Пристрій для магнітно-абразивної обробки
Номер патенту: 96703
Опубліковано: 25.11.2011
Автори: Поліщук Володимир Сидорович, Доценко Костянтин Іванович
Формула / Реферат
1.Пристрій для магнітно-абразивної обробки, головним чином для шліфування плоских поверхонь виробів, що включає індуктор на постійних магнітах, привід індуктора в обертання, пристосування для подачі в зону обробки підібраної дози магнітно-абразивного порошку з одночасним збиранням і видаленням з неї відпрацьованих відходів обробки, пристосування для закріплення оброблюваного виробу, яке відрізняється тим, що
індуктор виконаний у вигляді горизонтально розташованого металевого несучого диска, закріпленого на наведеній в обертання вертикальній осі, до нижньої площини якого прикріплений диск з тим же зовнішнім діаметром з немагнітного матеріалу з розрахунковою кількістю осередків - пазів подовженої форми, розміщених у формі спіралі по колу поблизу від краю диска, з встановленими в них плоскими постійними магнітами,
пристосування для подачі в зону обробки підібраної дози фероабразивних порошків (ФАП) з одночасним видаленням з неї і збором відпрацьованих відходів шліфування, що виконують шляхом занурення диска зазначеного індуктора з постійними магнітами в порожнину немагнітної ємності чашоподібною форми на підібрані відстані від дна і країв чаші, для чого поздовжні осі зазначених постійних магнітів розміщені таким чином, щоб при обертанні диска сили тертя об поверхню деталі, що шліфується, зміщати ФАП на кінець магнітів в напрямку від краю диска до його центру з можливістю видалення немагнітних відходів шліфування і збирання їх біля дна зазначеної чашоподібної ємності, а також перемішування ФАП у зоні обробки з одночасним переходом його, починаючи з найпершого магніту, на кожну наступну, причому, поруч з кінцем останнього постійного магніту на окружності диска розміщений додатковий постійний магніт, поздовжня вісь якого з'єднує кінці першого і останнього зазначених постійних магнітів, для переміщення ФАП знову в зону обробки першого постійного магніту, а біля дна чашоподібної ємності закріплена немагнітна підставка з розподільником ФАП для установки і кріплення оброблюваного виробу.
2.Пристрій за п. 1, який відрізняється тим, що як привод індуктора в обертання використаний верстат марки МІ 12 Полтавського заводу, забезпечений ступінчастим регулюванням швидкості обертання, з максимально допустимим діаметром диска індуктора 340 мм, по колу якого закріплені 24 постійні магніти з індукцією 0,4 Тл.
3. Пристрій за п. 1, який відрізняється тим, що по торцю немагнітного диска закріплений зміцнюючий обід з немагнітного матеріалу, відстань від торця якого до бортів немагнітної чашоподібної ємності вибрано рівним 40-45 мм, а відстань зони обробки до дна зазначеної чашоподібної ємності вибрано 35±1 мм.
Текст
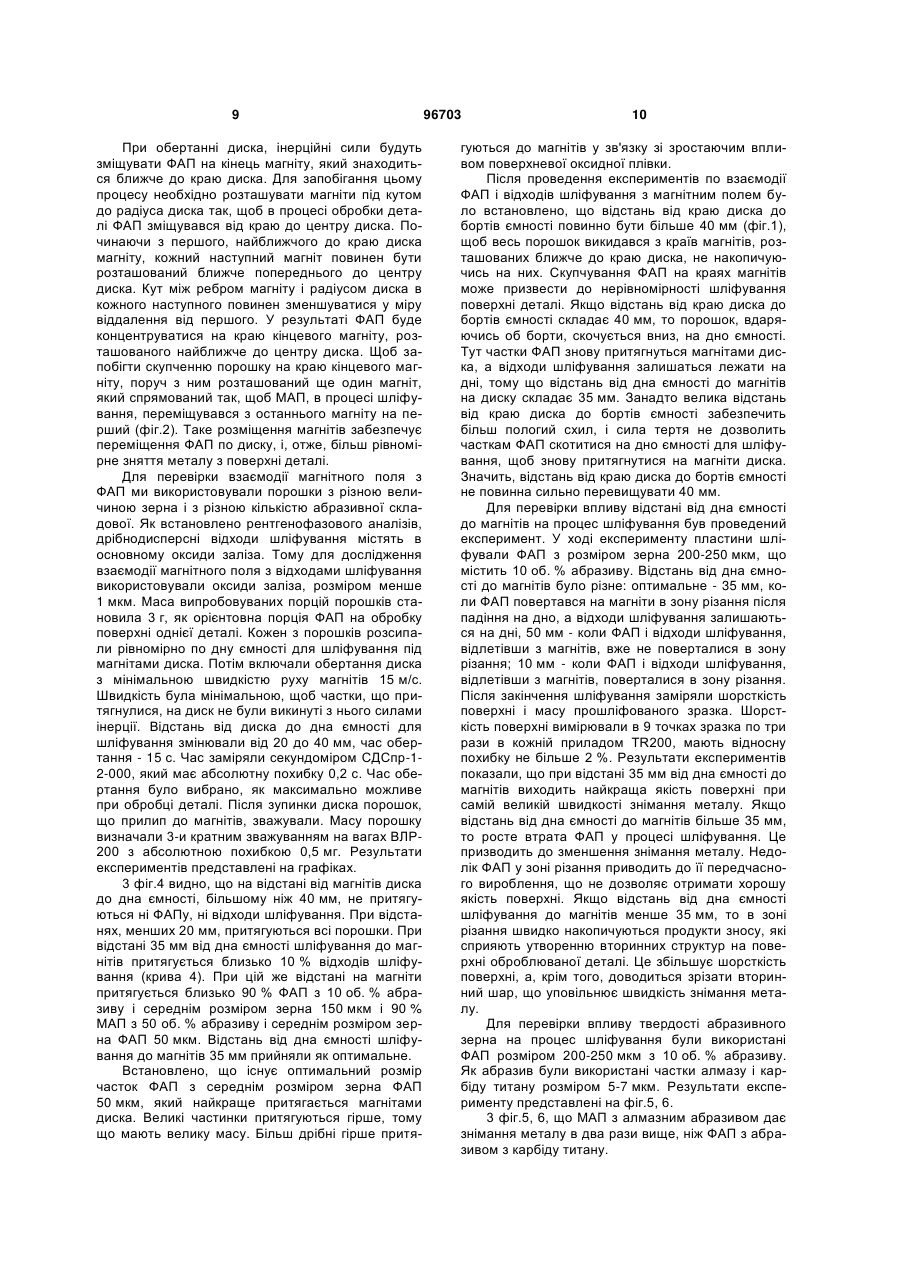
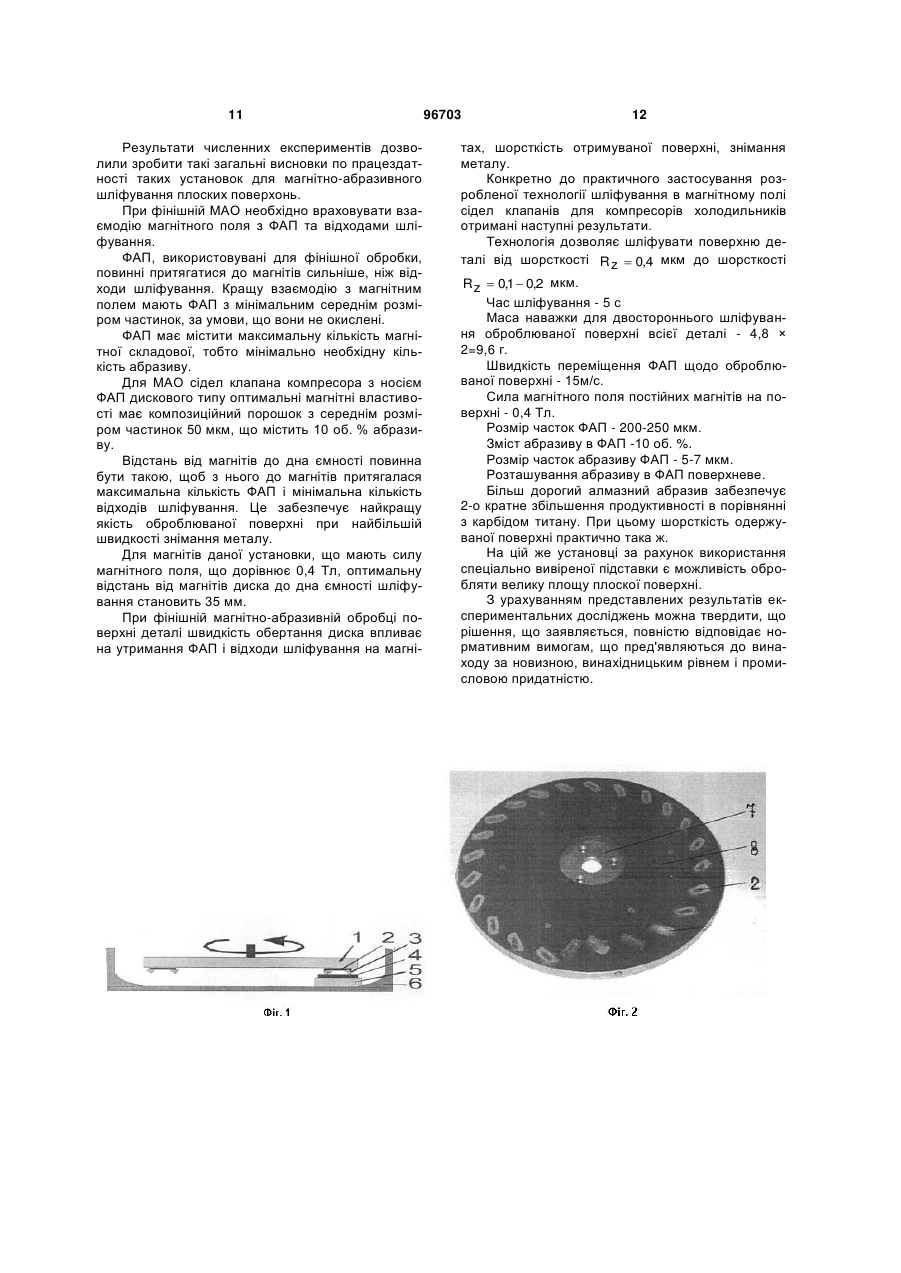
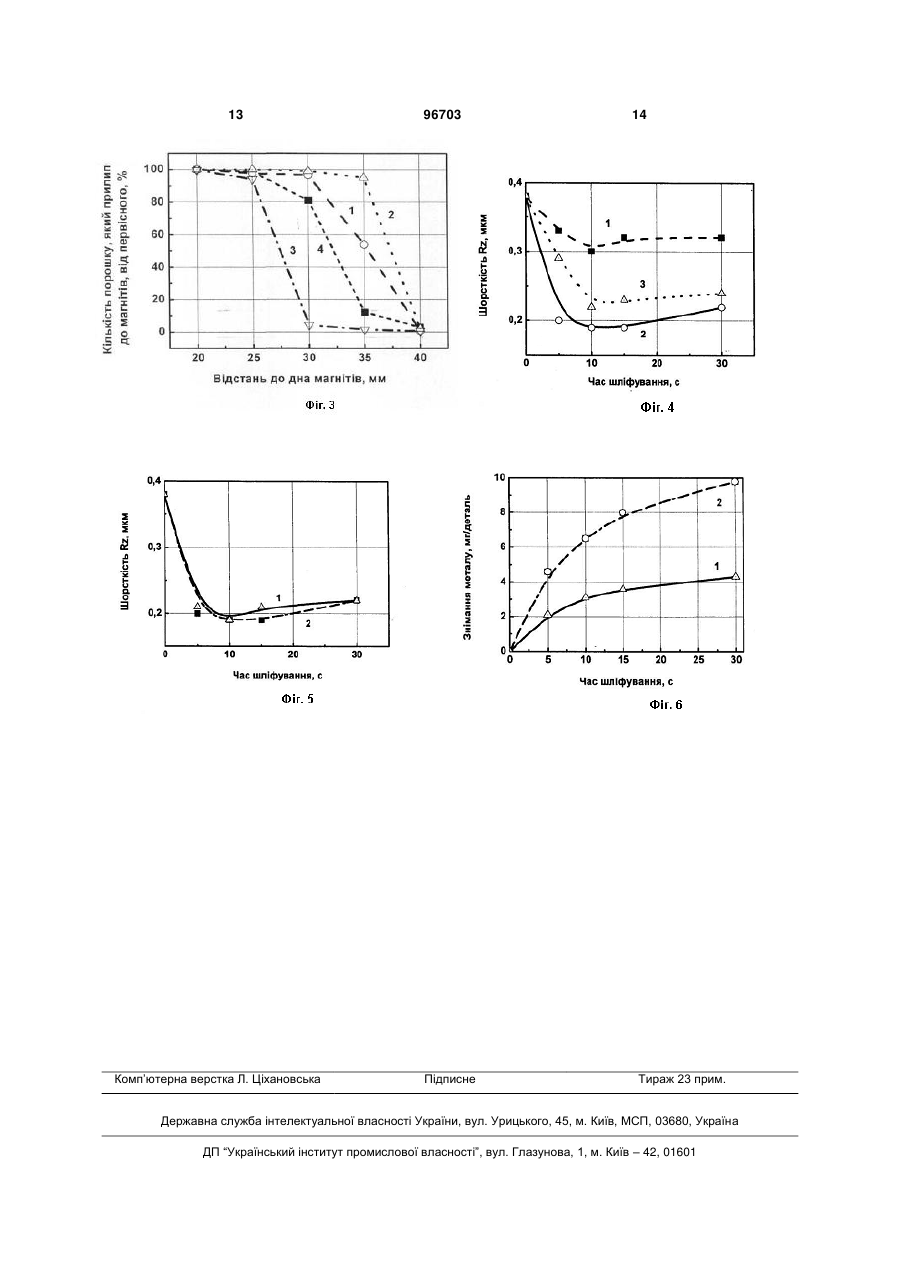
1. Пристрій для магнітно-абразивної обробки, головним чином для шліфування плоских поверхонь виробів, що включає індуктор на постійних магнітах, привід індуктора в обертання, пристосування для подачі в зону обробки підібраної дози магнітно-абразивного порошку з одночасним збиранням і видаленням з неї відпрацьованих відходів обробки, пристосування для закріплення оброблюваного виробу, який відрізняється тим, що індуктор виконаний у вигляді горизонтально розташованого металевого несучого диска, закріпленого на наведеній в обертання вертикальній осі, до нижньої площини якого прикріплений диск з тим же зовнішнім діаметром з немагнітного матеріалу з розрахунковою кількістю осередків - пазів подовженої форми, розміщених у формі спіралі по колу поблизу від краю диска, з встановленими в них плоскими постійними магнітами, пристосування для подачі в зону обробки підібраної дози фероабразивних порошків (ФАП) з одночасним видаленням з неї і збором відпрацьованих відходів шліфування, що виконують шляхом зану C2 2 UA 1 3 шиностроение, Ленинградское отделение, 1986 [1]. Згідно з функціональним призначенням магнітного поля в кожному конкретному випадку всі відомі схеми магнітно-абразивного полірування запропоновано розділити на п'ять груп, згідно з технологічною ознакою - на чотири групи, відповідно до типу використовуваного магнітного індуктора - на чотири групи. Проблема фінішної обробки плоских поверхонь актуальна у всіх областях техніки. У машинобудуванні вона, як правило, вирішується застосуванням лише операцій шліфування. Рішення, що заявляється, належить до розробки установки для шліфування магнітноабразивними порошками плоских поверхонь з використанням індукторів на постійних магнітах. Використання постійних магнітів для створення магнітного поля в зоні обробки має цілий ряд конструктивних переваг, наприклад в частині забезпечення надійності, електробезпеки, різкого зниження габаритних розмірів. В [1] на стор. 7-13 викладено розділ 1.2 Класифікація схем магнітно-абразивного полірування, на стор.31-41 наведено розділ 1.6 Основні закономірності процесу магнітно-абразивного полірування, на стор. 68-78 розділ 3.2 Індуктори на постійних магнітах, на стор. 121-128 розділ 6.1 Різновиди схем полірування площин. В [2] [Л.Н. Кравченко и др. Магнитноабразивное полирование плоскостей деталей машин и приборов. Москва, Машиностроение, 1987] на рис.6.1, а-ж, стр.122 наведені схеми полірування тонких листових і об'ємних заготовок з феромагнітних і немагнітних матеріалів, причому, в схемах а-р використано двостороннє розміщення полюсів індуктора щодо заготівлі. Схеми, наведені в [1] на рис. 6.1 д, є (стр.124), передбачають одностороннє розташування індуктора щодо заготівлі. Це дозволяє використовувати в якості приводу для магнітно-абразивної обробки існуючі металорізальні верстати. До теперішнього часу, наприклад, для магнітно-абразивного полірування плоских поверхонь з розміром в плані 230 × 410 мм і товщиною до 20 мм створені різні типи магнітних індукторів та магнітно-абразивний роторний верстат. Відома монографія [3] Н.С. Хомич. Магнитноабразивная обработка изделий, Минск, 2006, в якій з проблеми наведений великий перелік науково-технічної літератури і патентної інформації, переважно авторських свідоцтв СРСР і патентів Російської Федерації. Глава 7 присвячена магнітно-абразивній обробці плоских поверхонь, а глава 8 - аналізу результатів та перспектив розвитку МАО ([3], стор 163-176,176-185). У зазначеній роботі зазначається, що процес полірування площин технологічно більш складно здійснити, ніж процес полірування поверхні тіл обертання. Оброблюваність матеріалів абразивним способом у магнітному полі є дуже складною функцією їх фізико-механічних властивостей, технологічних режимів процесу, параметрів фероабразивних порошків (ФАП) та мастильноохолоджуючих рідин. 96703 4 Процес МАО здійснюється порошкомінструментом, який під впливом магнітного поля ущільнюється, притискається до оброблюваної поверхні і шліфує, полірує її. Ступінь ущільнення або "еластичність" порошку регулюється в широких межах зміною величини магнітного потоку в зоні обробки. Щодо малого тиску порошку - інструменту на оброблювану поверхню і незначний нагрів виробу сприяють формуванню поверхневих шарів з мінімальною кількістю дефектів структури. Силова та температурна дія МАО на формовану поверхню на 1-2 порядки менше, ніж при звичайному шліфуванні. У всіх випадках застосування процесів МАО ефективність вище, якщо передбачені умови постійного поновлення ріжучого контуру "щітки" з ФАП і переорієнтації частинок порошку в процесі обробки виробів. Відомий оригінальний спосіб МАО для локального полірування і зачистки плоских поверхонь, захищений блоком авторських свідоцтв СРСР на винаходи, описаний в роботі [3], розділ 7.3, стор 173-175: 1) а.с. СРСР № 1256337, В24D3/34, опубл. 8.05.1986 (Матеріал для МАО) 2) а. с. СРСР № 1783715, В24D3/34, опубл. 22.02.92 (Композиційний матеріал для МАО) 3) а.с. СРСР № 1563948, В24D3/112, опубл. 05.05.90 (Пристрій для МАО) 4) а.с. СРСР № 1662815, В24D3/112, опубл. 15.07.91 (Спосіб МАО деталей з немагнітних матеріалів) 5) а.с. СРСР № 1731606, В24D3/112, опубл. 05.05.90 (Пристрій для МАО). Компактний індуктор на постійних магнітах (з торцевого робочою поверхнею) приводить в обертання розподілений на них ФАП, гранули якого містять органічний компонент, наприклад, ебоніт або бакеліт. Абразивна складова гранул набуває електростатичного заряду за рахунок тертя об поверхню виробу і притягує до себе дисперговані частки матеріалу, що обробляється. При насиченні ФАП продуктами обробки дозу порошку замінюють. При необхідності відпрацьовану дозу ФАП розмагнічують, піддають деелектризаціі і відокремлюють від неї продукти диспергування. Для активації фероабразивних частинок в процесі МАО немагнітних виробів запропонована конструкція пристрою, що включає корпус, на верхньому торці якого закріплений привід обертання магнітного індуктора з постійними магнітами. До нижнього торця корпусу за допомогою болтів з кульовими опорами кріпиться мембрана, на поверхні якої магнітними полями магнітів утримується ФАП у вигляді "щіток", що впливають на виріб, що обробляється. Пристрій встановлюють кульовими опорами на оброблювану поверхню, задають рух подачі, а індуктора - обертання від приводу. Порошок захоплюється магнітними полями магнітів і обертається, поліруючи поверхню, що обробляється. При руху порошкових частинок по мембрані відбувається їх перемішування і переорієнтація, що сприяє стабілізації процесу обробки. До недоліку такої конструкції слід віднести те, що лінійна швидкість обертання індуктора становить 2-5 м/с, але при цьому має місце небажане 5 явище інтенсивного тертя порошку об поверхню мембрани, в результаті чого абразивному зносу піддаються і порошкові частинки, і мембрана. Тому, у конструкцію пристрою необхідно було додатково вводити механізм обертання мембрани від приводу для забезпечення різниці лінійної швидкості обертання індуктора і мембрани - 0,2 м/с, а також зубчасто-кулачковий механізм для додаткового періодичного повертання мембрани щодо індуктора під час його роботи. Вивчення основних інформаційних матеріалів про стан рівня техніки з даної проблеми, що наведені вище, свідчить, що МАО замінює трудомісткі ручні операції, а також екологічно шкідливі процеси хімічної та електрохімічної обробки при шліфуванні і поліруванні виробів, підвищує продуктивність і експлуатаційні властивості виробів в частині опору зносу, корозії і механічного руйнування. Технологія МАО має колосальний технічний потенціал, але за оцінками, зробленими у роботі [3], технічні можливості її реалізації на цей момент використовуються тільки на 3 %. При вирішенні кожної нової задачі з використанням нових пристроїв для МАО обов'язковою процедурою є підбір і оптимізація цілого ряду параметрів по вибору магнітної системи, ФАП для забезпечення продуктивності, шорсткості оброблюваної поверхні або за величиною Ra - середньоарифметичного відхилення лінії профілю або Rz - відхилення висоти шорсткості поверхні. Як прототип за збігом призначення, використання типу індуктора на постійних магнітах, використання приводу індуктора в обертання у вигляді існуючого верстата з вертикальною віссю обертання вибрано пристрій для локального полірування і зачистки плоских поверхонь, що проаналізовано вище, згідно з роботою [3], стор 173-175. Спільними суттєвими ознаками прототипу і технічного рішення, що заявляється, є такі: • пристрій для МАО, що містить • індуктор на постійних магнітах, • привід індуктора в обертання, • пристосування для подачі в зону обробки підібраної дози ФАП і одночасно для збору і видалення з неї відпрацьованих відходів обробки, • пристосування для закріплення оброблюваного виробу. Заявляється пристрій для МАО, створений в процесі виконання дослідницької дослідноекспериментальної розробки технології рівномірного шліфування в магнітному полі по плоскій поверхні пластин сідел клапанів розміром 40 × 37 мм для компресорів побутових холодильників. Технологія повинна відповідати таким умовам: - Забезпечувати в процесі шліфування шорсткість поверхні Rz 0,1 0,2 мкм; - Бути високопродуктивною; - Використовувати для шліфування однієї пластини мінімальну кількість (дозу) ФАП з мінімальним вмістом абразивної складової для забезпечення мінімальної вартості. В основу винаходу поставлена задача удосконалення відомого пристрою для МАО плоскої поверхні заданого виробу підібраною дозою ФАП з використанням, по-перше, індуктора з постійними 96703 6 магнітами з порівняно недорогих магнітних матеріалів, і, по-друге, роторного принципу обертання індуктора з використанням інерційної сили для перемішування ФАП у зоні обробки, а також для розділення та збору відходів порошку в процесі обробки. Це дозволить спростити конструкцію, використавши постійні магніти, забезпечити високопродуктивне шліфування з шорсткістю плоскої поверхні в межах 0,1-0,2 мкм за Rz при використанні мінімальної кількості ФАП і при мінімальній його вартості. Задача, що поставлена, вирішується в винаході, що заявляється на пристрій МАО, головним чином для шліфування плоских поверхонь виробів, що включає індуктор на постійних магнітах, привід індуктора в обертання, пристосування для подачі в зону обробки підібраної дози ФАП з одночасним видаленням з неї і збором відходів обробки, пристосування для закріплення оброблюваного вироби, згідно з винаходом,. • індуктор виконаний у вигляді горизонтально розташованого металевого несучого диска, закріпленого на наведеній в обертання вертикальній осі, до нижньої площини якого прикріплений з тим же зовнішнім діаметром диск з немагнітного матеріалу з розрахунковою кількістю осередків - пазів подовженої форми, розміщених по всьому колу диска по спіралі поблизу до його краю, з встановленими в них плоскими постійними магнітами, • пристосування для подачі в зону обробки підібраної дози магнітно-абразивного порошку з одночасним видаленням з неї і збором відпрацьованих відходів шліфування виконане шляхом занурення диска зазначеного індуктора з постійними магнітами в порожнину немагнітної ємності чашоподібною форми на підібраних відстанях від її дна і країв, для чого поздовжні осі зазначених постійних магнітів розміщені таким чином, щоб при обертанні диска сили тертя об оброблювану деталь, зміщати ФАП на кінець магніту в напрямку від краю диска до його центру з можливістю видалення менш магнітних, ніж ФАП, відходів шліфування і збирання їх біля дна зазначеної чашоподібної ємності, а також перемішування ФАП у зоні обробки з одночасним переходом його, починаючи з найпершого магніту на кожну наступну, причому поруч з кінцем останнього постійного магніту на окружності диска розміщений додатковий перехідний постійний магніт, поздовжня вісь якого з'єднує кінці зазначених першого і останнього постійних магнітів для переміщення ФАП знову в зону обробки першого магніту, а біля дна чашоподібної ємності закріплені немагнітна підставка з розподільником ФАП • і кріпленням виробу, що оброблюється. Перераховані вище ознаки в загальному формулюванні пристрою становлять суть винаходу, оскільки є необхідними в будь-яких варіантах реалізації винаходу і достатніми для досягнення поставленої задачі. Конкретними відзнаками пристрою, що заявляється, є наступні. 1. Як привод індуктора в обертання використаний свердлильний верстат марки МІ 12 Полтав 7 ського заводу, забезпечений ступінчатим регулюванням швидкості обертання, з максимально допустимим діаметром диска індуктора 340 мм, по колу якого закріплені 24 постійні магніти з індукцією на поверхні, рівною 0,4 Тл. 2. По торцю немагнітного диска закріплений з немагнітного матеріалу обід, що зміцнює. Відстань від його торця до бортів немагнітної чашоподібної ємності вибрано рівною 40-45 мм, а відстань зони обробки від дна чашоподібної ємності, що зазначена, вибрано рівною 35±1 мм. Особливості реалізації винаходу, що зазначені, не є обов'язковими, але найбільш переважними з точки зору заявника і не роблять неможливим інше виконання пристрою в межах винаходу. Причинно-наслідковий зв'язок між відмінними ознаками пристрою і досягуваним за їхньою допомогою технічним результатом полягає в наступному. В основу винаходу покладено результати експериментальних досліджень з впливу різних параметрів на техніко-економічні характеристики процесу шліфування сідел клапанів компресора, викладені нижче: 1) за впливом магнітного поля і параметрів конструкції на тяжіння до постійних магнітів магнітоабразивних порошків і видалення відходів із зони шліфування; 2) за впливом швидкості руху ФАП поверхні, що оброблюється; 3) за впливом розміру зерна абразиву ФАП; 4) за впливом розміру зерна ФАП; 5) за впливом твердості зерна абразиву ФАП. Суть винаходу пояснюється кресленнями, де зображені: - На фіг.1 - Принципова схема пристрою для МАО (шліфування) плоских поверхонь. - На фіг.2 - Диск для обробки плоских поверхонь із встановленими на краях диска постійними магнітами. - На фіг.3 - Графік експериментального визначення маси порошків, притягнутих з дна ємності на магніти обертового диска. Зміст абразиву в ФАП: 50 об. %. Час обертання 15 с. Швидкість обертання 15 м/с. Маса наважки 3 г. Середній розмір часток ФАП: 1-20 мкм; 250 мкм; 3-150 мкм. 4 - дрібнодисперсні оксиди заліза. - На фіг.4 - Графік зміни шорсткості поверхні деталі в процесі шліфування. Розмір часток ФАП: 200-250 мкм. Зміст абразиву в ФАП 10 про. %. Розмір часток абразиву ФАП 5-7 мкм. Маса наважки 4,8 г. Відстань від магнітів до дна ємності шліфування: 1-10 мм, 235 мм, 3-50 мм. - На фіг.5 - Графік зміни шорсткості поверхні деталі в процесі шліфування. Зміст абразиву в ФАП: 10 об. %. Розташування абразиву - поверхневе. Розмір часток ФАП 200250 мкм. Розмір часток абразиву 5-7 мкм. Маса наважки 4,8 г. Швидкість переміщення ФАП відносно поверхні деталі 15 м/с. Абразив в ФАП: 1 карбід титану; 2 -алмаз. - На фіг.6 - Графік знімання металу з поверхні деталі в процесі шліфування. Зміст абразиву в 96703 8 ФАП: 10 об. %. Розташування абразиву - поверхневе. Розмір часток ФАП: 200-250 мкм. Розмір часток абразиву 5-7 мкм. Маса наважки 4,8 г. Швидкість переміщення ФАП відносно поверхні деталі 15 м/с. Абразив в ФАП: 1 - карбід титану; 2 - алмаз. Пристрій для МАО при шліфуванні плоских поверхонь згідно з фіг.1 містить: 1 - диск (показаний як одне ціле); 2 - постійні магніти; 3 - ФАП у вигляді притягнутої "щітки"; 4 - оброблювана деталь; 5 - підставка з немагнітного матеріалу; 6 - чашовидна ємність. На фіг.2 показані: 7 - металевий диск; 8 - неметалічний (немагнітний) диск з осередками - пазами для фіксації постійних магнітів; 2 - постійні магніти з індукцією 0,4 Тл. Опис пристрою, з урахуванням фіг.1,2, у статичному стані не вимагає особливих пояснень. Принципова схема пристрою приведена на фіг.1. На обертовому диску 1 закріплені постійні магніти 2, на яких силою магнітного поля утримується магнітно-абразивний порошок 3. ФАП шліфує деталь 4, яка закріплена на підставці 5. Процес шліфування відбувається всередині чашоподібної ємності 6, яка не допускає розкидання ФАП за її межі. Для вибору працездатних розмірів деталей пристрою і їхніх взаємних співвідношень проводилися спеціальні експерименти по їх підбору при вибраних широко використовуваних постійних магнітах з індукцією 0,4 Тл в залежності від швидкості руху диска і від цілого ряду різних характеристик, застосовуваних ФАП. Для шліфування плоских поверхонь ФАП може розташовуватися на магнітах, що обертаються на поверхні барабанного або дискового типу. Щоб забезпечити максимальну продуктивність був вибраний дисковий носій ФАП. Обертовий диск для високопродуктивного конвеєрного виробництва зазвичай розміщується зверху оброблюваної деталі. Чим більше діаметр диска, тим більше можна розмістити на ньому магнітів, і тим вища його продуктивність, однак, при дуже великому діаметрі збільшується биття країв диска по вертикалі. Виходячи з вищесказаного, вибраний оптимальний діаметр диска 340 мм для свердлильного верстата марки 2М112 Полтавського заводу (Україна), що використовувався як привод. Верстат має ремінну передачу швидкостей із ступінчастою регулюванням. Це зручно для зміни швидкостей шліфування, у разі, якщо змінюються вимоги до шорсткості одержуваної поверхні оброблюваної деталі. В установці використано постійні магніти у формі паралелепіпеда 25 × 10 × 10 мм, що мають на поверхні силу магнітного поля 0,4 Тл. Магнітну індукцію постійних магнітів вимірювали магнітометром РШ 1-10, з відносною похибкою не більше 1,5 %. Магніти, розташовані в площині диска, повинні забезпечувати рівномірне шліфування деталі по всій її поверхні. Габарити експериментальної деталі (сідла клапана компресора холодильника) по площині шліфування становлять 40 × 37 мм. 9 При обертанні диска, інерційні сили будуть зміщувати ФАП на кінець магніту, який знаходиться ближче до краю диска. Для запобігання цьому процесу необхідно розташувати магніти під кутом до радіуса диска так, щоб в процесі обробки деталі ФАП зміщувався від краю до центру диска. Починаючи з першого, найближчого до краю диска магніту, кожний наступний магніт повинен бути розташований ближче попереднього до центру диска. Кут між ребром магніту і радіусом диска в кожного наступного повинен зменшуватися у міру віддалення від першого. У результаті ФАП буде концентруватися на краю кінцевого магніту, розташованого найближче до центру диска. Щоб запобігти скупченню порошку на краю кінцевого магніту, поруч з ним розташований ще один магніт, який спрямований так, щоб МАП, в процесі шліфування, переміщувався з останнього магніту на перший (фіг.2). Таке розміщення магнітів забезпечує переміщення ФАП по диску, і, отже, більш рівномірне зняття металу з поверхні деталі. Для перевірки взаємодії магнітного поля з ФАП ми використовували порошки з різною величиною зерна і з різною кількістю абразивної складової. Як встановлено рентгенофазового аналізів, дрібнодисперсні відходи шліфування містять в основному оксиди заліза. Тому для дослідження взаємодії магнітного поля з відходами шліфування використовували оксиди заліза, розміром менше 1 мкм. Маса випробовуваних порцій порошків становила 3 г, як орієнтовна порція ФАП на обробку поверхні однієї деталі. Кожен з порошків розсипали рівномірно по дну ємності для шліфування під магнітами диска. Потім включали обертання диска з мінімальною швидкістю руху магнітів 15 м/с. Швидкість була мінімальною, щоб частки, що притягнулися, на диск не були викинуті з нього силами інерції. Відстань від диска до дна ємності для шліфування змінювали від 20 до 40 мм, час обертання - 15 с. Час заміряли секундоміром СДСпр-12-000, який має абсолютну похибку 0,2 с. Час обертання було вибрано, як максимально можливе при обробці деталі. Після зупинки диска порошок, що прилип до магнітів, зважували. Масу порошку визначали 3-и кратним зважуванням на вагах ВЛР200 з абсолютною похибкою 0,5 мг. Результати експериментів представлені на графіках. 3 фіг.4 видно, що на відстані від магнітів диска до дна ємності, більшому ніж 40 мм, не притягуються ні ФАПу, ні відходи шліфування. При відстанях, менших 20 мм, притягуються всі порошки. При відстані 35 мм від дна ємності шліфування до магнітів притягується близько 10 % відходів шліфування (крива 4). При цій же відстані на магніти притягується близько 90 % ФАП з 10 об. % абразиву і середнім розміром зерна 150 мкм і 90 % МАП з 50 об. % абразиву і середнім розміром зерна ФАП 50 мкм. Відстань від дна ємності шліфування до магнітів 35 мм прийняли як оптимальне. Встановлено, що існує оптимальний розмір часток ФАП з середнім розміром зерна ФАП 50 мкм, який найкраще притягається магнітами диска. Великі частинки притягуються гірше, тому що мають велику масу. Більш дрібні гірше притя 96703 10 гуються до магнітів у зв'язку зі зростаючим впливом поверхневої оксидної плівки. Після проведення експериментів по взаємодії ФАП і відходів шліфування з магнітним полем було встановлено, що відстань від краю диска до бортів ємності повинно бути більше 40 мм (фіг.1), щоб весь порошок викидався з країв магнітів, розташованих ближче до краю диска, не накопичуючись на них. Скупчування ФАП на краях магнітів може призвести до нерівномірності шліфування поверхні деталі. Якщо відстань від краю диска до бортів ємності складає 40 мм, то порошок, вдаряючись об борти, скочується вниз, на дно ємності. Тут частки ФАП знову притягнуться магнітами диска, а відходи шліфування залишаться лежати на дні, тому що відстань від дна ємності до магнітів на диску складає 35 мм. Занадто велика відстань від краю диска до бортів ємності забезпечить більш пологий схил, і сила тертя не дозволить часткам ФАП скотитися на дно ємності для шліфування, щоб знову притягнутися на магніти диска. Значить, відстань від краю диска до бортів ємності не повинна сильно перевищувати 40 мм. Для перевірки впливу відстані від дна ємності до магнітів на процес шліфування був проведений експеримент. У ході експерименту пластини шліфували ФАП з розміром зерна 200-250 мкм, що містить 10 об. % абразиву. Відстань від дна ємності до магнітів було різне: оптимальне - 35 мм, коли ФАП повертався на магніти в зону різання після падіння на дно, а відходи шліфування залишаються на дні, 50 мм - коли ФАП і відходи шліфування, відлетівши з магнітів, вже не поверталися в зону різання; 10 мм - коли ФАП і відходи шліфування, відлетівши з магнітів, поверталися в зону різання. Після закінчення шліфування заміряли шорсткість поверхні і масу прошліфованого зразка. Шорсткість поверхні вимірювали в 9 точках зразка по три рази в кожній приладом TR200, мають відносну похибку не більше 2 %. Результати експериментів показали, що при відстані 35 мм від дна ємності до магнітів виходить найкраща якість поверхні при самій великій швидкості знімання металу. Якщо відстань від дна ємності до магнітів більше 35 мм, то росте втрата ФАП у процесі шліфування. Це призводить до зменшення знімання металу. Недолік ФАП у зоні різання приводить до її передчасного вироблення, що не дозволяє отримати хорошу якість поверхні. Якщо відстань від дна ємності шліфування до магнітів менше 35 мм, то в зоні різання швидко накопичуються продукти зносу, які сприяють утворенню вторинних структур на поверхні оброблюваної деталі. Це збільшує шорсткість поверхні, а, крім того, доводиться зрізати вторинний шар, що уповільнює швидкість знімання металу. Для перевірки впливу твердості абразивного зерна на процес шліфування були використані ФАП розміром 200-250 мкм з 10 об. % абразиву. Як абразив були використані частки алмазу і карбіду титану розміром 5-7 мкм. Результати експерименту представлені на фіг.5, 6. 3 фіг.5, 6, що МАП з алмазним абразивом дає знімання металу в два рази вище, ніж ФАП з абразивом з карбіду титану. 11 Результати численних експериментів дозволили зробити такі загальні висновки по працездатності таких установок для магнітно-абразивного шліфування плоских поверхонь. При фінішній МАО необхідно враховувати взаємодію магнітного поля з ФАП та відходами шліфування. ФАП, використовувані для фінішної обробки, повинні притягатися до магнітів сильніше, ніж відходи шліфування. Кращу взаємодію з магнітним полем мають ФАП з мінімальним середнім розміром частинок, за умови, що вони не окислені. ФАП має містити максимальну кількість магнітної складової, тобто мінімально необхідну кількість абразиву. Для МАО сідел клапана компресора з носієм ФАП дискового типу оптимальні магнітні властивості має композиційний порошок з середнім розміром частинок 50 мкм, що містить 10 об. % абразиву. Відстань від магнітів до дна ємності повинна бути такою, щоб з нього до магнітів притягалася максимальна кількість ФАП і мінімальна кількість відходів шліфування. Це забезпечує найкращу якість оброблюваної поверхні при найбільшій швидкості знімання металу. Для магнітів даної установки, що мають силу магнітного поля, що дорівнює 0,4 Тл, оптимальну відстань від магнітів диска до дна ємності шліфування становить 35 мм. При фінішній магнітно-абразивній обробці поверхні деталі швидкість обертання диска впливає на утримання ФАП і відходи шліфування на магні 96703 12 тах, шорсткість отримуваної поверхні, знімання металу. Конкретно до практичного застосування розробленої технології шліфування в магнітному полі сідел клапанів для компресорів холодильників отримані наступні результати. Технологія дозволяє шліфувати поверхню деталі від шорсткості R z 0,4 мкм до шорсткості R z 0,1 0,2 мкм. Час шліфування - 5 с Маса наважки для двостороннього шліфування оброблюваної поверхні всієї деталі - 4,8 × 2=9,6 г. Швидкість переміщення ФАП щодо оброблюваної поверхні - 15м/с. Сила магнітного поля постійних магнітів на поверхні - 0,4 Тл. Розмір часток ФАП - 200-250 мкм. Зміст абразиву в ФАП -10 об. %. Розмір часток абразиву ФАП - 5-7 мкм. Розташування абразиву в ФАП поверхневе. Більш дорогий алмазний абразив забезпечує 2-о кратне збільшення продуктивності в порівнянні з карбідом титану. При цьому шорсткість одержуваної поверхні практично така ж. На цій же установці за рахунок використання спеціально вивіреної підставки є можливість обробляти велику площу плоскої поверхні. З урахуванням представлених результатів експериментальних досліджень можна твердити, що рішення, що заявляється, повністю відповідає нормативним вимогам, що пред'являються до винаходу за новизною, винахідницьким рівнем і промисловою придатністю. 13 Комп’ютерна верстка Л. Ціхановська 96703 Підписне 14 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for magnetic abrasive treatment
Автори англійськоюDotsenko Kostiantyn Ivanovych, Polischuk Volodymyr Sidorovych
Назва патенту російськоюУстройство для магнитно-абразивной обработки
Автори російськоюДоценко Константин Иванович, Полищук Владимир Сидорович
МПК / Мітки
МПК: B24B 31/112
Мітки: обробки, пристрій, магнітно-абразивної
Код посилання
<a href="https://ua.patents.su/7-96703-pristrijj-dlya-magnitno-abrazivno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для магнітно-абразивної обробки</a>
Пристрій для магнітно-абразивної обробки
Номер патенту: 59313
Опубліковано: 10.05.2011
Автори: Поліщук Володимир Сидорович, Доценко Костянтин Іванович
МПК: B24B 31/112
Мітки: магнітно-абразивної, обробки, пристрій
Формула / Реферат:
1. Пристрій для магнітно-абразивної обробки, головним чином для шліфування плоских поверхонь виробів, що включає індуктор на постійних магнітах, привід індуктора в обертання, пристосування для подачі в зону обробки підібраної дози магнітно-абразивного порошку з одночасним збиранням і видаленням з неї відпрацьованих відходів обробки, пристосування для закріплення оброблюваного виробу, який відрізняється тим, що індуктор виконаний у вигляді...
Пристрій для магнітно-абразивної об’ємної обробки деталей
Номер патенту: 92513
Опубліковано: 10.11.2010
Автори: Гейчук Володимир Миколайович, Гаврушкевич Андрій Юрійович, Майборода Віктор Станіславович
МПК: B24B 31/112
Мітки: деталей, пристрій, об'ємної, обробки, магнітно-абразивної
Формула / Реферат:
1. Пристрій для магнітно-абразивної об'ємної обробки деталей, що містить магнітопровід з двома парами полюсних наконечників, на робочій радіальній поверхні кожного з яких виконані гвинтові канавки, кожна пара з полюсних наконечників розташована по торцях зубчатого вінця деталі вздовж осі робочої зони, в якій розміщена оброблювана деталь з утворенням торцевих та радіальних робочих зазорів, пристрій для встановлення деталі з можливістю її...
Пристрій для магнітно-абразивної обробки
Номер патенту: 13115
Опубліковано: 28.02.1997
Автори: Горбачов Олександр Федорович, Кулагін Олексій Іванович, Долматов Анатолій Іванович, Степаненко Володимир Миколайович, Кукса Анатолій Володимирович
МПК: B24B 31/112
Мітки: пристрій, магнітно-абразивної, обробки
Формула / Реферат:
(57) Устройство для магнитно-абразивной обработки деталей, содержащее индуктор, торцевая рабочая поверхность которого образована постоянными магнитами, закреп ленными на рычагах, установленных в корпусе индуктора равномерно по окружности с возможностью поворота вокруг осей, лежащих в плоскости, перпендикулярной оси вращения индуктора, средство фиксации поворота рычагов и привод вращения индуктора, отличающееся тем, что устройство снабжено...
Спосіб магнітно-абразивної обробки
Номер патенту: 44708
Опубліковано: 12.10.2009
Автори: Лошковський Андрій Олександрович, Сивак Іван Онуфрійович
МПК: B24B 31/112
Мітки: магнітно-абразивної, спосіб, обробки
Формула / Реферат:
Спосіб магнітно-абразивної обробки, при якому абразивну масу зворотно-поступальним рухом багатократно продавлюють вздовж каналу, утвореного направляючим елементом разом із оброблюваною деталлю, причому направляючий елемент беруть із отворами, що плавно розширюються від торцевих поверхонь, і розміщують його по торцях оброблюваних заготовок отворами меншого діаметра в стик і співвісно оброблюваними отворами, який відрізняється тим, що як...
Спосіб вимірювання миттєвих контактних температур у зоні магнітно-абразивної обробки
Номер патенту: 39827
Опубліковано: 10.03.2009
Автори: Мельник Олена Олексіївна, Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович, Гавріш Анатолій Павлович, Віцюк Юлія Юріївна
МПК: G11B 5/127
Мітки: контактних, обробки, спосіб, магнітно-абразивної, миттєвих, вимірювання, зони, температур
Формула / Реферат:
Спосіб вимірювання миттєвих контактних температур у зоні магнітно-абразивної обробки, що базується на фіксації температур за допомогою хромель-алюмелевої термопари, який відрізняється тим, що штучно утворюють хромель-алюмелеву термопару, яка виникає при зрізанні мікростружок з площею перерізу 5-10 мкм2, шляхом поєднання електрода хромелевого дроту з матеріалом оброблюваної деталі, що слугує другим електродом, причому хромелевий електрод через...
Попередній патент: Газоперекачувальна установка магістрального трубопроводу
Наступний патент: Короткочасне ослаблення перешкод в асинхронній бездротовій мережі
Випадковий патент: Спосіб визначення питомої електропровідності грунту