Спосіб отримання композиційного матеріалу
Номер патенту: 96921
Опубліковано: 26.12.2011
Автори: Спиридонова Ірина Михайлівна, Сухова Олена Вікторівна, Бутенко Валерій Феодосієвич, Карпенко Надія Валеріївна, Сльозко Дмитро Євгенійович

Формула / Реферат
Спосіб одержання композиційного матеріалу шляхом просочення дисперсійно-ствердлим сплавом-зв'язкою попередньо заформованого порошкового зносостійкого матеріалу в процесі нагріву, який відрізняється тим, що просочують порошковий зносостійкий матеріал переважно у вигляді гранул карбідів вольфраму у два етапи, причому виконують на першому етапі нагрів та додаткову подальшу витримку за температури, що на 50-70 К перевищує температуру плавлення більш легкоплавкого дисперсійно-ствердлого сплаву-зв'язки, який містить 19,5-21,5 % Ni, 19,5-21,5 % Mn, Cu - залишок, а на другому етапі нагрівають до рівня, що на 50-70 К перевищує температуру плавлення більш тугоплавкого евтектичного сплаву-зв'язки, який містить 0,5-1,0 % С, 2,0-2,5 % В, 0,3-1,0 Si %, 1,0-2,0 % Mn, 0,5-1,5 % Р, 3,0-5,0 % Mo, 0,5-1,2 % Al, Fe - залишок.
Текст
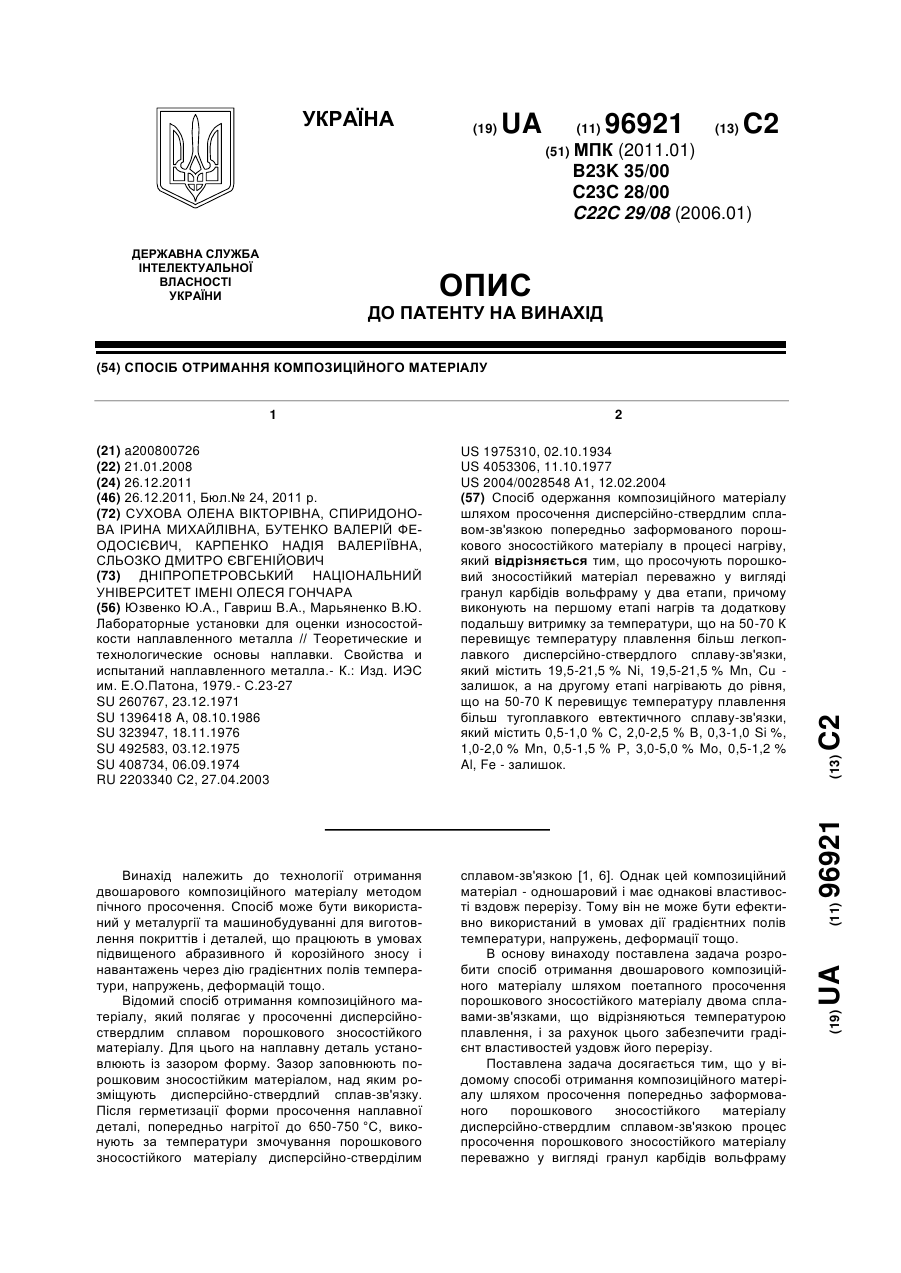
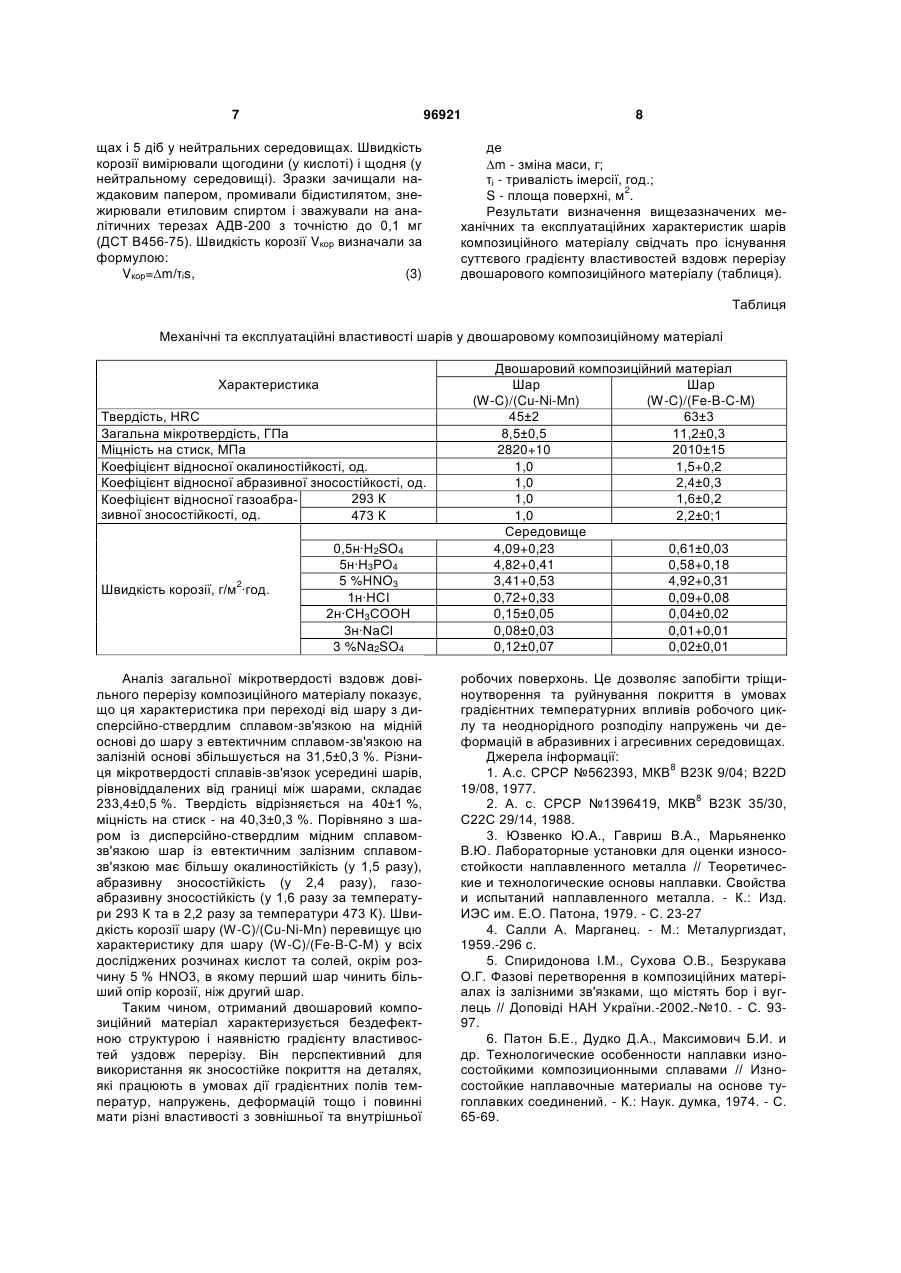
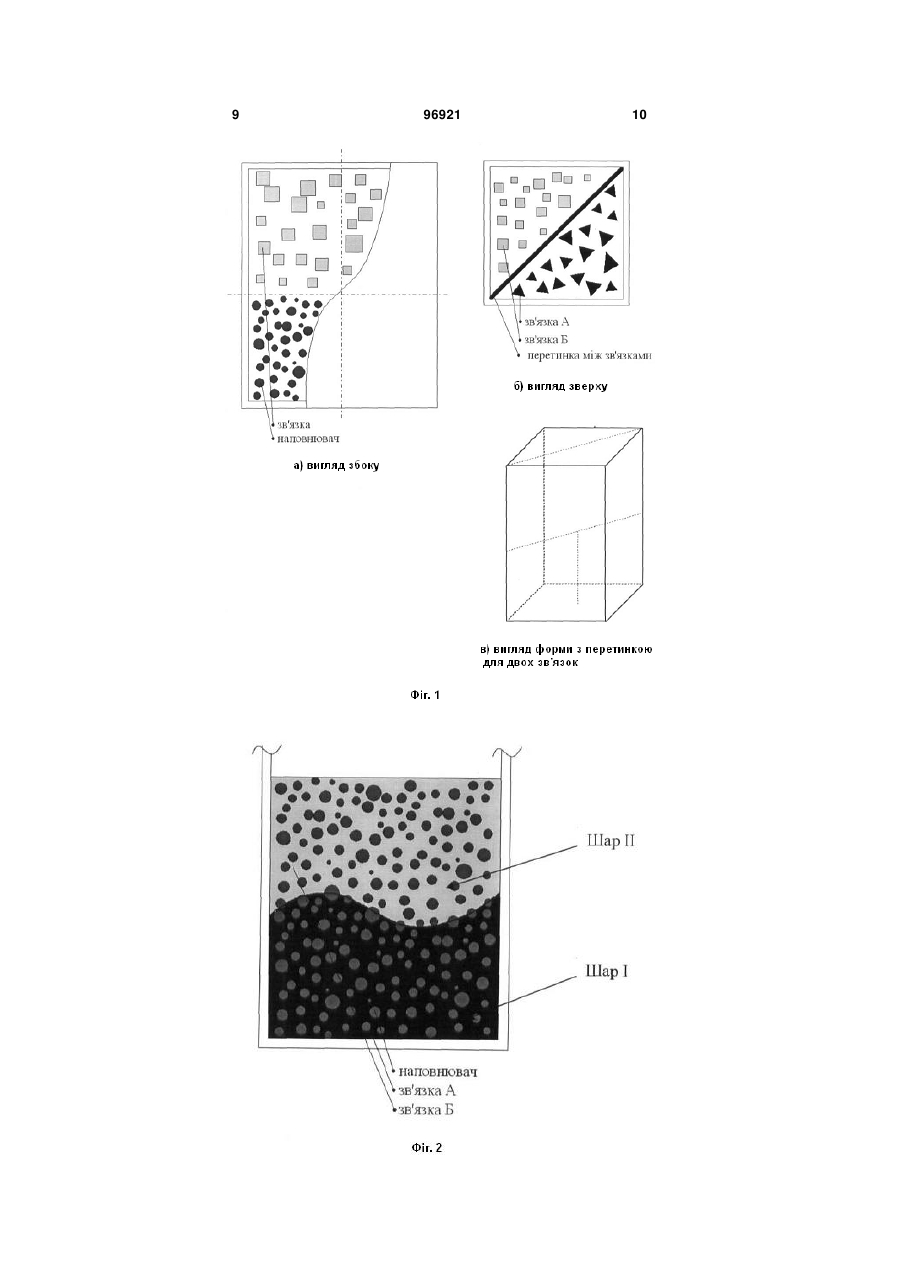
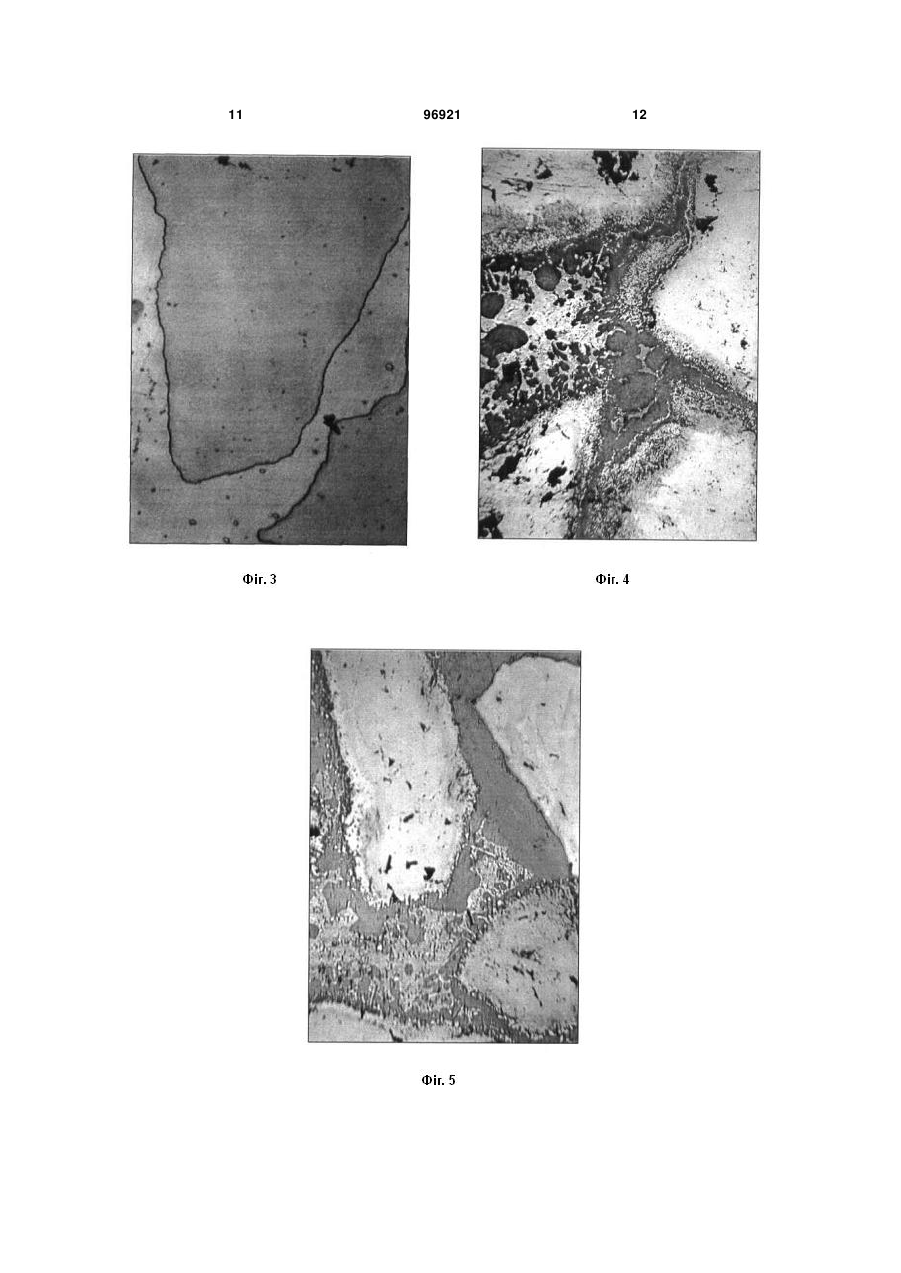
Спосіб одержання композиційного матеріалу шляхом просочення дисперсійно-ствердлим сплавом-зв'язкою попередньо заформованого порошкового зносостійкого матеріалу в процесі нагріву, який відрізняється тим, що просочують порошковий зносостійкий матеріал переважно у вигляді гранул карбідів вольфраму у два етапи, причому виконують на першому етапі нагрів та додаткову подальшу витримку за температури, що на 50-70 К перевищує температуру плавлення більш легкоплавкого дисперсійно-ствердлого сплаву-зв'язки, який містить 19,5-21,5 % Ni, 19,5-21,5 % Mn, Cu залишок, а на другому етапі нагрівають до рівня, що на 50-70 К перевищує температуру плавлення більш тугоплавкого евтектичного сплаву-зв'язки, який містить 0,5-1,0 % С, 2,0-2,5 % В, 0,3-1,0 Si %, 1,0-2,0 % Mn, 0,5-1,5 % Р, 3,0-5,0 % Mo, 0,5-1,2 % Al, Fe - залишок. UA (21) a200800726 (22) 21.01.2008 (24) 26.12.2011 (46) 26.12.2011, Бюл.№ 24, 2011 р. (72) СУХОВА ОЛЕНА ВІКТОРІВНА, СПИРИДОНОВА ІРИНА МИХАЙЛІВНА, БУТЕНКО ВАЛЕРІЙ ФЕОДОСІЄВИЧ, КАРПЕНКО НАДІЯ ВАЛЕРІЇВНА, СЛЬОЗКО ДМИТРО ЄВГЕНІЙОВИЧ (73) ДНІПРОПЕТРОВСЬКИЙ НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ ІМЕНІ ОЛЕСЯ ГОНЧАРА (56) Юзвенко Ю.А., Гавриш В.А., Марьяненко В.Ю. Лабораторные установки для оценки износостойкости наплавленного металла // Теоретические и технологические основы наплавки. Свойства и испытаний наплавленного металла.- К.: Изд. ИЭС им. Е.О.Патона, 1979.- С.23-27 SU 260767, 23.12.1971 SU 1396418 A, 08.10.1986 SU 323947, 18.11.1976 SU 492583, 03.12.1975 SU 408734, 06.09.1974 RU 2203340 C2, 27.04.2003 C2 2 (19) 1 3 проводять у два етапи і виконують на першому етапі нагрів і витримку за температури, що на 5070 К перевищує температуру плавлення більш легкоплавкого дисперсійно-ствердлого сплавузв'язки, який містить 19,5-21,5 % Ni, 19,5-21,5 % Мn, Сu - залишок, а на другому етапі нагрівають до рівня, що на 50-70 К перевищує температуру плавлення більш тугоплавкого евтектичного сплаву-зв'язки, який містить 0,5-1,0 % С, 2,0-2,5 % В, 0,3-1,0 Si %, 1,0-2,0 % Мn, 0,5-1,5 % Р, 3,0-5,0 % Мo, 0,5-1,2 % Аl, Fe - залишок, у результаті чого утворюється двошаровий композиційний матеріал. У відомому способі зносостійкого наплавлення для отримання покриття з композиційного матеріалу використовують форму, що повторює поверхню деталі з зазором, рівним товщині покриття. В цю форму насипають і ущільнюють порошковий зносостійкий матеріал, зверху якого розміщують дисперсійно-ствердлий сплав-зв'язку. Після герметизації форми її попередньо підігрівають до температури 650-750 °C. По завершенні просочення на поверхні деталі отримують одношарове покриття з композиційного матеріалу. У даному способі отримання двошарового композиційного матеріалу пропонується наступна технологічна схема. В формі, яку використовують у відомому способі наплавлення, додатково встановлюють перетинку з метою запобігання контактної взаємодії сплавів-зв'язок при просоченні (фіг. 1). Зверху гранул карбідів вольфраму з одного боку від перетинки розміщують подрібнений дисперсійно-ствердлий сплав-зв'язку А [1, 6], а з другого - евтектичний сплав-зв'язку Б [2, 5] у такій же кількості для отримання об'ємного вмісту зносостійкого порошкового матеріалу (тобто наповнювача) в композиційному матеріалі 50-60 об. %. Указаний вміст вибирають із міркувань досягнення максимальної зносостійкості композиційного матеріалу в умовах дії абразивного та агресивного середовищ. Після герметизації і попереднього підігріву форми її нагрівають до температури, яка на 50-70 К перевищує температуру плавлення більш легкоплавкого дисперсійно-ствердлого сплавузв'язки А. Витримка за цієї температури дорівнює 15 хвилин. Перегрів вище температури плавлення сплаву А на 50-70 К та витримку 15 хвилин вибирають із міркувань забезпечення змочування порошкового зносостійкого матеріалу. За меншого перегріву і коротшої витримки з'являється загроза появи в структурі матеріалу дефектів несплавлення, тобто ділянок із підвищеною пористістю внаслідок недопросочення. За більшого перегріву та тривалішої витримки інтенсифікуються процеси розчинення наповнювача в розплавленій зв'язці, що призводить зо зменшення його вмісту та зниження експлуатаційних властивостей композиційного матеріалу. Потім температуру підвищують до рівня, який на 50-70 К перевищує температуру плавлення більш тугоплавкого евтектичного сплаву-зв'язки Б, і також витримують 15 хвилин. Після цього форму охолоджують. У результаті зверху першого шару зі сплавом-зв'язкою А формується другий шар композиційного матеріалу зі сплавом-зв'язкою В, зміцнений аналогічним порошковим наповнювачем. За 96921 4 рахунок чого отримують двошарову структуру композиційного матеріалу (фіг. 2). Таким чином, істотними відмітними ознаками запропонованого способу отримання композиційного матеріалу від прототипу є такі: - послідовне просочення двома зв'язками з різною температурою плавлення; - двошарова структура композиційного матеріалу, яку неможливо отримати відомим способом, шари якого зміцнені однаковим наповнювачем, але різняться складом зв'язки; - градієнт властивостей при переході від одного шару матеріалу до другого. У даний час двошарові композиційні матеріали виготовляють різними способами, а саме: дифузійне зварювання, спільна прокатка між валками, почергова конденсація шарів у вакуумі, іонноплазмовий метод, метод порошкової металургії, електролітичне осадження, осадження у вакуумі та інші. їх недоліками є: висока енергоємність, обмежені технологічні можливості щодо товщини і складу шарів, складність застосовуваного устаткування, можливість розшарування покриттів через виникнення внутрішніх напружень. Використання запропонованого способу пічного просочення забезпечує в порівнянні з указаними способами високу якість покриття та біметалічних з'єднань. Зміни, внесені в відомий спосіб зносостійкого наплавлення, не приводять до погіршення властивостей окремих шарів композиційних матеріалів. Спосіб відрізняється технологічністю і ефективністю, простотою і продуктивністю. Він не потребує спеціального технологічного обладнання і додатково навченого персоналу. Крім того, спосіб дозволяє отримувати покриття великої товщини з необмеженою кількістю шарів за умови різної температури плавлення зв'язок та змочування ними порошкового зносостійкого сплавунаповнювача та одна іншої. Це розширює технологічні можливості отримання покриттів, шари яких різняться складом сплаву-зв'язки. Позитивний ефект від використання запропонованого способу отримання композиційних матеріалів також полягає в можливості ефективного управління перебігом процесів контактної взаємодії на границях поділу композиційних матеріалів шляхом вибору температурно-часових параметрів просочення, що є додатковим фактором впливу на градієнт властивостей композиційного матеріалу. Характер прояву запропонованих істотних ознак забезпечить досягнення необхідного технічного результату, що полягає в отриманні способом пічного просочення двошарового композиційного матеріалу, який має високі зносостійкі і міцно-сні властивості в абразивному і агресивному середовищах. Це дозволить подовжити термін експлуатації наплавлених покриттів і деталей енергетичного й доменного обладнання в умовах дії градієнтних полів температур (колеса живильників, запірна арматура, тарілки клинових засувок, патрубки гідронасосів гранустановок) та напружень і деформацій (комбіновані ущільнюючі кільця насосів, футерувальні елементи доменних печей). 5 Спосіб пояснюють фігури. Фіг. 1 - форма для отримання двошарового композиційного матеріалу: а - вигляд форми збоку; б - вигляд форми зверху; в - вигляд форми в об'ємному зображенні. Фіг. 2 - схема структури двошарового композиційного матеріалу. Фіг. 3 - мікроструктура шару (W-C)/(Cu-Ni-Mn) у двошаровому композиційному матеріалі, х400. Фіг. 4 - мікроструктура шару (W-C)/(Fe-B-C-M) у двошаровому композиційному матеріалі, х400. Фіг. 5 - мікроструктура границі поділу між шарами (W-C)/(Cu-Ni-Mn) та (W-C)/ (Fe-B-C-M) у двошаровому композиційному матеріалі, х400. Приклад отримання двошарового композиційного матеріалу. Для отримання композиційного матеріалу використовували порошковий зносостійкий матеріал у вигляді гранул наповнювача, виготовлених із карбідів вольфраму (промисловий сплав марки "реліт", що згідно з ТУ 48-19-279-77 містить 95,596,0 % W; 3,7-4,0 % С; домішки 0,2 %; вільний вуглець не більше 0,5 %), і наступні сплави-зв'язки: дисперсійно-ствердлий сплав Cu-20 %, Ni-20 %, Mn (сплав-зв'язка А марки МНМц 60-20-20 згідно з ТУ ПМО 1105-56) та евтектичний сплав Fe-2,5 %, B-0,88 %, C-0,66 %, Al-0,54 %, P-0,9 %, Si-1,92 %, Mn-3,1 %, Mo (сплав-зв'язка Б). До просочення дисперсійно-ствердлий сплав А має структуру твердого розчину на основі міді [4]. У структурі евтектичного сплаву Б наявна евтектика (Fe, Al, P, Si)-(Fe, Mn)2(B, C) 151. Молібден утворює самостійну фазу Мо2(В, С) у вигляді дисперсних включень в евтектичну структуру. Після просочення протягом 15 хвилин за температур 1373 і 1473 К відповідно утворюється двошаровий композиційний матеріал, середній вміст наповнювача W-C в якому дорівнює 60±2 %. На фіг. 3-5 наведена мікроструктура різних ділянок двошарового композиційного матеріалу, досліджена на оптичному мікроскопі "Неофот". Гранули наповнювача з карбідів вольфраму рівномірно розподілені вздовж перерізу композиційного матеріалу. В першому шарі (W-C)/(Cu-Ni-Mn) у структурі дисперсійно-ствердлого сплаву-зв'язки А додатково з'являються дисперсні виділення фази NiMn через перебіг процесів старіння [4]. На границях поділу між гранулами наповнювача W-C і сплавомзв'язкою А відсутні зміни структури порівняно з вихідною структурою цих складових композиційного матеріалу (фіг. 3). На тих же границях у другому шарі (W-C)/(Fe-B-C-M), де М - легуючі елементи, додатково з'являються виділення фази Fe3W 3С (фіг. 4). На відстані від гранул наповнювача структура евтектичного сплаву-зв'язки Б залишається незмінною. Границя між шарами двошарового композиційного матеріалу чітка і не містить дефектів несплавлення (фіг. 5). Це підтверджують результати визначення пористості матеріалу, яку досліджували за допомогою структурного аналізатора "Епіквант" і розраховували за формулою S Sn П 100 % , (1) S 96921 6 де 2 S0 - площа досліджуваної ділянки, м ; Sn - сумарна площа пор на досліджуваній ділянці, м. Результати визначення цієї характеристики показали, що пористість не перевищує 2-3 %. Це свідчить про високу якість отриманого композиційного матеріалу. В таблиці наведені результати визначення механічних та експлуатаційних характеристик шарів композиційного матеріалу. Мікротвердість фаз вимірювали на приборі ПМТ-3 при навантаженнях 50, 100 та 200 Г і тривалості витримки під навантаженням не менше 10 секунд (ДСТ 9460-76). На кожнім зразку виконували 10-15 вимірів. За отриманими результатами визначали мікротвердість (Hμ) з використанням наступної формули: (2) H 1854P d0 2 , де Р - навантаження, Н; d0 - довжина діагоналі відбитка, м. Точність виміру d0 дорівнювала ±(3-4) %. Загальну мікротвердість багатофазних сплавів визначали, виходячи з характеру варіаційного ряду результатів вимірювань і властивості адитивності гетерогенного сплаву. Твердість вимірювали на приборі Роквелла (ДСТ 20017-74) з погрішністю 6 %. Міцність на стиск оцінювали на спеціальному пресі шляхом статичного навантаження до руйнування композиційного матеріалу (ДСТ 11964-81Е). Окалиностійкість вимірювали при природній циркуляції повітря термогравіметричним методом з періодичною фіксацією маси на деріватографі MOM (ДСТ 6130-71). Температура процесу дорівнювала 1073+10 К, тривалість ізотермічної витримки - 1-2 години. Коефіцієнт відносної окалиностійкості обчислювали за результатами 3-5 вимірів як відношення зміни маси еталонного зразка до зміни маси досліджуваних зразків з точністю до другого десяткового знака. Вивчення опору композиційних матеріалів абразивному зносу здійснювали на установці НК-М [3]. При проведенні випробувань оцінювали зменшення маси зразка при стиранні шліфувальною шкуркою на 413 м шляху. Зразки мали розміри 16×6×16 мм. Експерименти проводили в приміщенні при температурі повітря 293+5 К і відносній вологості 65±5 %. Точність визначення втрати маси на терезах ВЛА-200М дорівнювала ±0,0002 г. Випробування композиційних матеріалів на опір газоабразивному зносу проводили на установці ОБ-876 [3]. Дослідження поведінки композиційних матеріалів у корозійних середовищах здійснювали гравіметричним методом. Корозійні випробування проводили в розчинах 0,5н∙H2SO4, 5н∙Н3РО4, 5 % HNO3, 1н∙HCl, 2н∙СН3СООН, 3н∙NaCl, 3 % Na2SO4. Розчини готували з концентрованих кислот і сухих солей марки "Х.Ч.". Склад агресивних середовищ вибирали з метою вивчення корозійних процесів, що відбуваються з киснево-водневою деполяризацією. Експерименти проводили при температурі 295±2 К на протязі 4-х годин у кислих середови 7 96921 щах і 5 діб у нейтральних середовищах. Швидкість корозії вимірювали щогодини (у кислоті) і щодня (у нейтральному середовищі). Зразки зачищали наждаковим папером, промивали бідистилятом, знежирювали етиловим спиртом і зважували на аналітичних терезах АДВ-200 з точністю до 0,1 мг (ДСТ В456-75). Швидкість корозії Vкор визначали за формулою: (3) Vкор=m/τis, 8 де m - зміна маси, г; τi - тривалість імерсії, год.; 2 S - площа поверхні, м . Результати визначення вищезазначених механічних та експлуатаційних характеристик шарів композиційного матеріалу свідчать про існування суттєвого градієнту властивостей вздовж перерізу двошарового композиційного матеріалу (таблиця). Таблиця Механічні та експлуатаційні властивості шарів у двошаровому композиційному матеріалі Характеристика Твердість, HRC Загальна мікротвердість, ГПа Міцність на стиск, МПа Коефіцієнт відносної окалиностійкості, од. Коефіцієнт відносної абразивної зносостійкості, од. 293 К Коефіцієнт відносної газоабразивної зносостійкості, од. 473 К 2 Швидкість корозії, г/м ∙год. 0,5н∙H2SO4 5н∙Н3РО4 5 %HNO3 1н∙НСІ 2н∙СН3СООН 3н∙NaCl 3 %Na2SO4 Аналіз загальної мікротвердості вздовж довільного перерізу композиційного матеріалу показує, що ця характеристика при переході від шару з дисперсійно-ствердлим сплавом-зв'язкою на мідній основі до шару з евтектичним сплавом-зв'язкою на залізній основі збільшується на 31,5±0,3 %. Різниця мікротвердості сплавів-зв'язок усередині шарів, рівновіддалених від границі між шарами, складає 233,4±0,5 %. Твердість відрізняється на 40±1 %, міцність на стиск - на 40,3±0,3 %. Порівняно з шаром із дисперсійно-ствердлим мідним сплавомзв'язкою шар із евтектичним залізним сплавомзв'язкою має більшу окалиностійкість (у 1,5 разу), абразивну зносостійкість (у 2,4 разу), газоабразивну зносостійкість (у 1,6 разу за температури 293 К та в 2,2 разу за температури 473 К). Швидкість корозії шару (W-C)/(Cu-Ni-Mn) перевищує цю характеристику для шару (W-C)/(Fe-B-C-M) у всіх досліджених розчинах кислот та солей, окрім розчину 5 % НNО3, в якому перший шар чинить більший опір корозії, ніж другий шар. Таким чином, отриманий двошаровий композиційний матеріал характеризується бездефектною структурою і наявністю градієнту властивостей уздовж перерізу. Він перспективний для використання як зносостійке покриття на деталях, які працюють в умовах дії градієнтних полів температур, напружень, деформацій тощо і повинні мати різні властивості з зовнішньої та внутрішньої Двошаровий композиційний матеріал Шар Шар (W-C)/(Cu-Ni-Mn) (W-C)/(Fe-B-C-M) 45±2 63±3 8,5±0,5 11,2±0,3 2820+10 2010±15 1,0 1,5+0,2 1,0 2,4±0,3 1,0 1,6±0,2 1,0 2,2±0;1 Середовище 4,09+0,23 0,61±0,03 4,82+0,41 0,58+0,18 3,41+0,53 4,92+0,31 0,72+0,33 0,09+0,08 0,15±0,05 0,04±0,02 0,08±0,03 0,01+0,01 0,12±0,07 0,02±0,01 робочих поверхонь. Це дозволяє запобігти тріщиноутворення та руйнування покриття в умовах градієнтних температурних впливів робочого циклу та неоднорідного розподілу напружень чи деформацій в абразивних і агресивних середовищах. Джерела інформації: 8 1. А.с. СРСР №562393, МКВ В23К 9/04; В22D 19/08, 1977. 8 2. А. с. СРСР №1396419, МКВ В23К 35/30, С22С 29/14, 1988. 3. Юзвенко Ю.А., Гавриш В.А., Марьяненко В.Ю. Лабораторные установки для оценки износостойкости наплавленного металла // Теоретические и технологические основы наплавки. Свойства и испытаний наплавленного металла. - К.: Изд. ИЭС им. Е.О. Патона, 1979. - С. 23-27 4. Салли А. Марганец. - М.: Металургиздат, 1959.-296 с. 5. Спиридонова І.М., Сухова О.В., Безрукава О.Г. Фазові перетворення в композиційних матеріалах із залізними зв'язками, що містять бор і вуглець // Доповіді НАН України.-2002.-№10. - С. 9397. 6. Патон Б.Е., Дудко Д.А., Максимович Б.И. и др. Технологические особенности наплавки износостойкими композиционными сплавами // Износостойкие наплавочные материалы на основе тугоплавких соединений. - К.: Наук. думка, 1974. - С. 65-69. 9 96921 10 11 96921 12 13 Комп’ютерна верстка А. Крижанівський 96921 Підписне 14 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing composite material
Автори англійськоюSukhova Olena Viktorivna, Spyrydonova Iryna Mykhailivna, Butenko Valerii Feodosievych, Karpenko Nadia Valeriivna, Sliozko Dmytro Yevheniiovych
Назва патенту російськоюСпособ получения композиционного материала
Автори російськоюСухова Елена Викторовна, Спиридонова Ирина Михайловна, Бутенко Валерий Феодосьевич, Карпенко Надежда Валерьевна, Слезко Дмитрий Евгеньевич
МПК / Мітки
МПК: C23C 28/00, B23K 35/00, C22C 29/08
Мітки: матеріалу, спосіб, отримання, композиційного
Код посилання
<a href="https://ua.patents.su/7-96921-sposib-otrimannya-kompozicijjnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання композиційного матеріалу</a>
Спосіб отримання багатошарового композиційного матеріалу на основі міді
Номер патенту: 6354
Опубліковано: 16.05.2005
Автори: Зозуля Едуард Володимирович, Ільїнський Олександр Іванович
МПК: C23C 14/24
Мітки: основі, композиційного, багатошарового, матеріалу, спосіб, міді, отримання
Формула / Реферат:
Спосіб отримання багатошарового композиційного матеріалу на основі міді шляхом почергової вакуумної конденсації на підкладці зміцнюючих та провідникових шарів, який відрізняється тим, що зміцнюючі шари отримують при одночасній конденсації парів міді та оксиду алюмінію.
Спосіб отримання композиційного матеріалу на основі gdnio3
Номер патенту: 5059
Опубліковано: 15.02.2005
Автори: Дрозд Вадим Олександрович, Уваров Віктор Миколайович, Гаргін Владислав Герасимович, Шевченко Анатолій Дмитрович, Шульженко Олександр Олександрович, Неділько Сергій Андрійович
МПК: C22C 29/00
Мітки: спосіб, отримання, композиційного, gdnio3, матеріалу, основі
Формула / Реферат:
Спосіб одержання композиційного матеріалу на основі GdNiO3, який включає готування шихти з оксидів Gd2O3 і NiO і наступний синтез GdNiO3 шляхом нагрівання шихти під тиском кисню при температурі 800-900°С, який відрізняється тим, що шихту готують з додаванням окислювача, а процес синтезу GdNiO3 здійснюють у твердофазній камері високого тиску у захисній оболонці з тугоплавкого металу при тиску 2-10 ГПа і часі синтезу 10-600 сек.
Спосіб отримання наповненого полімерного композиційного матеріалу
Номер патенту: 95716
Опубліковано: 25.08.2011
Автори: Сацюк Костянтин Олександрович, Комаров Анатолій Сергійович, Крутько Ірина Григорівна
МПК: C08K 7/12, C08L 27/06, C08L 95/00, C10C 3/00, C07C 15/28
Мітки: матеріалу, композиційного, полімерного, спосіб, отримання, наповненого
Формула / Реферат:
1. Спосіб отримання наповненого полімерного композиційного матеріалу, що включає змішування середньотемпературного кам'яновугільного пеку з антраценовим маслом і азбестом з подальшим нагріванням, який відрізняється тим, що в середньотемпературний кам'яновугільний пек додатково як модифікатор вводять полівінілхлорид, перемішуючи до однорідної маси, потім вводять антраценове масло, знов перемішують до однорідної маси, після цього вводять...
Спосіб отримання композиційного зносостійкого товстошарового покриття

Номер патенту: 58207
Опубліковано: 11.04.2011
Автор: НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ УКРАЇНИ "КИЇВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ"
МПК: B22F 3/06, B22F 7/02, B22F 3/26
Мітки: покриття, отримання, композиційного, товстошарового, зносостійкого, спосіб
Формула / Реферат:
Спосіб отримання композиційного зносостійкого товстошарового покриття, що включає засипку порошків подрібнених твердих сплавів та металічного порошкового припою у форму, її завантаження у піч, нагріту на 100-130 °С вище температури плавлення припою, та вивантаження з печі, який відрізняється тим, що як металевий порошковий припій використовують самофлюсівний сплав, витримку в печі проводять протягом 10-30 хв., охолодження проводять на...
Спосіб отримання ударостійкого композиційного надтвердого матеріалу з нітриду бору
Номер патенту: 27794
Опубліковано: 12.11.2007
Автори: Каташинський Віктор Петрович, Аврамчук Світлана Костянтинівна, Волкогон Володимир Михайлович, Кравчук Андрій Валентинович
МПК: C01B 21/064
Мітки: надтвердого, ударостійкого, отримання, нітриду, спосіб, матеріалу, композиційного, бору
Формула / Реферат:
Спосіб отримання ударостійкого композиційного надтвердого матеріалу з нітриду бору, що включає попереднє ущільнення вихідного порошку вюрцитного нітриду бору прокаткою, пресування та спікання його в умовах термодинамічної стабільності сфалеритного нітриду бору, який відрізняється тим, що при ущільненні порошку здійснюють його орієнтоване укладання в процесі багаторазової прокатки з поступовим збільшенням щілини між валками від нульової до 0,5...
Попередній патент: Спосіб виготовлення безшовного порожнистого виробу зі сталі
Наступний патент: Зв’язуючий білок il-12/p40
Випадковий патент: Ультразвуковий активатор-змішувач