Спосіб багаторазової деформації листових стрічок та смуг
Номер патенту: 71229
Опубліковано: 10.07.2012
Автори: Тарасов Олександр Федорович, Тарасов Сергій Олександрович

Формула / Реферат
Спосіб багаторазової деформації листових стрічок та смуг, який полягає у виконанні поетапного багаторазового деформування листових заготівок шляхом рівноканального кутового витягування, при якому заготівку встановлюють на перетяжне ребро і згинають притиском під заданим кутом, потім прикладають зусилля деформування в поздовжньому напрямі і перетягують її через перетяжне ребро, процес деформування повторюють у необхідній кількості разів для накопичення заданого ступеня деформації, який відрізняється тим, що перед кожним наступним етапом деформування перетяжне ребро повертають на заданий кут менший 90° відносно повздовжньої осі листової заготовки в одну, потім в іншу сторону, потім під 90°, при цьому також виконують поворот заготовки на 180° щодо її повздовжньої осі і таким чином змінюють напрямок деформування на кожному етапі, в процесі перетягування до заготівки прикладають зусилля зворотного натягування, яке протилежно зусиллю деформування, а зусилля деформування регулюють зміною кутів згинання заготівки на ребрі та зусиллями притиску і зворотного натягування.
Текст
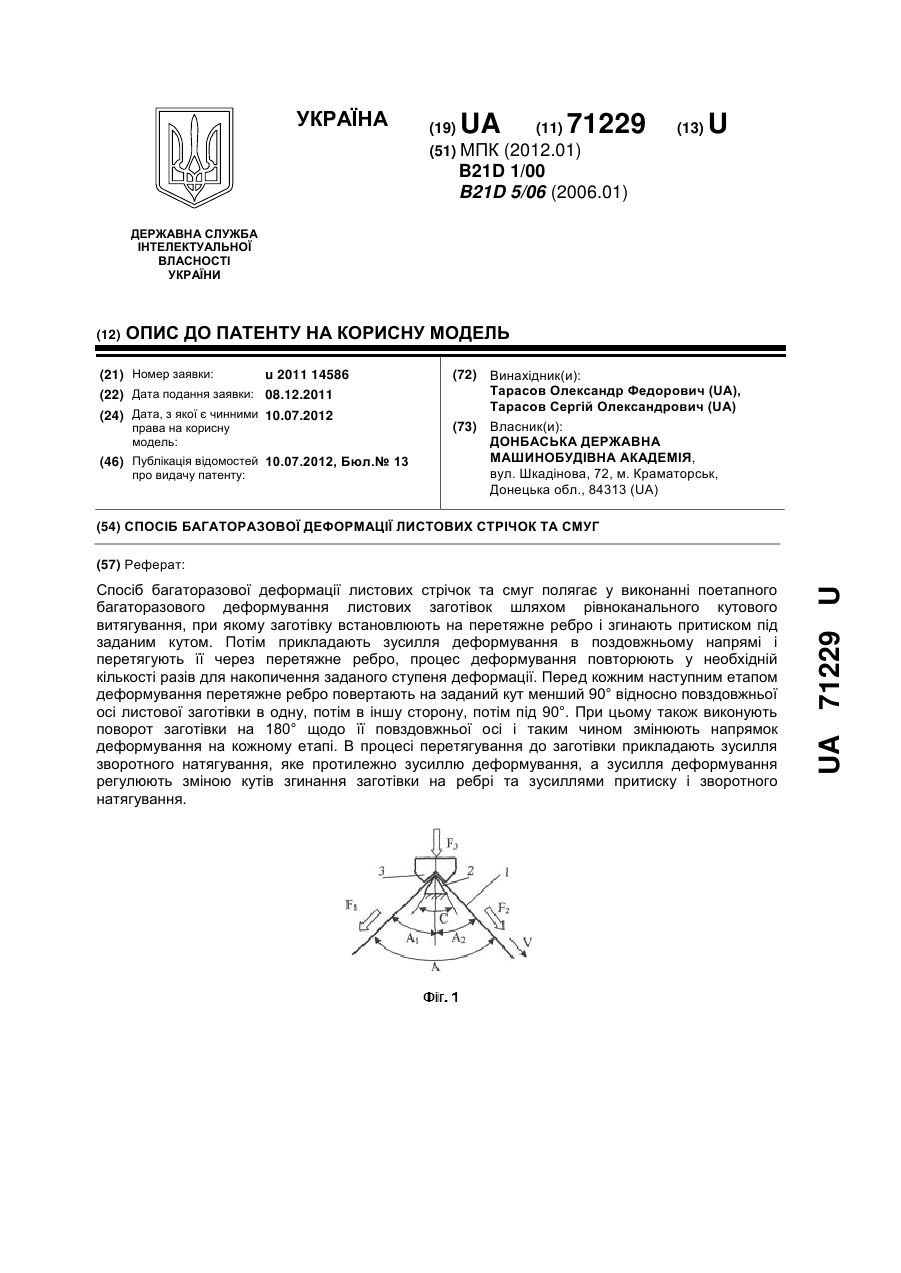
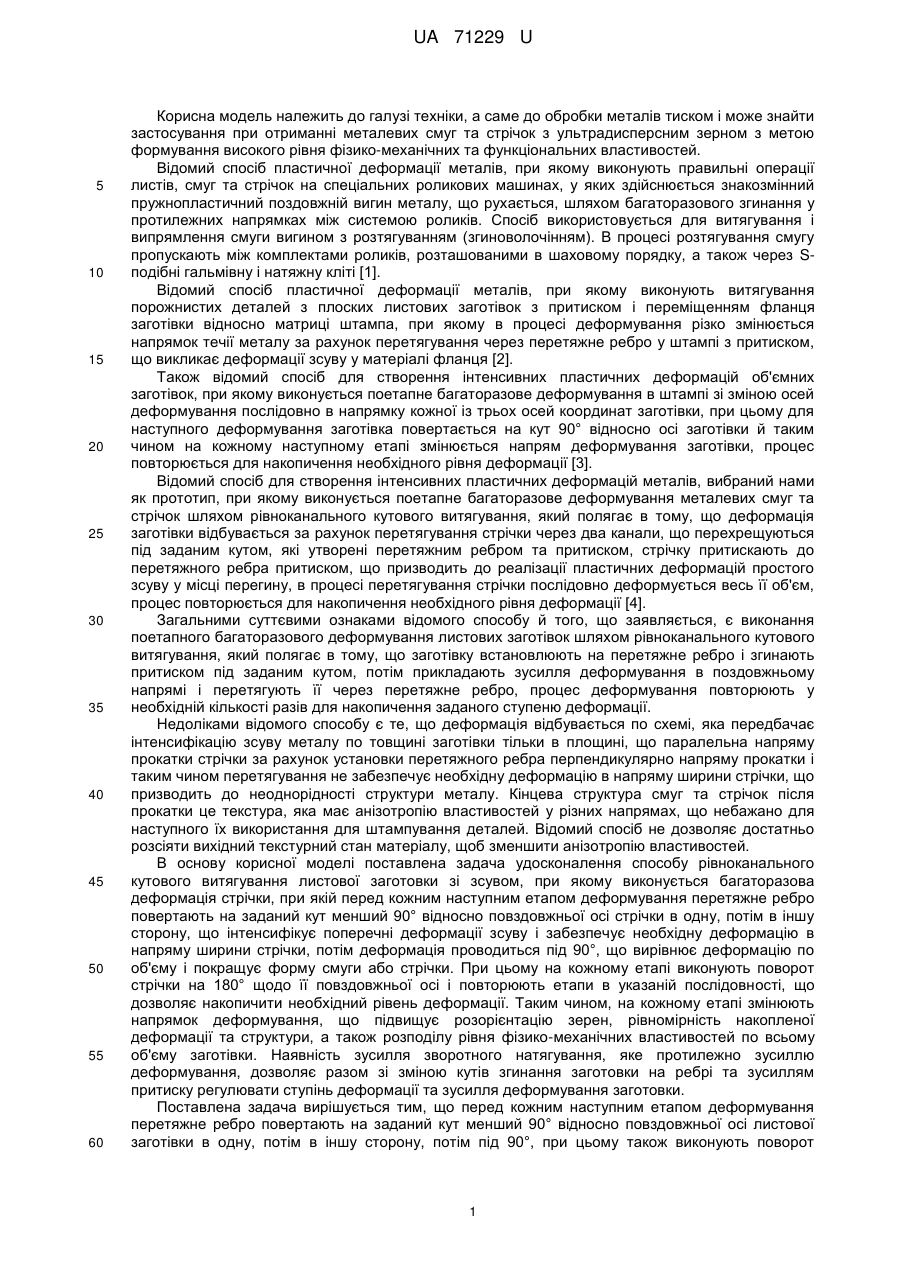
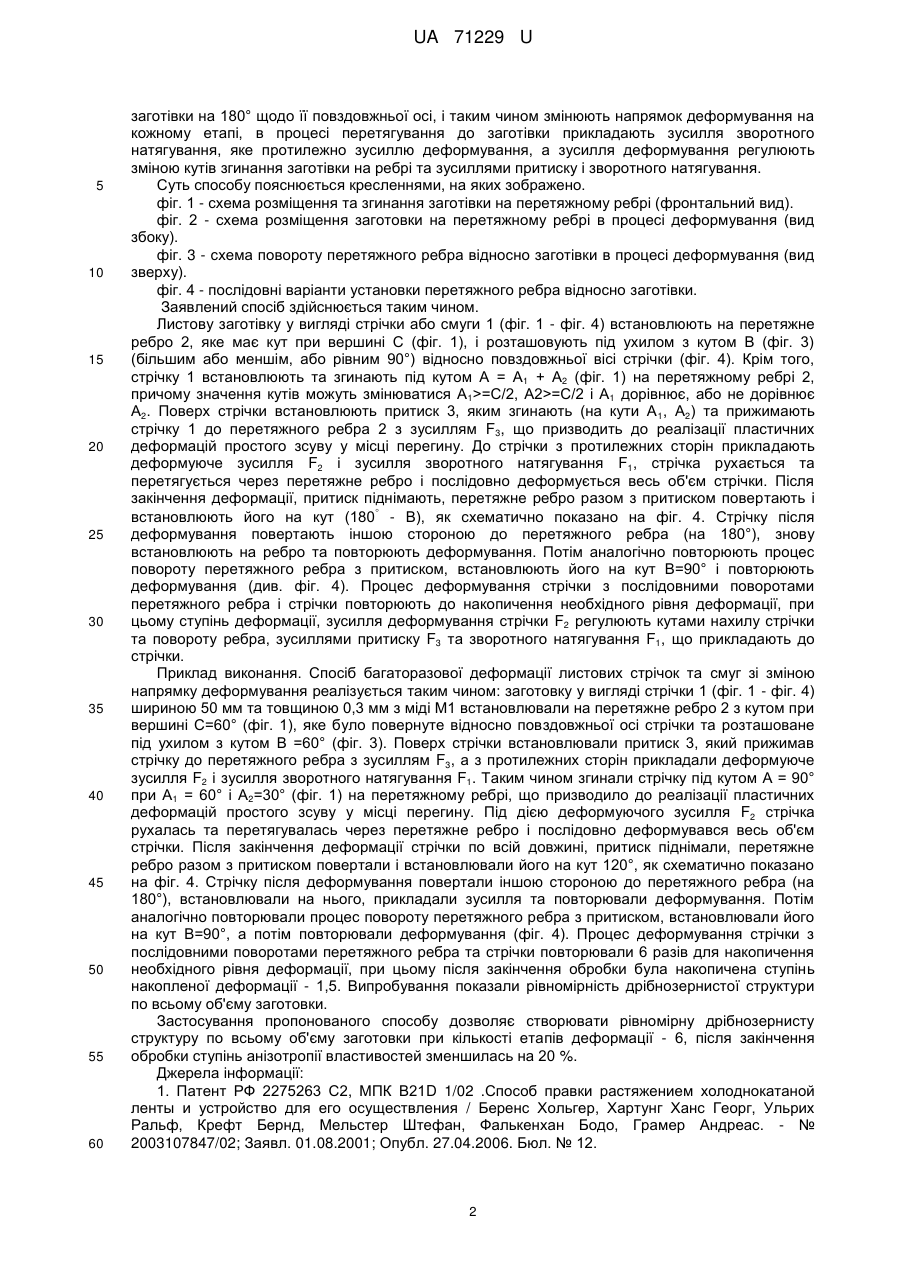
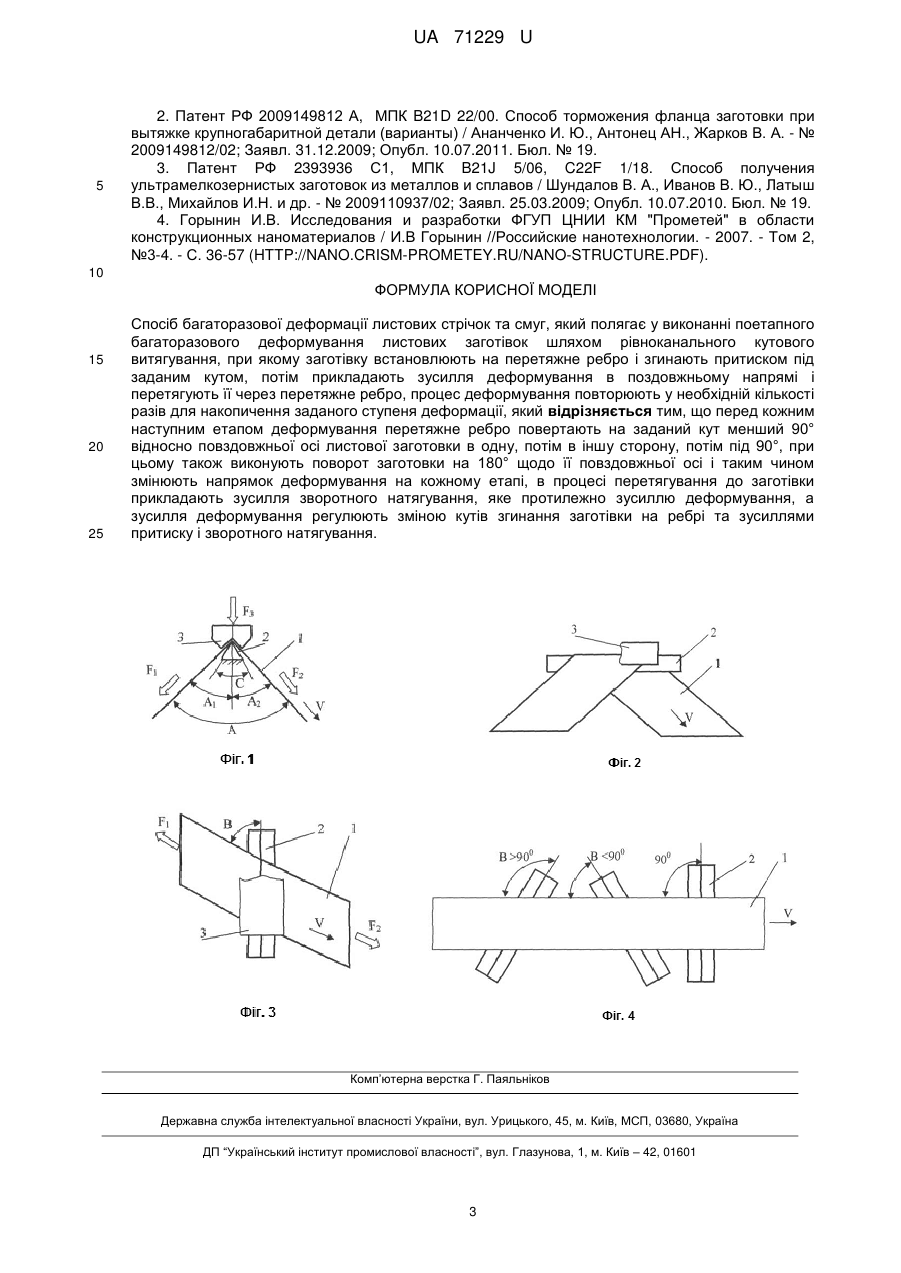
Реферат: UA 71229 U UA 71229 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі техніки, а саме до обробки металів тиском і може знайти застосування при отриманні металевих смуг та стрічок з ультрадисперсним зерном з метою формування високого рівня фізико-механічних та функціональних властивостей. Відомий спосіб пластичної деформації металів, при якому виконують правильні операції листів, смуг та стрічок на спеціальних роликових машинах, у яких здійснюється знакозмінний пружнопластичний поздовжній вигин металу, що рухається, шляхом багаторазового згинання у протилежних напрямках між системою роликів. Спосіб використовується для витягування і випрямлення смуги вигином з розтягуванням (згиноволочінням). В процесі розтягування смугу пропускають між комплектами роликів, розташованими в шаховому порядку, а також через Sподібні гальмівну і натяжну кліті [1]. Відомий спосіб пластичної деформації металів, при якому виконують витягування порожнистих деталей з плоских листових заготівок з притиском і переміщенням фланця заготівки відносно матриці штампа, при якому в процесі деформування різко змінюється напрямок течії металу за рахунок перетягування через перетяжне ребро у штампі з притиском, що викликає деформації зсуву у матеріалі фланця [2]. Також відомий спосіб для створення інтенсивних пластичних деформацій об'ємних заготівок, при якому виконується поетапне багаторазове деформування в штампі зі зміною осей деформування послідовно в напрямку кожної із трьох осей координат заготівки, при цьому для наступного деформування заготівка повертається на кут 90° відносно осі заготівки й таким чином на кожному наступному етапі змінюється напрям деформування заготівки, процес повторюється для накопичення необхідного рівня деформації [3]. Відомий спосіб для створення інтенсивних пластичних деформацій металів, вибраний нами як прототип, при якому виконується поетапне багаторазове деформування металевих смуг та стрічок шляхом рівноканального кутового витягування, який полягає в тому, що деформація заготівки відбувається за рахунок перетягування стрічки через два канали, що перехрещуються під заданим кутом, які утворені перетяжним ребром та притиском, стрічку притискають до перетяжного ребра притиском, що призводить до реалізації пластичних деформацій простого зсуву у місці перегину, в процесі перетягування стрічки послідовно деформується весь її об'єм, процес повторюється для накопичення необхідного рівня деформації [4]. Загальними суттєвими ознаками відомого способу й того, що заявляється, є виконання поетапного багаторазового деформування листових заготівок шляхом рівноканального кутового витягування, який полягає в тому, що заготівку встановлюють на перетяжне ребро і згинають притиском під заданим кутом, потім прикладають зусилля деформування в поздовжньому напрямі і перетягують її через перетяжне ребро, процес деформування повторюють у необхідній кількості разів для накопичення заданого ступеню деформації. Недоліками відомого способу є те, що деформація відбувається по схемі, яка передбачає інтенсифікацію зсуву металу по товщині заготівки тільки в площині, що паралельна напряму прокатки стрічки за рахунок установки перетяжного ребра перпендикулярно напряму прокатки і таким чином перетягування не забезпечує необхідну деформацію в напряму ширини стрічки, що призводить до неоднорідності структури металу. Кінцева структура смуг та стрічок після прокатки це текстура, яка має анізотропію властивостей у різних напрямах, що небажано для наступного їх використання для штампування деталей. Відомий спосіб не дозволяє достатньо розсіяти вихідний текстурний стан матеріалу, щоб зменшити анізотропію властивостей. В основу корисної моделі поставлена задача удосконалення способу рівноканального кутового витягування листової заготовки зі зсувом, при якому виконується багаторазова деформація стрічки, при якій перед кожним наступним етапом деформування перетяжне ребро повертають на заданий кут менший 90° відносно повздовжньої осі стрічки в одну, потім в іншу сторону, що інтенсифікує поперечні деформації зсуву і забезпечує необхідну деформацію в напряму ширини стрічки, потім деформація проводиться під 90°, що вирівнює деформацію по об'єму і покращує форму смуги або стрічки. При цьому на кожному етапі виконують поворот стрічки на 180° щодо її повздовжньої осі і повторюють етапи в указаній послідовності, що дозволяє накопичити необхідний рівень деформації. Таким чином, на кожному етапі змінюють напрямок деформування, що підвищує розорієнтацію зерен, рівномірність накопленої деформації та структури, а також розподілу рівня фізико-механічних властивостей по всьому об'єму заготівки. Наявність зусилля зворотного натягування, яке протилежно зусиллю деформування, дозволяє разом зі зміною кутів згинання заготовки на ребрі та зусиллям притиску регулювати ступінь деформації та зусилля деформування заготовки. Поставлена задача вирішується тим, що перед кожним наступним етапом деформування перетяжне ребро повертають на заданий кут менший 90° відносно повздовжньої осі листової заготівки в одну, потім в іншу сторону, потім під 90°, при цьому також виконують поворот 1 UA 71229 U 5 10 15 20 25 30 35 40 45 50 55 60 заготівки на 180° щодо її повздовжньої осі, і таким чином змінюють напрямок деформування на кожному етапі, в процесі перетягування до заготівки прикладають зусилля зворотного натягування, яке протилежно зусиллю деформування, а зусилля деформування регулюють зміною кутів згинання заготівки на ребрі та зусиллями притиску і зворотного натягування. Суть способу пояснюється кресленнями, на яких зображено. фіг. 1 - схема розміщення та згинання заготівки на перетяжному ребрі (фронтальний вид). фіг. 2 - схема розміщення заготовки на перетяжному ребрі в процесі деформування (вид збоку). фіг. 3 - схема повороту перетяжного ребра відносно заготівки в процесі деформування (вид зверху). фіг. 4 - послідовні варіанти установки перетяжного ребра відносно заготівки. Заявлений спосіб здійснюється таким чином. Листову заготівку у вигляді стрічки або смуги 1 (фіг. 1 - фіг. 4) встановлюють на перетяжне ребро 2, яке має кут при вершині С (фіг. 1), і розташовують під ухилом з кутом В (фіг. 3) (більшим або меншім, або рівним 90°) відносно повздовжньої вісі стрічки (фіг. 4). Крім того, стрічку 1 встановлюють та згинають під кутом А = А1 + А2 (фіг. 1) на перетяжному ребрі 2, причому значення кутів можуть змінюватися А1>=С/2, А2>=С/2 і А1 дорівнює, або не дорівнює А2. Поверх стрічки встановлюють притиск 3, яким згинають (на кути А 1, А2) та прижимають стрічку 1 до перетяжного ребра 2 з зусиллям F3, що призводить до реалізації пластичних деформацій простого зсуву у місці перегину. До стрічки з протилежних сторін прикладають деформуюче зусилля F2 і зусилля зворотного натягування F1, стрічка рухається та перетягується через перетяжне ребро і послідовно деформується весь об'єм стрічки. Після закінчення деформації, притиск піднімають, перетяжне ребро разом з притиском повертають і встановлюють його на кут (180 - В), як схематично показано на фіг. 4. Стрічку після деформування повертають іншою стороною до перетяжного ребра (на 180°), знову встановлюють на ребро та повторюють деформування. Потім аналогічно повторюють процес повороту перетяжного ребра з притиском, встановлюють його на кут В=90° і повторюють деформування (див. фіг. 4). Процес деформування стрічки з послідовними поворотами перетяжного ребра і стрічки повторюють до накопичення необхідного рівня деформації, при цьому ступінь деформації, зусилля деформування стрічки F2 регулюють кутами нахилу стрічки та повороту ребра, зусиллями притиску F3 та зворотного натягування F1, що прикладають до стрічки. Приклад виконання. Спосіб багаторазової деформації листових стрічок та смуг зі зміною напрямку деформування реалізується таким чином: заготовку у вигляді стрічки 1 (фіг. 1 - фіг. 4) шириною 50 мм та товщиною 0,3 мм з міді М1 встановлювали на перетяжне ребро 2 з кутом при вершині С=60° (фіг. 1), яке було повернуте відносно повздовжньої осі стрічки та розташоване під ухилом з кутом В =60° (фіг. 3). Поверх стрічки встановлювали притиск 3, який прижимав стрічку до перетяжного ребра з зусиллям F3, а з протилежних сторін прикладали деформуюче зусилля F2 і зусилля зворотного натягування F1. Таким чином згинали стрічку під кутом А = 90° при А1 = 60° і А2=30° (фіг. 1) на перетяжному ребрі, що призводило до реалізації пластичних деформацій простого зсуву у місці перегину. Під дією деформуючого зусилля F2 стрічка рухалась та перетягувалась через перетяжне ребро і послідовно деформувався весь об'єм стрічки. Після закінчення деформації стрічки по всій довжині, притиск піднімали, перетяжне ребро разом з притиском повертали і встановлювали його на кут 120°, як схематично показано на фіг. 4. Стрічку після деформування повертали іншою стороною до перетяжного ребра (на 180°), встановлювали на нього, прикладали зусилля та повторювали деформування. Потім аналогічно повторювали процес повороту перетяжного ребра з притиском, встановлювали його на кут В=90°, а потім повторювали деформування (фіг. 4). Процес деформування стрічки з послідовними поворотами перетяжного ребра та стрічки повторювали 6 разів для накопичення необхідного рівня деформації, при цьому після закінчення обробки була накопичена ступінь накопленої деформації - 1,5. Випробування показали рівномірність дрібнозернистої структури по всьому об'єму заготовки. Застосування пропонованого способу дозволяє створювати рівномірну дрібнозернисту структуру по всьому об'єму заготовки при кількості етапів деформації - 6, після закінчення обробки ступінь анізотропії властивостей зменшилась на 20 %. Джерела інформації: 1. Патент РФ 2275263 С2, МПК В21D 1/02 .Способ правки растяжением холоднокатаной ленты и устройство для его осуществления / Беренс Хольгер, Хартунг Ханс Георг, Ульрих Ральф, Крефт Бернд, Мельстер Штефан, Фалькенхан Бодо, Грамер Андреас. - № 2003107847/02; Заявл. 01.08.2001; Опубл. 27.04.2006. Бюл. № 12. 2 UA 71229 U 5 2. Патент РФ 2009149812 А, МПК B21D 22/00. Способ торможения фланца заготовки при вытяжке крупногабаритной детали (варианты) / Ананченко И. Ю., Антонец АН., Жарков В. А. - № 2009149812/02; Заявл. 31.12.2009; Опубл. 10.07.2011. Бюл. № 19. 3. Патент РФ 2393936 С1, МПК B21J 5/06, C22F 1/18. Способ получения ультрамелкозернистых заготовок из металлов и сплавов / Шундалов В. А., Иванов В. Ю., Латыш В.В., Михайлов И.Н. и др. - № 2009110937/02; Заявл. 25.03.2009; Опубл. 10.07.2010. Бюл. № 19. 4. Горынин И.В. Исследования и разработки ФГУП ЦНИИ КМ "Прометей" в области конструкционных наноматериалов / И.В Горынин //Российские нанотехнологии. - 2007. - Том 2, №3-4. - С. 36-57 (HTTP://NANO.CRISM-PROMETEY.RU/NANO-STRUCTURE.PDF). 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 Спосіб багаторазової деформації листових стрічок та смуг, який полягає у виконанні поетапного багаторазового деформування листових заготівок шляхом рівноканального кутового витягування, при якому заготівку встановлюють на перетяжне ребро і згинають притиском під заданим кутом, потім прикладають зусилля деформування в поздовжньому напрямі і перетягують її через перетяжне ребро, процес деформування повторюють у необхідній кількості разів для накопичення заданого ступеня деформації, який відрізняється тим, що перед кожним наступним етапом деформування перетяжне ребро повертають на заданий кут менший 90° відносно повздовжньої осі листової заготовки в одну, потім в іншу сторону, потім під 90°, при цьому також виконують поворот заготовки на 180° щодо її повздовжньої осі і таким чином змінюють напрямок деформування на кожному етапі, в процесі перетягування до заготівки прикладають зусилля зворотного натягування, яке протилежно зусиллю деформування, а зусилля деформування регулюють зміною кутів згинання заготівки на ребрі та зусиллями притиску і зворотного натягування. Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of multiple deformation of sheet bands and strips
Автори англійськоюTarasov Oleksandr Fedorovych, Tarasov Serhii Oleksandrovych
Назва патенту російськоюСпособ многократной деформации листовых лент и полос
Автори російськоюТарасов Александр Федорович, Тарасов Сергей Александрович
МПК / Мітки
Мітки: смуг, листових, стрічок, деформації, спосіб, багаторазової
Код посилання
<a href="https://ua.patents.su/5-71229-sposib-bagatorazovo-deformaci-listovikh-strichok-ta-smug.html" target="_blank" rel="follow" title="База патентів України">Спосіб багаторазової деформації листових стрічок та смуг</a>
Спосіб одержання листів, смуг і стрічок з металевих порошків і гранул
Номер патенту: 77719
Опубліковано: 15.01.2007
Автори: Гогаєв Казбек Олександрович, Воропаєв Віталій Семенович, Калуцький Георгій Якович
МПК: B22F 3/18, B21B 1/26, B21B 1/24, B21B 1/22
Мітки: порошків, гранул, смуг, спосіб, одержання, листів, стрічок, металевих
Формула / Реферат:
Спосіб одержання листів, смуг і стрічок з металевих порошків і гранул, що включає їх прокатку в валках, який відрізняється тим, що прокатку виконують з неузгодженістю окружних швидкостей робочих валків за рахунок використання валків різного діаметра зі співвідношенням діаметра більшого валка до меншого 1,15 - 1,40.
Спосіб одержання біметалевих стрічок, листів і смуг з металевих порошків
Номер патенту: 96397
Опубліковано: 25.10.2011
Автори: Гогаєв Казбек Олександрович, Калуцький Георгій Якович, Радченко Олександр Кузьмич, Воропаєв Віталій Семенович, Колпаков Артур Сергійович
МПК: B21B 1/22, B22F 7/00, B22F 7/02, B22F 3/18
Мітки: листів, металевих, спосіб, одержання, смуг, порошків, стрічок, біметалевих
Формула / Реферат:
Спосіб одержання біметалевих стрічок, листів і смуг з металевих порошків, що включає прокатку порошків різного складу у валках з однаковими діаметрами, спікання одержаного виробу і подальшу ущільнюючу прокатку виробу, який відрізняється тим, що ущільнюючу прокатку здійснюють у валках різного діаметра з відношенням діаметра більшого валка до діаметра меншого валка 1,1-1,3 зі ступенем відносного обтиснення 0,45-0,55.
Спосіб прокатки тонких і особливо тонких смуг на станах безперервної прокатки з використанням ефекту поверхневої пластичної деформації в останніх робочих клітях
Номер патенту: 58259
Опубліковано: 11.04.2011
Автори: Бочаров Володимир Віталійович, Утьомова Юлія Віталійовна, Бочаров Віталій Федорович
МПК: B21B 1/04
Мітки: станах, пластичної, безперервної, поверхневої, особливої, деформації, робочих, прокатки, смуг, тонких, ефекту, клітях, спосіб, використанням, останніх
Формула / Реферат:
Спосіб прокатки тонких і особливо тонких смуг на станах безперервної прокатки з використанням ефекту поверхневої пластичної деформації в останніх робочих клітях, який відрізняється тим, що за рахунок зміни схеми установлення робочих валків в останніх робочих клітях стана безперервної прокатки використовуються комбінації робочих валків, бочки яких текстуровані у вигляді безлічі мікровиступів і робочих валків із гладкою бочкою, що забезпечує...
Спосіб і пристрій для виготовлення металевих гарячекатаних смуг, зокрема смуг легкої конструкційної сталі
Номер патенту: 87787
Опубліковано: 10.08.2009
Автори: Айхольц Хеллфрід, Шеперкьоттер Маркус, Шмідт-Юргенсен Руне, Шпітцер Карл-Хайнц
МПК: B22D 11/06
Мітки: смуг, легко, зокрема, конструкційної, гарячекатаних, сталі, виготовлення, спосіб, пристрій, металевих
Формула / Реферат:
1. Спосіб виготовлення металевих гарячекатаних смуг, зокрема смуг легкої конструкційної сталі, в якому розплав через ливарний лоток подають на обертову виливну стрічку горизонтальної установки для лиття смуг в атмосфері захисного газу і отверджують у смугу-заготовку товщиною від 6 до 20 мм, а смугу-заготовку після повного твердіння піддають процесу гарячого прокатування, який відрізняється тим, що виливній стрічці локально надають коливальних...
Спосіб виготовлення деталей типу “дифузор” методом локальної деформації
Номер патенту: 70772
Опубліковано: 25.06.2012
Автори: Шлик Сергій Вікторович, Драгобецький Володимир В'ячеславович, Мороз Микола Миколайович, Ревишвили Резо Сергійович, Коноваленко Олександр Дмитрович
МПК: B26F 1/00
Мітки: типу, деталей, методом, виготовлення, деформації, спосіб, дифузор, локальної
Формула / Реферат:
Спосіб виготовлення деталей типу "дифузор" методом локальної деформації, який відрізняється тим, що формування криволінійної поверхні заготовки із пласкої в конічну виконується конічним пуансоном із давильними ребрами, який обертається навколо своєї осі а також навколо осі, що проходить крізь його вершину перпендикулярно до поверхні жорсткої основи.
Попередній патент: Спосіб профілактики сером у хворих з післяопераційними вентральними грижами після лапароскопічної герніопластики
Наступний патент: Пристрій до столу для лікування та профілактики захворювань хребта
Випадковий патент: Гідравлічний рульовий механізм транспортного засобу