Спосіб встановлення машинних пристроїв у лінію виготовлення продукції
Формула / Реферат
1. Спосіб монтажу машинних пристроїв у лінії виготовлення продукції, у якому попередньо виготовляють фундамент (1) машинного пристрою, а також здійснюють монтаж машинного приcтрою, що включає в себе фундамент (1) машинного пристрою і встановлену на ньому прокатну кліть (2), на місці поряд із лінією (4) виготовлення продукції у вигляді прокатного стана гарячої прокатки, і всувають машинний пристрій у вигляді конструктивного вузла в лінію (4) виготовлення продукції, який відрізняється тим, що етап монтажу машинного пристрою у вигляді укомплектованого конструктивного вузла містить у собі складання відповідних приводних органів, контролюючих елементів, кріпильних елементів і необхідне для роботи розведення трубопроводів або кабелів елементів устаткування, при цьому попередній пробний пуск машинного пристрою після згаданого етапу монтажу здійснюють перед всуванням у лінію (3) виготовлення продукції.
2. Спосіб за п. 1, який відрізняється тим, що всування машинного пристрою зі змонтованою в готовому вигляді і готовою до роботи прокатною кліттю (2) здійснюють на щонайменше двох напрямних (5) переміщення, розміщених у проміжному просторі (8).
3. Спосіб за п. 2, який відрізняється тим, що переміщення здійснюють східчасто, поперемінно на лівій і правій напрямних (5) переміщення, які проходять під прямим кутом до лінії виготовлення продукції.
4. Спосіб за будь-яким з пп. 2 або 3, який відрізняється тим, що переміщуваний машинний пристрій піднімають, між фундаментом (1) машинного пристрою і напрямними (5) для переміщення вставляють опорні подушки, потім фундамент (1) машинного пристрою переміщують, і в кінцевому положенні опускають.
5. Спосіб за п. 4, який відрізняється тим, що для піднімання і опускання фундаменту (1) машинного пристрою використовують попарно підключені, з'єднані подвійні домкрати.
6. Спосіб за п. 5, який відрізняється тим, що домкрати для піднімання фундаменту (1) машинного пристрою обпирають на впроваджені в напрямні (5) для переміщення точки підйому або поверхні підйому (9, 10, 11).
7. Спосіб за п. 5, який відрізняється тим, що домкрати для опускання фундаменту (1) машинного пристрою в кінцевому положенні обпирають на впроваджені в напрямні (5) для переміщення точки підйому або поверхні підйому (9, 10, 11).
8. Спосіб за п. 4, який відрізняється тим, що фундамент (1) машинного пристрою в кінцевому положенні вирівнюють по горизонталі за допомогою вимірювальних міток на осях прокатних клітей.
9. Спосіб за будь-яким з пп. 4 або 8, який відрізняється тим, що фундамент (1) машинного пристрою в кінцевому положенні вирівнюють по вертикалі за допомогою вимірювальних міток.
10. Спосіб за будь-яким з пп. 4, 8 або 9, який відрізняється тим, що фундамент (1) машинного пристрою піддають точному юстируванню відносно його центральної осі.
11. Спосіб за будь-яким з пп. 1 або 2, який відрізняється тим, що фундамент (1) машинного пристрою в проміжному просторі (8), утвореному у вигляді ділянки для перевалки валків, щонайменше частково виконують із залізобетонних готових частин.
12. Спосіб за будь-яким з пп. 2-10, який відрізняється тим, що проміжний простір (8) повністю або частково заливають безусадковим розчином.
13. Спосіб за п. 1, який відрізняється тим, що фундамент (1) машинного пристрою в ділянці монтажу частково або повністю виготовляють із залізобетону для його подальшого використання як основи для нових елементів фундаменту для машинних пристроїв.
Текст
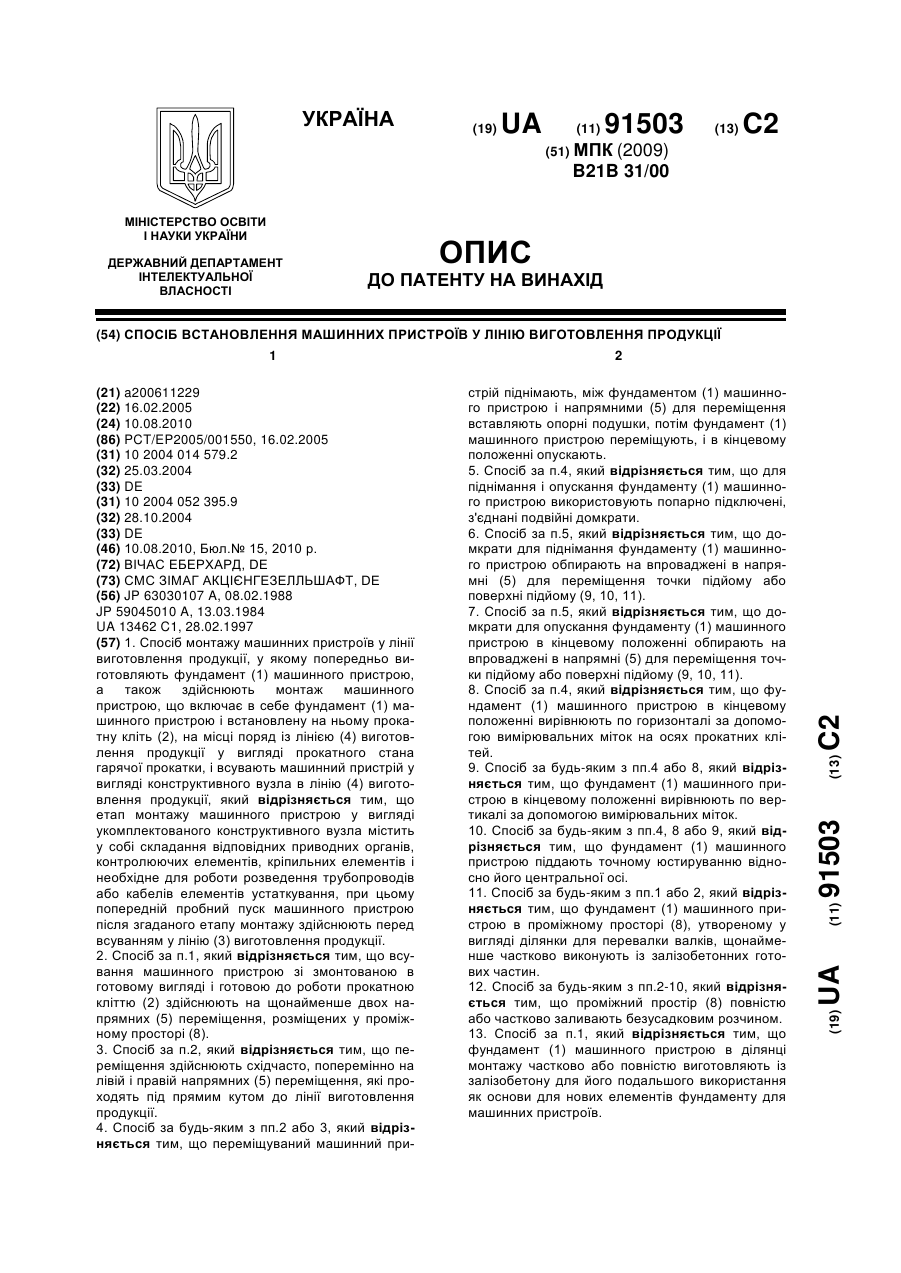
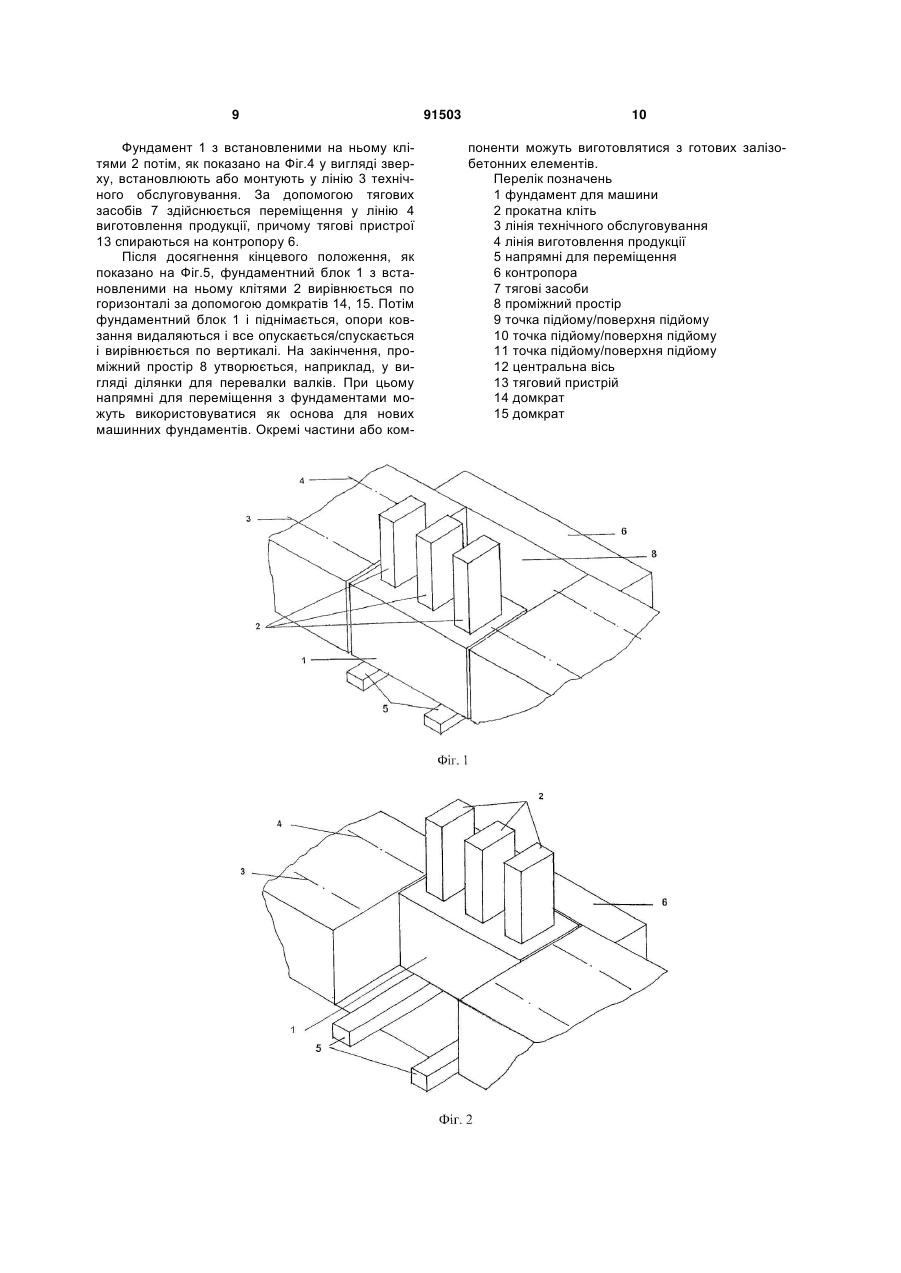
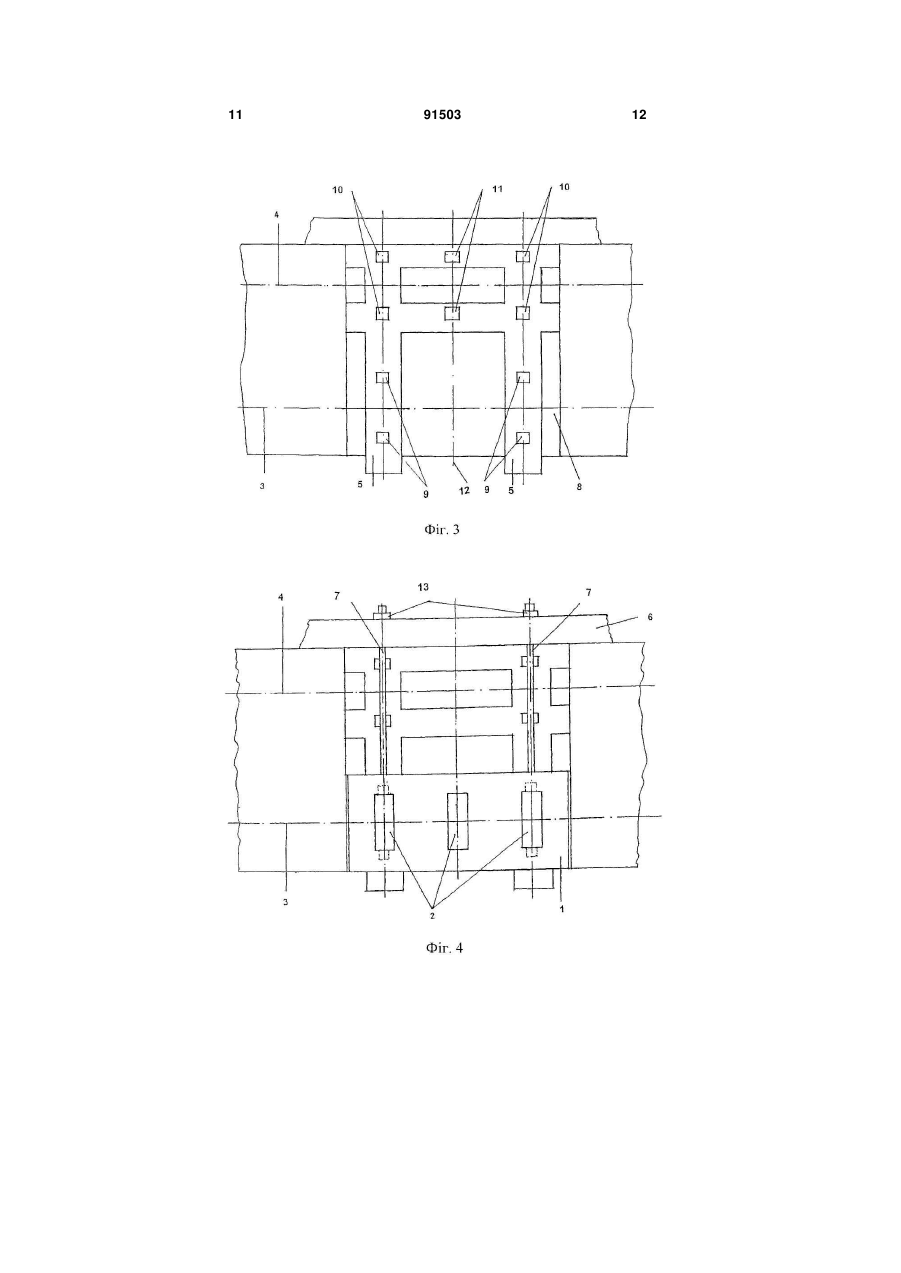
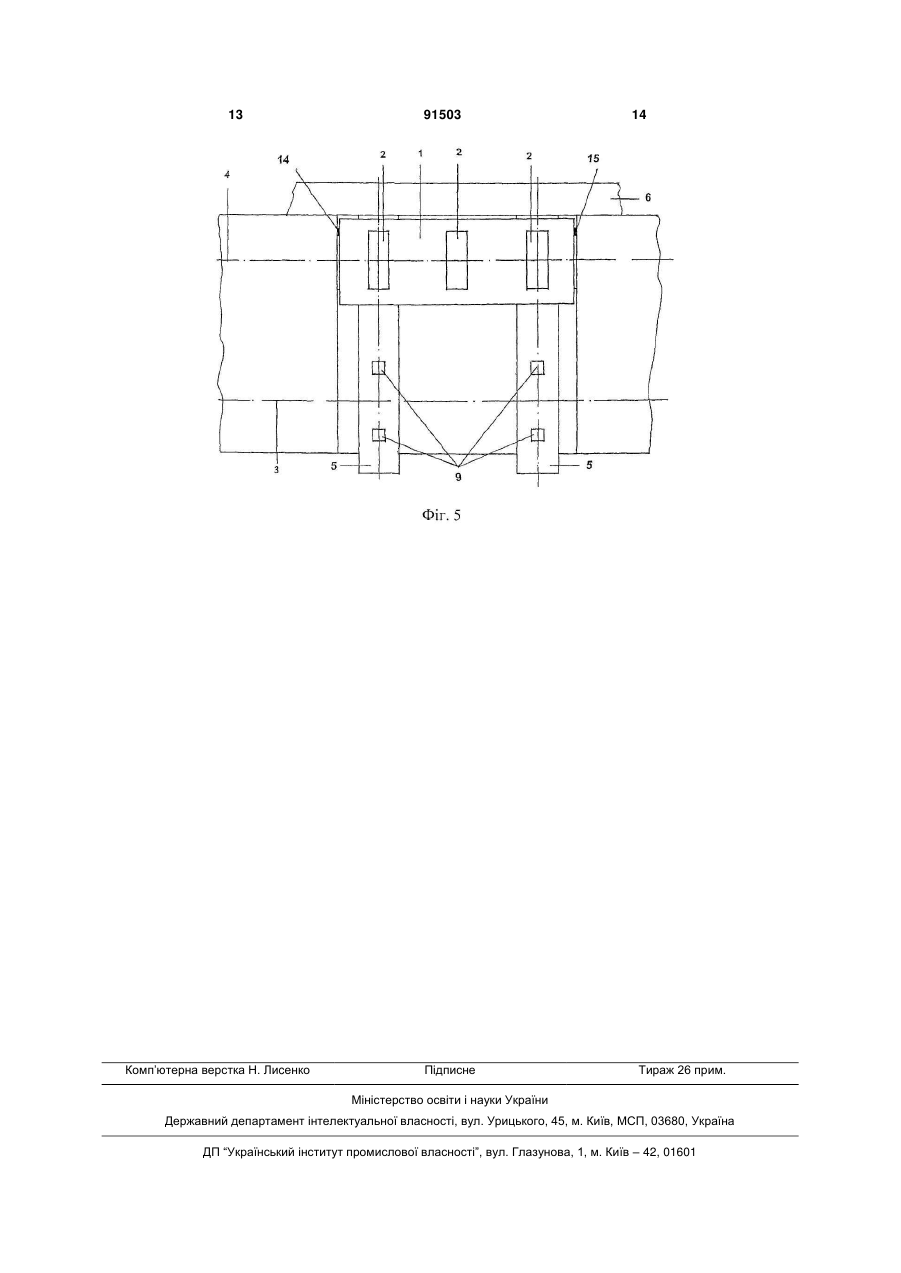
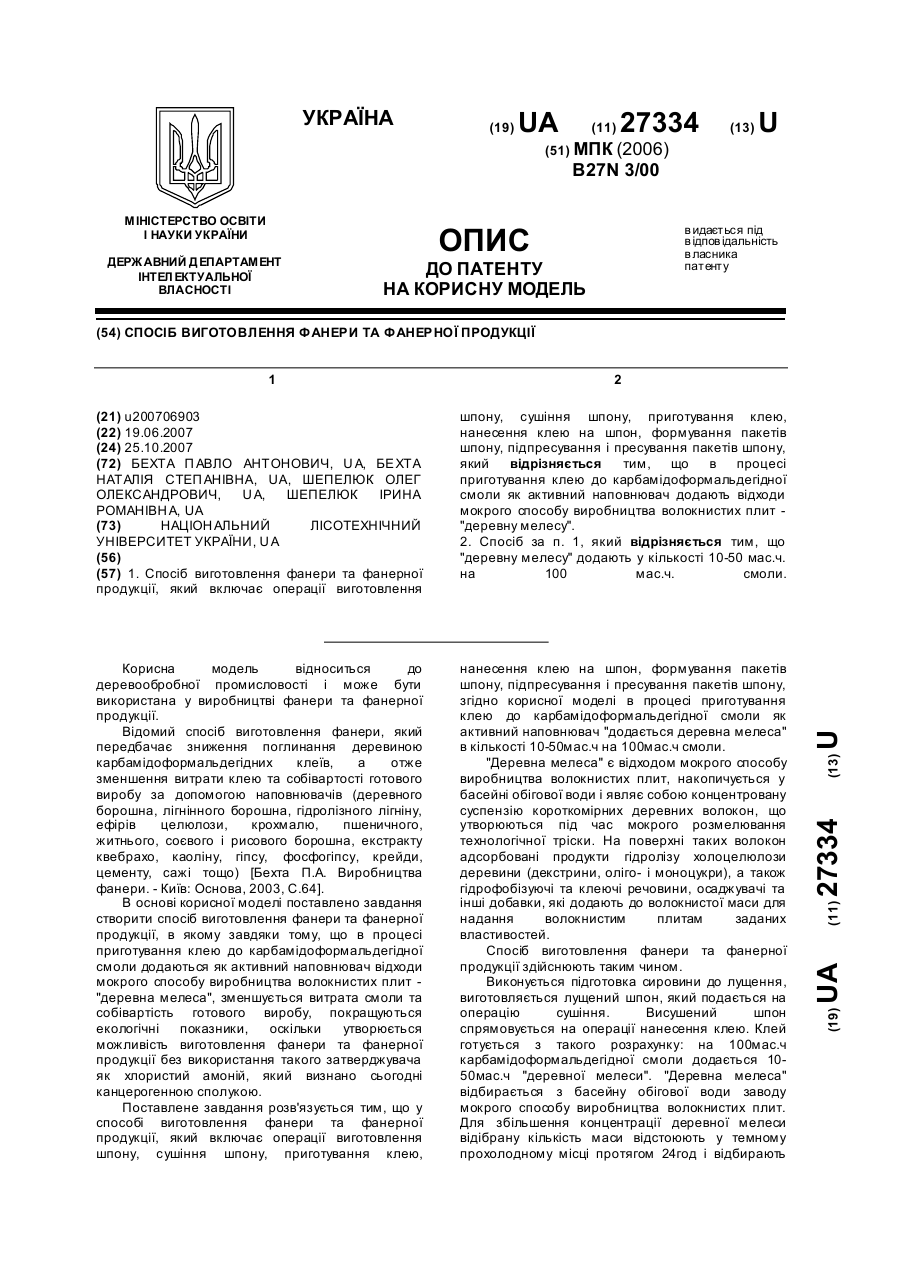
1. Спосіб монтажу машинних пристроїв у лінії виготовлення продукції, у якому попередньо виготовляють фундамент (1) машинного пристрою, а також здійснюють монтаж машинного приcтрою, що включає в себе фундамент (1) машинного пристрою і встановлену на ньому прокатну кліть (2), на місці поряд із лінією (4) виготовлення продукції у вигляді прокатного стана гарячої прокатки, і всувають машинний пристрій у вигляді конструктивного вузла в лінію (4) виготовлення продукції, який відрізняється тим, що етап монтажу машинного пристрою у вигляді укомплектованого конструктивного вузла містить у собі складання відповідних приводних органів, контролюючих елементів, кріпильних елементів і необхідне для роботи розведення трубопроводів або кабелів елементів устаткування, при цьому попередній пробний пуск машинного пристрою після згаданого етапу монтажу здійснюють перед всуванням у лінію (3) виготовлення продукції. 2. Спосіб за п.1, який відрізняється тим, що всування машинного пристрою зі змонтованою в готовому вигляді і готовою до роботи прокатною кліттю (2) здійснюють на щонайменше двох напрямних (5) переміщення, розміщених у проміжному просторі (8). 3. Спосіб за п.2, який відрізняється тим, що переміщення здійснюють східчасто, поперемінно на лівій і правій напрямних (5) переміщення, які проходять під прямим кутом до лінії виготовлення продукції. 4. Спосіб за будь-яким з пп.2 або 3, який відрізняється тим, що переміщуваний машинний при 2 (19) 1 3 Винахід відноситься до способу монтажу і/або введення в експлуатацію машинних пристроїв в установках, як, наприклад, фундаментів для машин і/або прокатних клітей, наприклад, у наявній лінії прокатного стану для гарячої прокатки, причому попереднє виготовлення фундаменту для машини, а також попереднє виготовлення і попередній монтаж або монтаж необхідних або взаємодіючих машинних пристроїв здійснюють на місці поряд з лінією виготовлення продукції, після чого ці машинні пристрої у вигляді укомплектованих вузлів, що включають фундаментні блоки, всувають у лінію виготовлення продукції. До цього часу частини установок або машинні пристрої прокатних станів виготовляють поза лінією переміщення на тимчасовому фундаменті, а потім за допомогою відповідних систем вводять у лінію виготовлення продукції. Фундаменти виготовляються з великими труднощами і великими витратами часу і переважно після монтажу пристроїв повинні укомплектовуватися далі або з великими виробничими витратами замінюватися остаточними фундаментами. У деяких випадках всувають саме фундаменти; монтаж пристроїв здійснюють потім окремо на всунутому фундаменті. Документ JP 63030107 А описує спеціальне виконання прокатної кліті, що забезпечує спрощення конструкції пристрою зміщення валків шляхом виконання рейок для висування кліті і рейок для висування валків на одній і тій же горизонтальній площині. У документі JP 59045010 А описаний спосіб і пристрій для заміни клітей прокатного стану. При цьому скорочують проміжний простір між клітями і одночасно загальну довжину лінії виготовлення продукції завдяки спеціальному зміщенню груп клітей, а також завдяки заміні клітей. Документ JP 11319905 відноситься до проблеми запобігання виникненню хвилеподібних узорів на прокатному матеріалі і уникненню неприпустимого зниження температури прокатки. Для цього пропонують пристрій, у якого передбачена рама з основною опорою на площині підлоги, обладнана пристроєм для контролю тиску на опору, що встановлена на стороні входу тензометричною вимірювальною лінійкою, встановленою по центру тензометричною вимірювальною лінійкою і встановленою на виході тензометричною вимірювальною лінійкою, а також вимірювальною лінійкою для вимірювання зміщення. Безкорпусні готові комплекти валків вставлені у раму і з метою підвищення міцності зв'язані з встановленою на стороні виходу тензометричною вимірювальною лінійкою з'єднувальним болтом і стопором. Під час робіт з технічного обслуговування пристрій, що переміщує, а також пристрій для переміщення готових компле 91503 4 ктів валків просувається за допомогою циліндра, що переміщує, проти напряму до сторони входу, причому інтервали між пристроями, що переміщують, збільшуються. У документі OS 2018383 описана прокатна кліть, зокрема, для деформації заготовки, що безпосередньо виходить з установки для безперервного лиття, а також відповідний прокатний стан. Шляхом роздільного розташування прокатних клітей прагнуть здійснювати ремонт і технічне обслуговування клітей вдалині від ливарного виробництва і монтувати блоки прокатних клітей і вузлів приводів, за можливістю, швидко і простим способом. Для цього прокатна кліть з частиною свого приводу виконана з можливістю відділення від рами фундаменту або фундаментної плити і з можливістю віддалення від рами фундаменту або фундаментної плити у вертикальному напрямі. Документ OS 2018490 відноситься до прокатної кліті для деформації заготовки, яка виходить з установки безперервного лиття, що містить дві станини прокатної кліті, в яких за допомогою подушок горизонтально встановлена пара валків з можливістю зміщення у вертикальному напрямку, причому станини кліті внизу мають жорсткий поперечний зв'язок, а вгорі мають рознімне з'єднання за допомогою кришки, і прокатна кліть зв'язана з можливістю роз'єднання з фундаментною плитою. В установках безперервного лиття проблема полягає у тому, щоб прокатні кліті, за допомогою яких відлиті заготовки безпосередньо після процесу лиття піддають подальшій деформації, розташувати з можливо більшою економією площі. Прагнуть встановити прокатні кліті за можливістю ближче одна до одної, щоб установка і розташований над кристалізатором безперервного розливання проміжний ківш мав і, за можливістю, менші розміри і можна було б підтримувати якомога більш низькими теплові втрати рідкої сталі. Також потрібно розмістити прокатні кліті, за можливістю, близько одна за одної. Внаслідок низької швидкості розливання при безперервному розливанні швидкість переміщення заготовки у прокатних клітях значно менша, ніж у звичайних лініях прокатки, завдяки чому при великій відстані між прокатними клітями виникали б небажано високі теплові втрати. При близькому розміщенні прокатних клітей перевалка валків спричиняє великі труднощі і вимагає підвищених витрат часу і обумовлює небезпеки для виконуючого роботу персоналу. Оскільки прокатні кліті поблизу установки безперервного розливання не можуть працювати незалежно від режиму плавлення і розливання, то перевалка валків або заміна прокатних клітей при перестроюванні програми прокатки і у випадках ремонту повинна проводитися, за можливістю, 5 швидко, щоб уникнути зворотної дії на металургійні агрегати. Для цього на кожному валу валка встановлений вміщений у корпус редуктор, який може відділятися від валів валка. Редуктори взаємодіють з вертикальним загальним привідним валом, що приводиться у рух під підлогою, причому після від/ділення прокатної кліті від фундаментної плити вона, включаючи редуктори і привідний вал, може підійматися і опускатися по вертикалі у вигляді єдиного цілого, і, таким чином, привідний вал може роз'єднуватися або з'єднуватися з відповідним приводом. У документі JP 58090305 А описаний спосіб і пристрій для заміни клітей прокатного стану. Для підвищення ефективності всього пристрою рами для розміщення клітей обладнують з одного боку ланцюгом і двома привідними пристроями з різною довжиною ходу. Також горизонтальні пристрої, що переміщують, розташовані по боках нової і старої кліті по обидві сторони рами. У документі JP 62144810 А описана конструкція, яка служить для того, щоб знизити число клітей, які потрібно тримати у готовності і використовувати для зміни клітей прокатних клітей у незміненому стані і замінювати тільки прокатні кліті, які не можуть використовуватися так, як вони. Документ JP 01022410 описує захід зі зниження числа клітей, які заздалегідь готують, а також зменшення необхідного для їх заміни часу шляхом вибіркової заміни лише тих клітей, які необхідні для перевалки валків. З фірмової газети "SMS Demag NEWSLETTER", 9 випуск, №2, вересня 2002, с.31, відомо, що поряд з лінією прокатки виготовляють фундаментну плиту для клітей, на якій заздалегідь монтують прокатні кліті. Ця установка вагою приблизно 2,500 т потім за допомогою гідравліки зсувається у лінію прокатки. Фундаменти для перевалочних пристроїв виготовляють, передусім, у вигляді готових елементів із залізобетону, щоб якомога менше створювати перешкод протіканню процесу прокатки. Виходячи з наведеного вище рівня техніки в основі винаходу лежить задача створення способу монтажу і/або пуску машинних пристроїв в установках, за допомогою якого одержують значну економію завдяки більш короткому часу монтажу або більш короткому часу нагляду за монтажем, щоб завдяки цьому зменшити час простою і звести до мінімуму небезпеку при монтажних роботах у безпосередній виробничій області прокатки. Для рішення задачі у способі монтажу або пуску машинних пристроїв в установках відповідно до обмежувальноїчастини п.1 формули винаходу передбачено, що вбудовування або монтаж відповідних привідних елементів, контролюючих елементів, кріпильних елементів і так далі і необхідні для роботи системи трубопроводів і електричних кабелів, а також інших частин оснащення здійснюються перед всуванням у лінію виготовлення продукції. В одному варіанті виконання винаходу для переміщення передбачена статично визначена 91503 6 опора для фундаментного блока на щонайменше двох осях або напрямних для переміщення. Напрямні для переміщення виготовляються на, наприклад, пальовій основі за допомогою калібру і рідкотекучого (будівельного) розчину абсолютно рівними, плоскими і паралельними одна одній перед виготовленням власне фундаментного блока. При цьому дотримуються вимог щодо точності ±1 мм по відношенню до ширини фундаментного блока, наприклад, 7,34м. Напрямні для переміщення по всій довжині, яка включає в себе як лінію виготовлення продукції, так і паралельну лінію технічного обслуговування і щонайменше у два рази довша ширини фундаментного блока, мають переважно однакову ширину і забезпечують, таким чином, на всій довжині можливість за допомогою домкратів, як для першого підйому, підіймати фундаментний блок, щоб за необхідності замінити окремі опорні подушки або елемент ковзання - лист нержавіючої сталі. Ці опорні подушки, на яких лежить фундаментний блок зі змонтованими машинними елементами для переміщення, з'єднані одна з одною, наприклад, за допомогою рами і/або тросів, і/або ланцюгів. Вони втягуються, таким чином, перед переміщенням між нижньою стороною фундаментного блока і верхньою стороною напрямних для переміщення і можуть також замінюватися. Для зміни і заміни передбачають опорні подушки і різні типи домкратів. Передбаченої тривалості у три робочих дні для переміщення і вирівнювання досить також для випадку пошкодження у лінії виготовлення продукції. При технічно можливих швидкостях переміщення 10-20м/година і ділянці переміщення приблизно 10 м потрібно виходити з чистого часу переміщення від 30 до 60хв. При відносно короткій ділянці переміщення з відносно короткими засобами переміщення через абсолютно горизонтальне положення є неможливим більше відхилення від осі переміщення або напряму переміщення, і тому бічні напрямні не передбачені. У кінцевому положенні у будь-якому випадку заплановано вирівнювання положення у подовжньому і поперечному напрямі за допомогою горизонтальних домкратів. їх можна у випадку необхідності також встановлювати на ділянці переміщення з контропорою на стінки цеху або сусідні фундаменти. При передбаченій парі ковзання потрібно виходити з опору ковзанню від 2 до максимально 5%. Для переміщення, наприклад, рівнями приблизно 1см між лівою віссю переміщення і правою віссю переміщення поперемінно фундамент з готовими клітями за допомогою попарно підключених, сполучених подвійних домкратів підводиться на висоту приблизно 5см при здійснюваному контролі шляху і після вставки напрямної ковзання і опор спускається таким же чином. У кінцевому положенні фундаментний блок спочатку вирівнюється по горизонталі на опорах ковзання за допомогою вимірювальних відміток на осях прокатної кліті. Потім здійснюється вирівнювання по вертикалі, причому в обох осях пе 7 реміщення потрібно діяти аналогічно наведеному вище способу для підіймання. Після підіймання поперечної осі здійснюється перший етап точного юстирування за допомогою працюючих окремо, включених спільно пар домкратів лівої або правої сторони, відповідно в одній осі переміщення. Різниця по висоті між зліва і справа не повинна перевищувати задані значення, наприклад, 2мм. Після цього першого етапу юстирування по висоті на лівій і правій осі переміщення здійснюється юстирування фундаменту навколо центральної осі шляхом під'їзду попарно включених домкратів зліва і справа від центральної осі. Через часткові переміщення навантаження і пружну реакцію основи описані вище рівні точного юстирування слід би продовжувати до досягнення необхідної точності. На закінчення здійснюється заливання безусадковим розчином, який можна навантажувати через декілька годин. Залишення домкратів у фундаменті для подальших коректувань по висоті з врахуванням наведених вище доводів не є необхідним, однак при заданих для фундаментів запобіжних засобах є ще можливим після відповідно встановленого часу. Винахід пропонує наступні переваги: - максимально можливе виробництво під час модернізації, - мінімальні перешкоди у процесі виробництва, - максимальну надійність при поновленні прокатки, - монтажні роботи здійснюються не у безпосередній області виробництва, - мінімальний час простою і далі: економія витрат на монтаж у постачальників завдяки - регулярному робочому часу персоналу, який здійснює монтаж і контроль, - використанню модульних, заздалегідь виготовлених деталей машин і обладнання, що відповідають етапам переобладнання, розведенню трубопроводів і кабелів на укомплектованому машинному/фундаментному блоці і, нарешті, встановлення готових фундаментів у процесі регулярної роботи по змінах, таким чином, і незначні перешкоди у виробництві через монтажні роботи і тим самим зниження цін на монтаж. Винахід передбачає, що попередній пробний пуск змонтованих установок здійснюється перед місцем їх вставки у лінію виготовлення продукції. Інший варіант виконання винаходу передбачає, що фундаменти для машин в області монтажу переміщуваного фундаментного блока виготовляються частково або у комплекті з готових елементів із залізобетону, щоб пізніше використати їх як опору для нових машинних фундаментів. І, нарешті, інший варіант виконання способу передбачає, що фундаменти в області перевалки валків щонайменше частково виконані і вмонтовані у вигляді готових деталей із залізобетону. 91503 8 Інші ознаки і деталі винаходу випливають із залежних пунктів формули винаходу і подальшого опису представлених схематично на кресленні прикладів виконання винаходу, де показано: Фіг.1 - заздалегідь виготовлений фундаментний блок з готовою кліттю перед всуванням у лінію прокатки, у перспективному зображенні, Фіг.2 - фундаментний блок з готовою кліттю в остаточній позиції (у лінії виготовлення продукції), також у перспективному зображенні; Фіг.3 - напрямні для переміщення з точками підйому/поверхнями підйому, вигляд зверху; Фіг.4 - напрямні для переміщення з фундаментним блоком у лінії технічного обслуговування, вигляд зверху, і Фіг.5 - напрямні для переміщення з фундаментним блоком у лінії виготовлення продукції, вигляд зверху. На цих фігурах позначає відповідно цифра 1 фундаментний блок, цифра 2 -змонтовані у готовому вигляді прокатні кліті і цифра 3 - хід умовної лінії технічного обслуговування. Для того, щоб звести до мінімуму час простою і небезпеку монтажних робіт у безпосередній області виробництва продукції або в області прокатки, відповідно до фігури 1, на заздалегідь виготовленому фундаментному блоці 1 змонтовані і у цьому випадку запущені у пробному режимі у роботу готові кліті у даному випадку три кліті. Під час цих заходів початкова лінія 4 виготовлення продукції працює без перешкод. Фундаментний блок 1 лежить на двох напрямних 5, що проходять паралельно, для переміщення, які проходять переважно перпендикулярно лінії 4 виготовлення продукції і лінії 3 технічного обслуговування і доступні через проміжний простір 8. На протилежній стороні лінії 4 виготовлення продукції передбачена контропора 6. Вона може складатися з існуючої частини установки або виготовлятися спеціально. На зворотній стороні (не показано) контропори 6 розташовані призначені для переміщення тягові пристрої, які за допомогою тягових засобів 7 (не показані) з'єднані з фундаментним блоком. Фіг.2 показує, що після завершення попереднього виготовлення і/або попереднього монтажу або остаточного монтажу готових для заміни клітей 2, фундаментний блок 1 з клітями 2 всувають у лінію 4 виготовлення продукції, і кліті негайно ж інтегровані у виробничий процес. На Фіг.3 представлені у вигляді зверху напрямні 5 для переміщення, які розташовані у проміжному просторі 8 існуючої установки. У той час як у лінії З технічного обслуговування на напрямних 5 для переміщення передбачені відповідно дві точки підйому/поверхні 9 підйому, для вирівнювання фундаментного блока 1 у лінії 4 виготовлення продукції нарівні з точками підйому/поверхнями підйому 10 вмонтовані на центральній осі 12 фундаментного блока 1 дві інші точки підйому/поверхні підйому 11. Точки підйому/поверхні підйому 9, 10, 11 за необхідності можна також подвоїти, щоб розподілити навантаження рівномірно. Як точки підйому/поверхні підйому 9, 10, 11 вмонтовують, наприклад, сталеві плити розміром 500 500 80. 9 Фундамент 1 з встановленими на ньому клітями 2 потім, як показано на Фіг.4 у вигляді зверху, встановлюють або монтують у лінію 3 технічного обслуговування. За допомогою тягових засобів 7 здійснюється переміщення у лінію 4 виготовлення продукції, причому тягові пристрої 13 спираються на контропору 6. Після досягнення кінцевого положення, як показано на Фіг.5, фундаментний блок 1 з встановленими на ньому клітями 2 вирівнюється по горизонталі за допомогою домкратів 14, 15. Потім фундаментний блок 1 і піднімається, опори ковзання видаляються і все опускається/спускається і вирівнюється по вертикалі. На закінчення, проміжний простір 8 утворюється, наприклад, у вигляді ділянки для перевалки валків. При цьому напрямні для переміщення з фундаментами можуть використовуватися як основа для нових машинних фундаментів. Окремі частини або ком 91503 10 поненти можуть виготовлятися з готових залізобетонних елементів. Перелік позначень 1 фундамент для машини 2 прокатна кліть 3 лінія технічного обслуговування 4 лінія виготовлення продукції 5 напрямні для переміщення 6 контропора 7 тягові засоби 8 проміжний простір 9 точка підйому/поверхня підйому 10 точка підйому/поверхня підйому 11 точка підйому/поверхня підйому 12 центральна вісь 13 тяговий пристрій 14 домкрат 15 домкрат 11 91503 12 13 Комп’ютерна верстка Н. Лиcенко 91503 Підписне 14 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійською20ffliph0fflipv0linewidth8890posrelh0flayoutincell0flayoutincell0 method for insertion of machine units into production line
Автори англійськоюWitschas Eberhard
Назва патенту російськоюСпособ установки машинных устройств в линию изготовления продукции
Автори російськоюВичас Эберхард
МПК / Мітки
МПК: B21B 31/00
Мітки: лінію, продукції, машинних, встановлення, виготовлення, пристроїв, спосіб
Код посилання
<a href="https://ua.patents.su/7-91503-sposib-vstanovlennya-mashinnikh-pristrov-u-liniyu-vigotovlennya-produkci.html" target="_blank" rel="follow" title="База патентів України">Спосіб встановлення машинних пристроїв у лінію виготовлення продукції</a>
Спосіб виготовлення фанери та фанерної продукції
Номер патенту: 27334
Опубліковано: 25.10.2007
Автори: Бехта Павло Антонович, Бехта Наталія Степанівна, Шепелюк Ірина Романівна, Шепелюк Олег Олександрович
МПК: B27N 3/00
Мітки: фанери, продукції, фанерної, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення фанери та фанерної продукції, який включає операції виготовлення шпону, сушіння шпону, приготування клею, нанесення клею на шпон, формування пакетів шпону, підпресування і пресування пакетів шпону, який відрізняється тим, що в процесі приготування клею до карбамідоформальдегідної смоли як активний наповнювач додають відходи мокрого способу виробництва волокнистих плит - "деревну мелесу".2. Спосіб за п....
Спосіб виготовлення друкованої продукції для проведення розіграшів
Номер патенту: 61924
Опубліковано: 15.12.2003
Автор: Журавченко Михайло Павлович
МПК: G09F 3/08, G09F 3/00, G07B 5/00, G09F 23/10
Мітки: проведення, спосіб, продукції, виготовлення, друкованої, розіграшів
Формула / Реферат:
1. Спосіб виготовлення друкованої продукції для проведення розіграшів, який включає нанесення на кожний примірник друкованої продукції одного й того ж зображення та порядкового номера примірника, який відрізняється тим, що додатково у завчасно встановленій області кожного примірника проводять зйомку тонкої структури зображення у відбитому світлі або у прохідному світлі та запам'ятовують це зображення у цифровому вигляді для ідентифікації...
Упаковка та спосіб її виготовлення (варіанти), пачка для продукції тютюнової промисловості та блок пачок для продукції тютюнової промисловості
Номер патенту: 57617
Опубліковано: 16.06.2003
Автори: Талльє Бернард, Феймс Жан-П'єр
МПК: B65D 85/08
Мітки: промисловості, продукції, пачка, спосіб, виготовлення, упаковка, тютюнової, варіанти, блок, пачок
Формула / Реферат:
1. Упаковка, яка містить зовнішній лист і забезпечена засобом для відкривання, утвореним, зокрема, першою лінією для відкривання (5, 17), розташованою на принаймні одній із сторін зазначеної упаковки, яка відрізняється тим, що на принаймні частині принаймні зовнішньої сторони вищезгаданого зовнішнього листа упаковки прикріплений купон та/або буклет (3), вищезгаданий купон та/або буклет має другу лінію для відкривання (7), розташовану так, що...
Стаціонарний корпус для встановлення електричних пристроїв (варіанти)
Номер патенту: 44907
Опубліковано: 15.03.2002
Автори: Бенедетто Адріан, Тайхлер Хайде, Ворх Вінфрід
МПК: H02B 1/00
Мітки: встановлення, пристроїв, корпус, електричних, варіанти, стаціонарний
Формула / Реферат:
1. Стаціонарний корпус для встановлення електричних пристроїв, зокрема кабельних розгалужувачів, що містить окремо виготовлені стінові елементи корпусу, кожний із яких виконаний з можливістю утворення задньої і передньої стінок, з дверима і дахом корпусу і каркас, який відрізняється тим. що стінові елементи виготовлені із придатної до повторного використання атмосферностійкої пластмаси, з'єднані між собою геометричним замиканням і з...
Спосіб виготовлення світловодних пристроїв
Номер патенту: 34224
Опубліковано: 11.08.2008
Автори: Жуков Леонід Федорович, Зубеніна Ніна Федорівна, Смірнов Михайло Іванович
МПК: C04B 35/10, G01K 1/08
Мітки: світловодних, пристроїв, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення світловодних пристроїв, який включає установку світловоду в захисну трубку із вогнетривкого матеріалу, заповнення кільцевого зазору між світловодом та внутрішньою поверхнею захисної трубки світловодного пристрою вогнетривким армувальним матеріалом та його ущільнення, який після попереднього сушіння та спікання, у складі світловодного пристрою, остаточно спікають і нагрівають до робочої температури разом з футерівкою...
Попередній патент: Розчин для покриття поверхонь, латексна фарба, спосіб одержання засобу для покриття поверхонь та засіб одержаний цим способом
Наступний патент: Конденсована гетероциклічна сполука
Випадковий патент: Пристрій для визначення місцевої вертикалі