Мотальна машина з керованим вторинним проведенням нитки


Формула / Реферат
1. Мотальна машина (1), що складається з рами (2), яка включає в себе щонайменше один шпиндель (6, 7), виконаний з можливістю встановлення на ньому щонайменше одного кулича (13), при цьому шпиндель (6, 7) виконаний рухомим для здійснення обертальних рухів навколо першої, по суті перпендикулярної діаметру кулича, осі, і щонайменше один пристрій (8) хрестового намотування, розрахований на розкладення щонайменше однієї нитки на шпинделі (6, 7) згідно з першим зворотно-поступальним рухом (С1), причому розкладення нитки на шпинделі (6, 7) додатково здійснює орган стеження згідно з другим зворотно-поступальним рухом вторинного проведення (С2), яка відрізняється тим, що орган стеження містить пристрій керування (12) другим зворотно-поступальним рухом, причому пристрій керування (12) містить серводвигун, який дозволяє постійно контролювати щонайменше одну кінематичну величину другого зворотно-поступального руху (С2), при цьому пристрій керування (12) контролюється програмованим автоматом і відповідним програмним забезпеченням, яке визначає у будь-який момент функціонування серводвигуна, який керує проведенням зворотно-поступального руху С2, причому програма адаптована таким чином, щоб коефіцієнт К, який відповідає відношенню швидкості шпинделя до швидкості пристрою хрестового намотування Vbat, був змінним і щоб швидкість вторинного проведення V2 була змінною, так що розгорнений кут (![]() "), такий як tg
"), такий як tg![]() =Vbat/Vfil, отриманий у результаті збільшення діаметра кулича, відрізняється від кута
=Vbat/Vfil, отриманий у результаті збільшення діаметра кулича, відрізняється від кута ![]() ', який отримують у випадку постійності коефіцієнта К і швидкості V2, де Vfil - швидкість витягування.
', який отримують у випадку постійності коефіцієнта К і швидкості V2, де Vfil - швидкість витягування.
2. Мотальна машина за п. 1, яка відрізняється тим, що орган стеження взаємодіє з пристроєм (8) хрестового намотування.
3. Мотальна машина за п. 1, яка відрізняється тим, що орган стеження взаємодіє зі шпинделем (6, 7).
4. Мотальна машина за одним з пп. 1-3, яка відрізняється тим, що пристрій (8) хрестового намотування включає в себе щонайменше один черв'ячний гвинт, встановлений з можливістю обертання навколо другої осі, по суті паралельної першій осі.
5. Мотальна машина за одним з пп. 1-4, яка відрізняється тим, що пристрій хрестового намотування включає в себе щонайменше одне колесо, забезпечене щонайменше одним клиноподібним жолобом, виконаним з можливістю позиціонування і направлення щонайменше однієї нитки, а вказане колесо виконане з можливістю обертання навколо другої осі, по суті паралельної першій осі.
6. Мотальна машина за одним з пп. 1-5, яка відрізняється тим, що шпиндель закріплений на барабанчику, встановленому з можливістю обертання відносно рами, навколо третьої осі обертання, по суті паралельної першій і другій осям.
7. Мотальна машина за п. 6, яка відрізняється тим, що барабанчик несе щонайменше два шпинделі, рівновіддалених від третьої осі обертання.
8. Мотальна машина за одним з пп. 1-7, яка відрізняється тим, що шпиндель приводиться в обертання за допомогою кінематичного ланцюга, який включає двигун, вбудований в цей шпиндель.
9. Мотальна машина за одним з пп. 1-8, яка відрізняється тим, що черв'ячний гвинт(и) та їх пускові двигуни жорстко з'єднані з лінійним приводом, що забезпечує зворотно-поступальний рух черв'ячного гвинта(ів).
10. Мотальна машина за одним з пп. 1, 6-8, яка відрізняється тим, що шпиндель і його пусковий двигун жорстко з'єднані з лінійним приводом, що забезпечує зворотно-поступальний рух цього шпинделя.
Текст
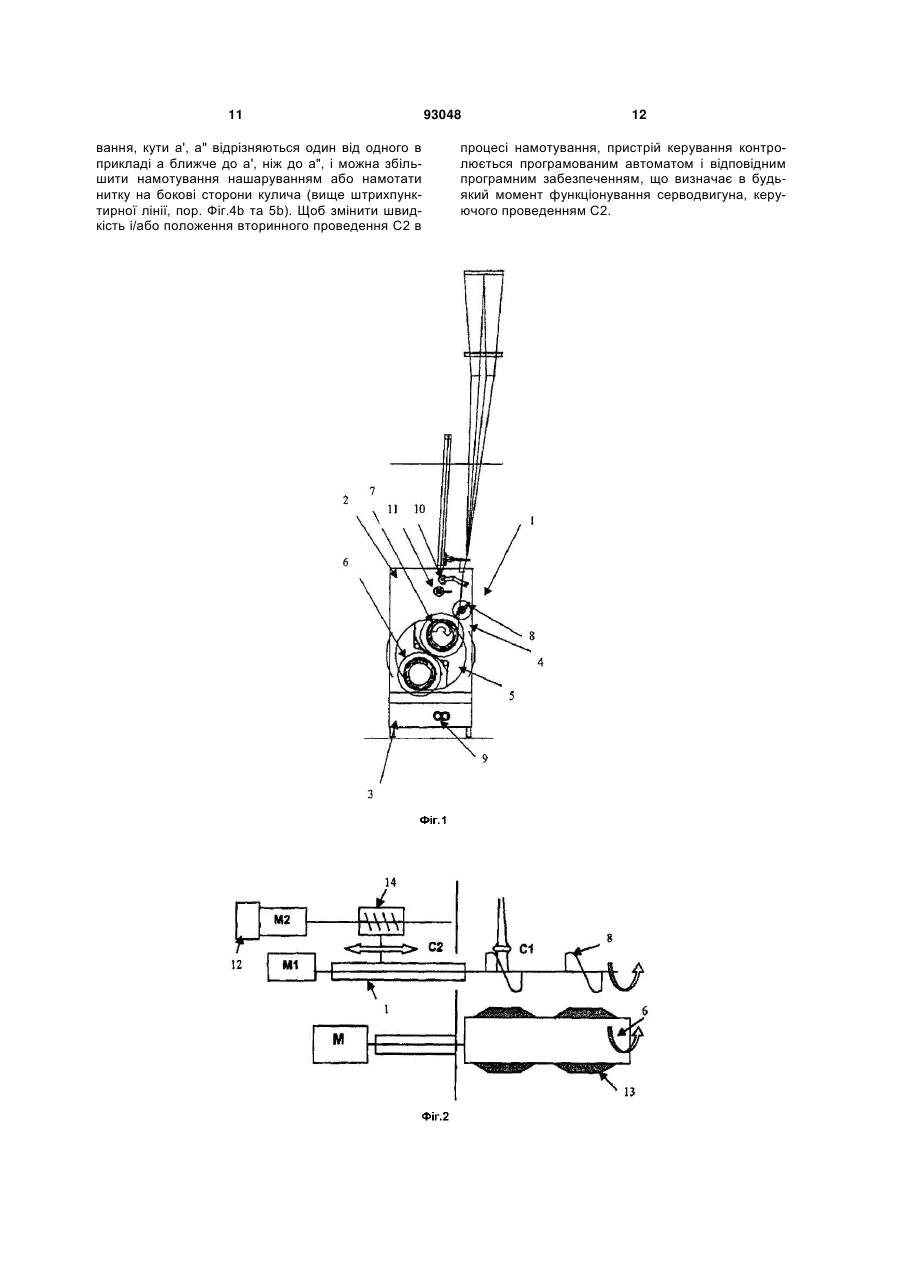
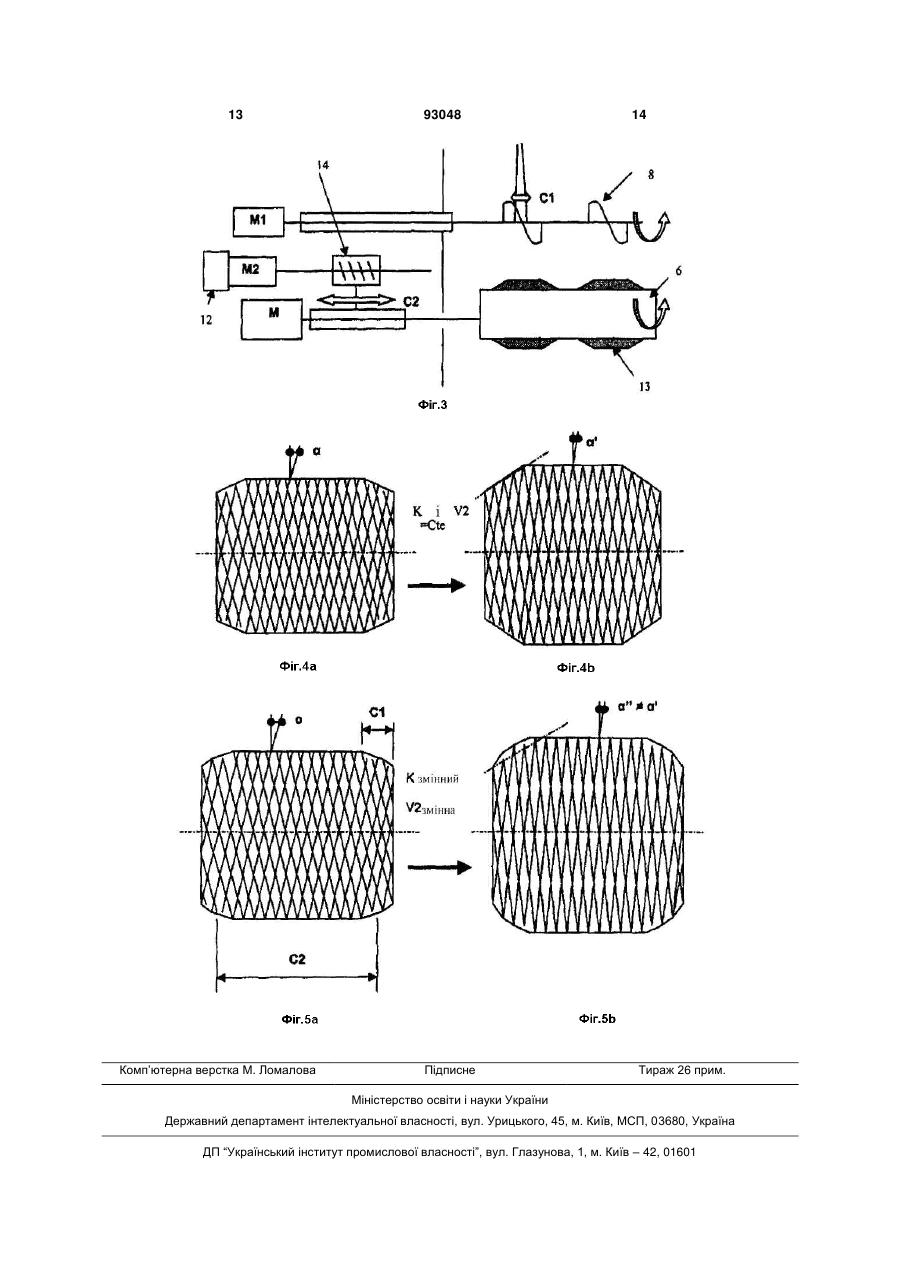
1. Мотальна машина (1), що складається з рами (2), яка включає в себе щонайменше один шпиндель (6, 7), виконаний з можливістю встановлення на ньому щонайменше одного кулича (13), при цьому шпиндель (6, 7) виконаний рухомим для здійснення обертальних рухів навколо першої, по суті перпендикулярної діаметру кулича, осі, і щонайменше один пристрій (8) хрестового намотування, розрахований на розкладення щонайменше однієї нитки на шпинделі (6, 7) згідно з першим зворотно-поступальним рухом (С1), причому розкладення нитки на шпинделі (6, 7) додатково здійснює орган стеження згідно з другим зворотнопоступальним рухом вторинного проведення (С2), яка відрізняється тим, що орган стеження містить пристрій керування (12) другим зворотнопоступальним рухом, причому пристрій керування (12) містить серводвигун, який дозволяє постійно контролювати щонайменше одну кінематичну величину другого зворотно-поступального руху (С2), при цьому пристрій керування (12) контролюється програмованим автоматом і відповідним програмним забезпеченням, яке визначає у будь-який момент функціонування серводвигуна, який керує проведенням зворотно-поступального руху С2, причому програма адаптована таким чином, щоб коефіцієнт К, який відповідає відношенню швидкості шпинделя до швидкості пристрою хрестового намотування Vbat, був змінним і щоб швидкість вторинного проведення V2 була змінною, так що розгорнений кут ( "), такий як tg =Vbat/Vfil, отри 2 (19) 1 3 Даний винахід стосується пристрою, що дозволяє забезпечити витягування і намотування термопластичних ниток, зокрема склониток. Відомо, що виробництво армованих склониток здійснюється внаслідок складного виробничого процесу, що складається з одержання ниток із струменів розплавленого скла, що протікають через отвори фільєр. Ці струмені витягують в форму безперервних волокон, потім волокна збирають в джгути, які вслід за цим намотують у формі пакування. Згідно з винаходом пакування мають форму шпуль або, точніше, форму куличів, причому куличі призначені, зокрема, для сфер застосування, пов'язаних з армуванням. Надання форми кулича здійснюють за допомогою мотальних машин, які, як вказує сама назва, призначені для намотування з підвищеною швидкістю (приблизно порядку 10-50 метрів в секунду) склониток, які заздалегідь замаслюють. Вказані мотальні машини забезпечують витягування і намотування волокон, а робочі параметри мотальних машин обумовлюють, разом з параметрами фільєри, характеристики, пов'язані з розмірами нитки, зокрема титр, виражений в тексах (текс - вага в грамах 1000 метрів волокон або ниток). Таким чином, щоб гарантувати незмінний титр нитки протягом всієї операції виготовлення кулича, незважаючи на збільшення його діаметра, швидкість намотувального органа мотальної машини відрегульована з можливістю забезпечення постійної лінійної швидкості намотування нитки, незважаючи на зміну кутової швидкості, причому це регулювання швидкості здійснюють зниженням швидкості обертання шпинделя, на який посаджений кулич, залежно від збільшення його діаметра. Інший істотний параметр, що обумовлює одержання кулича оптимальної якості, полягає в його здатності до швидкого перемотування, при відсутності петель, вузлів-паразитів та обмеженості внаслідок тертя. Ця здатність до швидкого перемотування визначає сутність правила побудови кулича (визначального збільшення товщини кулича), яке задає мотальна машина під час формування кулича. Це правило побудови включає багато параметрів, одним з найістотніших з яких є коефіцієнт перев'язування ниток хрестом, який часто називають RC і титр нитки. Щоб задати куличу визначений коефіцієнт перев'язування ниток хрестом, мотальні машини згідно з рівнем техніки, що складаються головним чином з встановленої звичайно нижче фільєри рами, причому рама несе пристрій хрестового намотування і щонайменше один рухомий в плані обертання шпиндель, який з одного боку служить для формування кулича, а з іншого - створює йому опору, задають кінематику або особливе проведення нитки за рахунок комбінації двох рухів: перший рух задає перше проведення нитки, і другий рух задає друге проведення нитки, при цьому перший і другий рухи звичайно надає єдиний орган з комбінованим рухом, відомий частіше за все як пристрій хрестового намотування, який в класич 93048 4 ному варіанті являє собою черв'ячний гвинт або будь-який інший рівноцінний пристрій, такий як, зокрема, гвинтове жолобчасте колесо, яке може описати всю довжину кулича або його частину. Пристрій хрестового намотування забезпечує, таким чином, осьовий розподіл ниток вздовж декількох куличів за рахунок комбінації двох паралельних осі шпинделя зворотно-поступальних рухів, причому цей вузол звичайно складається головним чином з - осі обертання з механічним приводом, на якій монтується власне пристрій хрестового намотування, що забезпечує перший зворотнопоступальний рух джгута, який називається первинним рухом С1, за рахунок периферійного контакту між пристроєм хрестового намотування і нитками, так що нитки швидким рухом ковзають з одного боку цього пристрою на інший, - рухомого елемента, який несе весь вузол і здійснює другий, повільний, зворотнопоступальний рух джгута, який називається вторинним рухом С2. Відповідно до цього варіанта реалізації нитки джгута рухаються разом з пристроєм хрестового намотування, а шпиндель, що несе кулич, який обертається, але не переміщується, поступально. Відповідно до ще одного варіанта виконання вищезгаданої системи вторинне проведення С2 досягається за допомогою осьового переміщення шпинделя, несучого кулич. Згідно з цим другим варіантом джгути ниток і пристрій хрестового намотування переміщаються по осі горизонтально (але обертаються), а шпиндель, що несе кулич, рухається поступально та обертається. Особливістю обох варіантів намотування є той факт, що формують в цілому циліндричні шпулі з конічними боковими сторонами, які називають куличами, довжина яких залежить від первинної і вторинної проводок, що надаються джгуту; причому ці куличі призначені для подальшого використання в процесі обробки шляхом перемотування назовні (в напрямку, зворотному намотуванню), а вслід за цим повторному перемотуванню або обробці в іншій формі. З іншого боку, перемотування такого кулича може виявитися проблематичним. Дійсно, важко оптимізувати перемотування шпулі і зберегти формостійкість останньої, оскільки при цьому потрібно враховувати багато параметрів, такі як замаслення, що покриває волокно, або також натягнення намотування цього волокна, і навіть якщо їх вплив великий, обидва ці параметри часто зумовлені технологією або кінцевим використанням продукту і ледве піддаються зміні. Перше рішення, що дозволяє врахувати ці проблеми перемотування, полягає в тому, щоб змінити коефіцієнт перев'язування ниток хрестом, тобто відношення між швидкістю намотування і швидкістю перекидання нитки первинного руху. Зміна величини цього параметра дозволяє змінити кут намотування ниток на шпулі, що безпосередньо впливає на розташування витків, і таким чином можна змінити цей параметр і досягти оптимального компромісу між необхідною якістю 5 формостійкості шпулі під час різних маніпуляцій в процесі виготовлення та якістю перемотування нитки, що є найважливішим фактором при її подальшому використанні в різних технологічних операціях перетворення нитки. Разом з тим, подальший розвиток виробів має тенденцію до одержання шпуль постійно збільшуваної товщини з використанням нових видів замаслення і все більш швидкісних темпів намотування, тому усього лише одне регулювання рапорта перев'язування ниток хрестом робить ускладненою оптимізацію компромісу для критеріїв якості, таких як формостійкість шпулі і її перемотування. Більше того, враховуючи цю нову вимогу (одержання все більш товстих шпуль), виникає проблема сушіння останніх. Дійсно, сушіння куличів після намотування є важливим елементом технологічного процесу, що вимагає великої уваги, оскільки задача полягає в тому, щоб видалити максимальну кількість вологи за мінімально короткий час, і при цьому без нанесення шкоди якості продукту, для чого необхідно забезпечити відведення води, що міститься в товщі пакування, простим способом, розташувавши витки таким чином, щоб створити відвідні канали, які зроблять можливим краще провітрювання пакування. Таке особливе розташування витків, що забезпечує «пористість» кулича, можна одержати лише зменшивши число коефіцієнтів перев'язування ниток хрестом, що разом з тим зменшує можливості оптимізації цього коефіцієнта для досягнення хорошої формостійкості кулича. У більш широкому плані, недостатньо виробляти все більш товсті куличі, які можуть бути просушені і перемотані оптимальним чином, необхідно також, щоб ці куличі мали краще заповнення. Насправді, щоб поліпшити віддачу кожного пакування, бажано збільшити їх напрацювання до рівнозначного розміру (внутрішні і зовнішні довжина і діаметр), забезпечуючи при цьому їх хорошу формостійкість, а єдиний спосіб для досягнення цього полягає в формуванні шпулі з боковими сторонами, орієнтованими по суті перпендикулярно осі шпулі. З іншого боку, щоб одержати такий результат, це передбачало б дуже невелике первинне проведення, що несумісне з формостійкістю пакування. Тому задачею винаходу, що пропонується, є розробка, з урахуванням вищезгаданої проблематики, вдосконаленого пристрою хрестового намотування. Для вирішення задачі запропонована мотальна машина згідно з винаходом, що складається в основному з рами, що включає щонайменше один шпиндель, розрахований нести щонайменше один кулич, при цьому шпиндель виконаний рухомим в плані обертання навколо першої, по суті перпендикулярної діаметру кулича, осі, і щонайменше один пристрій хрестового намотування, розрахований на розкладення щонайменше однієї нитки на шпинделі згідно з першим зворотнопоступальним рухом, причому розкладення нитки на шпинделі здійснює орган стеження згідно з другим зворотно-поступальним рухом, яка відрізня 93048 6 ється тим, що орган стеження містить пристрій керування другим зворотно-поступальним рухом. Завдяки цьому у пристрій керування вводиться параметр регулювання, який забезпечує оптимальне керування кінематикою другого зворотнопоступального руху пристрою хрестового намотування під час намотування кулича. Доцільно, щоб орган стеження взаємодіяв з пристроєм хрестового намотування. Доцільно також, щоб орган стеження взаємодіяв зі шпинделем. Доцільно також, щоб пристрій керування включав в себе серводвигун, що дозволяє постійно контролювати щонайменше одну з кінематичних величин другого зворотно-поступального руху. Доцільно також, щоб як кінематичні величини використовувалися за вибором швидкість і положення. Доцільно також, щоб пристрій хрестового намотування включав в себе щонайменше один черв'ячний гвинт, встановлений з можливістю обертання навколо другої осі, по суті паралельної першій осі. Доцільно також, щоб пристрій хрестового намотування включав в себе щонайменше одне колесо, забезпечене щонайменше одним клиноподібним жолобом, розрахованим на позиціонування і направлення щонайменше однієї нитки, а вказане колесо оберталося навколо другої осі, по суті паралельної першій осі. Доцільно також, щоб шпиндель був закріплений на барабанчику, змонтованому рухомим в плані обертання відносно рами по третій осі обертання, по суті паралельній першій і другій осям. Доцільно також, щоб барабанчик включав в себе щонайменше два шпинделя, по суті позиціонованих згідно з рівномірно розподіленими положеннями по третій осі обертання. Доцільно також, щоб шпиндель приводився в обертання за допомогою кінематичного ланцюга, що включає двигун, вбудований в цей шпиндель. Переважно, щоб черв'ячний гвинт або гвинти та їх пускові двигуни були жорстко з'єднані з лінійним приводом, який виконаний з можливістю забезпечення зворотно-поступального руху цього черв'ячного гвинта або гвинтів. Переважно також, щоб шпиндель і його пусковий двигун були жорстко з'єднані з лінійним приводом, який виконаний з можливістю забезпечення зворотно-поступального руху цього шпинделя. Надалі винахід пояснюється необмежувальними варіантами його здійснення, що наводяться з посиланням на прикладені фігури креслень, в числі яких Фіг.1 зображує вигляд спереду мотальної машини згідно з винаходом, Фіг.2 - вигляд збоку мотальної машини, що ілюструє зворотно-поступальні рухи первинної і вторинної проводок, Фіг.3 - вигляд збоку мотальної машини, що ілюструє зворотно-поступальні рухи первинної і вторинної проводок згідно з варіантом здійснення, Фіг.4а та 4b зображують профілі кулича, одержаного мотальною машиною згідно з рівнем техніки, і 7 Фіг.5а та 5b - профілі кулича, одержаного мотальною машиною згідно з винаходом. Згідно з переважним варіантом реалізації представленої на Фіг.1 мотальної машини 1 за винаходом, вона містить металеву раму 2, одержану методом механозварювання заздалегідь механічно оброблених або стандартних металевих елементів, що є на ринку. Рама 2 складається в основному з прямокутної, по суті, основи 3, встановленої на ніжках, які розташовані таким чином, щоб відповідати габариту або ширині вилочного захоплення візка або іншого аналогічного транспортного пристрою, призначеного для встановлення мотальної машини в положення намотування волокна. На вказаній основі змонтована структура 4, закрита відкидним капотом, яка призначена для розміщення всіх необхідних компонентів для функціонування мотальної машини 1. З цією метою, і без яких-небудь обмежень, ця закрита в формі шафи структура забезпечена необхідними пристроями контролю і керування для регулювання різних представлених нижче в описі вузлів, гідравлічних, електричних систем, стисненого повітря та інших необхідних для функціонування цих вузлів робочих середовищ. Із закритою структурою 4 взаємодіє барабанчик 5, що має боковий виступ. Цей барабанчик 5 змонтований рухомим в плані обертання навколо осі обертання (так званої третьої осі обертання) і закріплений всередині однієї із стінок закритої структури за допомогою множини напрямних елементів (наприклад, кільцева рейка, кулькова куліса). Крім того, передбачено механізувати цей барабанчик 5 з тим, щоб він міг описувати та індексувати множину кутових положень відносно рами 2 в процесі намотування куличів. На практиці барабанчик 5 являє собою несучий вузол шпинделів. На Фіг.1 видно, що барабанчик 5 містить два шпинделі 6, 7 в діаметрально протилежних позиціях (можна передбачити барабанчик всього лише з одним шпинделем [якщо є усього лише один шпиндель, відпадає необхідність в барабанчику, але неможливо здійснити автоматичний запуск] або, навпаки, барабанчик, що містить щонайменше три, чотири шпинделя, або більше, залежно від наявного робочого простору і потужності встановленої вище фільєри). Всередині мотальної машини барабанчик 5 дозволяє переміщувати один шпиндель, заздалегідь розвантажений і забезпечений щонайменше пустою гільзою (відповідно до винаходу гільза являє собою кронштейн з пластику або картону, призначений для намотування пакування ниток або кулича) в положенні намотування і інший шпиндель з напрацьованими гільзами в положенні розвантаження поворотом на 180° (якщо барабанчик містить два шпинделі, як це показано на прикладах). Завдяки механічному приводу барабанчика 5 і регулюванню його положення і/або його кутової швидкості, наприклад, шляхом регулювання кількості обертів редукторного двигуна, що служить для приведення в рух барабанчика (причому цей редукторний двигун зв'язаний, наприклад, з барабанчиком 5 своїм привідним валом за допомогою 93048 8 з'єднання типу зубчастої передачі), стає можливим встановити робочий шпиндель прямовисно нитці, при цьому він відступає або відхиляється відносно вихідного кутового положення під час збільшення об'єму кулича, так що зберігає незмінну геометрію. Кожний зі шпинделів 6, 7, жорстко з'єднаних з барабанчиком 5, утворює обертальний вузол, призначений намотувати нитку на заздалегідь посаджену на втулку або головку шпинделя гільзу. Це намотування здійснюється згідно з першою віссю обертання, по суті паралельною осі обертання барабанчика 5, відносно структури рами 2. Крім обертального руху, що надається роторним двигуном, вбудованим в шпиндель, навколо першої осі, шпиндель може бути розрахований для здійснення зворотно-поступального проведення, паралельно першій осі обертання (руху вторинного проведення С2), в іншому випадку, це буде в будь-якому випадку система хрестового намотування (руху вторинного проведення С2). Цей зворотнопоступальний рух викликаний механічним приводом, який здійснює прямолінійний рух (наприклад, кульковим гвинтом), жорстко з'єднаним з одного боку з барабанчиком або рамою, і з іншого боку - з корпусом шпинделя. На Фіг.1 представлений інший елемент, передбачений для реалізації кулича. Мова йде про пристрій 8 хрестового намотування нитки на шпиндель 6 або 7. В цьому прикладі мова йде про черв'ячний гвинт. Цей черв'ячний гвинт приводиться в обертання привідним елементом навколо вала, коаксіального з другою віссю, по суті паралельною вищезазначеним. Швидкість обертання привідного елемента черв'ячного гвинта регулюється залежно від формули побудови кулича, і передбачено, що ці пристрої контролю і керування вбудовані в структуру 2, що складає раму. Очевидно, що у разі необхідності створити одночасно декілька куличів на одному шпинделі 6 або 7 використовується відповідна кількість черв'ячних гвинтів 8, і вал, що несе черв'ячний гвинт, буде містити блок черв'ячних гвинтів, кількість яких дорівнює кількості необхідних куличів. Обертальний рух черв'ячного гвинта перетворюється на рівні нитки в рух коливань або перекидань, амплітуда і частота яких регулюються залежно від величин необхідного коефіцієнта перев'язування ниток хрестом. Частота визначається залежно від швидкості обертання, а амплітуда - залежно від геометрії черв'ячного гвинта. Інші, не показані на Фіг.1 пристрої можуть бути передбачені у вигляді заміни черв'ячного гвинта. Мова може йти про колесо, забезпечене щонайменше одним клиноподібним жолобом, який призначений позиціонувати і направляти щонайменше одну нитку, причому вказане колесо виконане з можливістю обертання навколо другої осі, по суті паралельної першій осі. Яким би не був спосіб реалізації пристрою 8 хрестового намотування, він здійснює так званий рух первинного проведення, або С1, і функціонує з регулюванням швидкості і, при необхідності, положення зі зворотно-поступальним рухом шпинделя 6 або 7, який складає так званий рух вторинного проведення С2, згідно з представленим на Фіг.3 9 варіантом реалізації, при цьому приведення шпинделя 6 або 7 в зворотно-поступальний рух в напрямку, паралельному його осі обертання, здійснюється привідним елементом М2, зв'язаним за допомогою кінематичного ланцюга з валом, що несе шпиндель. Згідно з іншим представленим на Фіг.2 варіантом реалізації пристрій 8 хрестового намотування змонтований на осі обертання з механічним приводом від двигуна М1, що забезпечує перший зворотно-поступальний рух джгута, так званий первинний рух, або С1. Цей вузол взаємодіє по діагоналі кінематичного ланцюга 14 типу гвинтгайка або іншого аналогічного ланцюга, що приводиться в рух за допомогою приводу М2 (наприклад, двигуна), що дозволяє надати цьому вузлу поступальний рух по осі, по суті паралельній осі обертання пристрою хрестового намотування, з тим, щоб надати останньому додатковий зворотно-поступальний, так званий вторинний рух, або С2. При будь-якому варіанті реалізації, представленому на Фіг.2 або 3, потрібно зазначити, що привід М2 забезпечений додатковим органом керування 12 типу серводвигуна, регульованим за положенням або за швидкістю, який дозволяє постійно контролювати кінематику переміщення (за швидкістю і/або за положенням) приводу, що служить для надання вторинного зворотнопоступального руху С2. Згідно з варіантом винаходу первинне і вторинне проведення мотальної машини 1 здійснюються роздільно за допомогою органа керування 12. Цей додатковий орган керування 12 забезпечує регулювання і оптимізацію розташування витків, які можуть вирішити проблеми формостійкості кулича при заданому коефіцієнті перев'язування ниток хрестом і відповідно до потреб перемотування і сушіння. Можливості варіювання цього органа керування можуть дозволити також збільшити кількість ниток, укладених на кінцях куличів з метою збільшення їх напрацювання. Інші необхідні вузли функціонування мотальної машини 1 вбудовані всередину рами 2. Зокрема, на рівні основи 3 рами 2 розташований ниткопровідник 9. Ниткопровідник 9 являє собою вузол захоплення нитки, що використовується при розгоні, який являє собою проміжну операцію, що передує операції намотування. З цією метою нитка витягується блоком роликів з механічним приводом, з гладкими або рельєфними стінками (ниткам задаються умови функціонування, що відповідають захопленню ниток в головці шпинделя під час запуску операції намотування). Мотальна машина включає в себе щонайменше один обертальний виштовхувач 10 або щонайменше один прямолінійний виштовхувач 11, які утворюють боковий виступ відносно закритої структури 2 і по вертикалі до барабанчика 5. Обертальний виштовхувач 10 і відвідний пристрій складається з шарнірного важеля на одному з його кінців на рівні закритої структури рами 2, а його вільний кінець призначений для захоплення і переміщення ниток між першою позицією, в якій нитки зачеплені пристроєм 8 хрестового намоту 93048 10 вання нитки (наприклад, черв'ячним гвинтом), і другою позицією, в якій нитки звільняють від цього пристрою 8 хрестового намотування. Кутовий рух обертального виштовхувача 10 здійснюється під час зміни шпинделя 6 або 7 (поворот на 180° барабанчика 5). Прямолінійний виштовхувач 11 являє собою, як вказує його назва, по суті прямолінійний важіль. Утворюючи боковий виступ, так само, як і обертальний виштовхувач 10, відносно бокової стінки закритої структури рами 2, він може займати дві позиції: неробочу позицію, в якій він знаходиться за межами траєкторії руху нитки, і робочу позицію, в якій він утримує нитку над головкою шпинделя 6 або 7 під час розгону. Цю робочу позицію він займає також під час операції перенесення (обертання барабанчика, і перехід шпинделя разом з намотаними куличами на шпиндель з пустими гільзами). Поруч з пристроєм 8 хрестового намотування нитки (наприклад, черв'ячним гвинтом) розташований елемент чищення (відсутній на кресленні) вказаного пристрою позиціонування шляхом розпилення робочого середовища під тиском. По мірі намотування (збільшення товщини ниток на рівні куличів) барабанчик 5 здійснює кутову корекцію шляхом обертання з індексуванням свого кутового положення навколо своєї осі з тим, щоб віддалити робочий шпиндель, на який пристрій здійснює намотування, від периферії пристрою позиціонування і направлення нитки і зберегти геометрію незмінною. Намотування проводиться активно, рухи первинного і вторинного проведення направляються пристроєм керування 12 з тим, щоб вони відповідали закономірності побудови. Як можна бачити на Фіг.4а та 4b, кулич, одержаний намотуванням джгута ниток за допомогою мотальної машини згідно з рівнем техніки, перетворюється в ході своєї побудови таким чином: кут , тобто кут намотування (розгорнений кут, такий як tg =Vbat/Vfil), змінюється на більш низьке значення '. Під час намотування швидкість вторинного проведення постійно залишається рівною значенню V2 так само, як і коефіцієнт перев'язування ниток хрестом К (коефіцієнт перев'язування ниток хрестом К визначається як відношення швидкості шпинделя до швидкості пристрою хрестового намотування Vbat). Для підтримки постійного титру під час намотування необхідно зберігати незмінною швидкість витягування (Vfii), при цьому швидкість шпинделя обов'язково зменшується (в зв'язку із збільшенням діаметра), а оскільки значення К залишається постійним, то швидкість пристрою хрестового намотування Vbat повинна знижуватися в таких самих пропорціях. Оскільки Vbat зменшується, то Vfii обов'язково менше а і дорівнює а'. Далі буде розглянуте намотування кулича за допомогою мотальної машини згідно з винаходом, тобто забезпеченої пристроєм керування 12 рухом вторинного проведення С2. Тут К і V2 можуть бути змінними величинами. Як можна бачити на Фіг.5а та 5b, на яких показана еволюція побудови кулича в процесі намоту 11 вання, кути а', а" відрізняються один від одного в прикладі а ближче до а', ніж до а", і можна збільшити намотування нашаруванням або намотати нитку на бокові сторони кулича (вище штрихпунктирної лінії, пор. Фіг.4b та 5b). Щоб змінити швидкість і/або положення вторинного проведення С2 в 93048 12 процесі намотування, пристрій керування контролюється програмованим автоматом і відповідним програмним забезпеченням, що визначає в будьякий момент функціонування серводвигуна, керуючого проведенням С2. 13 Комп’ютерна верстка М. Ломалова 93048 Підписне 14 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюWinding frame with monitored secondary travel
Автори англійськоюNaulet Christophe, Bouvier Jean-Marc
Назва патенту російськоюМотальная машина с управляемым вторичным проведением нитки
Автори російськоюНоле Кристоф, Бувье Жан-Марк
МПК / Мітки
МПК: B65H 54/00
Мітки: вторинним, машина, мотальна, проведенням, нитки, керованим
Код посилання
<a href="https://ua.patents.su/7-93048-motalna-mashina-z-kerovanim-vtorinnim-provedennyam-nitki.html" target="_blank" rel="follow" title="База патентів України">Мотальна машина з керованим вторинним проведенням нитки</a>
Спосіб високошвидкісного намотування нитки на пакування
Номер патенту: 18501
Опубліковано: 15.11.2006
Автори: Прохорова Ірина Анатоліївна, Жук Оксана Сергіївна
МПК: B65H 54/28
Мітки: високошвидкісного, пакування, намотування, нитки, спосіб
Формула / Реферат:
Спосіб високошвидкісного намотування нитки на пакування, що включає подачу нитки з постійною швидкістю, малоінерційне розкладання на пакування нитководієм, який рівномірно обертають і переміщують уздовж і перпендикулярно осі його обертання при безперешкодному русі нитки на відрізку розкладки від вічка нитководія до поверхні намотування за заданим законом, який відрізняється тим, що намотування нитки на пакування проводять диференційним...
Центрифугальна прядильна машина для одержання віскозної нитки
Номер патенту: 54842
Опубліковано: 17.03.2003
Автори: Ткаченко Віталій Анатолійович, Стрелков Олександр Михайлович, Косарєв Геннадій Анатолійович, Трефянчин Василь Васильович, Петренко Олександр Антонович, Калита Віталій Миколайович, Турчаненко Юрій Тимофійович, Лавренко Сергій Миколайович
МПК: D01D 5/06
Мітки: машина, прядильна, нитки, центрифугальна, одержання, віскозної
Формула / Реферат:
1. Центрифугальна прядильна машина для одержання віскозної нитки, що містить у підкапсульному просторі вузли формування, витяжки, систему вентиляції відсмоктування газоповітряної суміші у вигляді повітроводу з забірними отворами, а поза підкапсульним простором - вузли скручування і утворення куличів з автономною системою постійного відсмоктування газоповітряної суміші від них, яка відрізняється тим, що вона містить розміщений уздовж верхньої...
Пристрій для малоінерційної розкладки нитки на конічний патрон

Номер патенту: 5549
Опубліковано: 15.03.2005
Автори: Тіманов Тімур Вікторович, Прохорова Ірина Анатоліївна, Домбровський Андрій Генадійович, Домбровська Людмила Антонівна
МПК: B65H 54/28
Мітки: пристрій, патрон, розкладки, малоінерційної, конічний, нитки
Формула / Реферат:
1. Пристрій для малоінерційної розкладки нитки на конічний патрон, що містить засіб для переміщення нитководія, який складається з шківа, що рівномірно обертається, і містить ниткопровідну лійку, прикріплений до нього нитководій, і жорстко закріплений на кронштейні, встановленому на зубцюватій рейці з можливістю переміщення уздовж і перпендикулярно її осі, який відрізняється тим, що кронштейн встановлений з можливістю нахилу щодо осі...
Ниткоподавальний пристрій, датчик натягу нитки для реєстрації натягу переміщуваної нитки і спосіб вивіряння датчика натягу нитки
Номер патенту: 49911
Опубліковано: 15.10.2002
Автори: Лайнс Ебергард, Шмодде Германн, Вебер Фріедріх
МПК: B65H 59/00, D04B 15/38, D04B 27/00
Мітки: спосіб, ниткоподавальний, нитки, реєстрації, натягу, вивіряння, пристрій, датчик, переміщуваної, датчика
Формула / Реферат:
1. Ниткоподавальний пристрій, зокрема для еластичних ниток, зокрема для в'язальних машин зі значними коливаннями споживання нитки, таких як плосков'язальні машини, який містить ниткоподавальний барабанчик, що приводиться в дію електродвигуном, регулюючий пристрій для включення електродвигуна, такий, що постачає необхідну кількість нитки і утримує натяг нитки у межах заданих границь, датчик натягу нитки, що забезпечує стабільну реєстрацію...
Прядильна машина для безперервного способу одержання віскозної нитки
Номер патенту: 56612
Опубліковано: 15.05.2003
Автори: Лавренко Сергій Миколайович, Трефянчин Василь Васильович, Турчаненко Юрій Тимофійович, Баталова Тетяна Анатоліївна, Калита Віталій Миколайович, Ткаченко Віталій Анатолійович, Ворона Сергій Якович
МПК: D01H 1/00
Мітки: прядильна, машина, одержання, способу, нитки, безперервного, віскозної
Формула / Реферат:
Прядильна машина для безперервного способу одержання віскозної нитки, що містить в утвореному рамами остова, днищем, стелею, рамами капсуляції підкапсульному просторі вузли формування, відновлення, промивки, обробки нитки, системи вентиляції постійного і посиленого відсмоктування газоповітряної суміші (ГПС), поздовжнє корито з розміщеним в його хвостовій частині карманом, утвореним переливною перегородкою, глухою торцевою стінкою, плоскою...
Попередній патент: Похідні піразоло[3,4-d]азепіну як антагоністи н3-рецепторів гістаміну
Наступний патент: Спосіб передачі протоколу lcas через оптичну лінію зв’язку
Випадковий патент: Протектор пневматичної шини