Установка для виготовлення та/або обробки панелей
Формула / Реферат
1. Установка (10) для виготовлення та/або обробки панелей, яка включає в себе транспортувальний пристрій для переміщення панелей вздовж напрямку транспортування та оброблювальний пристрій (12) для обробки панелей під час їх переміщення за допомогою транспортувального пристрою, причому транспортувальний пристрій включає в себе два двострічкові конвеєрні засоби (14, 16), кожний з яких має одну верхню нескінченну стрічку (36) та одну нижню нескінченну стрічку (42), кожна з яких має по суті паралельну напрямку транспортування транспортувальну ділянку (38, 40) та відхиляється з двох кінців транспортувальної ділянки (38, 40) відповідними відхилювальними пристроями (24, 26, 28, 30), причому верхні нескінченні стрічки (36) контактують з верхньою поверхнею панелі, яка підлягає транспортуванню, а нижні нескінченні стрічки (42) контактують з її нижньою поверхнею, причому щонайменше одна з нескінченних стрічок (36, 42) спрямовується з боку її транспортувальної ділянки (38, 40) множиною напрямних роликів (48), розташованих між відхилювальними пристроями (24, 26, 28, 30), причому множина напрямних роликів (48), яка за варіантом, якому віддається перевага, складається з двох напрямних роликів (48), встановлені у щонайменше одному роликовому блоці (50).
2. Установка (10) за п. 1, яка відрізняється тим, що у щонайменше одному з двох двострічкових конвеєрних засобів (14, 16) щонайменше один із напрямних роликів (48) встановлений у роликовому блоці (50), прикріпленому до двострічкового конвеєрного засобу (14, 16).
3. Установка (10) за п. 1 або п. 2, яка відрізняється тим, що напрямні ролики (48) мають кільцеву канавку (52), в яку входять нескінченні стрічки (36, 42), причому за варіантом, якому віддається перевага, канавка (52) має загалом прямокутний поперечний переріз.
4. Установка (10) за одним Із попередніх пунктів, яка відрізняється тим, що щонайменше один із двох двострічкових конвеєрних засобів (14, 16) має раму (32, 34) та пристрій для регулювання роликів, прикріплений до рами (32, 34) або виконаний як її частина, за допомогою якого положення та/або орієнтація осі (56) щонайменше одного з напрямних роликів (48) може регулюватися відносно рами (32, 34).
5. Установка (10) за п. 4, яка відрізняється тим, що пристрій для регулювання роликів виконаний з можливістю одночасного регулювання осей (56) множини напрямних роликів (48).
6. Установка (10) за п. 4 або п. 5, що залежить від п. 2, яка відрізняється тим, що пристрій для регулювання роликів виконаний з можливістю одночасного регулювання положення та/або орієнтації щонайменше одного роликового блока (50).
7. Установка (10) за одним із попередніх пунктів, яка відрізняється тим, що ширина нескінченних стрічок (36, 42), виміряна у напрямку, перпендикулярному до напрямку транспортування та паралельному площині (Р) панелі, становить менш ніж приблизно 3 см, за варіантом, якому віддається перевага, від приблизно 2,5 см до приблизно 1 см, а за варіантом, якому віддається навіть більша перевага, приблизно 1,5 см.
8. Установка (10) за одним із попередніх пунктів, яка відрізняється тим, що відстань (d) між двома двострічковими конвеєрними засобами (14, 16) є регул івною.
9. Установка (10) за одним із попередніх пунктів, яка відрізняється тим, що відстань (d) між двома транспортувальними ділянками (38) верхніх нескінченних стрічок (36) двох двострічкових конвеєрних засобів (14, 16) та/або відстань (d) між двома транспортувальними поверхнями (40) нижніх нескінченних стрічок (42) двох двострічкових конвеєрних засобів (14, 16) є регулівною до величини менш ніж приблизно 5 мм, за варіантом, якому віддається перевага, до величини від приблизно 3 мм до приблизно 0,5 мм, а за варіантом, якому віддається навіть більша перевага, до величини приблизно 1 мм.
10. Установка (10) за одним із попередніх пунктів, яка відрізняється тим, що рама (32, 34) щонайменше одного з двострічкових конвеєрних засобів (14, 16) приєднана до рами (22) установки (10) за допомогою щонайменше одного пазового з'єднання (49), причому щонайменше один паз пазового з'єднання простягається загалом паралельно напрямку транспортування.
11. Установка (10) за одним із попередніх пунктів, яка відрізняється тим, що оброблювальний пристрій (12) включає щонайменше один фрезерувальний пристрій (12) для фрезерування поздовжньої кромки та/або поперечної кромки панелі.
Текст
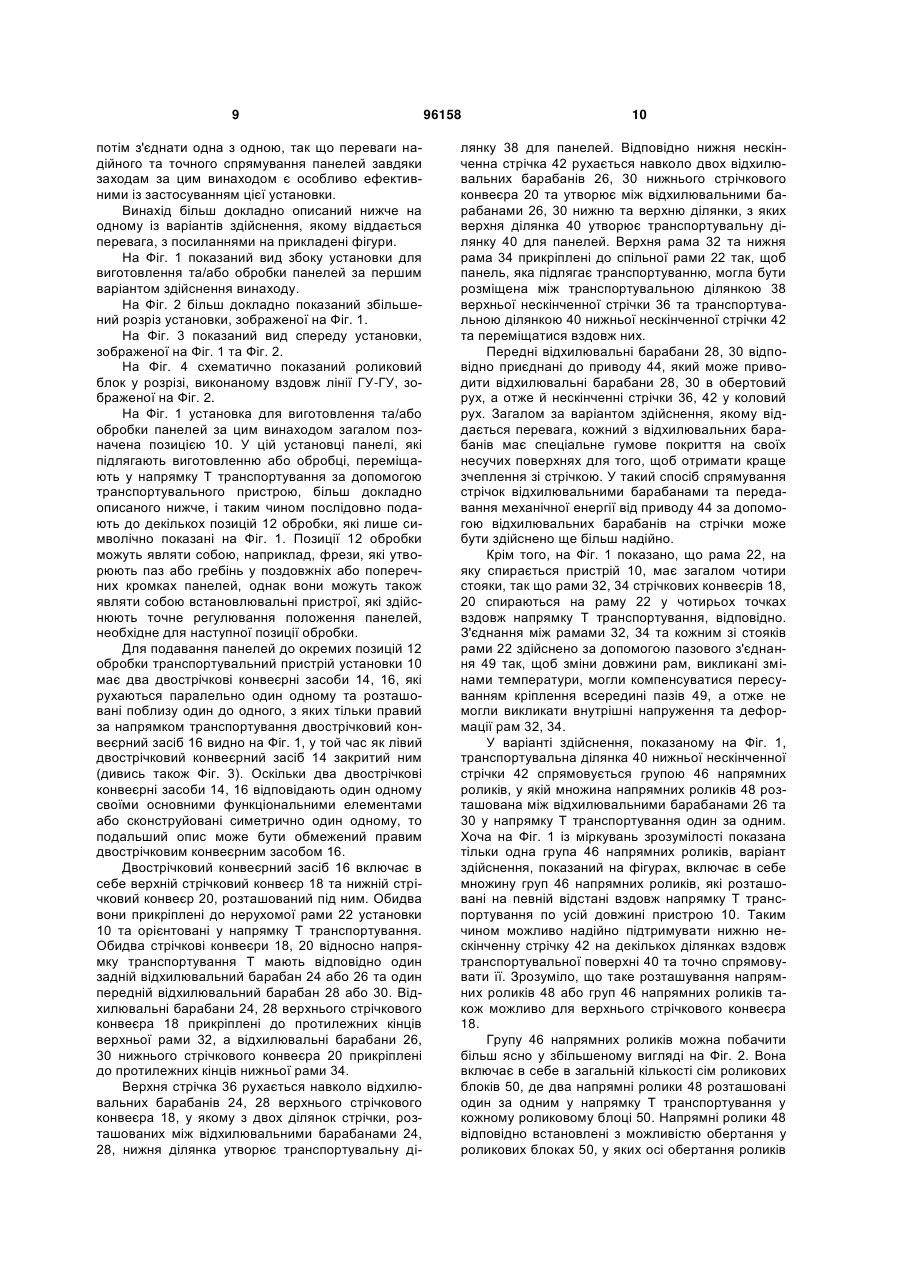
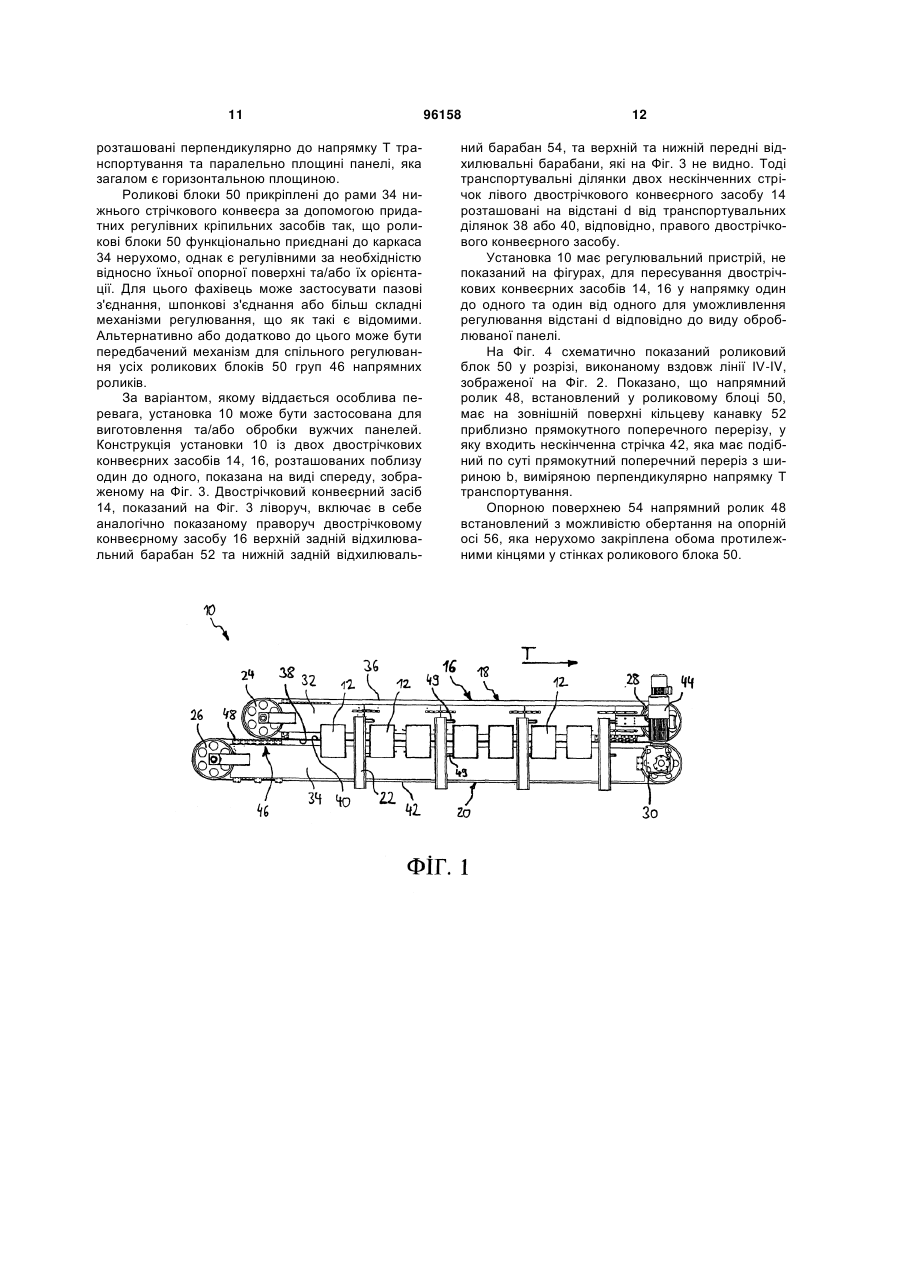
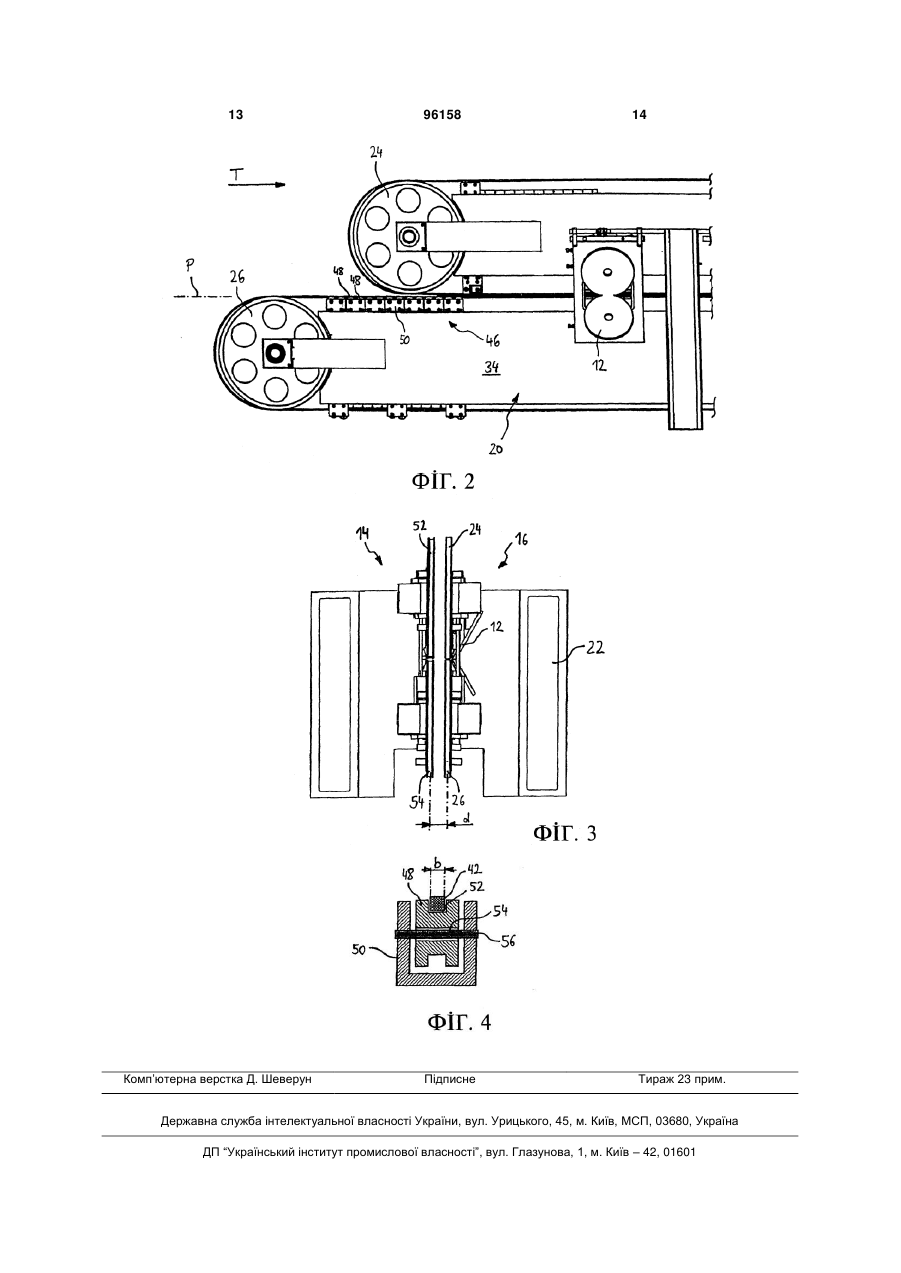
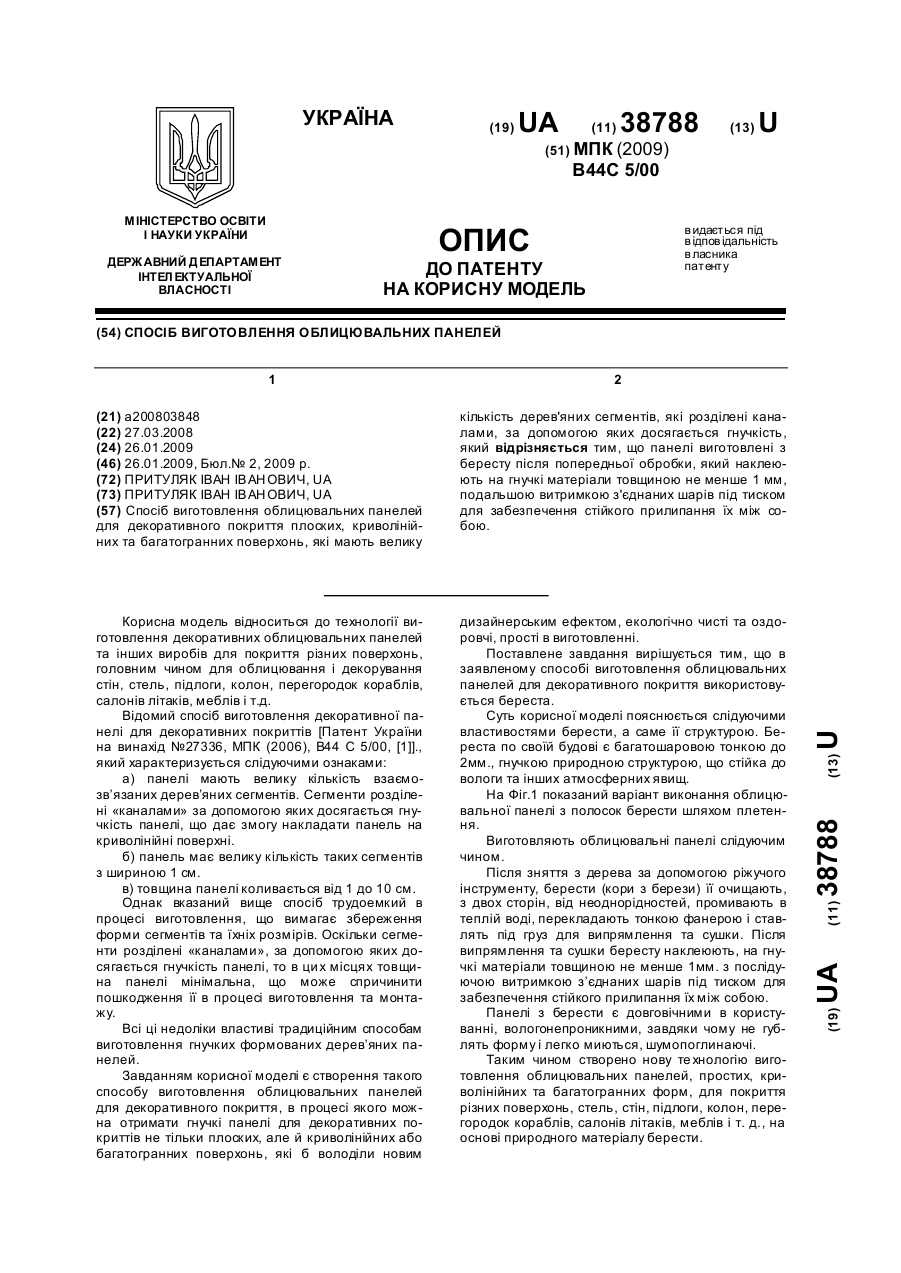
1. Установка (10) для виготовлення та/або обробки панелей, яка включає в себе транспортувальний пристрій для переміщення панелей вздовж напрямку транспортування та оброблювальний пристрій (12) для обробки панелей під час їх переміщення за допомогою транспортувального пристрою, причому транспортувальний пристрій включає в себе два двострічкові конвеєрні засоби (14, 16), кожний з яких має одну верхню нескінченну стрічку (36) та одну нижню нескінченну стрічку (42), кожна з яких має по суті паралельну напрямку транспортування транспортувальну ділянку (38, 40) та відхиляється з двох кінців транспортувальної ділянки (38, 40) відповідними відхилювальними пристроями (24, 26, 28, 30), причому верхні нескінченні стрічки (36) контактують з верхньою поверхнею панелі, яка підлягає транспортуванню, а нижні нескінченні стрічки (42) контактують з її нижньою поверхнею, причому щонайменше одна з нескінченних стрічок (36, 42) спрямовується з боку її транспортувальної ділянки (38, 40) множиною напрямних роликів (48), розташованих між відхилювальними пристроями (24, 26, 28, 30), причому множина напрямних роликів (48), яка за варіантом, якому віддається перевага, складається з двох напрямних роликів (48), встановлені у щонайменше одному роликовому блоці (50). 2. Установка (10) за п. 1, яка відрізняється тим, що у щонайменше одному з двох двострічкових конвеєрних засобів (14, 16) щонайменше один із напрямних роликів (48) встановлений у роликовому блоці (50), прикріпленому до двострічкового конвеєрного засобу (14, 16). 2 (19) 1 3 96158 4 перевага, до величини від приблизно 3 мм до приблизно 0,5 мм, а за варіантом, якому віддається навіть більша перевага, до величини приблизно 1 мм. 10. Установка (10) за одним із попередніх пунктів, яка відрізняється тим, що рама (32, 34) щонайменше одного з двострічкових конвеєрних засобів (14, 16) приєднана до рами (22) установки (10) за допомогою щонайменше одного пазового з'єд нання (49), причому щонайменше один паз пазового з'єднання простягається загалом паралельно напрямку транспортування. 11. Установка (10) за одним із попередніх пунктів, яка відрізняється тим, що оброблювальний пристрій (12) включає щонайменше один фрезерувальний пристрій (12) для фрезерування поздовжньої кромки та/або поперечної кромки панелі. Цей винахід стосується установки для виготовлення та/або обробки панелей, яка включає в себе транспортувальний пристрій для переміщення панелей вздовж напрямку транспортування та оброблювальний пристрій для обробки панелей під час їх переміщення за допомогою транспортувального пристрою. Такі установки відомі, наприклад, у галузі виготовлення панелей покриття підлоги для обробки поздовжніх та/або поперечних кромок панелей. Відомим оброблювальним пристроєм є фреза, яка виконує паз на одному боці панелі, яку переміщає транспортувальний пристрій, та гребінь, який відповідає геометрії паза, на протилежному боці панелі. Обробку панелей для виконання гребеня та паза звичайно виконують на множині позицій обробки, які розташовані на певній відстані вздовж транспортувального пристрою, та на які подають панелі послідовно за допомогою транспортувального пристрою. Для автоматизованого технологічного процесу виготовлення та/або обробки панелей, зокрема, для надійної та точної обробки панелей оброблювальними пристроями, надзвичайно важливо, щоб панелі надійно переміщалися до оброблювальних пристроїв за допомогою транспортувального пристрою у точно визначеному та незмінному положенні та орієнтації цього застосовують ланцюгові конвеєри, у яких нескінченний ланцюг, який перебуває в круговому русі, спрямовується вздовж напрямку транспортування, причому ланки ланцюга мають повзуни, які спрямовуються напрямними, встановленими вздовж напрямку транспортування для спрямування ланцюга, а також опорну поверхню, на якій розташована панель. Для того, щоб зменшити поперечні відхиляння транспортованої панелі від горизонтальної площини, в одній з інших відомих розробок ланцюгового конвеєра повзуни, розташовані на ланках ланцюга, відповідно простягаються з кожного боку перпендикулярно до напрямку транспортування та спрямовуються двома напрямними, які проходять на певній відстані одна від одної паралельно до напрямку транспортування. Однак у практичному застосуванні, зокрема, двох відомих ланцюгових конвеєрів виявилося, що під час переміщення вужчих панелей або переміщення з більш високими швидкостями відбуваються помітні відхилення від потрібного положення панелей, які зрештою призводять до неправильної обробки панелей у оброблювальних пристроях або навіть до збою переміщення та пов'язаного із цим простою установки. Крім того, ланцюгові кон веєри мають відносно складну конструкцію і внаслідок значних сил тертя між повзунами та напрямними вимагають відносно високих витрат енергії на привод та високих витрат на технічне обслуговування та ремонт внаслідок зносу. Вищих швидкостей транспортування можна досягти за допомогою стрічкових конвеєрів, які також застосовують як транспортувальний пристрій у відомих установках для виготовлення та/або обробки панелей. У стрічкових конвеєрах дві нескінченні стрічки ковзають паралельно одна до одної у напрямних, встановлених вздовж напрямку транспортування. Стрічки рухаються у напрямному пазу напрямних, глибина якого менша за висоту стрічок, так що панель, яка підлягає транспортуванню, може бути вільно вкладена на певну ділянку стрічки та переміщатися завдяки фрикційному контакту. Хоча точність позиціонування панелей може бути підвищена за допомогою стрічкових конвеєрів, зокрема, з вищими швидкостями, конвеєри цього типу мають високу вартість, оскільки напрямні мають бути виготовлені екструзією з високою точністю вздовж усієї їхньої довжини та не повинні виявляти жодних деформацій, зокрема, викликаних місцевими або тимчасовими температурними коливаннями. Напрямні, виготовлені з цієї причини з матеріалу, який має відносно високу міцність, є не тільки дорогими, дуже важкими та громіздкими, але й також непридатними для переміщення вужчих панелей, оскільки передбачають певну мінімальну відстань між стрічками, які спрямовуються паралельно, що обумовлюється шириною напрямних. Крім того, внаслідок певного тертя між стрічками та напрямною потрібна відносно висока потужність приводу для приведення в рух стрічок і неминучий знос цих елементів протягом довгої експлуатації, отже додатково відносно високими є також витрати на експлуатацію відомої установки. І хоча для відомих стрічкових конвеєрів вже було запропоновано зменшити зусилля тертя між стрічками та напрямними шляхом спрямування стрічки на повітряній подушці, утвореній у напрямному пазу напрямних, але встановлення відповідних пристроїв стисненого повітря спричинює додаткове зростання вартості та витрат на експлуатацію установки. Інша відома установка, за допомогою якої, зокрема, переміщають також вужчі панелі, включає в себе тільки єдину нескінченну стрічку, яка спрямовується вздовж напрямку транспортування, та напрямний стрижень, прикріплений до транспорту 5 вального пристрою поблизу транспортувальної стрічки. Цей напрямний стрижень простягається від транспортувального пристрою перпендикулярно та спрямований у напрямку транспортування. Цей напрямний стрижень входить у поздовжній паз панелі, яка підлягає транспортуванню, виконаний у нижній поверхні кожної панелі спеціально для цього. І хоча відносно стабільне бічне спрямування навіть вужчих панелей може бути досягнуто із застосуванням такого напрямного стрижня, за цим варіантом здійснення необхідна додаткова операція фрезерування напрямного паза у кожній панелі. Якщо такий напрямний паз виконаний у нижній поверхні панелі, то це призводить до вигинання панелі внаслідок натягування ламінату, нанесеного на верхню поверхню панелі, оскільки призначене для зрівноважування цього вигинання додаткове паперове покриття, нанесене на нижню поверхню панелі, повинно бути прорізане, що призводить до значної втрати його стабілізувальної дії на плоску форму панелі. Виходячи із цих передумов, метою цього винаходу є створення вищезгаданої установки, яка переміщає панелі, зокрема, також вужчі панелі, надійно та з високою точністю регулювання положення вздовж напрямку транспортування, та яка може бути застосована з більшою економічною ефективністю. За цим винаходом вказаної мети досягнуто із застосуванням вищезгаданої установки, у якій транспортувальний пристрій включає в себе два двострічкові конвеєрні засоби, кожний з яких має одну верхню нескінченну стрічку (36) та одну нижню нескінченну стрічку, кожна з яких має по суті паралельну напрямку транспортування транспортувальну ділянку та відхиляється з обох кінців транспортувальної ділянки відповідними відхилювальними пристроями, причому верхні нескінченні стрічки контактують з верхньою поверхнею панелі, яка підлягає транспортуванню, а нижні нескінченні стрічки контактують з її нижньою поверхнею, причому щонайменше одна з нескінченних стрічок спрямовується з боку її транспортувальної ділянки множиною напрямних роликів, розташованих між відхилювальними пристроями." Коли у цьому описі та прикладеній формулі винаходу застосовані загальні дані щодо положення, такі як, наприклад, "верх", "низ", "бічний" або "один за одним" тощо, тоді ці дані відповідають конструкції та будові установки, у якій панелі звичайно переміщаються горизонтально, тобто таким чином, що їхні лицьові поверхні лежать головним чином у горизонтальній площині. Зрозуміло, що предмет винаходу також охоплює установки, у яких панелі переміщаються у іншому положенні, у цьому випадку вищезгадані дані щодо положення стосуються лицьової поверхні панелей, які підлягають транспортуванню, уявно розташованої як горизонтальна площина. У пристрої за цим винаходом панель, яка підлягає транспортуванню, може надійно утримуватися двома двострічковими конвеєрними засобами між верхньою нескінченною стрічкою та нижньою нескінченною стрічкою кожного з них та безпере 96158 6 бійно переміщатися вперед завдяки фрикційному контакту з обох боків вздовж напрямку транспортування. Транспортована панель у цьому випадку прилягає до двох верхніх нескінченних стрічок та двох нижніх нескінченних стрічок одночасно і у такий спосіб може надійно утримуватися у площині панелі, яка під час транспортування за варіантом здійснення, якому віддається перевага, являє собою горизонтальну площину. За однією з важливих відмінностей винаходу щонайменше одна з нескінченних стрічок спрямовується з боку її транспортувальної ділянки множиною напрямних роликів, розташованих між відхилювальними пристроями. Втрати на тертя, які виникають під час спрямування стрічки, у такий спосіб значно зменшуються, і таким чином в установці за цим винаходом по суті обмежені низькими втратами на тертя кочення у напрямних роликах у зоні з боку транспортувальної ділянки відповідної нескінченної стрічки. Потужність приводу, необхідна для приведення в рух нескінченної стрічки, та знос, який виникає в елементах конструкції транспортувального пристрою, також є нижчими. Експлуатаційні витрати таким чином можуть бути зменшені, а економічна ефективність установки може бути підвищена. Спрямування за цим винаходом щонайменше однієї нескінченної стрічки напрямними роликами додатково уможливлює надійне функціонування установки навіть з вищими швидкостями транспортування, без притаманних їм надмірного зносу, надмірних витрат потужності або надмірної неточності позиціонування. В установці за цим винаходом відпадає потреба у застосуванні напрямного стрижня, згаданого вище у зв'язку з відомими установками, та у пов'язаному із цим фрезеруванні напрямного паза на нижній поверхні панелей. Стосовно витрат на виробництво та пов'язаної з ними вартості установки за цим винаходом можна стверджувати, що напрямні ролики можуть бути виготовлені та прикріплені до рами транспортувального пристрою конструктивно просто. Зокрема, потреба у профілях напрямних, екструдованих із високою точністю, може відпасти. Застосування множини напрямних роликів у практичній експлуатації установки додатково має несподівані переваги відносно точності напрямних стрічки. У цьому випадку можливо, наприклад, повторно регулювати підшипники окремих напрямних роликів або груп напрямних роликів після початкового встановлення або після певного часу експлуатації для того, щоб компенсувати певні відхилення положення, викликані місцевими або тимчасовими змінами температури з причини виробничих допусків або внаслідок зносу. За варіантом здійснення винаходу, якому віддається перевага, у щонайменше одному з двох двострічкових конвеєрних засобів щонайменше один із напрямних роликів встановлений у роликовому блоці, прикріпленому до двострічкового конвеєрного засобу. Таким чином також можливо, що множина напрямних роликів, яка за варіантом здійснення, якому віддається перевага, складається з двох напрямних роликів, встановлені у щонайменше одному роликовому блоці. Встановлен 7 ня напрямних роликів в роликових блоках надає перевагу, яка полягає у тому, що напрямні ролики разом із підшипниками, на які напрямні ролики спираються з можливістю обертання, можуть бути змонтовані на двострічковий конвеєрний засіб та/або демонтовані з нього як складальний вузол. З одного боку, у такий спосіб можливо з невеликими витратами обладнати двострічковий конвеєрний засіб множиною напрямних роликів, а з іншого боку - можливе відносно нескладне демонтування напрямних роликів разом із підшипниками, на які вони спираються, якщо необхідна заміна цих вузлів. За варіантом здійснення, якому віддається перевага, напрямні ролики можуть мати кільцеву канавку, в яку входить нескінченна стрічка, причому канавка має по суті прямокутний поперечний переріз. Із застосуванням цієї канавки нескінченна стрічка може бути надійно спрямована між бічними стінками паза та може завжди утримуватися паралельно напрямку транспортування навіть на високих швидкостях. Вже згадана можливість окремого регулювання окремих напрямних роликів може бути реалізована у простий спосіб, який полягає у тому, що щонайменше один із двох двострічкових конвеєрних засобів має раму та пристрій регулювання роликів, прикріплений до рами або виконаний як її частина, за допомогою якого положення та/або орієнтація осі щонайменше одного з напрямних роликів може регулюватися відносно рами. Для збереження трудомісткості регулювання окремих роликів у розумних межах пристрій регулювання роликів може бути виконаний з можливістю регулювання осей множини напрямних роликів одночасно. Зокрема, напрямні ролики можуть бути розташовані вздовж напрямку транспортування декількома групами, у яких пристрій регулювання роликів може бути передбачений у кожній групі напрямних роликів для регулювання осей напрямних роликів цієї групи одночасно. Якщо ж щонайменше один із напрямних роликів встановлений у роликовому блоці у спосіб, описаний вище, то додатково запропоновано передбачити можливість регулювання положення та/або орієнтації щонайменше одного роликового блока. Із застосуванням такого пристрою регулювання роликів роликовий блок можна пересувати для регулювання, що являє собою простий та дуже ефективний спосіб регулювання осей множини напрямних роликів одночасно. Також пристрій за цим винаходом є особливо придатним для обробки вужчих панелей, оскільки застосовані напрямні ролики можуть бути конструктивно простими та мати невелику ширину. Таким чином двострічкові конвеєрні засоби можуть бути розташовані дуже близько один від одного у поперечному напрямку. Для додаткового поліпшення обробки вужчих панелей, зокрема, для уможливлення надійного транспортування панелей шириною менш ніж 115 мм, у іншому варіанті здійснення винаходу запропоновано, що ширина нескінченних стрічок, виміряна у напрямку, перпендикулярному напрямку транспортування та паралельному площині панелі, становить менш ніж 96158 8 приблизно 3 см, за варіантом здійснення, якому віддається перевага, від приблизно 2,5 см до приблизно 1 см, а за варіантом здійснення, якому віддається навіть більша перевага, приблизно 1,5 см. Як додатковий захід для зменшення мінімальної ширини панелей, для яких забезпечене надійне транспортування, відстань між двома верхніми нескінченними стрічками двох двострічкових конвеєрних засобів та/або відстань між двома нижніми нескінченними стрічками двох двострічкових конвеєрних засобів може бути регулівною до величини менш ніж приблизно 5 мм, за варіантом здійснення, якому віддається перевага, до величини від приблизно 3 мм до приблизно 0,5 мм, а за варіантом здійснення, якому віддається навіть більша перевага, — до величини приблизно 1 мм. Таким чином, установка за цим винаходом за необхідністю також уможливлює транспортування панелей шириною приблизно лише 85 мм. Установка за цим винаходом може застосовуватися особливо гнучко, якщо відстань між двома двострічковими конвеєрними засобами є регулівною. Таким чином, за необхідністю пристрій може бути пристосований до конкретного виду панелей, які мають бути виготовлені або оброблені. Як вже зазначено, установка за цим винаходом також має високу економічну ефективність, оскільки невеликі зміни положення окремих напрямних роликів внаслідок температурних коливань можуть бути компенсовані шляхом перерегулювання окремих роликів, і таким чином втрати на тертя напрямних стрічок можуть завжди підтримуватися на мінімальному рівні. Оскільки для легкоковзного спрямування стрічки по суті є важливим лише відносне розташування напрямних роликів або груп напрямних роликів між собою, то для додаткового спрощення установки певний напрямний ролик або група напрямних роликів можуть бути нерухомо прикріплені до двострічкових конвеєрних засобів, і лише решта напрямних роликів або груп напрямних роликів виконані з можливістю регулювання за їхнім положенням та/або орієнтацією. Аналогічно один із двострічкових конвеєрних засобів може бути приєднаний до рами установки за допомогою щонайменше одного пазового з'єднання, у якому щонайменше один паз пазового з'єднання може простягатися по суті паралельно напрямку транспортування. Температурні розширення рами двострічкових конвеєрних засобів можуть також бути компенсовані пазовими з'єднаннями і не викликають внутрішніх напружень у двострічкових конвеєрних засобах, а отже й деформації напрямних нескінченної стрічки, завдяки чому може бути усунене інше джерело можливих втрат на тертя. За варіантом здійснення, якому віддають особливу перевагу, винахід реалізовано у вигляді установки, у якій оброблювальний пристрій має щонайменше один фрезерувальний пристрій для фрезерування поздовжньої кромки та/або поперечної кромки панелі. Таке фрезерування повинне виконуватися з особливо високою точністю для того, щоб забезпечити максимально можливу якість лицьової поверхні панелей, які можливо 9 потім з'єднати одна з одною, так що переваги надійного та точного спрямування панелей завдяки заходам за цим винаходом є особливо ефективними із застосуванням цієї установки. Винахід більш докладно описаний нижче на одному із варіантів здійснення, якому віддається перевага, з посиланнями на прикладені фігури. На Фіг. 1 показаний вид збоку установки для виготовлення та/або обробки панелей за першим варіантом здійснення винаходу. На Фіг. 2 більш докладно показаний збільшений розріз установки, зображеної на Фіг. 1. На Фіг. 3 показаний вид спереду установки, зображеної на Фіг. 1 та Фіг. 2. На Фіг. 4 схематично показаний роликовий блок у розрізі, виконаному вздовж лінії ГУ-ГУ, зображеної на Фіг. 2. На Фіг. 1 установка для виготовлення та/або обробки панелей за цим винаходом загалом позначена позицією 10. У цій установці панелі, які підлягають виготовленню або обробці, переміщають у напрямку T транспортування за допомогою транспортувального пристрою, більш докладно описаного нижче, і таким чином послідовно подають до декількох позицій 12 обробки, які лише символічно показані на Фіг. 1. Позиції 12 обробки можуть являти собою, наприклад, фрези, які утворюють паз або гребінь у поздовжніх або поперечних кромках панелей, однак вони можуть також являти собою встановлювальні пристрої, які здійснюють точне регулювання положення панелей, необхідне для наступної позиції обробки. Для подавання панелей до окремих позицій 12 обробки транспортувальний пристрій установки 10 має два двострічкові конвеєрні засоби 14, 16, які рухаються паралельно один одному та розташовані поблизу один до одного, з яких тільки правий за напрямком транспортування двострічковий конвеєрний засіб 16 видно на Фіг. 1, у той час як лівий двострічковий конвеєрний засіб 14 закритий ним (дивись також Фіг. 3). Оскільки два двострічкові конвеєрні засоби 14, 16 відповідають один одному своїми основними функціональними елементами або сконструйовані симетрично один одному, то подальший опис може бути обмежений правим двострічковим конвеєрним засобом 16. Двострічковий конвеєрний засіб 16 включає в себе верхній стрічковий конвеєр 18 та нижній стрічковий конвеєр 20, розташований під ним. Обидва вони прикріплені до нерухомої рами 22 установки 10 та орієнтовані у напрямку T транспортування. Обидва стрічкові конвеєри 18, 20 відносно напрямку транспортування T мають відповідно один задній відхилювальний барабан 24 або 26 та один передній відхилювальний барабан 28 або 30. Відхилювальні барабани 24, 28 верхнього стрічкового конвеєра 18 прикріплені до протилежних кінців верхньої рами 32, а відхилювальні барабани 26, 30 нижнього стрічкового конвеєра 20 прикріплені до протилежних кінців нижньої рами 34. Верхня стрічка 36 рухається навколо відхилювальних барабанів 24, 28 верхнього стрічкового конвеєра 18, у якому з двох ділянок стрічки, розташованих між відхилювальними барабанами 24, 28, нижня ділянка утворює транспортувальну ді 96158 10 лянку 38 для панелей. Відповідно нижня нескінченна стрічка 42 рухається навколо двох відхилювальних барабанів 26, 30 нижнього стрічкового конвеєра 20 та утворює між відхилювальними барабанами 26, 30 нижню та верхню ділянки, з яких верхня ділянка 40 утворює транспортувальну ділянку 40 для панелей. Верхня рама 32 та нижня рама 34 прикріплені до спільної рами 22 так, щоб панель, яка підлягає транспортуванню, могла бути розміщена між транспортувальною ділянкою 38 верхньої нескінченної стрічки 36 та транспортувальною ділянкою 40 нижньої нескінченної стрічки 42 та переміщатися вздовж них. Передні відхилювальні барабани 28, 30 відповідно приєднані до приводу 44, який може приводити відхилювальні барабани 28, 30 в обертовий рух, а отже й нескінченні стрічки 36, 42 у коловий рух. Загалом за варіантом здійснення, якому віддається перевага, кожний з відхилювальних барабанів має спеціальне гумове покриття на своїх несучих поверхнях для того, щоб отримати краще зчеплення зі стрічкою. У такий спосіб спрямування стрічок відхилювальними барабанами та передавання механічної енергії від приводу 44 за допомогою відхилювальних барабанів на стрічки може бути здійснено ще більш надійно. Крім того, на Фіг. 1 показано, що рама 22, на яку спирається пристрій 10, має загалом чотири стояки, так що рами 32, 34 стрічкових конвеєрів 18, 20 спираються на раму 22 у чотирьох точках вздовж напрямку T транспортування, відповідно. З'єднання між рамами 32, 34 та кожним зі стояків рами 22 здійснено за допомогою пазового з'єднання 49 так, щоб зміни довжини рам, викликані змінами температури, могли компенсуватися пересуванням кріплення всередині пазів 49, а отже не могли викликати внутрішні напруження та деформації рам 32, 34. У варіанті здійснення, показаному на Фіг. 1, транспортувальна ділянка 40 нижньої нескінченної стрічки 42 спрямовується групою 46 напрямних роликів, у якій множина напрямних роликів 48 розташована між відхилювальними барабанами 26 та 30 у напрямку T транспортування один за одним. Хоча на Фіг. 1 із міркувань зрозумілості показана тільки одна група 46 напрямних роликів, варіант здійснення, показаний на фігурах, включає в себе множину груп 46 напрямних роликів, які розташовані на певній відстані вздовж напрямку T транспортування по усій довжині пристрою 10. Таким чином можливо надійно підтримувати нижню нескінченну стрічку 42 на декількох ділянках вздовж транспортувальної поверхні 40 та точно спрямовувати її. Зрозуміло, що таке розташування напрямних роликів 48 або груп 46 напрямних роликів також можливо для верхнього стрічкового конвеєра 18. Групу 46 напрямних роликів можна побачити більш ясно у збільшеному вигляді на Фіг. 2. Вона включає в себе в загальній кількості сім роликових блоків 50, де два напрямні ролики 48 розташовані один за одним у напрямку T транспортування у кожному роликовому блоці 50. Напрямні ролики 48 відповідно встановлені з можливістю обертання у роликових блоках 50, у яких осі обертання роликів 11 розташовані перпендикулярно до напрямку T транспортування та паралельно площині панелі, яка загалом є горизонтальною площиною. Роликові блоки 50 прикріплені до рами 34 нижнього стрічкового конвеєра за допомогою придатних регулівних кріпильних засобів так, що роликові блоки 50 функціонально приєднані до каркаса 34 нерухомо, однак є регулівними за необхідністю відносно їхньої опорної поверхні та/або їх орієнтації. Для цього фахівець може застосувати пазові з'єднання, шпонкові з'єднання або більш складні механізми регулювання, що як такі є відомими. Альтернативно або додатково до цього може бути передбачений механізм для спільного регулювання усіх роликових блоків 50 груп 46 напрямних роликів. За варіантом, якому віддається особлива перевага, установка 10 може бути застосована для виготовлення та/або обробки вужчих панелей. Конструкція установки 10 із двох двострічкових конвеєрних засобів 14, 16, розташованих поблизу один до одного, показана на виді спереду, зображеному на Фіг. 3. Двострічковий конвеєрний засіб 14, показаний на Фіг. 3 ліворуч, включає в себе аналогічно показаному праворуч двострічковому конвеєрному засобу 16 верхній задній відхилювальний барабан 52 та нижній задній відхилюваль 96158 12 ний барабан 54, та верхній та нижній передні відхилювальні барабани, які на Фіг. 3 не видно. Тоді транспортувальні ділянки двох нескінченних стрічок лівого двострічкового конвеєрного засобу 14 розташовані на відстані d від транспортувальних ділянок 38 або 40, відповідно, правого двострічкового конвеєрного засобу. Установка 10 має регулювальний пристрій, не показаний на фігурах, для пересування двострічкових конвеєрних засобів 14, 16 у напрямку один до одного та один від одного для уможливлення регулювання відстані d відповідно до виду оброблюваної панелі. На Фіг. 4 схематично показаний роликовий блок 50 у розрізі, виконаному вздовж лінії IV-IV, зображеної на Фіг. 2. Показано, що напрямний ролик 48, встановлений у роликовому блоці 50, має на зовнішній поверхні кільцеву канавку 52 приблизно прямокутного поперечного перерізу, у яку входить нескінченна стрічка 42, яка має подібний по суті прямокутний поперечний переріз з шириною b, виміряною перпендикулярно напрямку T транспортування. Опорною поверхнею 54 напрямний ролик 48 встановлений з можливістю обертання на опорній осі 56, яка нерухомо закріплена обома протилежними кінцями у стінках роликового блока 50. 13 Комп’ютерна верстка Д. Шеверун 96158 Підписне 14 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП ―Український інститут промислової власності‖, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus for producing and/or processing panels
Автори англійськоюKrallinger Rupert
Назва патенту російськоюУстановка для изготовления и/или обработки панелей
Автори російськоюКраллингер Руперт
МПК / Мітки
МПК: B65G 15/14, B27D 5/00
Мітки: установка, панелей, виготовлення, обробки
Код посилання
<a href="https://ua.patents.su/7-96158-ustanovka-dlya-vigotovlennya-ta-abo-obrobki-panelejj.html" target="_blank" rel="follow" title="База патентів України">Установка для виготовлення та/або обробки панелей</a>
Спосіб виготовлення облицювальних панелей
Номер патенту: 38788
Опубліковано: 26.01.2009
Автор: Притуляк Іван Іванович
МПК: B44C 5/00
Мітки: спосіб, панелей, облицювальних, виготовлення
Формула / Реферат:
Спосіб виготовлення облицювальних панелей для декоративного покриття плоских, криволінійних та багатогранних поверхонь, які мають велику кількість дерев'яних сегментів, які розділені каналами, за допомогою яких досягається гнучкість, який відрізняється тим, що панелі виготовлені з бересту після попередньої обробки, який наклеюють на гнучкі матеріали товщиною не менше 1 мм, подальшою витримкою з'єднаних шарів під тиском для забезпечення...
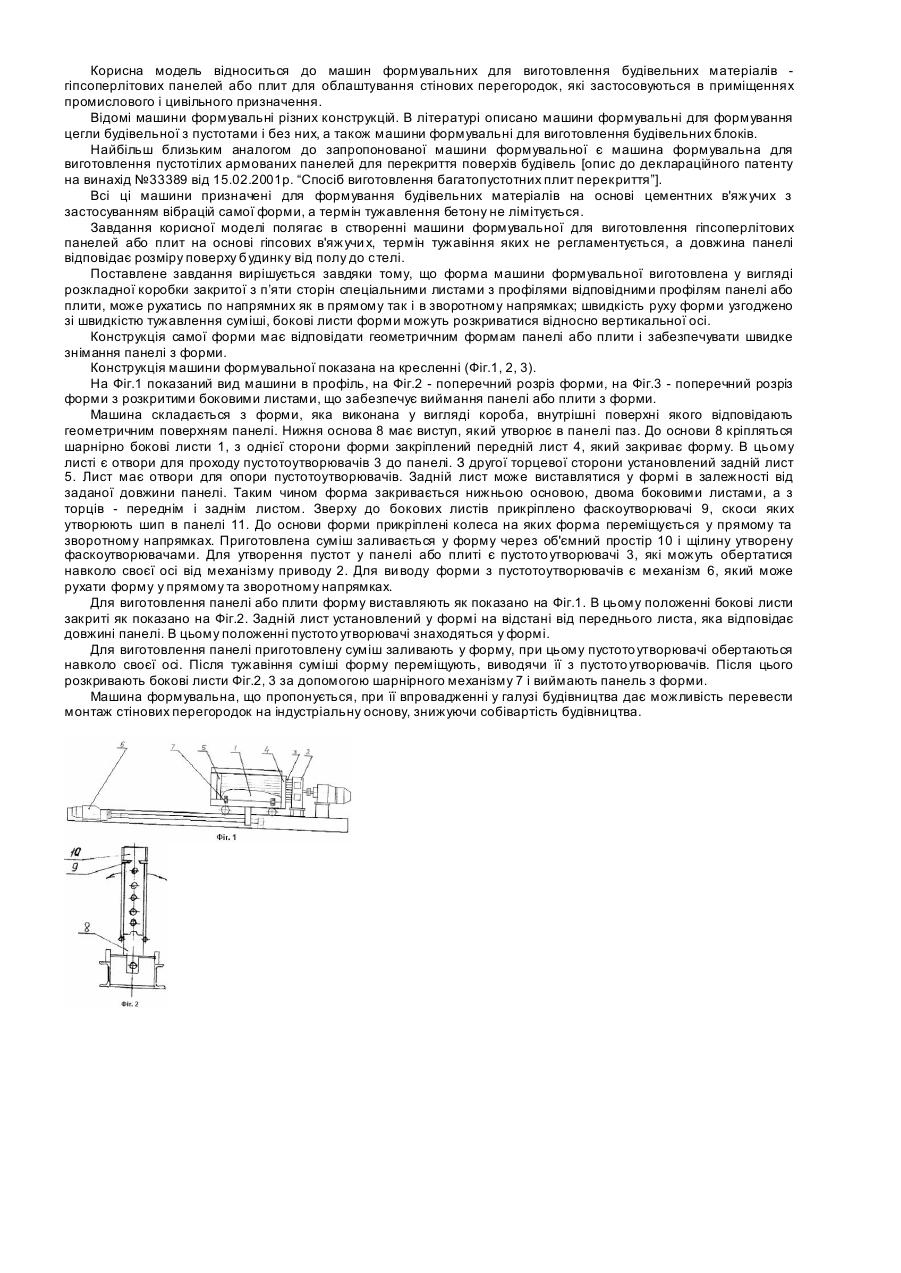
Машина формувальна для виготовлення гіпсоперлітових панелей або плит
Номер патенту: 7638
Опубліковано: 15.07.2005
Автори: Нестеренко Євген Миколайович, Бараненко Станіслав Григорович, Нестеренко Микола Іванович, Гончаренко Роман Олександрович
МПК: B28B 11/00, E04C 1/41
Мітки: формувальна, панелей, виготовлення, плит, машина, гіпсоперлітових
Формула / Реферат:
1. Машина формувальна для виготовлення гіпсоперлітових панелей або плит, яка відрізняється тим, що містить форму, виготовлену у вигляді розкладної коробки, закритої з п'яти сторін спеціальними листами з профілями, відповідними профілям панелі або плити, і з можливістю рухання по напрямних як в прямому, так і в зворотному напрямках, швидкість руху форми узгоджена зі швидкістю тужавлення суміші, бокові листи форми виконані з можливістю...
Спосіб виготовлення нагрівальних випромінювальних панелей (варіанти)
Номер патенту: 73417
Опубліковано: 15.07.2005
Автори: Козліков Вадім Львовіч, Маркєвіч Максім Алєксандровіч, Головєнков Алєксєй Вітальєвіч
МПК: H05B 3/22
Мітки: спосіб, нагрівальних, випромінювальних, виготовлення, панелей, варіанти
Формула / Реферат:
1. Спосіб виготовлення нагрівальних випромінювальних панелей, який включає нанесення на діелектричну підкладку з шинами живлення струмопровідного покриття, нанесення захисного шару та сушіння, який відрізняється тим, що перед нанесенням захисного шару на струмопровідне покриття наносять додаткове струмопровідне покриття у вигляді щонайменше однієї стрічки довільної форми, кінці якої відповідно перпендикулярні шинам живлення.2. Спосіб...
Мембранний прес для виготовлення сендвіч-панелей
Номер патенту: 93005
Опубліковано: 27.12.2010
Автор: Зеленчук Петро Володимирович
МПК: B30B 15/30, B30B 5/00
Мітки: мембранний, прес, сендвіч-панелей, виготовлення
Формула / Реферат:
1. Мембранний прес для виготовлення сендвіч-панелей, що складається з верхньої плити, до якої щільно по контуру плити прикріплена мембрана, а також нижньої плити, який відрізняється тим, що в нижню плиту вмонтовано рухомий рольганг так, що він може підніматися і опускатися, прес також містить нерухомий відносно нижньої плити рольганг, який встановлено на одній висоті з нижньою плитою, та гарячі мати або гарячі плити, які здатні розміщуватися...
Формувальний прес для виготовлення панелей
Номер патенту: 85135
Опубліковано: 25.12.2008
Автори: Гордєєв Анатолій Іванович, Сливінський Володимир Анатолійович
МПК: B29C 44/00
Мітки: формувальній, прес, панелей, виготовлення
Формула / Реферат:
1. Формувальний прес для виготовлення панелей, що містить дві обтискні плити, зв'язані між собою, причому верхня плита є рухомою відносно закріпленої нижньої нерухомої плити, на поверхні якої встановлена формувальна рама з герметично ізольованим периметром і висотою, що дорівнює висоті виготовленої панелі з лицювальним матеріалом на поверхні, а також механізм для регулювання товщини панелі, який відрізняється тим, що виконаний похилим, що...
Попередній патент: Способи одержання 1,2-дихлоретану, вінілхлориду та полівінілхлориду
Наступний патент: Композиція для аерозольної інгаляції b-агоністів
Випадковий патент: Прилад для черезкісткового остеосинтезу внутрішньосуглобових переломів дистального відділу гомілки