Спосіб високошвидкісного безперервного лиття тонких металевих заготовок з подальшим гарячим прокатуванням і відповідний ливарно-прокатний пристрій
Формула / Реферат
1. Спосіб високошвидкісного безперервного лиття тонких металевих заготовок (1) з подальшим гарячим прокатуванням з низькою швидкістю до одержання тонкої штаби (2), при якому в багатоклітьовій лінії (3) чистового прокатування штаби здійснюють регулювання температури робочих валків (4), який відрізняється тим, що при швидкостях лиття від 4 м/хв до 12 м/хв і з урахуванням товщини тонких відлитих заготовок регулюють швидкості прокатування, при цьому температури робочих валків (4), починаючи від початкової температури (5), підвищують із заданою величиною збільшення, причому температуру (15) штаби в лінії (3) чистового прокатування штаби встановлюють і/або забезпечують шляхом регулювання або керування інтенсивністю охолоджування (18) валків, яка дорівнює заданій температурі (6) штаби (2).
2. Спосіб за п. 1, який відрізняється тим, що металеві заготовки є стальними заготовками.
3. Спосіб за п. 1, який відрізняється тим, що при заданому плані проходів встановлюють задану температуру (6), яка нижче, ніж температура відпуску матеріалу робочих валків (4).
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що шляхом подачі заданої кількості (26) охолоджувальної води на робочі валки (4) встановлюють максимальну температуру валків і швидкість штаби, при яких досягають заданої температури (6) штаби.
5. Спосіб за п. 1, який відрізняється тим, що різницю температур між центром (4а) робочого валка (4) і поверхнею (4b) робочого валка (4) встановлюють таким чином, щоб не перевищувались допустимі напруження в робочому валку (4).
6. Спосіб за п. 5, який відрізняється тим, що здійснюють контроль напружень всередині робочого валка як в радіальному, так і аксіальному напрямку на основі розрахованих температурних полів і полів напружень.
7. Спосіб за п. 6, який відрізняється тим, що за допомогою онлайнової розрахункової моделі (7) здійснюють контроль напружень.
8. Спосіб за будь-яким із пп. 1-7, який відрізняється тим, що робочі валки (4) перед застосуванням нагрівають до початкової температури (5).
9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що робочі валки експлуатують при підвищених, по відношенню до заданих рівнів, температурах штаби.
10. Спосіб за п. 6 або п. 7, який відрізняється тим, що робочі валки (4) при обертанні підігрівають індукційним полем (8а).
11. Спосіб за п. 10, який відрізняється тим, що індуктивне нагрівання поверхні (4b) валка забезпечують на вхідній стороні прокатної кліті (3а...3n).
12. Спосіб за п. 10 або п. 11, який відрізняється тим, що індуктивне нагрівання робочого валка (4) здійснюють різним по довжині бочки валка.
13. Спосіб за п. 10, який відрізняється тим, що робочі валки (4) в лінії (3) чистового прокатування штаби заздалегідь нагрівають індукційним полем (8а) або перед установкою поруч з лінією (3) чистового прокатування штаби.
14. Спосіб за будь-яким із пп. 1-10, який відрізняється тим, що на початку процесу прокатування, крім встановлення інтенсивності охолоджування валків і/або індуктивного нагрівання, використовують також план проходів як встановлюваний параметр.
15. Спосіб за будь-яким із пп. 1-10, який відрізняється тим, що передбачений пристрій (25) гідрозбивання окалини експлуатують з мінімальною кількістю води, зокрема в однорядному режимі.
16. Спосіб за будь-яким із пп. 1-10, який відрізняється тим, що регулювання інтенсивності охолоджування (18) робочих валків здійснюють шляхом дозування кількості охолоджувача і/або розпилюваного туману.
17. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що частину прокатних клітей (3а...3n) в лінії (3) чистового прокатування штаби експлуатують з підвищеною температурою робочих валків (4).
18. Спосіб за будь-яким із пп. 1-17, який відрізняється тим, що вплив робочих валків (4) на форму штаби в зоні її кромки, що викликається підвищеною температурою і подовженням робочих валків (4), компенсують механічними і/або термічними установлювальними засобами.
19. Ливарно-прокатний пристрій, що містить високошвидкісний пристрій безперервного лиття, лінію (3) чистового прокатування штаби для гарячого прокатування штаби, пристрій (8) нагрівання і передбачений для кожної прокатної кліті (3а...3n) пристрій охолоджування робочих валків (4), який відрізняється тим, що опори робочих валків виконані з можливістю охолодження і підключені до системи кругового масляного змащування або змазані жиром для змащування робочих валків, при цьому передбачена онлайнова розрахункова модель для регулювання інтенсивності охолоджування робочих валків у залежності від зовнішніх крайових умов.
20. Ливарно-прокатний пристрій за п. 19, який відрізняється тим, що робочі валки (4) є шліфованими в гарячому стані.
21. Ливарно-прокатний пристрій за п. 19 або п. 20, який відрізняється тим, що матеріал робочих валків (4) є стійким до температури і до зносу.
22. Ливарно-прокатний пристрій за п. 21, який відрізняється тим, що виконаний з можливістю реалізації НІР-прокатування в прокатних клітях (3а...3n) лінії (3) чистового прокатування.
23. Ливарно-прокатний пристрій за будь-яким із пп. 19-22, який відрізняється тим, що містить онлайнову модель (7), в якій передбачена модель (9) для розрахунку температури робочих валків на основі виміряних значень температури (10) поверхні робочого валка, початкової температури (5) робочого валка (4) і фізичних властивостей робочого валка (4).
24. Ливарно-прокатний пристрій за п. 23, який відрізняється тим, що виконаний з можливістю врахування в моделі (9) розрахунку температури робочого валка максимально допустимих температур (19) поверхні робочого валка, максимально допустимої різниці (23) температур між центром (4а) валка і його поверхнею (4b) і максимально допустимого напруження (24) в робочому валку (4).
25. Ливарно-прокатний пристрій за будь-яким із пп. 19-24, який відрізняється тим, що між прокатними клітями (3а...3n) передбачений критий рольганг.
26. Пристрій за п. 25, який відрізняється тим, що між першими прокатними клітями (3а...3n) під кришку рольганга передбачене підведення інертного газу.
27. Ливарно-прокатний пристрій за п. 23, який відрізняється тим, що виконаний з можливістю врахування у параметрах (11) плану проходів зусилля (12) прокатування, товщини (13) на вході і виході проходів, швидкості (14) прокатування, температури (15) штаби, товщини (16) шару окалини і матеріалу (17) штаби.
28. Ливарно-прокатний пристрій за п. 25, який відрізняється тим, що виконаний з можливістю значного зниження товщини штаби у плані проходів в задній ділянці лінії (3) чистового прокатування штаби.
29. Ливарно-прокатний пристрій за п. 19, який відрізняється тим, що виконаний з можливістю обмеження мінімальної товщини (13) на виході постійною величиною.
30. Ливарно-прокатний пристрій за будь-яким із пп. 19-29, який відрізняється тим, що в лінії (3) чистового прокатування штаби з 7 клітями (F1-F7) початкова товщина штаби складає 50-90 мм, а її кінцева товщина (13) на виході - 0,6-1,2 мм.
Текст
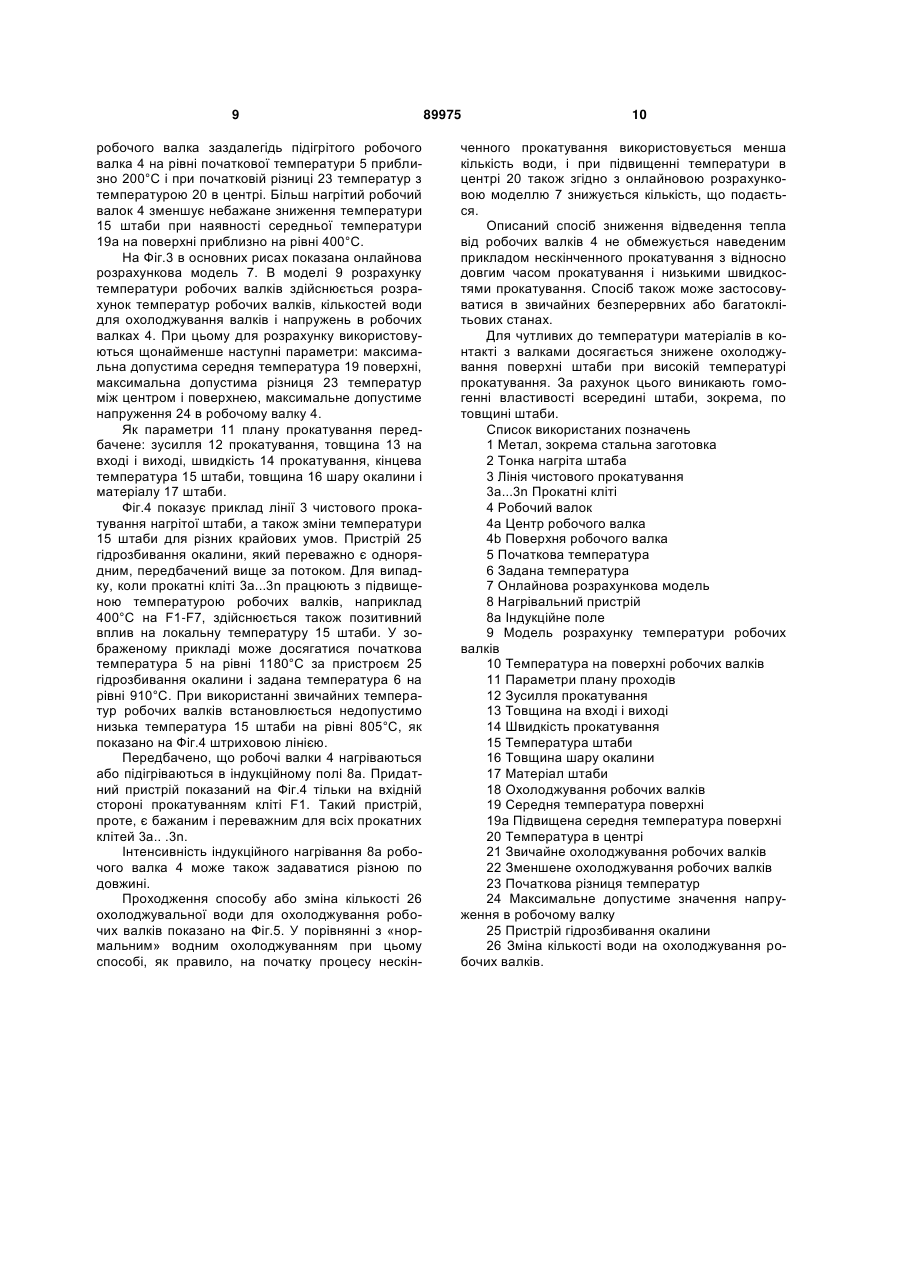
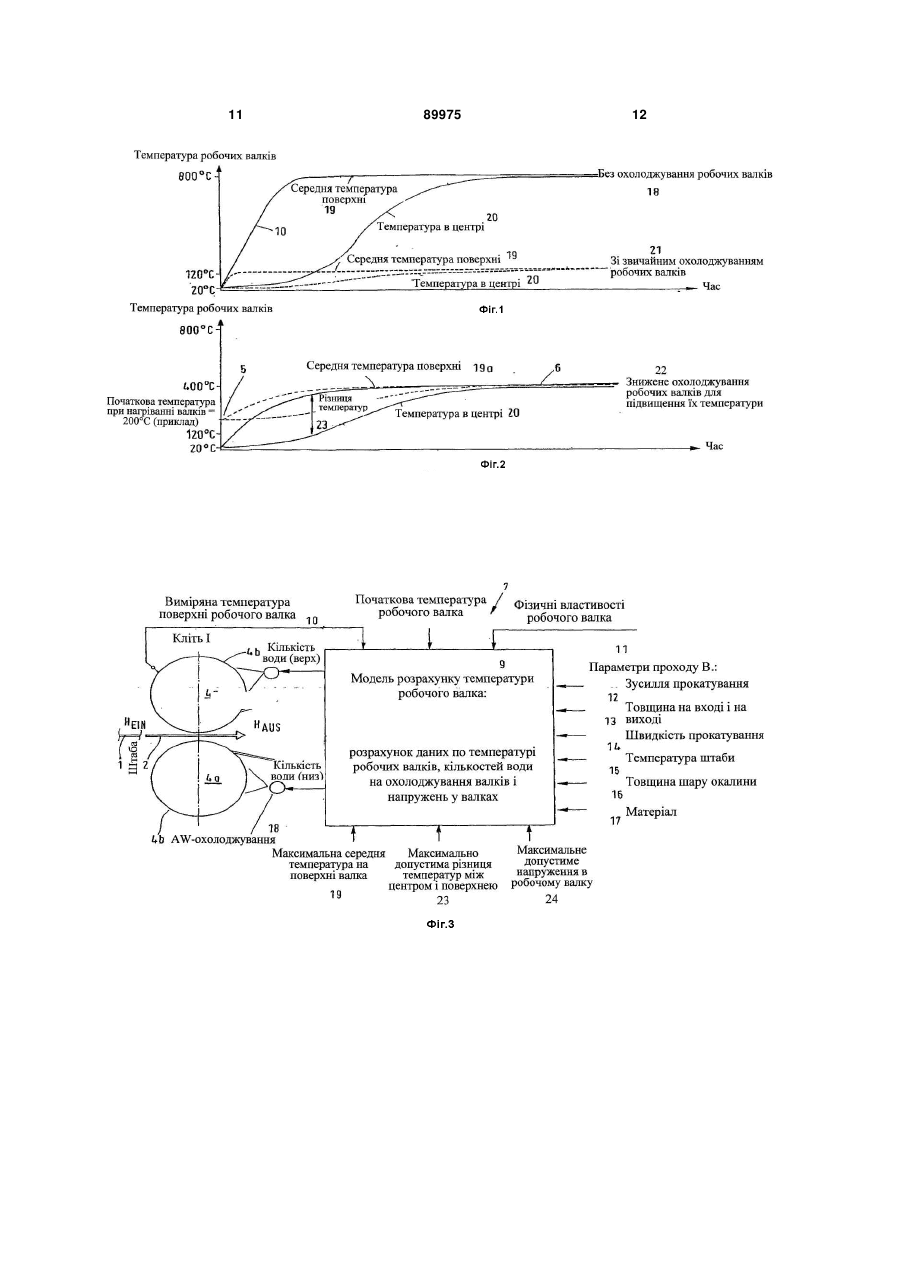
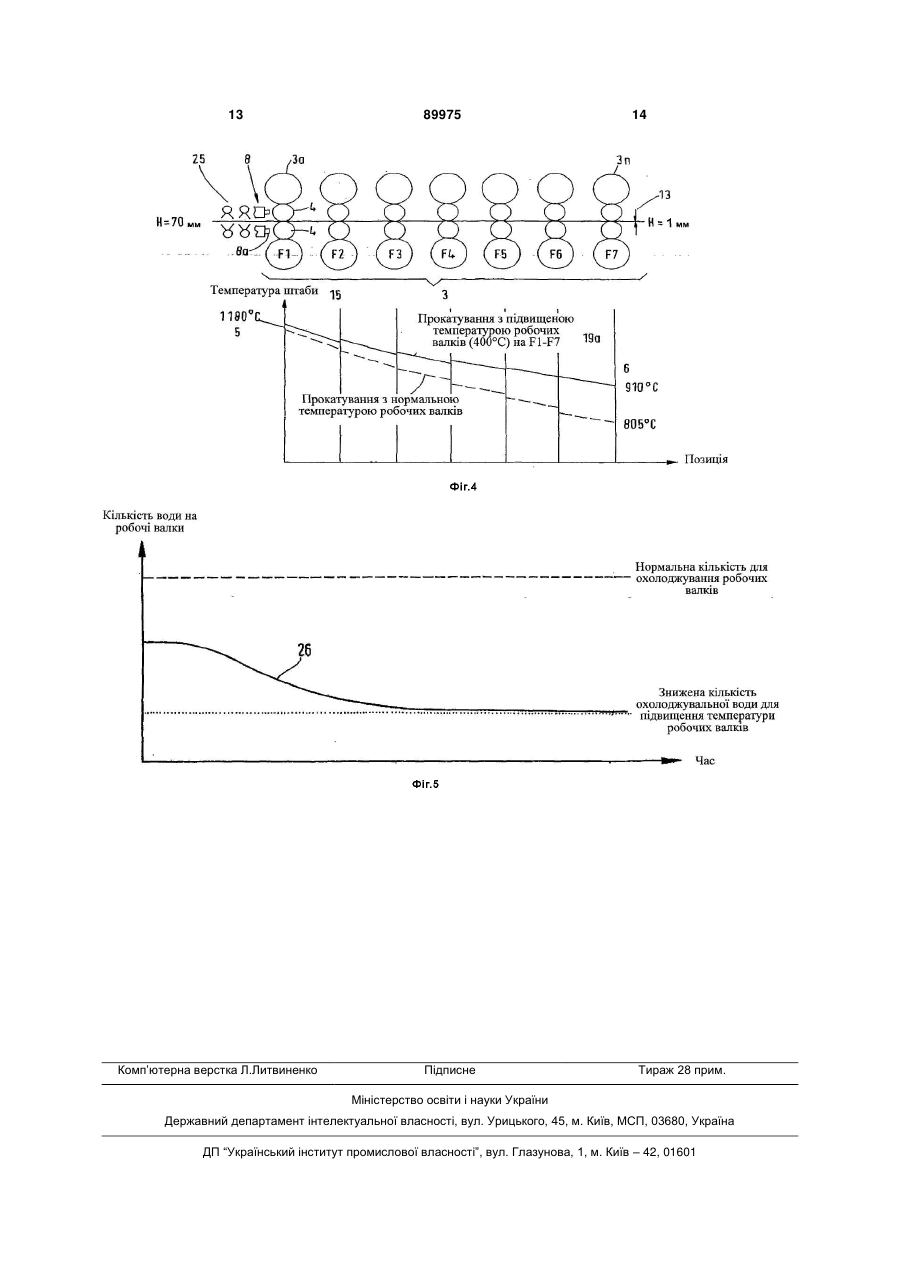
1. Спосіб високошвидкісного безперервного лиття тонких металевих заготовок (1) з подальшим гарячим прокатуванням з низькою швидкістю до одержання тонкої штаби (2), при якому в багатоклітьовій лінії (3) чистового прокатування штаби здійснюють регулювання температури робочих валків (4), який відрізняється тим, що при швидкостях лиття від 4 м/хв до 12 м/хв і з урахуванням товщини тонких відлитих заготовок регулюють швидкості прокатування, при цьому температури робочих валків (4), починаючи від початкової температури (5), підвищують із заданою величиною збільшення, причому температуру (15) штаби в лінії (3) чистового прокатування штаби встановлюють і/або забезпечують шляхом регулювання або керування інтенсивністю охолоджування (18) валків, яка дорівнює заданій температурі (6) штаби (2). 2. Спосіб за п. 1, який відрізняється тим, що металеві заготовки є стальними заготовками. 3. Спосіб за п. 1, який відрізняється тим, що при заданому плані проходів встановлюють задану температуру (6), яка нижче, ніж температура відпуску матеріалу робочих валків (4). 4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що шляхом подачі заданої кількості (26) охолоджувальної води на робочі валки (4) встановлюють максимальну температуру валків і швидкість штаби, при яких досягають заданої температури (6) штаби. 2 (19) 1 3 89975 4 джування (18) робочих валків здійснюють шляхом дозування кількості охолоджувача і/або розпилюваного туману. 17. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що частину прокатних клітей (3а...3n) в лінії (3) чистового прокатування штаби експлуатують з підвищеною температурою робочих валків (4). 18. Спосіб за будь-яким із пп. 1-17, який відрізняється тим, що вплив робочих валків (4) на форму штаби в зоні її кромки, що викликається підвищеною температурою і подовженням робочих валків (4), компенсують механічними і/або термічними установлювальними засобами. 19. Ливарно-прокатний пристрій, що містить високошвидкісний пристрій безперервного лиття, лінію (3) чистового прокатування штаби для гарячого прокатування штаби, пристрій (8) нагрівання і передбачений для кожної прокатної кліті (3а...3n) пристрій охолоджування робочих валків (4), який відрізняється тим, що опори робочих валків виконані з можливістю охолодження і підключені до системи кругового масляного змащування або змазані жиром для змащування робочих валків, при цьому передбачена онлайнова розрахункова модель для регулювання інтенсивності охолоджування робочих валків у залежності від зовнішніх крайових умов. 20. Ливарно-прокатний пристрій за п. 19, який відрізняється тим, що робочі валки (4) є шліфованими в гарячому стані. 21. Ливарно-прокатний пристрій за п. 19 або п. 20, який відрізняється тим, що матеріал робочих валків (4) є стійким до температури і до зносу. 22. Ливарно-прокатний пристрій за п. 21, який відрізняється тим, що виконаний з можливістю реалізації НІР-прокатування в прокатних клітях (3а...3n) лінії (3) чистового прокатування. 23. Ливарно-прокатний пристрій за будь-яким із пп. 19-22, який відрізняється тим, що містить онлайнову модель (7), в якій передбачена модель (9) для розрахунку температури робочих валків на основі виміряних значень температури (10) поверхні робочого валка, початкової температури (5) робочого валка (4) і фізичних властивостей робочого валка (4). 24. Ливарно-прокатний пристрій за п. 23, який відрізняється тим, що виконаний з можливістю врахування в моделі (9) розрахунку температури робочого валка максимально допустимих температур (19) поверхні робочого валка, максимально допустимої різниці (23) температур між центром (4а) валка і його поверхнею (4b) і максимально допустимого напруження (24) в робочому валку (4). 25. Ливарно-прокатний пристрій за будь-яким із пп. 19-24, який відрізняється тим, що між прокатними клітями (3а...3n) передбачений критий рольганг. 26. Пристрій за п. 25, який відрізняється тим, що між першими прокатними клітями (3а...3n) під кришку рольганга передбачене підведення інертного газу. 27. Ливарно-прокатний пристрій за п. 23, який відрізняється тим, що виконаний з можливістю врахування у параметрах (11) плану проходів зусилля (12) прокатування, товщини (13) на вході і виході проходів, швидкості (14) прокатування, температури (15) штаби, товщини (16) шару окалини і матеріалу (17) штаби. 28. Ливарно-прокатний пристрій за п. 25, який відрізняється тим, що виконаний з можливістю значного зниження товщини штаби у плані проходів в задній ділянці лінії (3) чистового прокатування штаби. 29. Ливарно-прокатний пристрій за п. 19, який відрізняється тим, що виконаний з можливістю обмеження мінімальної товщини (13) на виході постійною величиною. 30. Ливарно-прокатний пристрій за будь-яким із пп. 19-29, який відрізняється тим, що в лінії (3) чистового прокатування штаби з 7 клітями (F1-F7) початкова товщина штаби складає 50-90 мм, а її кінцева товщина (13) на виході - 0,6-1,2 мм. Винахід належить до способу лиття з подальшим прокатуванням, при високій швидкості лиття і подальшому гарячому прокатуванні відносно тонких металевих, зокрема стальних, заготовок до тонкої нагрітої штаби в багатоклітьовій лінії чистового прокатування нагрітої штаби з регулюванням температури робочих валків, а також відповідного ливарно-прокатного пристрою. Прокатування з (високими) швидкостями розливання, тобто узгодження машини безперервного розливання і лінії чистового прокатування нагрітої штаби, веде до відносно низьких швидкостей транспортування в лінії чистового прокатування нагрітої штаби, розташованій після машини безперервного лиття заготовок. Незважаючи на високу початкову температуру (приблизно 1250°С), внаслідок високих втрат тепла в навколишнє середовище при звичайних умовах не може утримуватися необхідна температура в кінці прокатування (приблизно 850°С). Значні кількості енергії також відводяться на робочих валках. Такі звичайні умови, наприклад, у випадку машини безперервного лиття заготовок, передбачають високі швидкості лиття і високу початкову температуру для лінії чистового прокатування. Відомо (DE 19830034 A1), що робочі валки за допомогою індукторів поперечного поля і розрахункової моделі встановлюються на задану температуру з урахуванням товщини штаби, властивостей матеріалу, значень обтиснення за один прохід, швидкості прокатування, температури прокатування і режиму охолоджування валків. Результат застосовується для регулювання температури в заданих умовах для ділянок валків або прокатуваної штаби. 5 Крім того, відоме (див. ЕР 0415987 В2) додаткове індуктивне нагрівання так званих тонких слябів (відлитих заготовок з товщиною приблизно 50 мм) на окремих рівнях прокатування перед і в лінії чистового прокатування, для чого в значному об'ємі потрібна електроенергія. Також пропонується зменшувати діаметр робочих валків для зниження передачі тепла в робочі валки. В основі винаходу стоїть задача зниження втрат температури нагрітої штаби в лінії чистового прокатування нагрітої штаби при здійсненні процесу лиття з подальшим прокатуванням для забезпечення установлення точної і високої заданої температури в кінці прокатування. Поставлена задача вирішується згідно з винаходом за рахунок того, що при швидкостях лиття від приблизно 4 м/хв. до 12 м/хв. і з урахуванням відносно невеликих товщин відлитих заготовок регулюють швидкості прокатування і температури робочих валків, виходячи з низької початкової температури, підвищують із заданою величиною збільшення, причому температуру штаби в лінії чистового прокатування нагрітої штаби встановлюють і/або забезпечують шляхом регулювання або керування інтенсивністю охолоджування валків, що дорівнює заданій температурі нагрітої штаби. За рахунок цього при нескінченному прокатуванні (і узгодженні процесів лиття і прокатування) втрати тепла мінімізуються, і прокатування проводиться при високій температурі робочих валків для всіх прокатних клітей в лінії чистового прокатування нагрітої штаби. Таким чином, нагрівання робочих валків може забезпечуватися внутрішнім теплом процесу. Крім того, охолоджування валків встановлюють в залежності від крайових умов таким чином, що робочі валки повільно і при заданій швидкості підвищення температури досягають заданої температури (від приблизно 400°С) і залишаються в інтервалі температури відпуску прокатуваного матеріалу. Узгодження процесів лиття і прокатування здійснюється при швидкостях лиття від 4 до 12 м/хв. і звичайній товщині при прокатуванні на рівні 20-90 мм при швидкості прокатування приблизно 0,3-18 м/сек. Подальше удосконалення полягає в тому, що при заданому плані проходів встановлюється задана температура, яка нижче, ніж температура відпуску матеріалу робочих валків. Інше удосконалення передбачає, що шляхом подачі заданої кількості охолоджувальної води на робочі валки встановлюється максимальна температура валків і швидкість штаби, при яких досягаються задані температури штаби. Переважно, якщо різниця температур між центром робочого валка і поверхнею робочого валка встановлюється таким чином, що не перевищуються допустимі напруження в робочому валку. Далі може здійснюватися контроль напружень всередині робочого валка, як в радіальному, так і аксіальному напрямі, на основі розрахованих температурних полів і полів напружень. 89975 6 Іншими ознаками винаходу передбачається, що контроль напружень здійснюється за допомогою онлайнової розрахункової моделі. Робочі валки, крім того, перед застосуванням можуть бути нагріті на початкову температуру. При температурі попереднього нагрівання приблизно 200°С більш швидко досягається стаціонарний стан і/або рівень напружень у валках знижується. Інші ознаки винаходу полягають в тому, що робочі валки можуть експлуатуватися при підвищених, по відношенню до заданих рівнів температури, температурах штаби. За рахунок цього втрати тепла в смузі можуть направлено компенсуватися. Практично це означає, що робочі валки при обертанні підігріваються індукційним полем. За рахунок цього забезпечується обмежене по місцю і направлене підведення тепла в залежності від розподілу маси робочого валка. Поліпшення проходження способу забезпечується тим, що індуктивне нагрівання поверхні валка забезпечується на вхідній стороні прокатної кліті. За рахунок цього збільшується температура робочих валків на ділянці контакту у осередку деформації, і мінімізуються втрати тепла штаби у осередку деформації. Бажаний ефект досягається перед тим, як встановиться висока температура в центрі валка. Далі пропонується, що індуктивне нагрівання робочого валка розрізнюється по товщині штаби. Подальші ознаки для поліпшення проходження способу передбачають, що робочі валки в лінії чистового прокатування нагрітої штаби заздалегідь нагріваються індукційним полем безпосередньо біля лінії чистового прокатування нагрітої штаби перед установкою. Особливо потрібно згадати такий захід, при якому на початку процесу, крім установлення інтенсивності охолоджування валків і/або індуктивного нагрівання, також встановлюваним параметром є план проходів. Поліпшення крайових умов для зниження зменшення температури штаби досягається тим, що передбачений пристрій гідрозбивання окалини експлуатується з мінімальною кількістю води, зокрема, в однорядному режимі. Іншим прийомом при встановленні охолоджувального ефекту є регулювання інтенсивності охолоджування робочих валків шляхом точного дозування кількостей охолоджувача і/або розпилюваного туману. Крім того, може бути передбачено, що тільки частина прокатних клітей в лінії чистового прокатування нагрітої штаби експлуатується з підвищеною температурою робочих валків. Далі, вплив робочих валків на форму штаби в зоні кромки, що викликається підвищеною температурою і подовженням робочих валків, може компенсуватися механічними і/або термічними встановлювальними засобами. Ливарно-прокатний пристрій передбачає відомий пристрій безперервного лиття і лінію чистового прокатування нагрітої штаби, пристрій нагрівання і передбачений для кожної прокатної кліті пристрій охолоджування робочих валків. 7 Конструкція і удосконалення лінії чистового прокатування нагрітої штаби передбачають, що довжини робочих валків, придатні для підвищення температури, і опори робочих валків охолоджуються і підключені до системи кругового масляного змащування або змазані спеціальним жиром. За рахунок цього надійно забезпечується підвищення температури (величини підвищення) на довжині валків. Іншим заходом для зменшення енергії нагрівання і підвищення часу експлуатації робочих валків є шліфування робочих валків в гарячому стані. З цієї точки зору є переважним, якщо матеріал робочих валків є стійким до температури і до зносу. Високі температури робочих валків застосовуються ще і для того, щоб в прокатній кліті лінії чистового прокатування реалізовувати так зване НІР-прокатування (гаряче ізостатичне пресування). Згідно з іншими ознаками передбачається онлайнова модель для розрахунку температури робочих валків на основі виміряних значень температури поверхні робочого валка, початкової температури робочого валка і фізичних властивостей робочого валка. Додатково є доцільним, якщо в моделі розрахунку температури робочого валка враховуються максимально допустимі температури поверхні робочого валка, максимально допустима різниця температур між центром валка і його поверхнею і максимально допустиме напруження в робочому валку. Іншими ознаками передбачається, що для протидії зниженню температури нагрітої штаби між прокатними клітями застосовується критий рольганг. Поліпшення запобігання утворенню окалини або оксидного шару на смузі або робочому валку досягається тим, що між першими прокатними клітями під кришку рольганга передбачене підведення інертного газу. Інший варіант реалізації передбачає, що в параметрах плану проходів враховують зусилля прокатування, товщину на вході і виході, швидкість прокатування, температуру штаби, товщину шару окалини і матеріалу штаби. При цьому значні зниження товщини штаби в плані проходів зміщають в задню ділянку лінії чистового прокатування нагрітої штаби. Інший захід, який є необхідним для здійснення способу, полягає в тому, що мінімальна товщина на виході обмежується постійною величиною. Як приклад параметрів типового способу або типової лінії чистового прокатування довгої штаби можуть служити такі значення, що в лінії чистового прокатування нагрітої штаби з приблизно 7 клітями початкова товщина штаби міняється від Н=5090 мм, а кінцева товщина на виході міняється від 0,6 до 1,2 мм. На кресленнях представлені приклади реалізації способу, які більш детально описані далі, при цьому показано: Фіг.1 - графік температури робочих валків у часі для здійснення прокатування без охолоджу 89975 8 вання робочих валків і зі звичайним охолоджуванням робочих валків; Фіг.2 - подібна діаграма для зниженого охолоджування робочих валків і забезпечення заданої температури робочих валків; Фіг.3 - блокова схема, яка зображує структуру моделі розрахунку температури робочих валків; Фіг.4 - лінія чистового прокатування нагрітої штаби і зміна температури штаби по цій лінії при різних температурах робочих валків; Фіг.5 - діаграма, яка показує зміну у часі кількості води для охолоджування робочих валків. У звичайній лінії 3 чистового прокатування нагрітої штаби для металевих, зокрема стальних, заготовок 1 при виробництві тонкої штаби здійснюється переривчастий цикл прокатування протягом 180 сек., після чого іде пауза приблизно 20 сек. Під час прокатування встановлюється середня температура 19 на поверхні робочого валка на рівні приблизно 120°С, і в паузі поверхня охолоджується до температури, близької до температури охолоджувальної води. Після прокатування деякої кількості штаб 2 в кінці програми прокатування температура валків залишається на рівні 90°С. При безпосередньому з'єднанні установки безперервного лиття і лінії 3 чистового прокатування нагрітої штаби, при здійсненні нескінченного прокатування в лінії 3 чистового прокатування нагрітої штаби, є втрати температури штаби, які необхідно знизити шляхом відповідних заходів. З цих міркувань пропонується здійснювати прокатування при підвищеній температурі робочих валків у всіх клітях 3а.. .3n або тільки в частині клітей. Переважно, на графіку на Фіг.1 (температура робочих валків у часі) зміна температури без охолоджування 18 робочих валків зображена на середній температурі 19 поверхні і температурі 20 в центрі. Звичайне в прокатних станах охолоджування 21 робочих валків (нижня частина графіка) веде до наближення температури 20 в центрі валка (приблизно 20°С) до середньої температури 19 на поверхні (приблизно 120°С). Видно, що при збільшенні робочого часу температура 20 в центрі при інших однакових умовах прокатування наближається до середньої температури 19 поверхні і далі стає рівною. Метою є таке дозування охолоджування валів в залежності від зовнішніх крайових умов, що робочий валок 4 із заданою швидкістю підвищення досягає заданої температури 6, на Фіг.2 приблизно 400°С, яка лежить нижче температури відпуску матеріалу валка. Крім того, температурне поле всередині робочого валка 4 або різниця температур між серединою 4а валка і поверхнею 4b валка повинні встановлюватися так, щоб не перевищувалися допустимі напруження в робочому валку 4. Такий підхід діє як в радіальному, так і в аксіальному напрямі. Для цього застосовується онлайнова розрахункова модель, зображена на Фіг.3. По іншому веде себе зображена на Фіг.2 штрихова крива зниженого охолоджування 22 робочих валків, згідно з винаходом, при підвищеній середній температурі 19а поверхні для встановлення цілеспрямовано підвищеної температури 9 робочого валка заздалегідь підігрітого робочого валка 4 на рівні початкової температури 5 приблизно 200°С і при початковій різниці 23 температур з температурою 20 в центрі. Більш нагрітий робочий валок 4 зменшує небажане зниження температури 15 штаби при наявності середньої температури 19а на поверхні приблизно на рівні 400°С. На Фіг.3 в основних рисах показана онлайнова розрахункова модель 7. В моделі 9 розрахунку температури робочих валків здійснюється розрахунок температур робочих валків, кількостей води для охолоджування валків і напружень в робочих валках 4. При цьому для розрахунку використовуються щонайменше наступні параметри: максимальна допустима середня температура 19 поверхні, максимальна допустима різниця 23 температур між центром і поверхнею, максимальне допустиме напруження 24 в робочому валку 4. Як параметри 11 плану прокатування передбачене: зусилля 12 прокатування, товщина 13 на вході і виході, швидкість 14 прокатування, кінцева температура 15 штаби, товщина 16 шару окалини і матеріалу 17 штаби. Фіг.4 показує приклад лінії 3 чистового прокатування нагрітої штаби, а також зміни температури 15 штаби для різних крайових умов. Пристрій 25 гідрозбивання окалини, який переважно є однорядним, передбачений вище за потоком. Для випадку, коли прокатні кліті 3а...3n працюють з підвищеною температурою робочих валків, наприклад 400°С на F1-F7, здійснюється також позитивний вплив на локальну температуру 15 штаби. У зображеному прикладі може досягатися початкова температура 5 на рівні 1180°С за пристроєм 25 гідрозбивання окалини і задана температура 6 на рівні 910°С. При використанні звичайних температур робочих валків встановлюється недопустимо низька температура 15 штаби на рівні 805°С, як показано на Фіг.4 штриховою лінією. Передбачено, що робочі валки 4 нагріваються або підігріваються в індукційному полі 8а. Придатний пристрій показаний на Фіг.4 тільки на вхідній стороні прокатуванням кліті F1. Такий пристрій, проте, є бажаним і переважним для всіх прокатних клітей 3а.. .3n. Інтенсивність індукційного нагрівання 8а робочого валка 4 може також задаватися різною по довжині. Проходження способу або зміна кількості 26 охолоджувальної води для охолоджування робочих валків показано на Фіг.5. У порівнянні з «нормальним» водним охолоджуванням при цьому способі, як правило, на початку процесу нескін 89975 10 ченного прокатування використовується менша кількість води, і при підвищенні температури в центрі 20 також згідно з онлайновою розрахунковою моделлю 7 знижується кількість, що подається. Описаний спосіб зниження відведення тепла від робочих валків 4 не обмежується наведеним прикладом нескінченного прокатування з відносно довгим часом прокатування і низькими швидкостями прокатування. Спосіб також може застосовуватися в звичайних безперервних або багатоклітьових станах. Для чутливих до температури матеріалів в контакті з валками досягається знижене охолоджування поверхні штаби при високій температурі прокатування. За рахунок цього виникають гомогенні властивості всередині штаби, зокрема, по товщині штаби. Список використаних позначень 1 Метал, зокрема стальна заготовка 2 Тонка нагріта штаба 3 Лінія чистового прокатування 3а...3n Прокатні кліті 4 Робочий валок 4а Центр робочого валка 4b Поверхня робочого валка 5 Початкова температура 6 Задана температура 7 Онлайнова розрахункова модель 8 Нагрівальний пристрій 8а Індукційне поле 9 Модель розрахунку температури робочих валків 10 Температура на поверхні робочих валків 11 Параметри плану проходів 12 Зусилля прокатування 13 Товщина на вході і виході 14 Швидкість прокатування 15 Температура штаби 16 Товщина шару окалини 17 Матеріал штаби 18 Охолоджування робочих валків 19 Середня температура поверхні 19а Підвищена середня температура поверхні 20 Температура в центрі 21 Звичайне охолоджування робочих валків 22 Зменшене охолоджування робочих валків 23 Початкова різниця температур 24 Максимальне допустиме значення напруження в робочому валку 25 Пристрій гідрозбивання окалини 26 Зміна кількості води на охолоджування робочих валків. 11 89975 12 13 Комп’ютерна верстка Л.Литвиненко 89975 Підписне 14 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for continuous casting relatively thin metal strands with increased casting rate and subsequent hot rolling
Автори англійськоюSeidel Juergen, Klockner Jurgen
Назва патенту російськоюСпособ высокоскоростного непрерывного литья тонких металлических заготовок с последующей горячей прокаткой и соответствующее литейно-прокатное устройство
Автори російськоюЗайдель Юрген, Клекнер Юрген
МПК / Мітки
МПК: B21B 37/74, B21B 1/46
Мітки: безперервного, подальшим, металевих, спосіб, пристрій, відповідний, високошвидкісного, гарячим, ливарно-прокатний, тонких, лиття, заготовок, прокатуванням
Код посилання
<a href="https://ua.patents.su/7-89975-sposib-visokoshvidkisnogo-bezperervnogo-littya-tonkikh-metalevikh-zagotovok-z-podalshim-garyachim-prokatuvannyam-i-vidpovidnijj-livarno-prokatnijj-pristrijj.html" target="_blank" rel="follow" title="База патентів України">Спосіб високошвидкісного безперервного лиття тонких металевих заготовок з подальшим гарячим прокатуванням і відповідний ливарно-прокатний пристрій</a>
Спосіб безперервного лиття тонких металевих виробів та пристрій для його здійснення
Номер патенту: 27956
Опубліковано: 16.10.2000
Автори: Вендевіль Люк, БАРБЕ Жак, Делассус П'єр
МПК: B22D 11/06
Мітки: тонких, здійснення, пристрій, виробів, металевих, лиття, спосіб, безперервного
Текст:
...изобретением и применения этого устройства, данного в качестве примера В описании даются ссылки на рисунки, среди которых фиг 1, на которой представлен частичный схематический вид в разрезе литейной установки в соответствии с предлагаемым изобретением, фиг 2, на которой схематически представлен фронтальный вид стенки перекрытия литейного пространства установки в соответствии с предлагаемым изобретением и ее опоры На схеме,...
Опорний пристрій для бокової стінки установки безперервного лиття тонких металевих виробів між валками
Номер патенту: 41363
Опубліковано: 17.09.2001
Автори: Легран Юг, Деляссю П'єр
МПК: B22D 11/06
Мітки: лиття, установки, бокової, валками, стінки, пристрій, металевих, тонких, безперервного, виробів, опорний
Формула / Реферат:
1. Опорное устройство для боковой стенки установки непрерывного литья тонких металлических изделий между валками, имеющей два интенсивно охлаждаемых валка с горизонтально расположенными осями и две боковых стенки, прижатые к ребрам упомянутых валков, содержащее тележку, установленную с возможностью управляемого перемещения вдоль направления, параллельного осям упомянутых валков, толкающее устройство, установленное на упомянутой тележке, и...
Пристрій для підтримування бічної стінки установки для безперервного лиття тонких металевих виробів між циліндрами
Номер патенту: 41391
Опубліковано: 17.09.2001
Автор: БРЕВЬЄР Іанн
МПК: B22D 11/06
Мітки: циліндрами, підтримування, лиття, стінки, тонких, пристрій, металевих, виробів, установки, безперервного, бічної
Формула / Реферат:
1. Устройство для поддержки боковой стенки установки непрерывного литья тонких металлических изделий между интенсивно охлаждаемыми цилиндрическими валками с горизонтально расположенными осями, содержащее две боковые стенки, прижатые к торцам цилиндрических валков, толкающее устройство, панель, соединенную с толкающим устройством и жестко связанную с боковой стенкой, отличающееся тем, что снабжено кареткой, установленной с возможностью...
Установка для безперервного лиття тонких металевих виробів
Номер патенту: 26353
Опубліковано: 30.08.1999
Автори: Вендевіль Люк, БАРБЕ Жак, Делассус П'єр
МПК: B22D 11/06
Мітки: лиття, безперервного, металевих, тонких, установка, виробів
Формула / Реферат:
1. Установка для непрерывного литья тонких металлических изделий, содержащая два валка, установленных с возможностью вращения в противоположные стороны и принудительно охлаждаемых изнутри, две боковые стенки перекрытия литейного пространства и средства удержания и прижатия с некоторым усилием боковых стенок перекрытия к торцам валков, отличающаяся тем, что средства удержания содержат толкающую плиту, установленную с возможностью перемещения в...
Спосіб та установка для нанесення електролітичного покриття у вигляді металевого шару на поверхні валка, призначеного для безперервного лиття тонких металевих стрічок
Номер патенту: 54438
Опубліковано: 17.03.2003
Автори: КАТОНН Жан-Клод, АЛЛЕЛІ Крістіан, ЖОЛІВЕ Ерік, БРЕВЬЄР Іанн, ЛЯВЕЛЕН Ерве
МПК: B22D 11/06, C25D 3/12, C25D 5/00, B21B 28/00, C25D 17/00, C25D 7/04
Мітки: поверхні, металевих, стрічок, електролітичного, лиття, спосіб, покриття, шару, вигляді, нанесення, установка, металевого, безперервного, призначеного, тонких, валка
Формула / Реферат:
1. Способ нанесения электролитического покрытия в виде металлического слоя на литейную поверхность валка, предназначенного для непрерывного литья тонких металлических лент между двумя вращающимися валками или непрерывного литья этих тонких металлических лент на одном вращающемся валке в соответствии с которым литейную поверхность валка по меньшей мере частично погружают в раствор электролита, содержащий соль подлежащего нанесению в качестве...
Попередній патент: Апарат дисковий для термічної обробки сипучих матеріалів
Наступний патент: Застосування ціанінових барвників для діагностики проліферативних захворювань
Випадковий патент: Спосіб отримання відливок з ливарних сплавів