Мастило для прокатки стальних безшовних труб та спосіб його одержання
Номер патенту: 94340
Опубліковано: 26.04.2011
Автори: Іванов Костянтин Олександрович, Черемисінова Анна Олександрівна, Стеба Володимир Костянтинович, Корольков Сергій Ігорович, Сорока Петро Гнатович, Панасенко Станіслав Панасович, Степневська Яна Валеріївна
Формула / Реферат
1. Мастило для прокатки стальних безшовних труб на основі неорганічних фосфатів металів, що містять Na2O·Р2О5, та містить тетраборат натрію, яке відрізняється тим, що додатково містить сульфат натрію при такому співвідношенні компонентів, % мас.:
фосфати металів
85-95
тетраборат натрію
4-13
сульфат натрію
1-9,
причому фосфати металів містять Na2O·Р2О5 та метафосфат кальцію і мають склад, % мас.:
Р2О5
58,0-67,8
Na2O
31,6-41,4
СаО
0,3-0,6.
2. Спосіб одержання мастила для прокатки стальних безшовних труб за п. 1 шляхом термообробки сольової суміші фосфатів металів, який відрізняється тим, що як фосфати металів використовують ортофосфати натрію з мольним співвідношенням Na2O:P2O5=1,0-1,5 у вигляді водного розчину з густиною 1400-1500 кг/м3, у склад якого перед термообробкою вводять тетраборат натрію, монофосфат кальцію та сульфат натрію при такому співвідношенні компонентів, % мас.:
ортофосфати натрію
40,0-50,0
тетраборат натрію
0,5-5,6
монофосфат кальцію
0,4-0,9
сульфат натрію
0,4-4,5
вода
решта,
а термообробку проводять в одну стадію шляхом диспергування розчину стислим повітрям в об'єм розпилювача-сушарки при температурі 300-350 °С протягом 1,1-1,3 години з наступною сепарацією порошку.
Текст
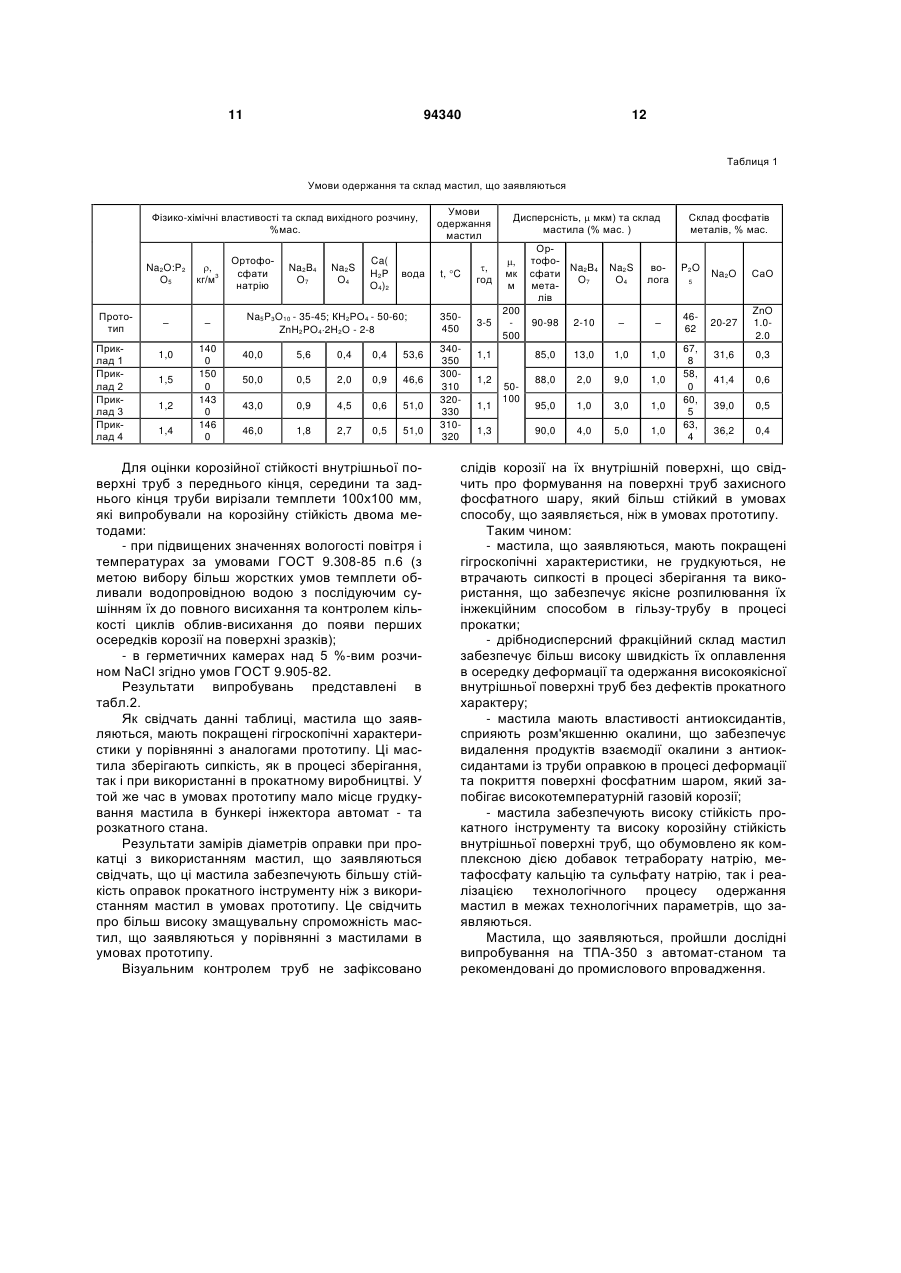
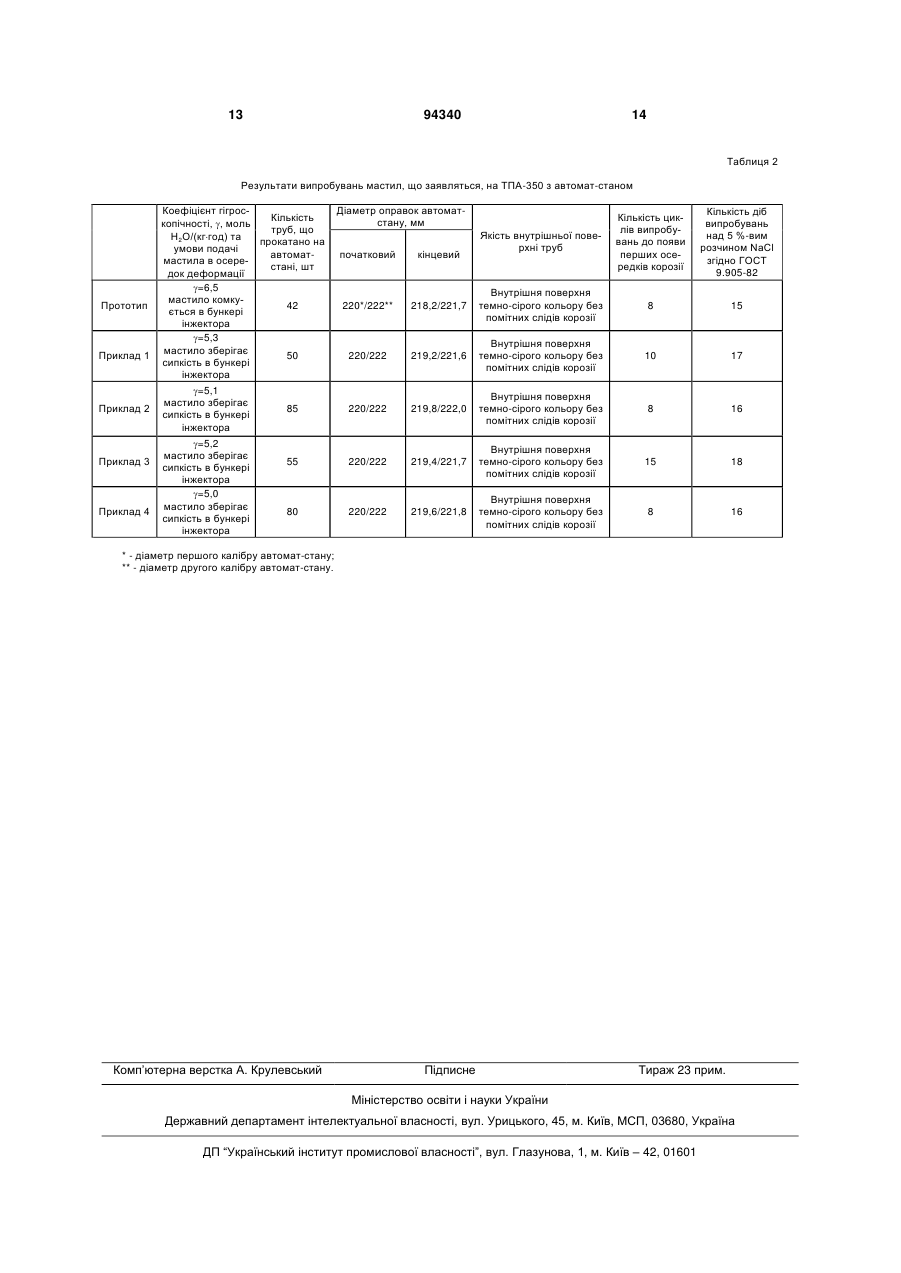
1. Мастило для прокатки стальних безшовних труб на основі неорганічних фосфатів металів, що містять Na2O·Р2О5, та містить тетраборат натрію, яке відрізняється тим, що додатково містить су C2 2 UA 1 3 Відоме [А.С. 1004459 СССР, МКИ3 С10М 7/02 Смазка для горячей обработки металлов / Э.В. Верховцев, А.Д. Демидов, Г.И. Овчаренко (СССР). - № 3242018/23-04; заявл 28.01.81, опубл. 15.03.83. Бюл. № 10] мастило для гарячої обробки металів на основі поліфосфатів лужних металів, що містить триполіфосфат натрію, галогенід металу, солі вугільної кислоти та воду при наступному співвідношенні компонентів, % мас: триполіфосфат натрію 2-5; галогенід літію, кадмію або стронцію 10-15; вуглекислий натрій, магній або літій 10-15; вода залишок. Мастило готують розчиненням у воді сольових компонентів та застосовують шляхом розпилювання сольового розчину на поверхню металу. Недоліки мастила: - високе корозійне ураження металевої поверхні через присутність у складі мастила неорганічних хлоридів літію, кадмію або стронцію; - високе пароутворення в процесі високотемпературної деформації. Відомо технологічне мастило [А.С. 262301 СССР, МКИ.3 С10М Смазка для горячей обработки металла / X. Грунце, М. Грунце (ГДР). - № 1109959/23-4; заявл. 26.10.66; опубл. 26.01.70. Бюл. № 6] для гарячої обробки металів на основі суміші орто- та конденсованих фосфатів лужних металів, яке містить орто- або конденсований фосфат калію та оксиди двовалентних (CaO, MgO, BaO) та тривалентних металів (Fe2O3, Al2O3) при мольному відношенні: МеО: (Fe2O3, Аl2О3)≤2, де МеО - оксид двовалентного металу. Мастило може вміщувати також Сr2О3 та оксиди, які одночасно містять дво- та тривалентний метал, наприклад Fe3O4. Мастило одержують шляхом безпосереднього змішування полімерних фосфатів лужних металів (переважно поліфосфату калію) та оксидів дво- та тривалентних металів з наступним подрібненням одержаної сольової суміші та термообробкою її в осередку деформації. В умовах способу сольовий склад мастила формується безпосередньо у гільзітрубі шляхом взаємодії високотемпературних поліфосфатів калію та оксиду заліза (III) з одержанням суміші полімерних фосфатів калію та заліза з короткою довжиною ланцюжків. Недоліки мастила: - низька корозійна стійкість внутрішньої поверхні труб через відсутність у складі мастила інгредієнтів, що забезпечують протикорозійний захист; - вузька область застосування мастила. Недоліки способу - спосіб не забезпечує одержання мастила з необхідними технологічними та експлуатаційними характеристиками. Найбільш близьким по складу та результату, що досягається, до запропонованого винаходу є мастило для гарячої обробки металів тиском [Пат. 83779 Украина, МПК7 С10М 103/00, С10М 125/26. Мастило для гарячої оброки металів тиском та спосіб його одержання / Панасенко С.П., Єсаулов Г.О., Польський Г.М., Стеба В.К., Корольков С.I., Зеленський О.І., Чуєв А.В., Іванов К.О., Мінін В.А. (Україна) - N 200709266; заявл. 14.08.07; опубл. 94340 4 11.08.08. Бюл. № 15 - прототип], яке містить фосфати металів та тетраборат натрію при наступному співвідношенні компонентів, % мас: фосфати металів 90-98, тетраборат натрію 2-10. Причому фосфати металів мають склад, % мас: Р2О5 46-62, Na2O 20-27, К2О 18-24, ZnO 1-2. Мастило застосовують в якості порошку, який за допомогою спеціального пристрою вдувають у гільзу-трубу безпосередньо перед деформацією. Недоліки прототипу: - висока гігроскопічність та злежуваність мастила, що призводить до його грудкування та втрати сипкості в процесі зберігання, що робить неможливим здійснення його якісного розпилювання в гільзу-трубу; - низька швидкість оплавлення мастила, що призводить до погіршення якості внутрішньої поверхні труб; - підвищена токсичність мастила через вміст в його складі сполук цинку, що мають ІІ-й клас безпечності згідно з ГОСТ 12.1.007-76; - вузька сфера застосування мастила (мастило не має властивостей антиоксидантів і придатне для застосування тільки на розкатних станах); - висока собівартість мастила через необхідність застосування дорогої сировини (триполіфосфату натрію, монофосфату калію та цинку). Найбільш близьким до способу, що заявляється, є спосіб одержання мастила [Пат. 83779 Украина, МПК7 С10М 103/00, С10М 125/26. Мастило для гарячої оброки металів тиском та спосіб його одержання / Панасенко С.П., Єсаулов Г.О., Польський Г.М., Стеба В.К., Корольков С.І., Зеленський О.І., Чуєв А.В., Іванов К.О., Мінін В.А. (Україна) - N 200709266; заявл. 14.08.07; опубл. 11.08.08. Бюл. № 15 - прототип] шляхом безпосереднього змішування триполіфосфату натрію з ортофосфатами калію та цинку при такому співвідношенні компонентів, % мас: Na5P3O10 35-45, КН2РО4 50-60, Zn(H2PO4)2·2H2O 2-8, з наступною термообробкою суміші при температурі 350-450 °С протягом 3-5 годин з послідуючим подрібненням маси у кульовому млині з додаванням до сольової суміші 2-10 % мас. тетраборату натрію. Недоліки способу: - складність способу через його багатостадійність (змішування сольових компонентів, термообробка сольової суміші, подрібнення маси з додаванням до її складу тетраборату натрію); - довгочасність пічної термообробки (3-5 годин та пов'язані з цим високі питомі енерговитрати). Задачею винаходу є удосконалення складу мастила та способу його одержання шляхом застосування як мастила фосфатів лужних металів з добавками тетраборату натрію, метафосфату кальцію та сульфату натрію з метою: - покращення фізико-механічних властивостей 5 мастила (зменшення гігроскопічності та злежуваності), що при зберіганні та застосуванні мастила виключить його грудкування та втрату сипкості порошкоподібного продукту; - підвищення швидкості оплавлення мастила, що сприятиме покращенню якості внутрішньої поверхні труб; - можливість здійснення подачі в гільзу-трубу безпосередньо перед осередком деформації; - зменшення токсичності мастила; - розширення області застосування мастила, у тому числі при прокатці труб як на автомат- так і на розкатних станах. Поставлена задача вирішується тим, що відоме мастило на основі фосфатів лужних металів, до складу якого входить P2O5, Na2O та тетраборат натрію, згідно з винаходом, додатково містить сульфат натрію при наступному співвідношенні компонентів, % мас: фосфати металів 85-95, тетраборат натрію 4-13, сульфат натрію 1-9. Причому, фосфати металів додатково містять метафосфат кальцію і мають склад, % мас.: Р2 О5 58.0-67.8, Na2O 31.6-41.4, СаО 0.3-0.6. Поставлена задача вирішується також способом одержання мастила для прокатки стальних безшовних труб, що включає термообробку сольової суміші фосфатів, в якому згідно з винаходом як фосфати металів використовують ортофосфати натрію з мольним співвідношенням Na2O:P2O5=1,0-1,5 у вигляді водного розчину з густиною 1400-1500 кг/м3, у склад якого перед термообробкою вводять тетраборат натрію, монофосфат кальцію та сульфат натрію при наступному співвідношенні компонентів, % мас: ортофосфати натрію 40.0-50.0, Na2B4O7 0.5-5.6, Na2SO4 0.4-4.5, Са(Н2РО4)2 0.4-0.9, вода залишок, а термообробку проводять в одну стадію шляхом диспергування розчину стислим повітрям в об'єм розпилювача-сушарки при температурі 300350 °С протягом 1,1-1,3 години з наступною сепарацією порошку. У способі, що заявляється, в залежності від вихідного мольного співвідношення в ортофосфатах Na2O:P2O5 та складу добавок, які додають до фосфатів, можна отримати високоефективні мастила як для автомат- так і розкатних станів. Так, при диспергуванні в об'єм розпилювача-сушарки з температурою 300-350 °С розчинів у вигляді сферичних кульок діаметром 100-200 мкм послідовно протікають процеси випаровування вологи, дегідратації та поліконденсації ортофосфатів з одержанням порошкоподібних неорганічних поліфосфатів з дисперсністю 50-100 мкм. Експериментально доведено, що при використанні ортофосфатів з вихідним мольним співвідношенням Na2O:P2O5=1.0-1.2, процеси поліконденсації протікають у дві стадії: - перша при t=180-200 °C з одержанням гідро 94340 6 пірофосфату натрію по реакції (1): 2NaH2PO4=Na2H2P2O7+H2O (1) - друга - при температурі 300-350 °С з одержанням триметафосфату, гідрополіфосфату натрію по реакціям (2-4): 3Na2H2P2O7=2(NaPO3)3+3H2O (2) 3Na2H2P2O7=2Na3H2P3O10+H2O (3) Na3H2P3O10=(NaPO3)3+3H2O (4) та метафосфату кальцію шляхом поліконденсації монофосфату кальцію за реакцією (5): Са(Н2РО4)2=Са(РО3)2+Н2О (5) Методом елюентної іонообмінної хроматографії підтверджено, що мастила одержані у вищезгаданих умовах, вміщують полімерні фосфати лужних металів у вигляді триметафосфату та триполіфосфату натрію. Такі сольові системи у комбінації з добавками тетраборату та сульфату натрію, а також метафосфату кальцію, мають підвищені антифрикційні та протикорозійні властивості та призначаються для прокатки труб на розкатних станах. У той же час, при диспергуванні в об'єм розпилювача-сушарки розчинів ортофосфатів з мольним співвідношенням Na2O:P2O5=1.3-1.5, процеси поліконденсації протікають переважно з одержанням піро-, триполі- та метафосфатів по реакціям (7-9): NaH2PO4+2Na2H2P2O7=Na5P3O10+2H2O (7) 2Na2HPO4=Na4P2O7+2H2O (8) 3NaH2PO4=(NaPO3)3+3H2O (9) Методом елюентної іонообмінної хроматографії підтверджено, що мастила одержані у вище згаданих умовах вміщують полімерні фосфати лужних металів, переважно, у вигляді піро-, триполі- та триметафосфату натрію. Такі суміші неорганічних полімерних фосфатів лужних металів у комбінації з добавками сульфату та тетраборату натрію, а також метафосфату кальцію, мають властивості антиоксидантів та призначаються для прокатки труб на автомат-станах. Таким чином, спосіб одержання високотемпературних технологічних мастил, що заявляється, залежно від вихідного мольного співвідношення Na2O:P2O5 та кількісного складу неорганічних добавок тетраборату та сульфату натрію, а також монофосфату кальцію, дозволяє одержувати необхідні технологічні мастила для усього процесу високотемпературної обробки металів тиском - як для розкатних, так і для автомат-станів. Неорганічні добавки тетраборату натрію та метафосфату кальцію, що утворюється у процесі високотемпературної поліконденсації монофосфату кальцію за реакцією (5), забезпечують у сукупності як протикорозійні так і антифрикційні властивості мастила. Тетраборат натрію через значну буферну ємність регулює кислотність технологічного мастила та підтримує її в процесі високотемпературної деформації на рівні рН=8,5-9,5. У комбінації з метафосфатом кальцію тетраборат натрію забезпечує необхідний протикорозійний захист внутрішньої поверхні труб та змащувальний ефект мастила при прокатці труб на розкатних станах. За механізмом протикорозійної дії та її ефективністю метафосфат кальцію не пос 7 тупається метафосфату цинку, що застосовано в якості добавок в умовах прототипу. Але метафосфат цинку відноситься до токсичних сполук (II-ий клас безпечності за ГОСТ 12.1.007-76) та оказує (особливо у дрібнодисперсному стані) негативний вплив на здоров'я працівників. Метафосфат кальцію має IV клас безпечності за ГОСТ 12.1.007-76 (відноситься до практично небезпечних сполук) і має перевагу при застосуванні у складі мастила над метафосфатом цинку по токсикологічним характеристикам. У процесі сушіння та поліконденсації ортофосфатів в об'ємі розпилювача-сушарки добавки тетраборату та сульфату натрію рівномірно розподіляються по об'єму порошкоподібного мастила (в умовах прототипу тетраборат натрію вводять до складу мастила у кульовому млині). Ці добавки виконують роль сполук, що зменшують число фазових контактів між частинками полімерних фосфатів, що сприяє зменшенню гігроскопічності, злежуваності мастила, запобігає його грудкуванню та втраті сипкості. Так мастила, що одержані в умовах прототипу, мають коефіцієнт гігроскопічності =6,5 моль Н2О/(кггод), а у способі, що заявляється - =5,0-5,3 мольН2О/(кггод). Низька швидкість оплавлення мастила в гільзітрубі та осередку деформації в умовах прототипу обумовлена як присутністю у складі мастила метафосфату цинку з температурою плавлення tпл=1200 °С так і достатньо крупним розміром частинок (200-500 мкм), що одержують при подрібненні мастила у кульовому млині. У способі, що заявляється, замість метафосфату цинку застосовують метафосфат кальцію з температурою плавлення tпл=975 °С, з реалізацією способу одержання високотемпературного технологічного мастила шляхом розпилювання розчинів ортофосфатів лужних металів в об'єм розпилювача-сушарки, що забезпечує одержання порошкоподібного мастила з дисперсністю 50-100 мкм, яке швидко оплавляється в осередку деформації. Крім того, реалізація способу одержання мастила з використанням вихідних розчинів ортофосфатів натрію з мольним співвідношенням Na2O:P2О5=1.3-1.5, що додатково містять тетраборат натрію, сульфат натрію та метафосфат кальцію, забезпечує одержання мастила з властивостями антиоксидантів. Такі мастила в гільзі-трубі та осередку деформації сприяють легкому відокремленню шару окалини від поверхні гарячого металу при контакті її з працюючою поверхнею нерухомої оправки та запобігають формуванню нового шару окалини в процесі прокатки труб на розкатних станах. Нижче наведені приклади одержання мастила, що заявляється, та застосування його в процесах гарячої прокатки труб. Приклад 1 У скляний «Simax» - реактор об'ємом 50 л, що укомплектований перемішувачем та змійовиком для пропускання теплоносія - гріючої пари, завантажують 63,0 кг розчину ортофосфатів натрію з густиною 1400 кг/м3 та мольним співвідношенням Nа2О:Р2О5=1,0. Розчин нагрівають до температури 70-90 °С шляхом пропускання гріючої пари з 94340 8 Р=0,15 МПа від парогенератора крізь змійовик. В реактор вводять розрахункову кількість тетраборату натрію, сульфату натрію та монофосфату кальцію. При перемішуванні розчиняють добавки з одержанням розчину складу, % мас: Ортофосфати натрію 40.0, Na2B4O7 5.6, Na2SO4 0.4, Ca(H2PO4)2 0.4, вода залишок Зневоднення розчину, дегідратацію добавок і ортофосфатів та поліконденсацію останніх проводять в одну стадію шляхом розпилювання розчину в об'єм розпилювача - сушарки з температурою 340-350 °С. Розчин розпилюють у вигляді конічного вихрового потоку за допомогою пневматичної форсунки, що працює під тиском 0,2 МПа, з витратою розчину 55 кг/год та тривалістю процесу 1,1 години. Відпрацьований теплоносій, що вміщує порошкоподібну суміш полімерних фосфатів, направляють на сепарацію у батарею циклонів, збирають у бункері та зважують. Маса мастила, що одержана, 25,2 кг, дисперсність продукту 50-100 мкм. Мастило вміщує, % мас: фосфати металів 85.0, тетраборат натрію 13.0, сульфат натрію 1.0, волога 1.0, При цьому, фосфати металів мають склад, % мас: Р2О5 67.8, Na2O 31.6, СаО 0.6. Мастило використовують при гарячій прокатці стальних безшовних труб на розкатних станах з метою захисту внутрішньої поверхні труб від корозійного ураження. Приклад 2 У «Simax» - реактор прикладу 1 завантажують 65 кг розчину ортофосфатів натрію з густиною 1500 кг/м3 та мольним співвідношенням Na2O:P2O5=1,5. Розчин нагрівають до температури 70-90 °С як це описано у прикладі 1. В реактор вводять розрахункову кількість добавок тетраборату натрію, сульфату натрію та монофосфату кальцію. Зневоднення розчину, дегідратацію добавок та поліконденсацію ортофосфатів проводять у розпилювачі-сушарці при t=300-310 °С як це описано у прикладі 1. Тривалість процесу 1,2 години. Відпрацьований теплоносій та порошкоподібну суміш полімерних фосфатів розділяють шляхом сепарації у батареї циклонів. Продукт збирають у бункері, зважують та визначають його склад. Маса продукту 24,2 кг. Мастило вміщує, % мас: фосфати металів 88,0; сульфат натрію 9,0; тетраборат натрію 2,0; метафосфат кальцію 1,0; волога 1,0. Фосфати металів мають склад, % мас: Р2О5 58,3; Na2O 41,4; СаО 0,3. 9 Мастило використовують в якості антиоксиданту при гарячій прокатці стальних безшовних труб на автомат-станах. В таблиці 1 представлені інші приклади реалізації способів одержання високотемпературних технологічних мастил, що заявляються. Як засвідчили результати експериментів по одержанню мастил та результати їх випробувань, при застосуванні вихідних розчинів з густиною менше ніж 1400 кг/м3 та при температурі в зоні сушіння мастила менше ніж 300 °С одержують порошкоподібні продукти з вологістю більше 1 %, що приводить до грудкування мастила при зберіганні та втраті його сипкості. Крім того, такі мастила містять значну кількість ортофосфатів лужних металів, що погіршує їх антифрикційні властивості. Застосування вихідних розчинів з густиною більше ніж 1500 кг/м3 призводить до закупорювання сопла форсунки через кристалізацію ортофосфатів. Температуру вище ніж 350 °С в зоні сушіння розпилювача-сушарки використовувати не бажано через те, що процеси сушіння і поліконденсації ортофосфатів з одержанням поліфосфатів необхідного складу завершуються при t=350 °С. Проводити термообробку за термін менше ніж 1,1 години не доцільно через те, що процес поліконденсації за такий термін не завершуються та зразки мастил містять значний відсоток ортофосфатів. У той же час, по складу та експлуатаційним характеристикам мастила, що одержані за термін більший ніж 1,3 години, майже не відрізняється від продуктів, що одержані за термін 1,3 години. Застосування мастил з вмістом добавок Na2B4O70,6 % не забезпечує покращення їх фізико-механічних та антифрикційних властивостей порівняно з аналогічними мастилами, що одержані при вмісті добавок в діапазоні параметрів, що заявляються. Тобто, задача винаходу може бути вирішена тільки в діапазоні параметрів, що заявляються. Випробування дослідних партій мастил, що одержані в умовах способу, який заявляється, проводили на промисловому обладнанні - трубопрокатному агрегаті ТПА-350 з автомат станом ТОВ «ІНТЕРПАЙП НІКОТЬЮБ» м. Нікополь Дніпропет 94340 10 ровської області при прокатці труб розміром 245х10 мм із сталі 09Г2С. Мастила з властивостями антиоксидантів, що одержані за умовами прикладів 2, 4, випробували на автомат-стані, а мастила з антикорозійними властивостями - на розкатному стані. Мастило з властивостями антиоксидантів вагою 10 кг завантажували в бункер інжектора автомат-стана та подавали інжекційним способом з витратою 90 г в гільзу після другого прошивного стану перед деформацією на автомат-стані. В процесі деформації розплав мастила за допомогою нерухомої оправки розподілявся по внутрішній поверхні після чого гільзу прокатували в автомат-стані. При взаємодії окалини та антиоксиданту протікало розм'якшення окалини, яка сумісно з антиоксидантом виконувала роль технологічного мастила. В процесі деформації на автомат-стані продукти взаємодії антиоксиданта та розм'якшеної окалини видаляються нерухомою оправкою із осередку деформації, що забезпечує, таким чином, оптимальні умови тертя, високу якість та захист внутрішньої поверхні труби від окиснення перед наступною деформацією на розкатному стані. Мастила з антикорозійними властивостями, що одержані у прикладах 1 та 3, завантажували у бункер інжектора розкатного стану і подавали інжекційним способом у кількості 90-100 г в гарячу трубу, що прокатана в автомат-стані. В процесі деформації розплав мастила покривав внутрішню поверхню труби та забезпечував оптимальні умови тертя на контакті «нерухома оправка - метал, що деформується». Оцінку якості мастила проводили шляхом контролю слідуючих параметрів: - коефіцієнта гігроскопічності мастила та його сипкості в процесі подачі інжекційним способом в гільзу та трубу. Коефіцієнт гігроскопічності мастила вимірювали експериментально динамічним методом [Кувшинников И.М. Минеральные удобрения и соли: Свойства и способы их получения. М., Химия, 1987. -256 с]. Сипкість мастила контролювали візуально; - стійкості прокатного інструменту (контролювали шляхом замірів в процесі прокатки діаметрів оправки); - якості внутрішньої поверхні труб (контролювали візуально); - проводили корозійні випробування захисного шару, що сформувався на внутрішній поверхні труб. 11 94340 12 Таблиця 1 Умови одержання та склад мастил, що заявляються Фізико-хімічні властивості та склад вихідного розчину, %мас. Na2O:P2 O5 Прототип Приклад 1 Приклад 2 Приклад 3 Приклад 4 , кг/м3 – – 1,0 1,5 1,2 1,4 140 0 150 0 143 0 146 0 Ортофосфати натрію Na2B4 O7 Na2S O4 Ca( H2P O4)2 вода Na5P3O10 - 35-45; КН2РО4 - 50-60; ZnH2PO42H2O - 2-8 40,0 5,6 0,4 0,4 53,6 50,0 0,5 2,0 0,9 46,6 43,0 0,9 4,5 0,6 51,0 46,0 1,8 2,7 0,5 51,0 Для оцінки корозійної стійкості внутрішньої поверхні труб з переднього кінця, середини та заднього кінця труби вирізали темплети 100х100 мм, які випробували на корозійну стійкість двома методами: - при підвищених значеннях вологості повітря і температурах за умовами ГОСТ 9.308-85 п.6 (з метою вибору більш жорстких умов темплети обливали водопровідною водою з послідуючим сушінням їх до повного висихання та контролем кількості циклів облив-висихання до появи перших осередків корозії на поверхні зразків); - в герметичних камерах над 5 %-вим розчином NaCl згідно умов ГОСТ 9.905-82. Результати випробувань представлені в табл.2. Як свідчать данні таблиці, мастила що заявляються, мають покращені гігроскопічні характеристики у порівнянні з аналогами прототипу. Ці мастила зберігають сипкість, як в процесі зберігання, так і при використанні в прокатному виробництві. У той же час в умовах прототипу мало місце грудкування мастила в бункері інжектора автомат - та розкатного стана. Результати замірів діаметрів оправки при прокатці з використанням мастил, що заявляються свідчать, що ці мастила забезпечують більшу стійкість оправок прокатного інструменту ніж з використанням мастил в умовах прототипу. Це свідчить про більш високу змащувальну спроможність мастил, що заявляються у порівнянні з мастилами в умовах прототипу. Візуальним контролем труб не зафіксовано Умови одержання мастил t, C 350450 340350 300310 320330 310320 Дисперсність, мкм) та склад мастила (% мас. ) , год , мк м ОртофоNa2B4 сфати O7 металів 3-5 200 500 90-98 1,1 1,3 50100 Na2S O4 волога P2O 2-10 – – 4662 85,0 1,1 1,2 Склад фосфатів металів, % мас. 13,0 1,0 1,0 88,0 2,0 9,0 1,0 95,0 1,0 3,0 1,0 90,0 4,0 5,0 1,0 5 67, 8 58, 0 60, 5 63, 4 Na2O СаО 20-27 ZnO 1.02.0 31,6 0,3 41,4 0,6 39,0 0,5 36,2 0,4 слідів корозії на їх внутрішній поверхні, що свідчить про формування на поверхні труб захисного фосфатного шару, який більш стійкий в умовах способу, що заявляється, ніж в умовах прототипу. Таким чином: - мастила, що заявляються, мають покращені гігроскопічні характеристики, не грудкуються, не втрачають сипкості в процесі зберігання та використання, що забезпечує якісне розпилювання їх інжекційним способом в гільзу-трубу в процесі прокатки; - дрібнодисперсний фракційний склад мастил забезпечує більш високу швидкість їх оплавлення в осередку деформації та одержання високоякісної внутрішньої поверхні труб без дефектів прокатного характеру; - мастила мають властивості антиоксидантів, сприяють розм'якшенню окалини, що забезпечує видалення продуктів взаємодії окалини з антиоксидантами із труби оправкою в процесі деформації та покриття поверхні фосфатним шаром, який запобігає високотемпературній газовій корозії; - мастила забезпечують високу стійкість прокатного інструменту та високу корозійну стійкість внутрішньої поверхні труб, що обумовлено як комплексною дією добавок тетраборату натрію, метафосфату кальцію та сульфату натрію, так і реалізацією технологічного процесу одержання мастил в межах технологічних параметрів, що заявляються. Мастила, що заявляються, пройшли дослідні випробування на ТПА-350 з автомат-станом та рекомендовані до промислового впровадження. 13 94340 14 Таблиця 2 Результати випробувань мастил, що заявляться, на ТПА-350 з автомат-станом Прототип Приклад 1 Приклад 2 Приклад 3 Приклад 4 Коефіцієнт гігросКількість копічності, , моль труб, що Н2О/(кггод) та прокатано на умови подачі автоматмастила в осерестані, шт док деформації =6,5 мастило комку42 ється в бункері інжектора =5,3 мастило зберігає 50 сипкість в бункері інжектора =5,1 мастило зберігає сипкість в бункері інжектора =5,2 мастило зберігає сипкість в бункері інжектора =5,0 мастило зберігає сипкість в бункері інжектора Діаметр оправок автоматстану, мм Якість внутрішньої поверхні труб Кількість циклів випробувань до появи перших осередків корозії Кількість діб випробувань над 5 %-вим розчином NaCl згідно ГОСТ 9.905-82 початковий кінцевий 220*/222** 218,2/221,7 Внутрішня поверхня темно-сірого кольору без помітних слідів корозії 8 15 220/222 219,2/221,6 Внутрішня поверхня темно-сірого кольору без помітних слідів корозії 10 17 85 220/222 219,8/222,0 Внутрішня поверхня темно-сірого кольору без помітних слідів корозії 8 16 55 220/222 219,4/221,7 Внутрішня поверхня темно-сірого кольору без помітних слідів корозії 15 18 80 220/222 219,6/221,8 Внутрішня поверхня темно-сірого кольору без помітних слідів корозії 8 16 * - діаметр першого калібру автомат-стану; ** - діаметр другого калібру автомат-стану. Комп’ютерна верстка А. Крулевський Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюLubrication and process for cogging of steel weldless pipes
Автори англійськоюCheremysinova Anna Oleksandrivna, Panasenko Stanislav Panasovych, Steba Volodymyr Kostiantynovych, Soroka Petro Hnatovych, Ivanov Kostiantyn Oleksandrovych, Korol`kov Serhii Ihorovych, Stepnevska Yana Valeriivna
Назва патенту російськоюСмазка для прокатки стальных бесшовных труб и способ ее получения
Автори російськоюЧеремисинова Анна Александровна, Панасенко Станислав Афанасьевич, Стеба Владимир Константинович, Сорока Петр Игнатьевич, Иванов Костянтин Александрович, Корольков Сергей Игоревич, Степневська Яна Валериевна
МПК / Мітки
МПК: C10N 40/20, C10M 125/22, C10M 125/26, C10M 103/00, C10M 177/00, C10M 125/24
Мітки: мастило, одержання, безшовних, спосіб, труб, стальних, прокатки
Код посилання
<a href="https://ua.patents.su/7-94340-mastilo-dlya-prokatki-stalnikh-bezshovnikh-trub-ta-sposib-jjogo-oderzhannya.html" target="_blank" rel="follow" title="База патентів України">Мастило для прокатки стальних безшовних труб та спосіб його одержання</a>
Спосіб виробництва безшовних стальних труб
Номер патенту: 9478
Опубліковано: 30.09.1996
Автори: Островський Ігор Петрович, Лавренюк Петро Данилович, Лезінська Олена Яківлівна, Бенько Віктор Петрович, Кореняк Юрій Констянтинович, Кісельов Віктор Стефанович, Кислиціна Любов Михайлівна, Чуб Анатолій Васильович, Кармінова Валентина Андріївна, Зуєв Леонід Артемович, Чеха Віктор Миколаєвич
МПК: C21D 9/08, B21B 21/00
Мітки: спосіб, стальних, виробництва, труб, безшовних
Формула / Реферат:
Способ изготовления бесшовных стальных труб, включающий химическую и термическую обработки полой заготовки и последующую ее холодную деформацию, отличающийся тем, что в качестве полой заготовки используюттрубу, коэффициент пластичности металла которой не превышает 0,9, а нагрев при термической обработке производят до температуры, определяемой в соответствии с выражением: где Т - температура в градусах по Кельвину;Dср...
Мастило для гарячої обробки металів тиском та спосіб його одержання
Номер патенту: 83779
Опубліковано: 11.08.2008
Автори: Єсаулов Геннадій Олександрович, Чуєв Анатолій Васильович, Польський Георгій Миколайович, Залеський Олександр Іванович, Панасенко Станіслав Панасович, Стеба Володимир Костянтинович, Іванов Костянтин Олександрович, Корольков Сергій Ігорович, Мінін Василь Анатольович
МПК: C10M 103/00, C10M 125/26
Мітки: спосіб, обробки, мастило, одержання, металів, гарячої, тиском
Формула / Реферат:
1. Мастило для гарячої обробки металів тиском на основі фосфатів металів, яке відрізняється тим, що додатково містить тетраборат натрію при такому співвідношенні компонентів, % мас.:фосфати металів 90-98,тетраборат натрію 2-10,причому фосфати металів мають склад, % мас.:Р2О5 46-62,Na2O 20-27,К2О 18-24,ZnO 1-2.2. Спосіб одержання мастила для гарячої обробки...
Мастило і спосіб його одержання
Номер патенту: 59891
Опубліковано: 15.03.2005
Автори: Кобилянський Євген Васильович, Іщук Юрій Лукич, Кравчук Галина Григорівна, Желєзний Леонід Віталійович, Дугіна Людмила Миколаївна, Лопатюк Віталій Васильович, Ленд'єл Йосип Васильович
МПК: C10M 123/00, C10M 121/00
Мітки: мастило, спосіб, одержання
Формула / Реферат:
1. Мастило, що містить нафтову або синтетичну оливу і карбонат лужно-земельного металу, стабілізований алкілсаліцилатом лужноземельного металу з числом вуглецевих атомів в алкілі 10-18, яке відрізняється тим, що воно додатково містить тетраборат лужно-земельного металу і 12-гідроксистеарат лужно-земельного металу з таким співвідношенням компонентів, мас. %: карбонат лужно-земельного металу 12-17 ...
Мастило і спосіб його одержання
Номер патенту: 75843
Опубліковано: 15.05.2006
Автори: Ленд'єл Йосип Васильович, Василькевич Іван Михайлович, Желєзний Леонід Віталійович, Кравчук Галина Григорівна, Дугіна Людмила Миколаївна, Іщук Юрій Лукич, Кобилянський Євгеній Васильович
МПК: C10M 113/00, C10M 123/00
Мітки: спосіб, одержання, мастило
Формула / Реферат:
1. Мастило, що містить нафтову або синтетичну оливу та загусник на основі карбонату лужноземельного металу, стабілізованого поверхнево-активною речовиною (ПАР), з доданням борату лужноземельного металу і 12-гідроксистеарату лужноземельного металу, яке відрізняється тим, що як основу загусника містить карбонат лужноземельного металу, стабілізований сіллю лужноземельного металу і продукту конденсації за реакцією Манніха алкілфенолів з амінами...
Ущільнювальне мастило для нарізних з’єднань обсадних труб
Номер патенту: 63516
Опубліковано: 15.01.2004
Автори: Білецький Ярослав Семенович, Білецький Мирослав Семенович
МПК: C10N 30/06, C10M 169/04, C10M 149/00, C10M 125/00, C10M 107/00
Мітки: обсадних, ущільнювальне, нарізних, труб, з'єднань, мастило
Формула / Реферат:
Ущільнювальне мастило для нарізних з'єднань обсадних труб, що містить органофільний аеросил, графіт, органічний розчинник, карбамідну смолу і отверджувач, яке відрізняється тим, що мастило як отверджувач містить фосфонові комплексони, де як фосфонові комплексони застосовують нітрилтриметилфосфонову кислоту (НТФ) або оксіетилідендифосфонову кислоту (ОЕДФ) при такому їх співвідношенні, мас. %: органофільний аеросил ...
Попередній патент: Застосування корвітину як засобу фрігопротекторної дії
Наступний патент: Голка для пункції міжхребцевого диска l5 -s1
Випадковий патент: Машина для нанесення етикеток на ємності