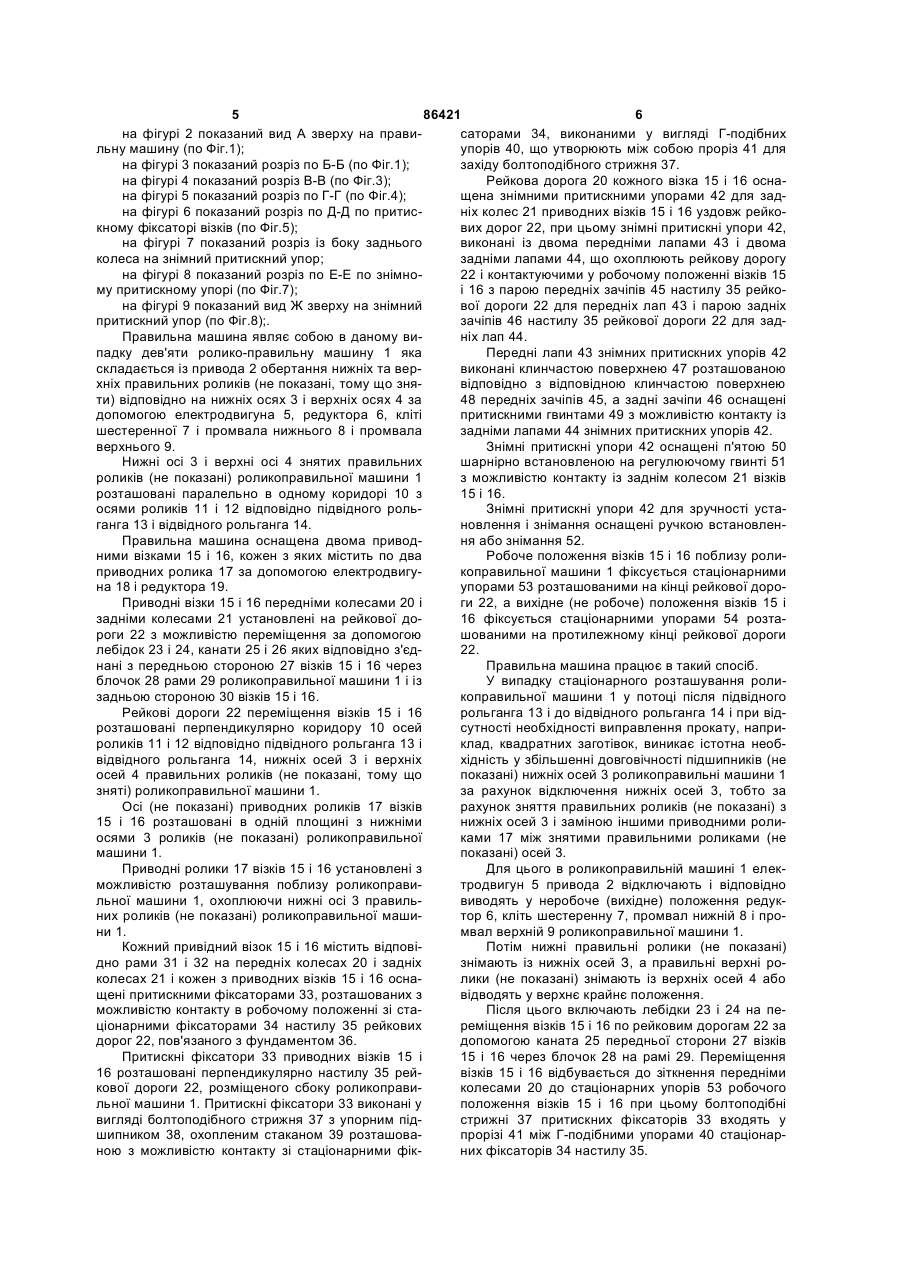
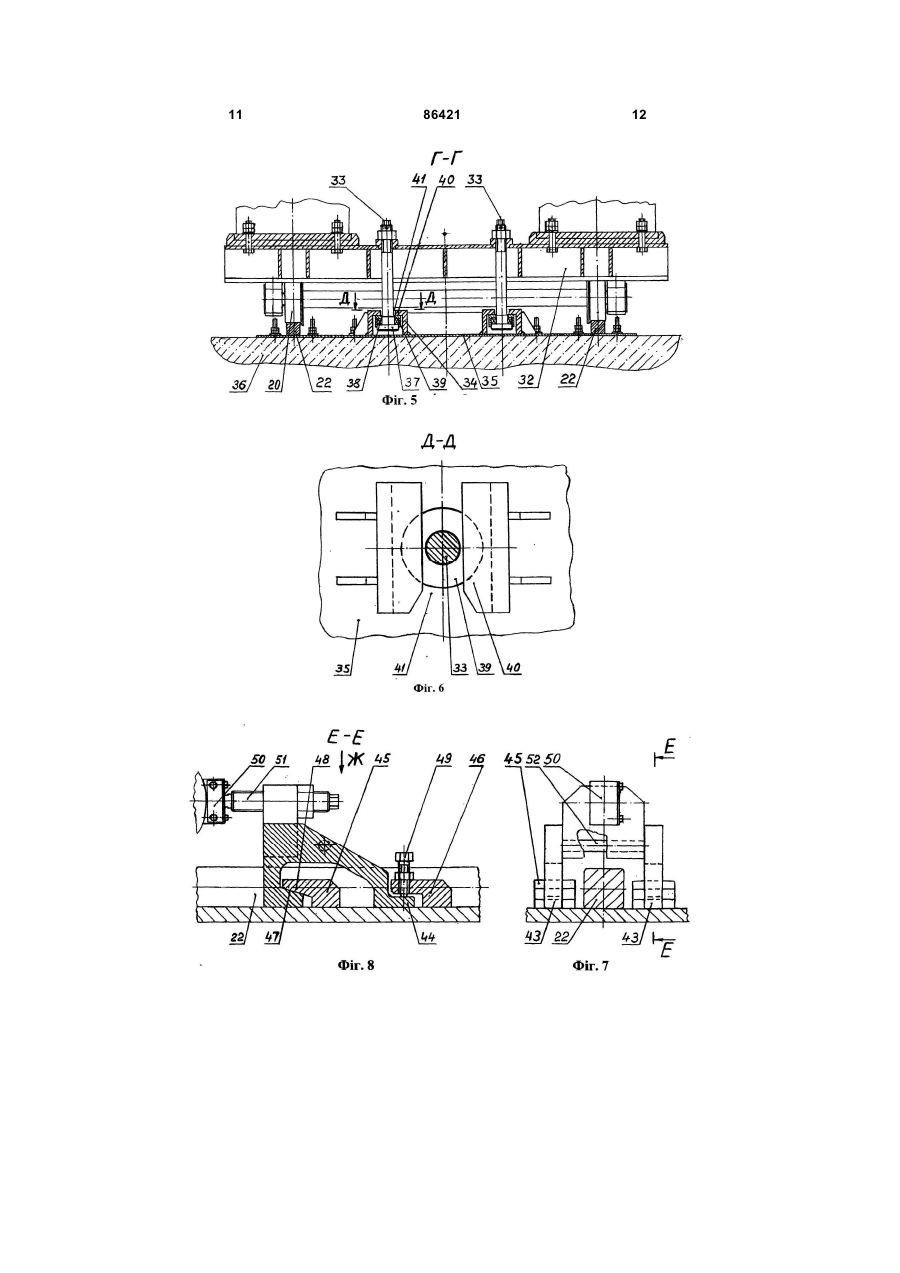
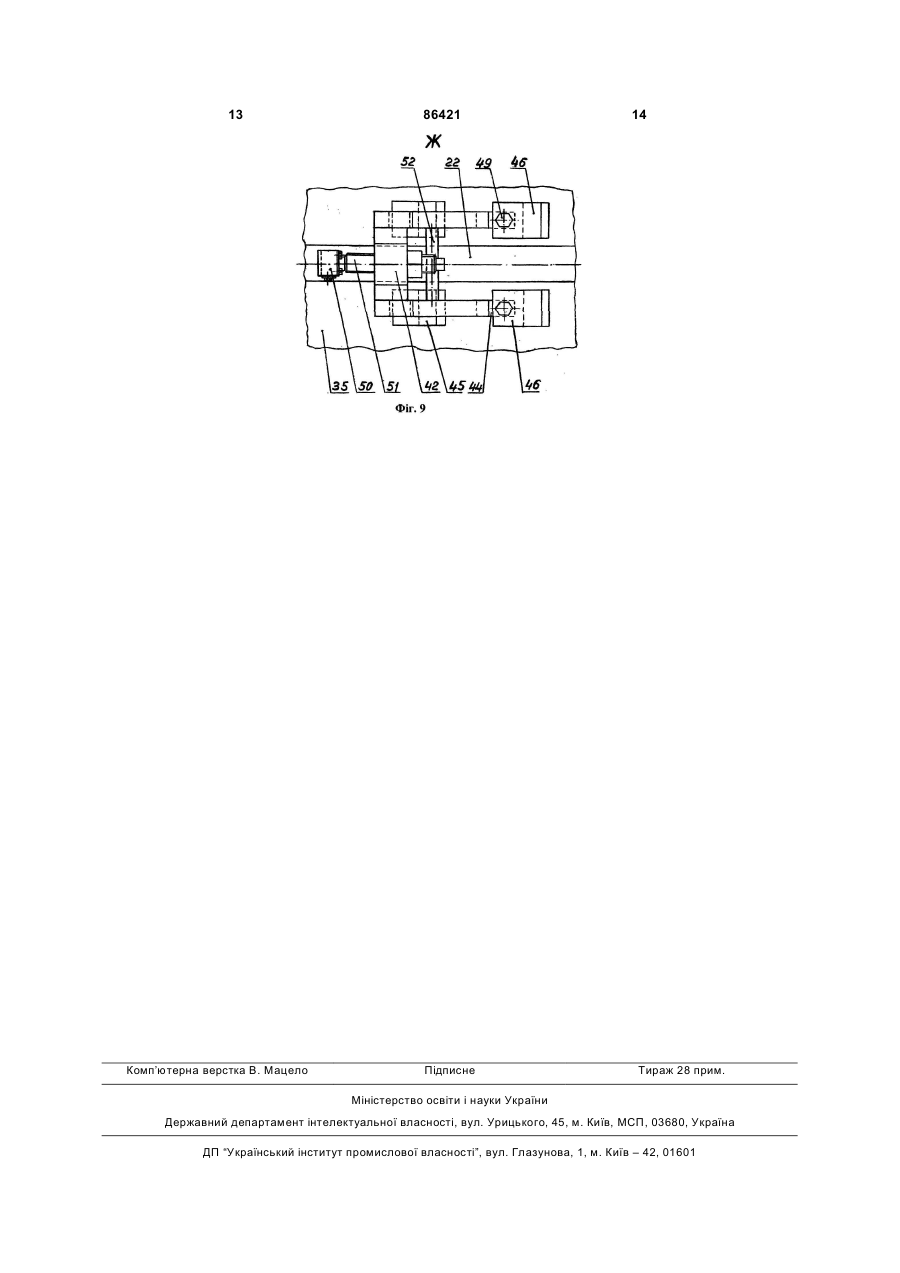
1. Правильна машина, що містить розміщені на осях нижні та верхні правильні ролики, причому перед та після згаданої машини розташовані відповідно підвідний та відвідний рольганги, яка відрізняється тим, що правильна машина оснащена приводними візками, кожен з яких містить раму на колесах та приводні ролики, причому кожен зі згаданих візків виконаний з можливістю переміщення по рейковій дорозі з настилом, розміщеній з боку правильної машини, і таким чином з можливістю орієнтації згаданих приводних роликів між осями нижніх правильних роликів в одному коридорі з роликами підвідного та відвідного рольгангів, при цьому рейкова дорога кожного візка оснащена знімними притискними упорами для задніх коліс візка та стаціонарними упорами для передніх коліс візка, розташованими під осями нижніх правильних роликів, а кожен з візків оснащений притискними фіксаторами, розташованими перпендикулярно настилу рейкової дороги. C2 2 (19) 1 3 86421 4 при відсутності потребності виправлення прокату у інші приводні ролики тільки для передачі заготівок. вигляді квадратних або прямокутних заготівок, при Це приводить до того, що в процесі передачі велицьому в кожному випадку, а саме в процесі випраковагових заготівок нижніми роликами правильної влення або відсутності потребності виправлення машини знижується довговічність підшипників, що використаються різні привідні ролики. приводить до частих зупинок обладнання при заВідомий спосіб виправлення сортового прокаміні підшипників роликів правильної машини, що ту (1) закладений у машині для виправлення сорзнижує продуктивність обладнання. тового металу, що включає виправлення сортовоПоставлене завдання полягає в підвищенні го прокату, що здійснюється з додатком зусилля довговічності підшипників роликів правильної маміж нижніми і верхніми правильними роликами. шини й у збільшенні продуктивності обладнання. Аналог способу збігається із запропонованим Рішення поставленого завдання по способу винаходом тільки в тому, що виправлення сортовиконується тим, що при пропусканні через правивого прокату здійснюють із додатком зусилля між льну машину прокату у вигляді квадратних або нижніми і верхніми правильними роликами, розміпрямокутних заготівок, що не потребують виправщених на осях правильної машини. лення, у правильної машини знімають нижні праВідома машина для виправлення сортового вильні ролики з осей, на яких вони встановлені, металу (1) що містить правильну машину з нижніпісля чого між згаданими осями вводять інші прими та верхніми правильними роликами, розміщевідні ролики, і розташовують їх в одному коридорі них на осях. з роликами підвідного та відвідного рольгангів, Аналог пристрою збігається із запропонованим таким чином перетворюючи правильну машину в винаходом тільки в тому, що машина для виправпередавальний рольганг. лення сортового металу містить правильну машиРішення поставленого завдання по правильної ну з нижніми та верхніми правильними роликами, машини виконується тим, що правильна машина розміщених на осях. оснащена приводними візками, кожен з яких місДо недоліків цього способу і правильної матить раму на колесах та приводні ролики, причому шини відноситься те, що немає можливості відкожен зі згаданих візків виконаний з можливістю ключення правильної машини від виправлення у переміщення по рейкової дороги з настилом, розвипадку відсутності процесу виправлення квадраміщеній збоку правильної машини, і таким чином з тних або прямокутних заготівок і перемикання на можливістю орієнтації згаданих приводних роликів інші привідні ролики тільки для передачі заготівок. між осями нижніх правильних роликів в одному Це приводить до того, що в процесі передачі великоридорі з роликами підвідного та відвідного рольковагових заготівок нижними роликами правильної гангів, при цьому рейкова дорога кожного візка машини знижується довговічність підшипників, що оснащена знімними притискними упорами для приводить до частих зупинок обладнання при зазадніх коліс візка та стаціонарними упорами для міні підшипників роликів правильної машини, що передніх коліс візка, розташованими під осями знижує продуктивність обладнання. нижніх правильних роликів, а кожен з візків оснаВідомий спосіб виправлення сортового прокащений притискними фіксаторами, розташованими ту (2) закладений у механізованій лінії для випраперпендикулярно настилу рейкової дороги. Знімні влення прокату, що містить подачу на виправленпритискні упори для задніх коліс візків уздовж рейня сортового прокату, виправлення сортового кової дороги виконані із двома передніми лапами і прокату, що здійснює з додатком зусилля між ниждвома задніми лапами, охоплюючими рейкову німи і верхніми правильними роликами розміщедорогу і контактуючими у робочому положенні візних на осях правильної машини і видачу після виків відповідно з парою передніх зачепів настилу правлення сортового прокату. рейкової дороги для передніх лап і парою задніх Прототип способу збігається із запропоновазачепів настилу рейкової дороги для задніх лап, а ним винаходом тільки в тому, що здійснюють витакож знімні притискні упори оснащені п'ятою шаправлення на правильній машині тільки сортового рнірно встановленою на регулюючому гвинті, при прокату, що підводять до правильної машини і цьому передні лапи знімних притискних упорів відводять від неї відповідно підвідним і відвідним виконані клинчастою поверхнею розташовуваною рольгангами. відповідно з відповідною клинчастою поверхнею Відома механізована лінія для виправлення передніх зачепів настилу рейкової дороги, крім прокату (2) що містить правильну машину з нижнітого, задні зачепи оснащені притискними гвинтами ми та верхніми правильними роликами, розміщез можливістю контакту із задніми лапами знімних них на осях, ролики підвідного і відвідного рольгапритискних упорів, які оснащені ручкою встановнгів. лення і знімання. Притискні фіксатори візків викоПрототип правильної машини збігається із занані у вигляді болтоподібного стрижня з упорним пропонованим винаходом тільки в тому, що мехапідшипником, охопленим стаканом, розташованим нізована лінія для виправлення прокату містить з можливістю контакту зі стаціонарними фіксатоправильну машину з нижніми та верхніми правирами, виконаними у вигляді Г-подібних упорів, що льними роликами, розміщених на осях, ролики утворюють між собою проріз для західу болтоподіпідвідного і відвідного рольгангів. бного стрижня. До недоліків цього способу у правильної маСпосіб і правильна машина пояснюється зошини відноситься те, що немає можливості відбраженням на фігурах 1-9: ключення правильної машини від виправлення у на фігурі 1 показаний головний вид правильної випадку відсутності процесу виправлення квадрамашини; тних або прямокутних заготівок і перемикання на 5 86421 6 на фігурі 2 показаний вид А зверху на прависаторами 34, виконаними у вигляді Г-подібних льну машину (по Фіг.1); упорів 40, що утворюють між собою проріз 41 для на фігурі 3 показаний розріз по Б-Б (по Фіг.1); західу болтоподібного стрижня 37. на фігурі 4 показаний розріз В-В (по Фіг.3); Рейкова дорога 20 кожного візка 15 і 16 оснана фігурі 5 показаний розріз по Г-Г (по Фіг.4); щена знімними притискними упорами 42 для задна фігурі 6 показаний розріз по Д-Д по притисніх колес 21 приводних візків 15 і 16 уздовж рейкокному фіксаторі візків (по Фіг.5); вих дорог 22, при цьому знімні притискні упори 42, на фігурі 7 показаний розріз із боку заднього виконані із двома передніми лапами 43 і двома колеса на знімний притискний упор; задніми лапами 44, що охоплюють рейкову дорогу на фігурі 8 показаний розріз по Е-Е по знімно22 і контактуючими у робочому положенні візків 15 му притискному упорі (по Фіг.7); і 16 з парою передніх зачіпів 45 настилу 35 рейкона фігурі 9 показаний вид Ж зверху на знімний вої дороги 22 для передніх лап 43 і парою задніх притискний упор (по Фіг.8);. зачіпів 46 настилу 35 рейкової дороги 22 для задПравильна машина являє собою в даному виніх лап 44. падку дев'яти ролико-правильну машину 1 яка Передні лапи 43 знімних притискних упорів 42 складається із привода 2 обертання нижніх та вервиконані клинчастою поверхнею 47 розташованою хніх правильних роликів (не показані, тому що знявідповідно з відповідною клинчастою поверхнею ти) відповідно на нижніх осях 3 і верхніх осях 4 за 48 передніх зачіпів 45, а задні зачіпи 46 оснащені допомогою електродвигуна 5, редуктора 6, кліті притискними гвинтами 49 з можливістю контакту із шестеренної 7 і промвала нижнього 8 і промвала задніми лапами 44 знімних притискних упорів 42. верхнього 9. Знімні притискні упори 42 оснащені п'ятою 50 Нижні осі 3 і верхні осі 4 знятих правильних шарнірно встановленою на регулюючому гвинті 51 роликів (не показані) роликоправильної машини 1 з можливістю контакту із заднім колесом 21 візків розташовані паралельно в одному коридорі 10 з 15 і 16. осями роликів 11 і 12 відповідно підвідного рольЗнімні притискні упори 42 для зручності устаганга 13 і відвідного рольганга 14. новлення і знімання оснащені ручкою встановленПравильна машина оснащена двома приводня або знімання 52. ними візками 15 і 16, кожен з яких містить по два Робоче положення візків 15 і 16 поблизу ролиприводних ролика 17 за допомогою електродвигукоправильної машини 1 фіксується стаціонарними на 18 і редуктора 19. упорами 53 розташованими на кінці рейкової дороПриводні візки 15 і 16 передніми колесами 20 і ги 22, а вихідне (не робоче) положення візків 15 і задніми колесами 21 установлені на рейкової до16 фіксується стаціонарними упорами 54 розтароги 22 з можливістю переміщення за допомогою шованими на протилежному кінці рейкової дороги лебідок 23 і 24, канати 25 і 26 яких відповідно з'єд22. нані з передньою стороною 27 візків 15 і 16 через Правильна машина працює в такий спосіб. блочок 28 рами 29 роликоправильної машини 1 і із У випадку стаціонарного розташування ролизадньою стороною 30 візків 15 і 16. коправильної машини 1 у потоці після підвідного Рейкові дороги 22 переміщення візків 15 і 16 рольганга 13 і до відвідного рольганга 14 і при відрозташовані перпендикулярно коридору 10 осей сутності необхідності виправлення прокату, наприроликів 11 і 12 відповідно підвідного рольганга 13 і клад, квадратних заготівок, виникає істотна необвідвідного рольганга 14, нижніх осей 3 і верхніх хідність у збільшенні довговічності підшипників (не осей 4 правильних роликів (не показані, тому що показані) нижніх осей 3 роликоправильні машини 1 зняті) роликоправильної машини 1. за рахунок відключення нижніх осей 3, тобто за Осі (не показані) приводних роликів 17 візків рахунок зняття правильних роликів (не показані) з 15 і 16 розташовані в одній площині з нижніми нижніх осей 3 і заміною іншими приводними ролиосями 3 роликів (не показані) роликоправильної ками 17 між знятими правильними роликами (не машини 1. показані) осей 3. Приводні ролики 17 візків 15 і 16 установлені з Для цього в роликоправильній машині 1 елекможливістю розташування поблизу роликоправитродвигун 5 привода 2 відключають і відповідно льної машини 1, охоплюючи нижні осі 3 правильвиводять у неробоче (вихідне) положення редукних роликів (не показані) роликоправильної машитор 6, кліть шестеренну 7, промвал нижній 8 і прони 1. мвал верхній 9 роликоправильної машини 1. Кожний привідний візок 15 і 16 містить відповіПотім нижні правильні ролики (не показані) дно рами 31 і 32 на передніх колесах 20 і задніх знімають із нижніх осей З, а правильні верхні роколесах 21 і кожен з приводних візків 15 і 16 осналики (не показані) знімають із верхніх осей 4 або щені притискними фіксаторами 33, розташованих з відводять у верхнє крайнє положення. можливістю контакту в робочому положенні зі стаПісля цього включають лебідки 23 і 24 на пеціонарними фіксаторами 34 настилу 35 рейкових реміщення візків 15 і 16 по рейковим дорогам 22 за дорог 22, пов'язаного з фундаментом 36. допомогою каната 25 передньої сторони 27 візків Притискні фіксатори 33 приводних візків 15 і 15 і 16 через блочок 28 на рамі 29. Переміщення 16 розташовані перпендикулярно настилу 35 рейвізків 15 і 16 відбувається до зіткнення передніми кової дороги 22, розміщеного сбоку роликоправиколесами 20 до стаціонарних упорів 53 робочого льної машини 1. Притискні фіксатори 33 виконані у положення візків 15 і 16 при цьому болтоподібні вигляді болтоподібного стрижня 37 з упорним підстрижні 37 притискних фіксаторів 33 входять у шипником 38, охопленим стаканом 39 розташовапрорізі 41 між Г-подібними упорами 40 стаціонарною з можливістю контакту зі стаціонарними фікних фіксаторів 34 настилу 35. 7 86421 8 Потім за ручку встановлення або знімання 52 то збільшити термін служби підшипників (не покаустановлюють знімні притискні упори 42 передніми зані) нижніх осей 3, що дозволить збільшити в лапами 43 у передні зачіпи 45, а задніми лапами цілому термін служби роликоправильної машини 1 44 у задні зачіпи 46. до ремонту. Потім за допомогою регулюючих гвинтів 51 У випадку переходу виготовлення прокату від переміщують шарнірні п'яти 50 до зіткнення останзаготівок, що не потребують виправлення, до сорньої по черзі з усіма задніми колесами 21 візків 15 і тового прокату, а саме до рейок, швелерам, що 16, а при цьому передні лапи 43 клинчастою повепотребують виправлення, необхідно електродвирхнею 47 щільно контактують із клиновою поверхгуни 18 візків 15 і 16 відключити, і у зворотному нею 48 передніх зачіпів 45. порядку звільнити притискні фіксатори 33 і зняти Потім притискними гвинтами 49 задніх зачіпів знімні притискні упори 42. 46 притискають задні лапи 44 знімних притискних Потім включають лебідки 23 і 24 на переміупорів 42 до настилу 35 рейкової дороги 22 укріпщення візків 15 і 16 по рейковим дорогам 22 у зволеного на фундаменті 36. Після цього за допоморотному напрямку за допомогою каната 26 задньої гою болтоподібних стрижнів 37 притискних фіксасторони 30 візків 15 і 16 до стаціонарного упору торів 33, по чотири стрижня 37 на кожній рамі 31 і 54, вихідного положення візків 15 і 16, що фіксу32 візків 15 і 16, притискають через упорні підшипється башмаком (не показаний), або тими ж знімники 38 стаканами 39 до Г-подібних упорів 40 станими притискними упорами 42, що встановлюютьціонарних фіксаторів 34 встановлених на настилі ся на аналогічних передніх зачепах вихідного 35 фундаменту 36. положення (не показані) і задніх зачепах вихідного При цьому приводні ролики 17 візків 15 і 16 положення (не показані). розташовуються між нижніми осями 3 знятих роПісля цього встановлюють нижні правильні ликів (не показані) в одному коридорі 10 з осями ролики (не показані) на нижні осі 3 і при відсутності роликів 11 і 12 відповідно підвідного рольганга 13 і верхні правильні ролики (не показані) на верхні осі відвідного рольганга 14, таким чином перетворю4 роликоправильної машини 1, а також підключаючи правильну машину в передавальний рольганг. ють електродвигун 5 і роликоправильна машина 1 Потім включають електродвигуни 18, які через готова до виправлення сортового прокату рейок редуктора 19 приводять в обертання приводні роабо швелерів. лики 17 візків 15 і 16, що дозволяє пропускати чеСписок літератури рез правильну машину 1 без виправлення прокат у 1. Авторське посвідчення СРСР №1590154, кл. вигляді квадратних або прямокутних заготівок, що B21D3/05,1988р. - аналог. не потребують виправлення, що дозволить тимча2. Авторське посвідчення СРСР №513755, кл. сово відключити нижні осі 3 від виправлення, тобB21D3/02, 1975р. – прототип. 9 86421 10 11 86421 12 13 Комп’ютерна верстка В. Мацело 86421 Підписне 14 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDressing machine and method of operation thereof
Автори англійськоюYermokratiev Viktor Oleksiiovych, Hanzha Viktor Mykytovych, Brodetskyi Oleksandr Leonidovych, Petrenko Vitalii Oleksandrovych, Androschuk Andrii Volodymyrovych, Dunaievskyi Bohdan Leonidovych, Shkurko Fedir Leonidovych, Belimov Oleksandr Leontiiovych, Horeslavets Anelia Fedorivna, Ferko Oleksandr Ivanovych
Назва патенту російськоюПравильная машина и способ работы правильной машины
Автори російськоюЕрмократьев Виктор Алексеевич, Ганжа Виктор Никитич, Бродецкий Александр Леонидович, Петренко Виталий Александрович, Андрощук Андрей Владимирович, Дунаевский Богдан Леонидович, Шкурко Федор Леонидович, Белимов Александр Леонтьевич, Гореславец Анеля Федоровна, Ферко Александр Иванович
МПК / Мітки
Мітки: правильної, правильна, машини, машина, спосіб, роботи
Код посилання
<a href="https://ua.patents.su/7-86421-pravilna-mashina-ta-sposib-roboti-pravilno-mashini.html" target="_blank" rel="follow" title="База патентів України">Правильна машина та спосіб роботи правильної машини</a>
Вузол робочого ролика правильної машини
Номер патенту: 81190
Опубліковано: 10.12.2007
Автор: Дерев'янченко Анатолій Андрійович
МПК: B21D 1/00
Мітки: ролика, вузол, правильної, робочого, машини
Формула / Реферат:
1. Вузол робочого ролика правильної машини, який містить несучу траверсу з установленими на ній у два ряди опорними роликами, робочий ролик, встановлений у опорах несучої траверси з можливістю взаємодії з опорними роликами, який відрізняється тим, що несуча траверса виконана роз'ємною у вигляді траверси та відокремлюваних подушок з компенсуючими прокладками між ними, при цьому відокремлювані подушки з встановленим у їх опорах робочим роликом...
Правильна машина

Номер патенту: 6183
Опубліковано: 15.04.2005
Автори: Єлецьких Володимир Іванович, Кочин Леонід Павлович, Гриценко Сергій Анатолійович
МПК: B21D 1/00
Формула / Реферат:
Правильна машина, що включає станину з верхньою і нижньою касетами і розташованими в них верхніми і нижніми робочими роликами, чотири натискних гвинти, кожний з яких з'єднаний з механізмом його обертання, механізм контролю положення верхньої касети щодо нижньої, яка відрізняється тим, що механізм контролю положення верхньої касети щодо нижньої виконаний у вигляді чотирьох безконтактних датчиків, корпуси яких установлені на нижній касеті в...
Запобіжний пристрій правильної машини
Номер патенту: 37331
Опубліковано: 25.11.2008
Автори: Данилов Сергій Сергійович, Андрєєв Дмитро Вікторович
МПК: B21D 1/00, B21B 33/00
Мітки: правильної, пристрій, запобіжний, машини
Формула / Реферат:
Запобіжний пристрій правильної машини, що включає виконавчий механізм, виконаний у вигляді співвісно встановлених на вертикальному пальці верхнього і нижнього циліндрових елементів, що мають на торцях взаємно контактуючі робочі гвинтові поверхні з можливістю повороту верхнього з них, який відрізняється тим, що можливість повороту забезпечена гідроциліндрами, штоки яких сполучені через шарнірні з'єднання з верхнім циліндровим елементом...
Правильна косовалкова машина

Номер патенту: 20657
Опубліковано: 15.02.2007
Автори: Завгородній Денис Володимирович, Завгородній Андрій Володимирович, Федорінов Володимир Анатолійович
МПК: B21D 3/00
Мітки: правильна, косовалкова, машина
Формула / Реферат:
Правильна косовалкова машина, що містить послідовно встановлені по ходу виправлення три двовалкові обойми, кожна з яких виконана з опорних і натискного ввігнутих валків, розташованих під кутом до лінії виправлення й горловини, що мають однаковий діаметр, бочок, яка відрізняється тим, що бочки валків першої і третьої обойм виконані у вигляді двох ділянок - середньої і бічної, що мають різні теоретичні гіперболоїдні профілі, причому бічні...
Правильна машина

Номер патенту: 72800
Опубліковано: 15.04.2005
Автори: Федосов Володимир Гарольдович, Алексієнко Георгій Якович, Хацкелян Ігор Павлович, стапенко Георгій Леонідович, Алексєєнко Богдан Георгійович
МПК: B21D 3/00
Формула / Реферат:
1. Правильна машина, що містить розподільний корпус обертання навколо осьової лінії подачі правлячого прокату з приводом обертання, правильні кільця, встановлені на підшипниках у касетах і нахилені до осьової лінії розподільного корпусу обертання, пристрій поперечного зміщення касет відносно осьової лінії розподільного корпусу обертання, яка відрізняється тим, що пристрій поперечного зміщення касет являє собою замкнутий гідравлічний контур,...
Попередній патент: Сировинна суміш для виготовлення легковагових вогнетривів
Наступний патент: Плазмовий прискорювач малої потужності
Випадковий патент: Талева система бурової установки