Спосіб вимірювання миттєвих контактних температур у зоні магнітно-абразивної обробки
Номер патенту: 39827
Опубліковано: 10.03.2009
Автори: Віцюк Юлія Юріївна, Гавриш Олег Анатолійович, Гавріш Анатолій Павлович, Мельник Олена Олексіївна, Роїк Тетяна Анатоліївна
Формула / Реферат
Спосіб вимірювання миттєвих контактних температур у зоні магнітно-абразивної обробки, що базується на фіксації температур за допомогою хромель-алюмелевої термопари, який відрізняється тим, що штучно утворюють хромель-алюмелеву термопару, яка виникає при зрізанні мікростружок з площею перерізу 5-10 мкм2, шляхом поєднання електрода хромелевого дроту з матеріалом оброблюваної деталі, що слугує другим електродом, причому хромелевий електрод через отвір у деталі вводять у зону магнітно-абразивної обробки, а гарячий спай штучної термопари утворюється розігрітою від оброблення стружкою.
Текст
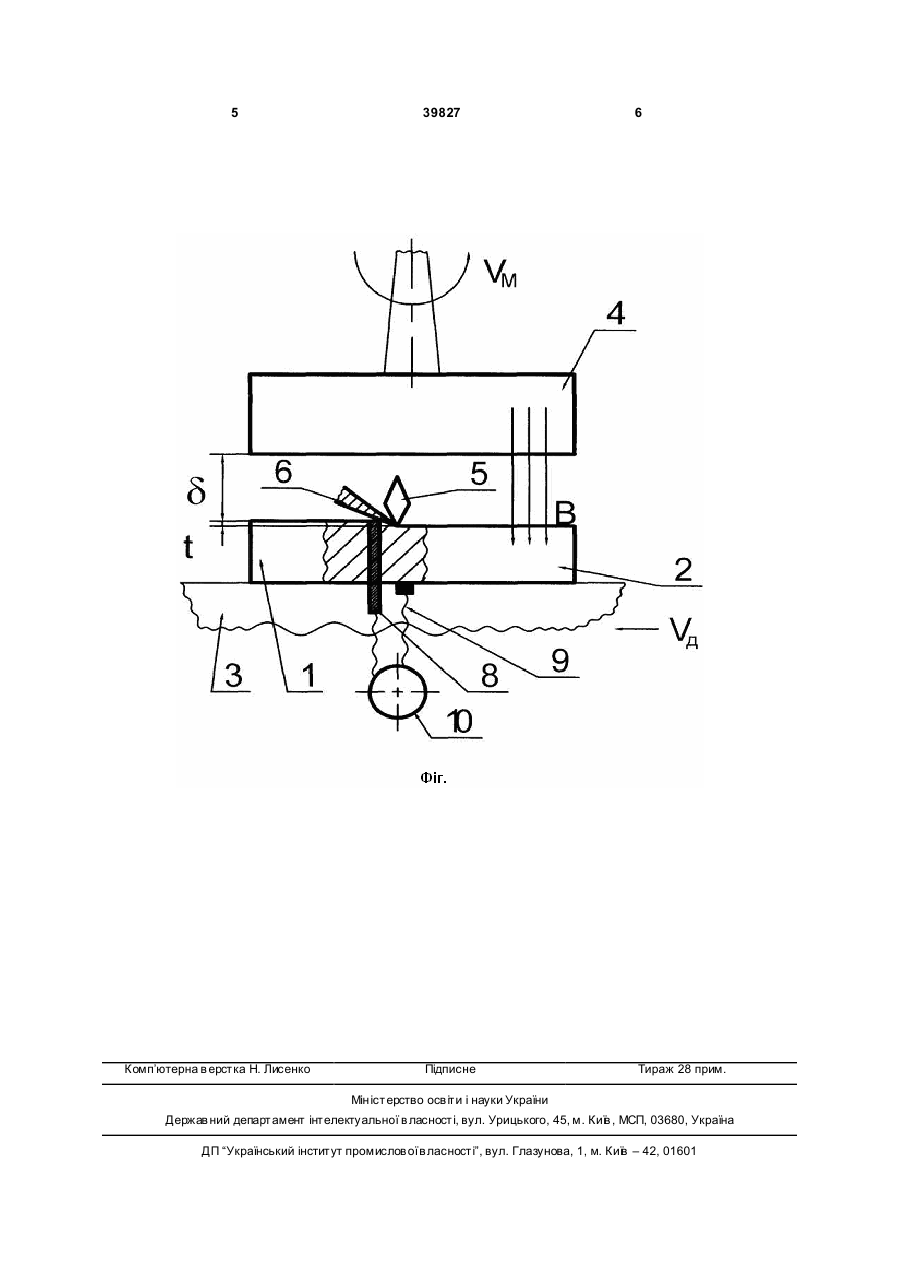
Спосіб вимірювання миттєвих контактних температур у зоні магнітно-абразивної обробки, що 3 39827 дозволяє взагалі зафіксувати хо ть якісь мінімальні значення температур. В основу корисної моделі поставлено задачу фіксації невеликих температур у діапазоні 70200°С. Поставлена задача вирішується тим, що спосіб вимірювання миттєвих контактних температур у зоні магнітно-абразивної обробки базується на фіксації температур за допомогою хромельалюмелевої термопари, який відрізняється тим, що штучно утворюють хромель-алюмелеву термопару, яка виникає при зрізанні мікростружок з площею перерізу 5-10мкм 2, шляхом поєднання електроду хромелєвого дроту з матеріалом оброблюваної деталі, що слугує другим електродом, причому хромелєвий електрод через отвір у деталі вводять у зону магнітно-абразивної обробки, а гарячий спай штучної термопари утворюється розігрітою від оброблення стружкою. На Фіг. показано схему реалізації способу, що пропонується. Деталь 1 - з магнітного сплаву на основі нікелю, плоску поверхню 2, яку обробляють магнітноабразивним методом, закріпляють на столі 3 відповідного верстата. Між магнітом 4 і деталлю 1 утворюється магнітне поле з індукцією В, яке міцно утримує у зазорі δ між магнітом 4 і поверхнею оброблення 2 фероабразивні зерна 5. Завдяки дії магнітного поля зерна 5 завжди орієнтовані своєю гострою ріжучою кромкою до поверхні обробки. З початком зворотно-поступового руху стола 3 зі швидкістюVд і обертанням магніту 4 з окружною швидкістю Vм відбувається зняття з плоскої поверхні деталі припуска товщиною t, при цьому зрізаються мікростружки 6, які завдяки малій зернистості фероабразивного мікропорошку (20-70мкм) і невеликих глибинах різання t у межах 0,1-0,5мкм, здебільшого мають площу перерізу у діапазоні 510мкм 2. Через точний отвір у деталі 2 на поверхню оброблення вводять хромелєвий дріт 8, який міцно закріплюють і який утворює один електрод штучної термопари, що застосовується для вимірювання температур у зоні оброблення. До деталі 2 міцно (наприклад, за допомогою лазерного зварювання) кріплять струмопровідник 9 у вигляді тонкого дроту чи стрічки. У цьому випадку деталь 2, що обробляється, являє собою другий електрод штучно створеної термопари. Обидва підключають до вимірювального приладу 10. Під час оброблення утворюється стружка 6, яка, завдяки пластичним деформаціям металу, нагрівається до певної температури, значення якої залежать від сукупної дії режимних параметрів різання (Vд, Vм , В, δ та інше). Розігрітий елемент стружки замикає хромелєвий електрод з деталлю обробки 2, утворюючи гарячий спай штучної термопари. В результаті дії усі х факторів виникає ЕРС, яку фіксує прилад 10. 4 Провівши відповідне тарування штучної термопари за показниками вимірювального приладу (наприклад, стрілочний гальванометр, чи шлейфовий осцилограф) можна фіксувати миттєві контактні температури, що виконують у зоні різання під час оброблення. Спосіб вимірювання миттєвих контактних температур у зоні магнітно-абразивної обробки високолегованих сплавів на основі нікелю у порівнянні з відомим [1] (найближчим аналогом) забезпечує отримання надійних показників температур (таблиці 1, 2) Таблиця 1 Залежність миттєвої контактної температури Т поверхні від індукції при магнітно-абразивній обробці деталей зі сплаву 81 НМТ Індукція В, Тл 0.5 1.0 1.5 Тонке абразивне шліфування (найближчий аналог) Температура Т, °С 50 70 100 Не фіксується Таблиця 2 Вплив індукції В у робочому зазорі при магнітноабразивній обробці деталей з композиційного сплаву ХН55ВМТКЮ на миттєві контактні температури Т у зоні оброблення Індукція В, Тл 0.5 1.0 1.5 Тонке абразивне шліфування (найближчий аналог) Температура Т, °С 50 70 100 Не фіксується Використання корисної моделі дозволяє забезпечити надійну реєстрацію значень миттєвих контактних температур у зоні оброблення і, встановлюючи необхідні режими різання при магнітноабразивній обробці, гарантувати оброблення мінімальних значень параметрів наклепу у поверхневому шарі деталі, що обробляється. Це також зменшує брак при обробці, попереджуючи виникнення у процесі виробництва деталей з високолегованих сплавів на основі нікелю кристалічних температур, що не повинні перевищувати значень точки Кюрі (100-350°С) з урахуванням марок матеріалів деталей, що оброблюються. Література: 1. Гавриш А.П., Мельничук П.П. Фінішна алмазно-абразивна обробка магнітних матеріалів. Видво ЖДТУ: Жи томир - 2004.-552с. 5 Комп’ютерна в ерстка Н. Лисенко 39827 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for measurement of instantaneous contact temperatures in zone of magnetic-abrasive processing
Автори англійськоюHavrysh Anatolii Pavlovych, Roik Tetiana Anatolivna, Melnyk Olena Oleksiivna, Vitsiuk Yulia Yuriivna, Havrysh Oleh Anatoliiovych
Назва патенту російськоюСпособ измерения мгновенных контактных температур в зоне магнитно-абразивной обработки
Автори російськоюГавриш Анатолий Павлович, Роик Татьяна Анатольевна, Мельник Елена Алексеевна, Вицюк Юлия Юрьевна, Гавриш Олег Анатольевич
МПК / Мітки
МПК: G11B 5/127
Мітки: магнітно-абразивної, зони, контактних, миттєвих, обробки, вимірювання, температур, спосіб
Код посилання
<a href="https://ua.patents.su/3-39827-sposib-vimiryuvannya-mittehvikh-kontaktnikh-temperatur-u-zoni-magnitno-abrazivno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Спосіб вимірювання миттєвих контактних температур у зоні магнітно-абразивної обробки</a>
Установка для магнітно-абразивної обробки труб та прутків
Номер патенту: 76618
Опубліковано: 15.08.2006
Автори: Гейчук Володимир Миколайович, Лисенко Андрій Анатолійович, Майборода Віктор Станіславович
МПК: B24B 31/112
Мітки: магнітно-абразивної, установка, обробки, прутків, труб
Формула / Реферат:
Установка для магнітно-абразивної обробки труб та прутків, що містить замкнуту магнітну систему з двома опозитно розташованими чашковими полюсами електромагніту, що утворюють робочу зону у вигляді кільця для розміщення деталі таким чином, що її вісь проходить ексцентрично відносно площини симетрії полюсів, яка відрізняється тим, що на робочих торцях чашкових полюсів електромагніту виконані концентратори магнітного потоку у вигляді канавок від...
Універсальна головка для магнітно-абразивної обробки
Номер патенту: 78782
Опубліковано: 25.04.2007
Автори: Майборода Віктор Станіславович, Лисенко Андрій Анатолійович, Гейчук Володимир Миколайович
МПК: B24B 31/112
Мітки: обробки, універсальна, головка, магнітно-абразивної
Формула / Реферат:
Універсальна головка для магнітно-абразивної обробки, що містить привідний модуль з механізмом відбору потужності, який складається з нерухомого центрального циліндричного колеса, встановленого на оправці на підшипниках, та паразитного зубчастого колеса, встановленого на поворотній відносно оправки плиті і з'єднаного з однієї сторони з центральним циліндричним колесом, а з іншої сторони - з гітарою змінних коліс привідного модуля та...
Спосіб прецизійної абразивної обробки плоских поверхонь деталей з нікелевих сплавів
Номер патенту: 39728
Опубліковано: 10.03.2009
Автори: Мельник Олена Олексіївна, Гавріш Анатолій Павлович, Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна, Віцюк Юлія Юріївна
МПК: B23P 9/00
Мітки: деталей, нікелевих, плоских, сплавів, спосіб, поверхонь, абразивної, обробки, прецизійної
Формула / Реферат:
Спосіб прецизійної абразивної обробки плоских поверхонь деталей з нікелевих сплавів, що включає магнітно-абразивне оброблення дрібнозернистими металокерамічними порошками у магнітному полі, який відрізняється тим, що обробку поверхонь деталей з магнітно-м'яких матеріалів виконують з такими режимами різання: поздовжня швидкість деталі Vп=2-10 м/хв., довжина робочого зазору між магнітом і деталлю 1,0-1,2 мм, зернистість абразивного порошку...
Верстат з чпк для магнітно-абразивної обробки лопаток газотурбінних двигунів
Номер патенту: 77792
Опубліковано: 15.01.2007
Автори: Гейчук Володимир Миколайович, Майборода Віктор Станіславович, Лисенко Андрій Анатолійович
МПК: B24B 31/112
Мітки: верстат, чпк, газотурбінних, магнітно-абразивної, лопаток, двигунів, обробки
Формула / Реферат:
Верстат для магнітно-абразивної обробки лопаток газотурбінних двигунів, що містить станину з встановленою на ній магнітною системою, у якій робочий зазор має форму кільця, заповненого магнітно-абразивним порошком, та з рівномірно розташованими по колу магнітними полюсами, каретку, встановлену з можливістю вертикального поступального руху, на якій встановлено з можливістю обертального руху співвісний з робочим зазором ротор, що містить...
Спосіб фінішної абразивної обробки зовнішніх профільних поверхонь деталей з нікелевих сплавів
Номер патенту: 39731
Опубліковано: 10.03.2009
Автори: Гавріш Анатолій Павлович, Мельник Олена Олексіївна, Гавриш Олег Анатолійович, Віцюк Юлія Юріївна, Роїк Тетяна Анатоліївна
МПК: G11B 5/127
Мітки: профільних, зовнішніх, спосіб, фінішної, обробки, абразивної, нікелевих, деталей, поверхонь, сплавів
Формула / Реферат:
Спосіб фінішної абразивної обробки зовнішніх профільних поверхонь деталей з нікелевих сплавів шляхом впливу феромагнітним абразивним порошком, який знаходиться у магнітному полі оброблювального обертового інструмента, який відрізняється тим, що оброблювальний інструмент обертають з окружною швидкістю 1,0-4,0 м/с, а оброблюваним профільним поверхням деталей надають поздовжньо-зворотні рухи зі швидкістю 300-350 мм/хв. вздовж профілю деталі, при...
Попередній патент: Тензодинамометрична оправка
Наступний патент: Термопара
Випадковий патент: Теплиця вегетації грибів