Вбираючий предмет одягу та спосіб його виготовлення
Формула / Реферат
1. Вбираючий предмет одягу (1), що включає проникний для повітря і не проникний для рідини перший нижній шар (2) та затримуючу рідину поглинаючу структуру (3), розміщену на цьому першому нижньому шарі, який відрізняється тим, що
включає зовнішній шар (5) з еластичними елементами (4) та площею, більшою за площу першого нижнього шару, розміщений і закріплений на поверхні першого нижнього шару, протилежній його поверхні, прикріпленій до поглинаючої структури;
зовнішній шар має еластичні елементи, прикріплені до нього з проміжками у розтягнутому стані, та отвір (7), виконаний на його ділянці, поверненій до поглинаючої структури;
еластичні елементи проходять у розтягнутому стані збоку від периферичного краю (8) отвору за межі протилежних бічних країв поглинаючої структури;
перший нижній шар видно крізь згаданий отвір.
2. Вбираючий предмет одягу за п. 1, який в розгорнутому і плоско розкладеному стані є симетричним відносно центральної лінії М, при цьому
він включає передню ділянку талії (11), пахову зону (12) і задню ділянку талії (13) в цьому порядку, якщо дивитися у напрямку, перпендикулярному центральній лінії;
отвір в зовнішньому шарі виконаний таким чином, що проходить від передньої ділянки талії до задньої ділянки талії;
поглинаюча структура проходить від передньої ділянки талії до задньої ділянки талії таким чином, що закриває отвір;
еластичні елементи у розтягнутому стані проходять практично перпендикулярно центральній лінії на передній та задній ділянках талії.
3. Вбираючий предмет одягу за п. 1 або 2, в якому периферичний край отвору, виконаного наскрізно у зовнішньому шарі, прикріплений до першого нижнього шару.
4. Вбираючий предмет одягу за будь-яким з пунктів 1-3, в якому
зовнішній шар включає другий нижній шар (5А), прикріплений до першого нижнього шару, і зовнішній покриваючий шар (5В), розміщений і закріплений на другому нижньому шарі;
еластичні елементи прокладені між другим нижнім шаром і зовнішнім покриваючим шаром.
5. Вбираючий предмет одягу за будь-яким з пунктів 1-4, що включає ряд отворів.
6. Спосіб виготовлення вбираючого предмету одягу (1), що включає проникний для повітря і не проникний для рідини перший нижній шар (2) та затримуючу рідину поглинаючу структуру (3), розміщену на цьому першому нижньому шарі, який відрізняється тим, що включає етапи:
безперервної подачі безперервних еластичних елементів (40) у напрямку, паралельному напрямку обробки (MD), до безперервного зовнішнього шару (50), який безперервно подається у напрямку обробки, причому безперервні еластичні елементи прикріплюють з проміжками у розтягнутому стані до безперервного зовнішнього шару;
виконання розрізів, перпендикулярних напрямку обробки, у безперервному зовнішньому шарі, до якого безперервні еластичні елементи прикріплені таким чином, що принаймні частково відсікаються; і
прикріплення бічної сторони поглинаючої структури, поверненої до першого нижнього шару, до безперервного зовнішнього шару.
7. Спосіб виготовлення вбираючого предмету одягу за п. 6, який в розгорнутому і плоско розкладеному стані є симетричним відносно центральної лінії М, причому вбираючий предмет одягу включає передню ділянку талії, пахову зону та задню ділянку талії в цьому порядку, якщо дивитися у напрямку, перпендикулярному центральній лінії, і центральна лінія є перпендикулярною напрямку обробки безперервного зовнішнього шару, який відрізняється тим, що
безперервні еластичні елементи подають до передньої ділянки талії та задньої ділянки талії;
розрізи виконують паралельно центральній лінії і таким чином, що вони проходять від передньої ділянки талії до задньої ділянки талії;
бічну сторону поглинаючої структури, повернену до першого нижнього шару, прикріплюють до зовнішнього шару від передньої ділянки талії до задньої ділянки талії таким чином, щоб закрити отвір.
8. Спосіб виготовлення вбираючого предмету одягу за п. 6 або 7, який включає етап нанесення термоклею (НМ) на ділянки, вздовж яких виконують розрізи, у напрямку, перпендикулярному напрямку обробки, перед етапом виконання розрізів у безперервному зовнішньому шарі.
9. Спосіб виготовлення вбираючого предмету одягу за будь-яким з пунктів 6-8, в якому безперервний зовнішній шар включає безперервний другий нижній шар (50А), прикріплений до першого нижнього шару, та зовнішній покриваючий шар (50В), розміщений і закріплений на другому нижньому шарі, безперервні еластичні елементи розміщують між безперервним другим нижнім шаром і безперервним зовнішнім покриваючим шаром і прикріплюють до них, а поглинаючу структуру прикріплюють до безперервного другого нижнього шару на стороні, поверненій до першого нижнього шару.
10. Спосіб виготовлення вбираючого предмету одягу за будь-яким з пунктів 6-9, який включає етап виконання ряду розрізів, відокремлених один від одного у напрямку обробки, для кожного окремого підгузника.
Текст
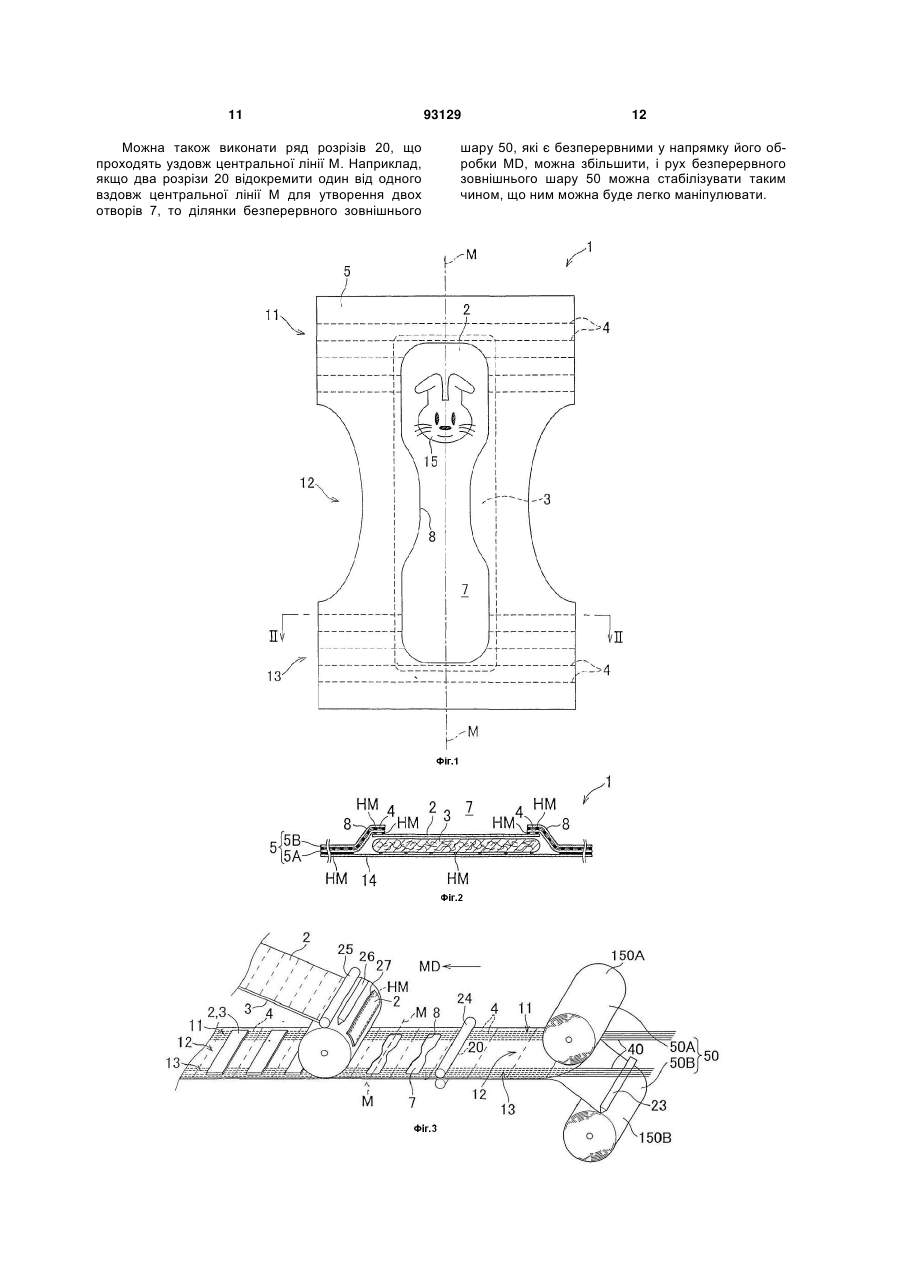
1. Вбираючий предмет одягу (1), що включає проникний для повітря і не проникний для рідини перший нижній шар (2) та затримуючу рідину поглинаючу структуру (3), розміщену на цьому першому нижньому шарі, який відрізняється тим, що включає зовнішній шар (5) з еластичними елементами (4) та площею, більшою за площу першого нижнього шару, розміщений і закріплений на поверхні першого нижнього шару, протилежній його поверхні, прикріпленій до поглинаючої структури; зовнішній шар має еластичні елементи, прикріплені до нього з проміжками у розтягнутому стані, та отвір (7), виконаний на його ділянці, поверненій до поглинаючої структури; еластичні елементи проходять у розтягнутому стані збоку від периферичного краю (8) отвору за межі протилежних бічних країв поглинаючої структури; перший нижній шар видно крізь згаданий отвір. 2. Вбираючий предмет одягу за п. 1, який в розгорнутому і плоско розкладеному стані є симетричним відносно центральної лінії М, при цьому він включає передню ділянку талії (11), пахову зону (12) і задню ділянку талії (13) в цьому порядку, якщо дивитися у напрямку, перпендикулярному центральній лінії; отвір в зовнішньому шарі виконаний таким чином, що проходить від передньої ділянки талії до задньої ділянки талії; поглинаюча структура проходить від передньої ділянки талії до задньої ділянки талії таким чином, що закриває отвір; 2 (19) 1 3 93129 4 обробки безперервного зовнішнього шару, який відрізняється тим, що безперервні еластичні елементи подають до передньої ділянки талії та задньої ділянки талії; розрізи виконують паралельно центральній лінії і таким чином, що вони проходять від передньої ділянки талії до задньої ділянки талії; бічну сторону поглинаючої структури, повернену до першого нижнього шару, прикріплюють до зовнішнього шару від передньої ділянки талії до задньої ділянки талії таким чином, щоб закрити отвір. 8. Спосіб виготовлення вбираючого предмету одягу за п. 6 або 7, який включає етап нанесення термоклею (НМ) на ділянки, вздовж яких виконують розрізи, у напрямку, перпендикулярному напрямку обробки, перед етапом виконання розрізів у безперервному зовнішньому шарі. 9. Спосіб виготовлення вбираючого предмету одягу за будь-яким з пунктів 6-8, в якому безперервний зовнішній шар включає безперервний другий нижній шар (50А), прикріплений до першого нижнього шару, та зовнішній покриваючий шар (50В), розміщений і закріплений на другому нижньому шарі, безперервні еластичні елементи розміщують між безперервним другим нижнім шаром і безперервним зовнішнім покриваючим шаром і прикріплюють до них, а поглинаючу структуру прикріплюють до безперервного другого нижнього шару на стороні, поверненій до першого нижнього шару. 10. Спосіб виготовлення вбираючого предмету одягу за будь-яким з пунктів 6-9, який включає етап виконання ряду розрізів, відокремлених один від одного у напрямку обробки, для кожного окремого підгузника. Винахід відноситься до вбираючого предмету одягу, зокрема до такого вбираючого предмету одягу, який включає еластичні елементи, що проходять по колу по всій передній та задній ділянках талії споживача (далі іноді іменуватимуться як зборки для щільного прилягання). Вбираючі предмети одягу зі зборками для щільного прилягання, що проходять по колу по всій передній та задній ділянках талії для поліпшення прилягання виробу навколо талії споживача, вже відомі. Наприклад, у патентному документі 1 описаний вбираючий предмет одягу, що включає проникний для рідини верхній шар, непроникний для рідини нижній шар і затримуючу рідину поглинаючу структуру, розміщену між цими двома шарами таким чином, що визначає передню ділянку талії, задню ділянку талії та пахову зону, причому передня ділянка талії та/або задня ділянка талії мають(має) ряд еластичних елементів для талії, що проходять у поперечному напрямку із заданими інтервалами. В зоні розміщення поглинаючої структури еластичність цих еластичних елементів для талії обмежується, і з зовнішнього боку протилежних бічних країв поглинаючої структури ці еластичні елементи прикріплені до елементів вбираючого предмету одягу за допомогою першого кріпильного засобу таким чином, що їхня еластичність відновлюється. Біля границь між ділянками, на яких еластичність відновлюється, еластичні елементи для талії прикріплені до елементів вбираючого предмету одягу за допомогою другого кріпильного засобу. Патентний документ 1: JP 2002-95692 А У вбираючому предметі одягу, описаному в патентному документі 1, еластичні елементи для талії розміщені між двома шарами, і напруження розтягнення, а також ступінь розтягування, при яких еластичні елементи для талії прикріплюють до виробу, можна легко визначити і створити вбираючий предмет одягу, наприклад одноразовий підгузник, з поліпшеними приляганням, поглинаючою здатністю та характеристиками захисту від протікання. Однак згідно з описаним у патентному документі 1 способом еластичні елементи для талії не прикріплюють до двох шарів на ділянці розміщення поглинаючої структури і відрізають, так що еластичність еластичних елементів для талії не відновлюється. Біля границь між ділянками, на яких еластичність обмежується, та ділянками, на яких еластичність відновлюється, еластичні елементи для талії прикріплені до елементів вбираючого предмету одягу. При такому розташуванні сегменти еластичних елементів для талії, що мають обмежену еластичність, залишені для стягування та скорочення. Згадані два шари не стягуються і призначені покривати поглинаючу структуру. В результаті, здатність поглинаючої структури пропускати оточуюче повітря погіршується через наявність двох шарів, що покривають поглинаючу структуру. Крім того, надруковані іноді на передній або задній ділянці талії вбираючого предмету одягу зображення або логотип можуть втратити задану якість зображення. Враховуючи вищеописані проблеми, характерні для відомих виробів, завданням даного винаходу є створення вбираючого предмету одягу зі зборками для щільного прилягання, удосконаленого таким чином, що поглинаюча структура має високу здатність пропускати оточуюче повітря, надруковані на виробі зображення або логотип зберігають високу якість зображення, а також створення способу виготовлення такого вбираючого предмету одягу. Запропоновано вбираючий предмет одягу та спосіб його виготовлення. Згідно з першим аспектом винахід пропонує зовнішній шар з еластичними елементами та площею, більшою за площу першого нижнього шару, розміщений і закріплений на поверхні першого нижнього шару, протилежній його поверхні, прикріпленій до поглинаючої структури, причому цей зовнішній шар має еластичні елементи, прикріплені до нього з проміжками у розтягнутому стані, і має отвір на своїй ділянці, поверненій до поглинаючої структури, при цьому еластичні елементи проходять у розтягнутому стані збоку від периферичного краю отвору за межі протилежних бічних 5 країв поглинаючої структури, і перший нижній шар видно крізь цей отвір. Згідно з другим аспектом винахід пропонує спосіб, що включає етапи безперервної подачі безперервних еластичних елементів у напрямку, паралельному напрямку обробки, до безперервного зовнішнього шару, що безперервно подається у напрямку обробки, причому безперервні еластичні елементи прикріплюють з проміжками у розтягнутому стані до цього безперервного зовнішнього шару; виконання розрізів, перпендикулярних напрямку обробки, у безперервному зовнішньому шарі, до якого прикріплені еластичні елементи таким чином, щоб безперервні еластичні елементи принаймні частково відсікалися; і прикріплення бічної сторони поглинаючої структури, поверненої до першого нижнього шару, до безперервного зовнішнього шару. Згідно з винаходом зовнішній шар, що включає еластичні елементи (так звані зборки для щільного прилягання), має на своїй ділянці, протилежній поглинаючій структурі, отвір, крізь який видно перший нижній шар, так що до цього першого шару є доступ оточуючого повітря. Таким чином, запропонований вбираючий предмет одягу з поглинаючою структурою з високою проникністю оточуючого повітря. Крім високої повітропроникності поглинаючої структури можна друкувати зображення або логотип на першому нижньому шарі, що забезпечить хорошу видимість зображення, оскільки цей перший нижній шар видно крізь отвір, як описувалось вище. Фіг.1 - зображення розгорнутого і плоско розкладеного підгузника. Фіг.2 - схематичне зображення підгузника в розрізі паралельно еластичним елементам. Фіг.3 - схематичне зображення способу виготовлення підгузника. Числові позначення на кресленнях 1 підгузник (вбираючий предмет одягу) 2 перший нижній шар 3 поглинаюча структура 4 еластичний елемент 5 зовнішній шар 5А другий нижній шар 5В зовнішній покриваючий шар 7 отвір 8 периферичний край 11 передня ділянка талії 12 пахова зона 13 задня ділянка талії 50 безперервний зовнішній шар 50А безперервний другий нижній шар 50В безперервний зовнішній покриваючий шар НМ термоклей М центральна лінія MD напрямок обробки Варіант запропонованого вбираючого предмету одягу буде описаний на прикладі підгузника 1 з посиланням на супровідні креслення, на яких Фіг.1 - вигляд у плані підгузника 1, розгорнутого і плоско розкладеного, якщо дивитися з боку його зовнішньої поверхні, тобто його поверхні, протилежній його поверхні, поверненій до шкіри споживача, а Фіг.2 - вигляд у розрізі по лінії ІІ-ІІ на Фіг.1. 93129 6 Розгорнутий і плоско розкладений підгузник 1 має форму, симетричну відносно центральної лінії М і поділену невидимими лініями, перпендикулярними центральній лінії М, які визначають передню ділянку талії 11, пахову зону 12 і задню ділянку талії 13 в цьому порядку. На Фіг.1 зовнішній шар 5 сформовано з отвором 7, і крізь цей отвір 7 видно перший нижній шар 2. Перший нижній шар 2 менший за розміром, ніж зовнішній шар 5, а поглинаюча структура 3, що має площу, меншу за площу першого нижнього шару 2, прикріплена до тильної поверхні першого нижнього шару 2. На передній ділянці талії 11 і задній ділянці талії 13 зовнішній шар 5 має на своїй тильній поверхні еластичні елементи 4, що включають ряд гумових ниток, що проходять у розтягнутому стані перпендикулярно центральній лінії М для поліпшення щільного прилягання підгузника 1 навколо талії споживача. Отвір 7 проходить по паховій зоні 12 і далі у передню та задню ділянки талії 11, 13 симетрично відносно центральної лінії М. Поглинаюча структура 3, прикріплена до першого нижнього шару 2, розташована аналогічно отвору 7 і покриває цей отвір. З обох боків поглинаючої структури 3 еластичні елементи 4 проходять у розтягнутому стані збоку від периферичного краю 8 отвору 7 за межі протилежних бічних країв поглинаючої структури 3. В отворі 7 видно перший нижній шар 2 і надруковане на ньому графічне зображення. Хоча це і не показано, можна поділити отвір 7 на дві або більше зон, поки графічне зображення частково не. На Фіг.2 підгузник 1 схематично зображений у розрізі по лінії ІІ-ІІ, тобто вздовж еластичних елементів 4. Зовнішній шар 5 підгузника 1 включає другий нижній шар 5А і зовнішній покриваючий шар 5В. Еластичні елементи 4 прокладені між цими двома шарами, 5А, 5В і прикріплені до них з проміжками термоклеєм НМ. Поглинаюча структура 3 прикріплена термоклеєм НМ за допомогою першого нижнього шару 2 до другого нижнього шару 5А, що є складовою частиною зовнішнього шару 5. Перший нижній шар 2, другий нижній шар 5А та зовнішній покриваючий шар 5В виготовлені з повітропроникного та стійкого до рідини або непроникного для рідини листового матеріалу, причому зовнішній покриваючий шар 5В визначає зовнішню поверхню підгузника 1. Проникний для рідини верхній шар 14, що контактує з тілом споживача, розміщений на другому нижньому шарі 5А та поглинаючій структурі 3 і прикріплений до них. Конкретніше, верхній шар 14 прикріплений з проміжками до поглинаючої структури З термоклеєм НМ. Оскільки верхній шар 14 виконано з такими добре відомими елементами, як манжети, що захищають від протікання, та гумові нитки для поліпшення прилягання підгузника 1 навколо талії та ніг споживача, деталі цих елементів у даному описі не будуть ані описані, ані показані. Перший нижній шар 2 і другий нижній шар 5А з'єднані один з одним таким чином, що оточують отвір 7, тому виділення організму, наприклад сеча, не протучуть крізь зазор між шарами 2, 5А. У кра 7 щому варіанті периферичний край 8 отвору 7 повністю прикріплено до першого нижнього шару 2. Площа отвору 7 є меншою за площу поглинаючої структури 3. У кращому варіанті отвір 7 виконаний таким чином, що його периферичний край 8 знаходиться якомога ближче до периферичного краю поглинаючої структури 3, залишаючи лише край для з'єднання і збільшуючи тим самим площу отвору. Як видно на Фіг.2, еластичні елементи 4 проходять у розтягнутому стані до периферичного краю 8 отвору 7. Порівняно з варіантом, в якому еластичні елементи 4 відрізані між другим нижнім шаром 5А та зовнішнім покриваючим шаром 5В і стягують ці два шари, для конструкції, зображеної на Фіг.2, можна отримати більший отвір 7. Так, перший нижній шар 2 з прикріпленою до нього поглинаючою структурою 3, який видно крізь отвір 7, і площу першого нижнього шару 2, призначену для контактування з оточуючим повітрям без закриття зовнішнім шаром 5, можна максимально збільшити. В результаті, гарантовано забезпечується висока повітропроникність поглинаючої структури 3 та хороша видимість графічного зображення 15, надрукованого на першому нижньому шарі 2, оскільки ніщо не може заслонити це зображення 15 (Фіг.1). Еластичні елементи 4 проходять у розтягнутому стані у напрямку, в якому ці еластичні елементи 4 відходять від поглинаючої структури 3, і, в ще кращому варіанті, проходять назовні у розтягнутому стані перпендикулярно центральній лінії М, щоб розтягнути не тільки власне перший нижній шар 2, а і поглинаючу структуру 3 за допомогою першого нижнього шару 2. В результаті, не слід непокоїтися, що графічне зображення 15 зморщиться до втрати своєї початкової форми та якості зображення, або що поглинаюча структура 3 зморщиться і виділення організму, наприклад сеча, зможуть протекти через такі зморшки. В цьому відношенні для даного винаходу несуттєво прикріплювати перший нижній шар 2 безпосередньо до поглинаючої структури 3, оскільки перший нижній шар 2 з розміщеним на ньому графічним зображенням 15 не зморщується. Однак навіть якщо перший нижній шар 2 опосередковано прикріплений до поглинаючої структури 3, остання прикріплена переважно до верхнього шару 14 та/або до другого нижнього шару 5А. На Фіг.3 схематично показаний запропонований спосіб виготовлення підгузника 1. Запропонований спосіб включає, головним чином, етапи безперервної подачі безперервних еластичних елементів 40, які включають ряд гумових ниток, у напрямку, паралельному напрямку обробки MD, до безперервного зовнішнього шару 50, який безперервно подається у напрямку обробки MD, причому безперервні еластичні елементи 40 прикріплюють з проміжками у розтягнутому стані до безперевного зовнішнього шару 50; виконання розрізів, перпендикулярних напрямку обробки MD, у безперервному зовнішньому шарі 50, до якого еластичні елементи 40 прикріплені таким чином, що принаймні частково відсікаються; і прикріплення бічної сторони поглинаючої структури 3, 93129 8 поверненої до першого нижнього шару 2, до безперервного зовнішнього шару 50. Центральна лінія М підгузника 1, отриманого вищеописаним способом, є перпендикулярною напрямку обробки MD. Верхній шар 14 (безперервний у напрямку обробки MD) та інші елементи (не показані на Фіг.3) прикріплюють послідовними етапами до безперервного зовнішнього шару 50 з прикріпленою до нього поглинаючою структурою 3, і потім отриману таким чином конструкцію розрізають на окремі підгузники 1 як закінчені вироби. Запропонований спосіб починається з безперервної подачі безперервних еластичних елементів 40 і прикріплення до секцій безперервного зовнішнього шару 50, призначених визначати передні ділянки талії 11 і задні ділянки талії 13. Безперервний зовнішній шар 50 включає безперервний другий нижній шар 50А і безперервний зовнішній покриваючий шар 50В, розміщений і закріплений на безперервному другому нижньому шарі 50А, при цьому безперервні еластичні елементи 40 подають таким чином, щоб вони розміщувалися між безперервним другим нижнім шаром 50А та безперервним зовнішнім покриваючим шаром 50В. Прикріплення безперервних еластичних елементів 40 до зовнішнього шару 50 здійснюють шляхом нанесення з проміжками на безперервний зовнішній покриваючий шар 50В термоклею НМ (не показаний) за допомогою першого пристрою 23 для нанесення клею і наступного накладання безперервних еластичних елементів 40 та безперервного другого нижнього шару 50А. Необроблені тканини для безперервного другого нижнього шару 50А та безперервного зовнішнього покриваючого шару 50В подаються з відповідних рулонів 150А, 150В. На наступному етапі за допомогою різального пристрою 24 виконують розрізи 20, кожний з яких проходить паралельно центральній лінії М від передньої ділянки талії 11 до задньої ділянки талії 13. В результаті, безперервні еластичні елементи 40 принаймні частково відрізаються і між кожною парою сусідніх розрізів 20 стягуються разом з безперервним зовнішнім шаром 50 і утворюють отвір 7. В цей момент безперервний зовнішній шар 50 перебуває під дією розтягуючого зусилля, яке діє у напрямку, паралельному напрямку обробки MD, і тому безперервні еластичні елементи 40, що проходять між кожною парою сусідніх розрізів 20, не можуть повністю отягнутися, тобто залишаються у розтягнутому стані. Форму отвору 7 можна регулювати шляхом відповідного підбору таких факторів, як ступінь розтягнення, з яким подають безперервні еластичні елементи 40, а також розтягуюче зусилля, яке діє на безперервний зовнішній шар 50. Замість виконання розрізів 20 прямолінійного вигляду розрізи 20 можна виконати, частково вирізаючи їх з безперервного зовнішнього шару 50, завдяки чому можна регулювати форму отвору 7. Хоча площа отвору 7, визначена його периферичним краєм 8, має бути меншою за площу поглинаючої структури 3, як описано вище, форму отвору 7 переважно регулюють таким чином, щоб периферичний край 8 отвору 7 був якомога ближче до периферичного 9 краю поглинаючої структури 3 і отвір можна було максимально збільшити. Потім перший нижній шар 2 з прикріпленою до нього поглинаючою структурою З прикріплюють до безперервного другого нижнього шару 50А термоклеєм НМ таким чином, щоб перший нижній шар 2 міг закривати отвір 7. Поглинаючу структуру 3 та перший нижній шар 2 з'єднують разом на іншому етапі і отриману таким чином конструкцію подають у вигляді полотна, готового для розрізання на окремі конструкції. Поглинаючу структуру 3 з прикріпленим до неї першим нижнім шаром 2 розрізають на окремі конструкції за допомогою пристрою 25 для розрізання поглинаючої структури, і на протилежні бічні краї, перпендикулярні напрямку обробки MD першого нижнього шару 2, розрізаного таким чином, наносять термоклей НМ за допомогою другого пристрою 26 для нанесення клею. На першому нижньому шарі 2 можна попередньо надрукувати графічне зображення 15 або логотип (не показаний). Поглинаючу структуру 3 з'єднують з першим нижнім шаром 2 таким чином, щоб закрити отвір 7, і після цього периферичний край 8 отвору 7 фіксують термоклеєм НМ, нанесеним на протилежні бічні краї 27 першого нижнього шару 2. Таким чином, отвір 7 підтримують у відкритому стані, і безперервні еластичні елементи 40 підтримують у розтягнутому стані. Якщо залишити зазор між периферичним краєм 8 отвору 7 і першим нижнім шаром 2, то може знадобитися додатковий етап з'єднання методом термозварювання, наприклад термозапаювання, після прикріплення поглинаючої структури 3 до безперервного другого нижнього шару 50А. Як варіант, спосіб може включати етап нанесення термоклею на безперервний зовнішній шар уздовж ділянки, в якій мають бути виконані розрізи 20, включаючи елементи, що проходять перпендикулярно напрямку обробки MD. Конкретніше, з обох боків ділянки, в якій мають бути виконані розрізи 20, тобто на ділянки, призначені стати периферичним краєм 8, можна попередньо наносити термоклей НМ. В цьому випадку вище від різального пристрою 24 (у напрямку, протилежному напрямку обробки MD) можна передбачити третій пристрій для нанесення клею (не показаний). Щоб уникнути проблеми, що термоклей може завадити операції виконання розрізу 20, можна обмежити кількість термоклею, який треба наносити. Відповідну кількість термоклею НМ, який треба наносити, можна відрегулювати експериментально, наприклад до 1-3г/м2. Отже, перший нижній шар 2 можна прикріплювати до поглинаючої структури З термоклеєм НМ, нанесеним уздовж периферичного краю 8 отвору 7, і таким чином можна фіксувати периферичний край 8. Кількість термоклею НМ, який треба наносити на перший нижній шар 2, на наступному етапі можна зменшити або виключити його застосування. Початковими матеріалами для різних шарів, наприклад безперервного нижнього шару 50А, безперервного зовнішнього покриваючого шару 93129 10 50В та першого нижнього шару 2, можна на вибір застосовувати матеріали, які зазвичай використовують в цій галузі, в тому числі неткані матеріали, плівки або повітропроникні плівки, кожні виготовлені з термопластичних смол. Прикріплення цих шарів до безперервних еластичних елементів 40 можна здійснювати за допомогою термоклею НМ або методом термозварювання. При застосуванні термоклею конкретна схема його нанесення не уточнюється, і можна на вибір застосовувати схему нанесення клею, наприклад, у вигляді смужок, спіралі або точок. Для виконання розрізів 20 можна на вибір використовувати добре відомі різальні пристрої, наприклад дисковий ніж, пристрій для розрізання термозварених матеріалів, ультразвуковий ніж або гідромеханічний ніж. Замість використання ряду гумових ниток як безперервних еластичних елементів 40 можна використовувати одну еластичну пластикову плівку або еластичний нетканий матеріал. В цьому випадку периферичний край 8 отвору 7 у безперервному зовнішньому шарі 50 можна прикріпити разом з одним нетканим матеріалом або подібним матеріалом, застосовуваним замість безперервних еластичних елементів 40, до першого нижнього шару 2 методом термозварювання або за допомогою термоклеєю НМ. Якщо еластичні елементи 40 замінити одним нетканим або подібним матеріалом, то такий нетканий або інший матеріал буде більш надійно захищений від відшаровування від периферичного краю 8 отвору 7, ніж у варіанті з еластичними елементами, що включають ряд гумових ниток, навіть якщо такий нетканий або подібний матеріал стягується. У підгузнику 1, виготовленому вищеописаним способом, безперервний зовнішній шар 50 з прикріпленими до нього безперервними еластичними елементами 40 виконаний на ділянці, поверненій до поглинаючої структури З, з отвором 7, крізь який видно перший нижній шар 2 поглинаючої структури 3. Отвір 7 дає можливість доступу оточуючого повітря до першого нижнього шару 2, прикріпленого до поглинаючої структури 3. Отже, запропоновано підгузник 1 з гарантованою високою повітропроникністю поглинаючої структури 3. Крім того, оголений таким чином перший нижній шар 2 зберігає хорошу видимість надрукованого на ньому графічного зображення 15 або логотипу. Крім того, даний спосіб дає можливість безперервному зовнішньому шару 50 розтягуватися під дією розтягуючого зусилля у напрямку, паралельному напрямку обробки MD, під час виконання розрізів у цьому шарі. Іншими словами, безперервний зовнішній шар 50 розтягують до ширини підгузника 1 як закінченого виробу. В результаті, можна зменшити розмір (виміряний у напрямку обробки) початкового матеріалу, який подається з рулону і який має стати розміром ширини окремого підгузника 1, до розміру ширини окремого підгузника 1. Порівняно з варіантом, в якому немає етапу виконання розрізів, продуктивність можна підвищити, а технологічну собівартість зменшити за умови максимального збільшення швидкості подачі. 11 Можна також виконати ряд розрізів 20, що проходять уздовж центральної лінії М. Наприклад, якщо два розрізи 20 відокремити один від одного вздовж центральної лінії М для утворення двох отворів 7, то ділянки безперервного зовнішнього 93129 12 шару 50, які є безперервними у напрямку його обробки MD, можна збільшити, і рух безперервного зовнішнього шару 50 можна стабілізувати таким чином, що ним можна буде легко маніпулювати. 13 Комп’ютерна верстка А. Крижанівський 93129 Підписне 14 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюAbsorptive wearing good and method for its manufacturing
Автори англійськоюOtsubo, Toshifumi
Назва патенту російськоюПоглощающий предмет одежды и способ его изготовления
Автори російськоюОцубо Тошифуми
МПК / Мітки
МПК: A61F 13/514, A61F 13/15, A61F 13/49
Мітки: предмет, виготовлення, одягу, вбираючий, спосіб
Код посилання
<a href="https://ua.patents.su/7-93129-vbirayuchijj-predmet-odyagu-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Вбираючий предмет одягу та спосіб його виготовлення</a>
Еластична прокладка, спосіб її виготовлення і предмет одягу, в якому вона застосована
Номер патенту: 72498
Опубліковано: 15.03.2005
Автори: Шербель Ульріх, Герліхер Ант'є
МПК: A41D 27/02, D06C 27/00
Мітки: спосіб, прокладка, застосована, виготовлення, предмет, одягу, еластична, якому
Формула / Реферат:
1. Еластична прокладка, що містить каркас на основі тканини, трикотажу чи трикотажу з прокладкою утокової нитки, причому матеріалом основної й утокової ниток є комплексна нитка, і адгезивний шар, нанесений на одну сторону каркаса, яка відрізняється тим, що виконана ворсованою на стороні, на якій немає адгезиву.2. Прокладка за п. 1, яка відрізняється тим, що комплексна нитка складається з поліефіру і/або поліаміду.3. Прокладка за...
Предмет одягу у формі трусиків
Номер патенту: 91294
Опубліковано: 12.07.2010
Автори: Аоягі Нацуко, Кенмочі Ясухіко, Танака Кайоко, Кіношіта Акійоші
МПК: A61F 13/56, A61F 13/49, A61F 13/496
Мітки: предмет, одягу, трусиків, форми
Формула / Реферат:
1. Предмет одягу (1) у формі трусиків, що включає:першу ділянку талії (6), яка відповідає одній, передній або задній, ділянці талії;другу ділянку талії (7), яка відповідає іншій, передній або задній, ділянці талії, причому друга ділянка талії у периферичному напрямку має таку саму ширину, що і перша ділянка талії;кріпильний засіб (14), що скріплює разом першу і другу ділянки талії з можливістю від'єднання і повторного...
Спосіб виготовлення дитячого трансформовного одягу

Номер патенту: 33545
Опубліковано: 25.06.2008
Автор: Мишко Катерина Йосипівна
МПК: A41D 15/00
Мітки: дитячого, трансформовного, одягу, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення дитячого трансформовного одягу, що включає прокладання куліси та протягування через кулісу засобу фіксації, який відрізняється тим, що кулісу прокладають на деталях одягу горизонтально на пілочці і спинці по лінії талії та вертикально на рукавах і брючинах до ліній їх згинання, а як засіб фіксації виробу використовують еластичний шнур.2. Спосіб за п. 1, який відрізняється тим, що додатково в верхній частині...
Агресивозахисний матеріал для одягу спеціального призначення і спосіб його виготовлення
Номер патенту: 70796
Опубліковано: 15.10.2004
Автори: Мичко Анатолій Андрійович, Михайлова Ніна Василівна, Ковтун Раїса Іванівна
МПК: D06N 3/00
Мітки: матеріал, спеціального, спосіб, призначення, одягу, агресивозахисний, виготовлення
Формула / Реферат:
1. Агресивозахисний матеріал для одягу спеціального призначення, що містить тканинну основу з полімерним покриттям на основі етиленпропіленового каучуку СКЕПТ-50 на лицьовій та виворітній стороні, який відрізняється тим, що полімерне покриття на лицьовій стороні складається з грунтувального шару масою 25-30 г/м2, двох основних шарів масою 50-60г/м2 кожний і оздоблювального шару масою 30-40 г/м2, а полімерне покриття на виворітній стороні...
Повітропроникний плівковий/нетканий шаруватий матеріал (його варіанти),поглинальний виріб для особистої гігієни,предмет одягу, спосіб одержання повітропроникного плівкового/нетканого шаруватого матеріалу (його
Номер патенту: 26938
Опубліковано: 29.12.1999
Автор: Маккормак Енн Луіз
МПК: A61L 15/00, C08J 9/00, D04H 13/00, B29C 65/40, B32B 5/22, A61F 13/514, A61F 5/44, B32B 27/32, A61F 13/49, D06M 17/00, B32B 27/12, A61F 13/515, A61F 13/15
Мітки: одягу, виріб, матеріалу, гігієни,предмет, шаруватий, варіанти),поглинальний, матеріал, особистої, одержання, повітропроникного, спосіб, шаруватого, повітропроникний, його
Текст:
...слой при уссегрегациями одного компонента в друловии, что они не будут серьезно ухудгом. Кроме того, для образования волокшать способность пленки пропускать вознистого нетканого опорного слоя могут дух и соединяться посредством тепловой быть использованы двухкомпонентные во- 40 сварки с комфортным слоем 3 волокнислокна. При всех таких конфигурациях вотого полиолефинового нетканого полотна. локон клеящее вещество должно быть Как правило,...
Попередній патент: Монета з розпізнавальним передзвоном
Наступний патент: Спосіб визначення вмісту кісткових включень в м’ясних продуктах, виготовлених з подрібненої м’ясної сировини
Випадковий патент: Атравматична голка з боковими отворами